

10 мин
Продолжение руководства по материалам электротехники. В этой части заканчиваем разбирать проводники: Углерод, Нихромы, термостабильные сплавы, припои — олово, прозрачные проводники.
Добро пожаловать под кат (ТРАФИК)
Хочу сказать спасибо всем за дельные комментарии к предыдущим частям, мой список TODO растет. Если тенденция сохранится, то итоговую версию руководства в формате pdf я опубликую не в 11 части, как планировал, а отдельно 12й частью вместе со списком доработок и улучшений. Оставляйте пожелания в комментариях какие места требуют более подробного обьяснения.
Эта часть посвящена «так себе проводникам» — материалам которые проводят ток, но делают это весьма паршиво, и с этим мирятся только благодаря каким-то особым свойствам материала, которого нет у других проводников.
- Углерод
- Примеры применения
- Источники
- Нихромы
- Сплавы для изготовления термостабильных сопротивлений
- Припои
- Олово
- Факты об олове
- Легкоплавкие припои
- Прочие проводники
- Термопарные сплавы
- Оксид Индия-Олова
- Ссылки на части руководства:
- 1. Что такое припой? — Бессвинцовый припой против свинцового припоя
- 2. Бессвинцовый припой против свинцового припоя
- Затем есть свинцовый припой.
- 3. Почему мы используем бессвинцовый припой?
- Новые правила RoHS
- Охрана окружающей среды
- Улучшенная пайка печатной платы
- 4. Каковы недостатки бессвинцового припоя по сравнению со свинцовым припоем?
- Свинцовый припой прост в обращении
- Нужна более низкая температура
- Меньше проблем с качеством головы
- Отсутствие поверхностного натяжения
- Срок годности
- 5. Разница в производительности Бессвинцовый припой против свинцового припоя
- Разница в температуре плавления
- Смачиваемость
- Различные применимые температуры
- 6. Физическая разница между Бессвинцовый припой против свинцового припоя
- 7. Бессвинцовый припой против свинцового припоя – дефекты, вызванные бессвинцовым припоем
- Оловянные усы
- Рост дендритов металлов
- Создать CAF
- Дефект олова
- 8. Бессвинцовый припой против свинцового припоя — Как мы должны выбрать лучшее решение для пайки свинца?
- Сводка
- Бессвинцовые припои и их свойства
- Комментарии
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Источники
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нагреватели обычно изготавливают из следующих сплавов:
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Припои
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.

Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
Замыкают список совсем легкоплавкие припои:
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Применяются для лужения печатных плат любителями, так как плавятся в горячей воде, и можно резиновым шпателем под слоем кипящей воды быстро покрыть припоем медную фольгу печатной платы. В технике их используют для пайки деталей, не выдерживающих нагрева до обычной температуры припоев, или в тех случаях, когда зачем-то нужен очень легкоплавкий металл (например, для датчика температуры).
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Прочие проводники
Термопарные сплавы
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
- Хромель (90% Ni, 10% Cr)
- Копель (43% Ni, 2-3% Fe, 53% Cu)
- Алюмель (93-96% Ni, 1,8-2,5% Al, 1,8-2,2% Mn, 0,8-1,2% Si)
- Платина (100% Pt)
- Платина-родий (10-30% Rh)
- Медь (100% Cu)
- Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Соединяя два проводника из двух разных металлов получают термопары, например термопара типа K (ТХА — Термопара Хромель-Алюмель). Самые распространенные пары: хромель-алюмель, хромель-копель, медь-константан (для низких температур), платина-платинородий (для точных измерений и для высоких температур).
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:

Стекла от ЖК индикатора электронных часов. Индикатор подключался к электронной схеме через токопроводящую резинку, гребенка контактов видна в нижней части стекла.
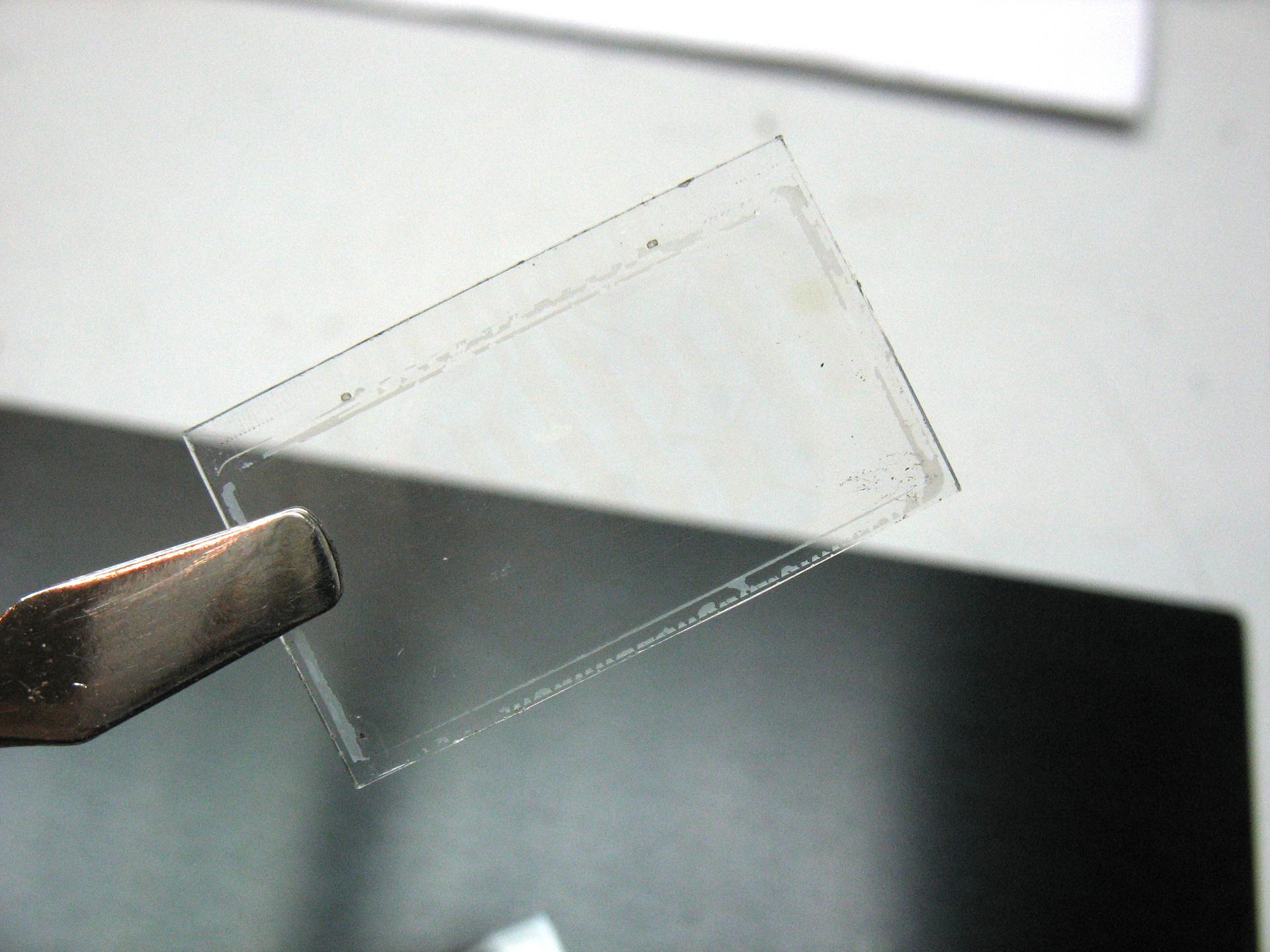
На просвет проводящая пленка не видна

На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
Ссылки на части руководства:
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
8 часов назад, speare сказал:
Да, действительно — это опечатка. Рисунок 9. Термопрофиль правда низкий, но так и задумывалось. Если вы сажаете безсвинец на свинец, без реболлинга, то у вас аппаратура классов А и Б — для которой допускается отказ во время работы, а срок жизни мал. при пайке по такому профилю шарики толком не плавятся до конца, при этом происходит пайка за счет свинцовой пасты, но интерметаллиды образуются активно, что охрупчивает пайку в любом случае и чем сильнее плавится шарике, тем больше интерметаллидов.
Судя по доступным статьям на тему исследования смешанного техпроцесса получается, что чем выше растворение свинца в шарике, тем меньше проблем с охрупчиванием. Поэтому и предлагают поднимать температуру профиля и растягивать время оплавления (жидкой фазы). Видимо интерметаллиды интерметаллидам рознь.
8 часов назад, speare сказал:
Как мне видится, Фактически, задача выглядит так — сделать из БГА фактически ПГА — шарик становится ножкой которая паяется в стык. Проще взять бессвинцовый припой тогда.
В принципе я с вами согласен, но меня, например, беспокоит возможность роста оловянных усов, особенно при использовании иммерсионного олова в качестве покрытия платы, как более интересной альтернативы ENIG.
8 часов назад, speare сказал:
фактически, тут часто пользуются уловкой, что нет (ни в ГОСТах, ни в МЭКах) четкого стандарта по виду не дефектных паяных шаров БГА. Этот ГОСТ сам себе (в подразделе 9.6) устанавливает требования по качеству пайки БГА.
И с учётом подраздела 9.6 мне совершенно непонятно, как они при этом считают допустимым использовать профиль рисунка 9 при смешанном техпроцессе? LF шары BGA при этом совершенно очевидно не изменят своей формы, следовательно требования раздела 9.6 (пункт 9.6.2) будут нарушены.
8 часов назад, speare сказал:
Собственно вот оно как и описано в том профиле.
Не совсем, т.к. в профиле на рисунке 9 пик на температуре 225, а здесь рекомендации сделать выше, на сколько можно и аналогичной фразы в ГОСТ нет. Отсюда можно сделать вывод, что профиль в ГОСТ это лёгкая рекомендация, а правильный профиль лежит на совести технолога, который должен обеспечить правильное оплавление и результирующую форму шаров.
Кстати, мне пока не удалось найти SnPb паст именно для смешанного процесса (с повышенной рабочей температурой флюса). Я плохо ищу?
Почти вся электроника использует припой в качестве клея, который прикрепляет компоненты / детали к печатной плате. Будь то бессвинцовый припой против свинцового припоя, функции почти одинаковы. Но для различных продуктов и применений могут потребоваться другие припои. Выбор припоя может оказать влияние на процесс пайки. Если альтернатива неверна, то процесс пайки будет сложным. Все, что нужно, это получить больше теоретических знаний о выборе и типе припоя. С таким образом вы сможете выполнить простой процесс пайки. В зависимости от того, что вы хотите, вы можете выбрать между свинцовым припоем и бессвинцовыми вариантами. Есть преимущества и недостатки, которые приходят с обоими методами. Поэтому, если вы хотите обеспечить качество паяльных соединений, вам, возможно, придется найти оптимальный вариант для вас.

(Автоматическое изготовление паяльников для пайки и сборки печатных плат)
1. Что такое припой? — Бессвинцовый припой против свинцового припоя
Итак, что такое припой? Зачем использовать бессвинцовый припой, а не свинцовый припой? И есть ли какие-либо недостатки, связанные с обоими из двух? В этой статье подчеркивается многое, связанное с бессвинцовым и свинцовым припоем. В конце концов, вы многое поймете о том, что вам нужно знать о бессвинцовом и свинцовом припое.
Но сначала, что такое припой? Припой представляет собой металлический сплав, состоящий из свинца и олова, расплавленных с использованием горячего железа. Нагрев железа происходит при высоких температурах 600 по Фаренгейту. В тот момент, когда железо охлаждается, оно создает прочную электрическую связь.
Традиционный припой, используемый для пайки в электронной промышленности, представляет собой смесь свинца и олова. Важно отметить, что различные типы припоя находят применение в различных целях. Даже в сантехнике интенсивно используется припой.
В электронике тип припоя, который используют сборщики, на 40% состоит из свинца и 60% из олова. Он носит название «Эвтектическая смесь». Хотя это химический термин, в основном, этот тип смеси плавится при температурах значительно ниже тех, которые вы могли бы ожидать.

(Процесс пайки и электронной печатной платы с электронными компонентами)
2. Бессвинцовый припой против свинцового припоя
Итак, теперь, когда вы понимаете, что такое припой, что такое бессвинцовый и свинцовый припой. Каковы преимущества свинцового припоя? Вот четкое объяснение между ними и основными преимуществами этилированного припоя, особенно в электронной промышленности.
С стремлением к сокращению количества свинца, используемого в электронике, бессвинцовый припой теперь используется почти везде. Исходя из соображений здоровья и окружающей среды, некоторые директивы запрещают коммерческое использование информации. Это означает, что традиционные припои, содержащие свинец, не будут доступны для любых упражнений по пайке (особенно для любителей).
В последнее время традиционный оловянно-свинцовый припой быстро получает замену, особенно другими бессвинцовыми типами припоев. В настоящее время на рынке появляется несколько разновидностей. Один содержит 0,7% меди и 99,3% олова.
Однако такие не должны представлять проблем для любителей или строителей жилья. Эти новые бессвинцовые припои работают точно так же, как и традиционные припои.
Затем есть свинцовый припой.
Припой на основе свинца является отправной точкой революции в электронике. Смесь на основе свинца содержит смесь (60% олова и 40% свинца). Его смесь с некоторой температурой плавления около 170 — 190 ° C. Известный случайно как мягкий припой, контейнер является очевидным выбором из-за его более низкой температуры плавления. Коробка – еще один материал, препятствующий росту оловянных усов.
Есть много причин, почему мы используем свинцовый припой. Большинство любительских припоев используют бессвинцовый припой почти во всех своих проектах. Некоммерческими проектами или общественными целями может быть использование свинцового припоя. Эти проекты не требуют строгих правил RoHS.
Свинцовый припой идеально подходит для проектов, основанных на его высокой температуре плавления. Здесь нет требования к высокой температуре как таковой. Время охлаждения быстрее на основе высоких температур плавления, что означает снижение вероятности холодных паяльных соединений.
Со свинцовым припоем любителям не нужно тратить слишком много припоя. В отличие от этих коммерческих производителей время охлаждения основано на более быстром. Снижение использования является большой причиной, по которой многие любители не сталкиваются с какими-либо ограничениями. Основываясь на его уменьшенном использовании, также уменьшается количество отходов, полученных от свинцового припоя.

(Бессвинцовый припой, паяльные инструменты и зеленая печатная плата)
3. Почему мы используем бессвинцовый припой?
Бессвинцовый припой лучше по сравнению с свинцовым припоем. Те сборщики PCBA, которые перешли на бессвинцовый припой, полны его преимуществ.
Новые правила RoHS
Во-первых, следует использовать бессвинцовый припой в качестве средства соблюдения рекомендаций RoHS. RoHS (Ограничения опасных веществ) влияет на всю электронную промышленность. Кроме того, он включает в себя производство электронных продуктов. Эти директивы, происходящие из Европы, ограничивают использование опасных химических веществ в производстве электронных продуктов.
Основываясь на правилах RoHS, производители электроники, которые не соответствуют всем директивам, не будут вести бизнес. С 1 июля 2006 года все применимые продукты должны соответствовать рекомендациям RoHS. Помимо свинца, другие опасные химические вещества включают бензилбутилфталат, шестивалентный хром и диизобутилфталат.
Охрана окружающей среды
Помимо правил RoHS, сборщики, как правило, прибегают к использованию бессвинцовых припоев для защиты окружающей среды. Свинец, который попадает на землю, попадает в почву, воздух и воду. Информация имеет возможность надолго остаться на заднем плане.
Свинец, который мы находим в топливе, приводит к воздушному населению, особенно в городских центрах. Почвы вблизи автострад и автомагистралей накапливаются с течением времени. Когда дует пыль, частицы свинца могут найти свой путь к озерам и окружающим рекам. Свинец может в конечном итоге негативно повлиять на морскую жизнь и тех, кто живет вокруг озер.
Питьевая вода, которая со временем находится под загрязнением свинца, может быть опасной. Высокое воздействие свинца может вызвать слабость, анемию, повреждение мозга и почек. Для беременных женщин информация может быть опасной. Это может повредить нервную систему развивающегося ребенка.
Улучшенная пайка печатной платы
Наконец, что важно, производители используют бессвинцовый припой, поскольку это приводит к лучшей пайке печатных плат. Бессвинцовые припои не распространяются во время оплавления. Это, следовательно, означает, что результаты лучше во время пайки печатных плат. Во время бессвинцовой пайки нет быстрого износа трафарета и других существенных проблем.
Производители схем, которые используют свинцовый припой, с большей вероятностью столкнутся с пустотами и подъемом филе через отверстия. Все это случаи, которые происходят, особенно при использовании этилированного припоя. Но результаты на печатной плате превосходны при использовании бессвинцового припоя.
Если вы сравните результаты печатной платы из бессвинцового и свинцового припоя, вы заметите огромную разницу. Продукты, которые вы видите из бессвинцовых печатных плат, идеальны. Все компоненты правильно прилипают к плате при использовании бессвинцового припоя.

(Рулон свинцовой паяльной проволоки на изолированном белом фоне)
4. Каковы недостатки бессвинцового припоя по сравнению со свинцовым припоем?
Свинцовый припой прост в обращении
В то время как бессвинцовый припой работает отлично, есть области, где свинцовый припой работает лучше по сравнению с бессвинцовым припоем. Во-первых, свинцовый припой относительно прост в обращении. Даже если малыш глотает или ест его, организм поглощает его как токсичный.
В отличие от бессвинцового припоя, чистый свинец прост в обращении и стирании с рук. Это не относится к бессвинцовому припою. Тем не менее, свинцовый припой можно изучать бесплатно. Если вы хотите узнать о многом, что связано с припоем, вы в основном получите обучение с использованием этилированного припоя.
Нужна более низкая температура
Помимо простоты в обращении, свинцовый припой нуждается в более низкой температуре для плавления. Бессвинцовые припои имеют тенденцию плавиться при высоких температурах около 217 ° C / 422 ° F. Но это не относится к припоям на основе свинца. Для них требуется температура 183 ° C / 361 ° F. Электронные компоненты и материалы печатных плат должны быть в состоянии выдерживать очень высокие температуры.
Меньше проблем с качеством головы
Со свинцовым припоем также меньше проблем с качеством головки. Бессвинцовый процесс пайки требует использования паяльников высокой мощности. С таким образом, вы можете в конечном итоге повредить свою голову. Опять же, это может привести к проблемам с качеством на вашем совете. Но это не тот случай, когда вы решили использовать свинцовый припой.
Исходя из высокой температуры пайки, требуемой во время бессвинцовой пайки, вам, возможно, придется быстро удалить головку. Тем не менее, вы можете избежать такого сценария, когда прибегаете к свинцовой пайке. Многие производители схем хорошо знают об этом факторе.
Отсутствие поверхностного натяжения
Возможно, самым большим недостатком, который поставляется с бессвинцовым припоем, является отсутствие поверхностного натяжения. Бессвинцовый припой не может противостоять внешним силам. При воздействии суровых условий компоненты могут довольно легко оторваться.
Срок годности
Продлить срок годности свинцового паяльного флюса, используемого производителем. Однако это не относится к бессвинцовой пайке. Из-за воздействия кислорода при бессвинцовой пайке изменение может не задерживаться долго. Чистый свинец состоит из более низких механизмов старения. Его срок годности в 2 раза больше, если сравнивать его со свинцовой пайкой.

(Бессвинцовая пайка компонентов на печатной плате)
5. Разница в производительности Бессвинцовый припой против свинцового припоя
Разница в температуре плавления
С точки зрения производительности свинцовый и бессвинцовый припой работает немного по-разному. Первое отличие – это разница в температуре плавления. Бессвинцовый припой требует одних из самых высоких температур железа. Из-за высоких температур плавления вы должны быть готовы ждать более длительного времени пребывания.
Как кратко упоминалось ранее, температура плавления традиционного свинцового припоя составляет около 183 ° C. С другой стороны, бессвинцовый припой составляет 217°C. Поскольку температура плавления бессвинцового припоя высока, это имеет несколько последствий. Например, повышение температуры впоследствии приводит к окислению припоя. Температура пайки может также влиять на электролитические конденсаторы.
Смачиваемость
Разница в смачиваемости также является еще одним дифференцирующим фактором. Когда дело доходит до печатных плат, смачивание — это то, насколько правильно расплавленная паяльная паста связывается с компонентами печатной платы. Неправильно смаченный припой выглядит серым и тусклым. Смачивание имеет тенденцию быть медленнее, когда вы используете бессвинцовый припой и имеет тенденцию быть тусклым с точки зрения внешнего вида. Но традиционные свинцовые паяльные соединения, как правило, блестящие и чистые. Недостаточная смачиваемость опасна на суставах печатной платы. Это делает соединения плохо работающими и высоким коэффициентом брака печатных плат.
Различные применимые температуры
Наконец, различная применяемая температура является еще одной разницей в производительности между ними. Бессвинцовый припой требует высоких температур паяльника. То же самое не верно, когда дело доходит до свинцового припоя. Даже температура переплавки для бессвинцового припоя должна быть немного выше, в отличие от температуры припоя свинца.

(Близкая фотография бессвинцового припоя и паяльного пистолета)
6. Физическая разница между Бессвинцовый припой против свинцового припоя
Есть несколько физических различий, которые следует отметить между свинцовым припоем и бессвинцовым припоем. Возможно, наиболее существенным различием между ними является сырье. При производстве двух производителей используется флюс. Когда есть добавление свинцовой паяльной пасты, мы называем это изменением свинца. Но после добавления бессвинцовой паяльной пасты она называется бессвинцовым флюсом.
Следующим физическим дифференцирующим аспектом является разница в использовании. В основном, свинцовый припой находит большое применение в проектах любителей. Эти проекты не подпадают под строгие руководящие принципы RoHS. Но, с другой стороны, бессвинцовая пайка применяется к серьезным проектам, которые должны соответствовать директивам RoHS.
Бессвинцовые паяные соединения, как правило, серые, тусклые и грубые на вид. Но если осмотреть свинцовые паяные соединения, то большинство из них имеют тенденцию быть блестящими и чистыми. Они демонстрируют полированный вид и более мягкий вид. Кроме того, с точки зрения плотности, свинцовый припой, как правило, немного тяжелее, чем бессвинцовый припой. Свинцовый припой составляет 8,5 г/м2, а бессвинцовый припой – 3,5 г/м2.

(Бессвинцовые припои на изолированном белом фоне)
7. Бессвинцовый припой против свинцового припоя – дефекты, вызванные бессвинцовым припоем
Бессвинцовая пайка, особенно с использованием директив, совместимых с RoHS, не является новой концепцией как таковой. Сотни тысяч сборщиков печатных плат используют его во время сборки плат. Тем не менее, несколько заметных дефектов приходят с бессвинцовой пайкой. Эти дефекты часто связаны с толстой, многослойной печатной платой.
Оловянные усы
На этом этапе мы попытаемся изучить значительные дефекты, которые вызывает бессвинцовый припой. Первым дефектом, который вызывает бессвинцовый припой, являются оловянные усы. Оловянные усы представляют собой тонкие и проводящие игольчатые или нитевидные структуры, выступающие из поверхности печатной платы. Эти поверхности состоят из олова в качестве конечной отделки поверхности.
К сожалению, оловянные усы представляют собой значительный дефект, вызванный свинцовым припоем. Жестяные усы вызывают случаи короткого замыкания на печатной плате. Если вы хотите этого избежать, то вам нужен некоторый опыт работы с паяльником. Вам нужен хороший опыт работы с бессвинцовым припоем. Вам понадобится опыт, практика и знания при пайке.
Рост дендритов металлов
Помимо роста оловянных усов, еще одной проблемой, вызванной свинцовым припоем, является рост металлических дендритов. Развитие металлических дендритов является еще одной проблемой, которая, как известно, влияет на функциональность борта. Дендрит — это дендритное оксидное месторождение металла или кусок металла, который вы найдете на поверхности изоляции печатной платы.
Металлические дендриты имеют несколько различных процедур выращивания, которые происходят из оловянных усов. Металлические дендриты выходят из-за ионной электромиграции и также опасны для печатной платы. По словам сборщиков печатных плат, они также вызывают случаи короткого замыкания. Эти короткие замыкания могут затем повлиять на функциональность системной платы.
Создать CAF
В-третьих, бессвинцовый припой имеет тенденцию генерировать CAF (проводящая анодная нить). Проводящая анодная нить также возникает из-за случаев электрохимической реакции. Как и предыдущие две, проводящая анодная нить является еще одной большой проблемой, которая приводит к выходу из строя печатных плат.
Несмотря на то, что бессвинцовая пайка имеет тенденцию быть идеальной по сравнению со свинцовой пайкой, она имеет свои недостатки. Как видите, проводящая анодная нить является одной из таких проблем. Если производители не устранят эту проблему достаточно рано, это может оказаться дорогостоящим с их стороны.
Дефект олова
Наконец, у нас есть оловянный вредитель или дефект олова в качестве еще одной проблемы, которую может вызвать бессвинцовый припой. Многие производители электроники, кажется, сильно борются в этой области. Возникновение вредителей/дефектов олова не является чем-то желательным как таковым.
Вредители олова возникают во время спонтанного изменения фазы полиморфизма. Предположим, что температура ниже 13 градусов по Цельсию. Произойдут некоторые заметные изменения. Он будет отличаться от белого олова плотностью 7,30 г/см.
Теоретически, вредители или дефекты олова являются угрожающими. Многие производители схем делают все возможное, чтобы избежать случаев оловянных вредителей. Хотя это может привести к риску надежности, они редко встречаются, так как большую часть времени; в олове есть смесь примесей.
Все вышеперечисленное является возможным дефектом, который может составить при использовании свинцово-припоя. Важно отметить, что это еще не все. Другие включают случаи загрязнения медью, медной эрозии. Филе лифтинг. Некоторые сообщают об усадке пустоты и более низкой текучести, а другие сообщают о более жестких рабочих параметрах.
Как видите, дефектов, которые может вызвать бессвинцовый припой, довольно много. Тем не менее, устранение или минимизация таких недостатков не является сложным процессом как таковым. Пока производители придерживаются современных технологий пайки, они могут этого избежать.

(Дефекты бессвинцовой пайки)
8. Бессвинцовый припой против свинцового припоя — Как мы должны выбрать лучшее решение для пайки свинца?
Итак, как вы выбираете тип припоя для использования? Стоит ли идти на припой для ромба или бессвинцовый припой? В течение самого длительного времени припой на основе использования свинца казался универсальным упражнением. Никто не пытался поставить это под сомнение. Тем не менее, все начало меняться, поскольку информация оказывает разрушительное воздействие на здоровье людей.
Свинец может вызвать печеночную недостаточность и повреждение почек. Это еще хуже для беременных матерей, которые могут проглотить его. Так как многие видели повреждающее действие заряда. Началось движение к принятию бессвинцового припоя. Бессвинцовый припой не содержит свинца. Крупные производители коммерческой электроники делают упор на использование информации.
Сегодня, если вы достаточно увлечены, вы заметите, что бессвинцовый припой применим почти во всех электронных устройствах, хотя некоторые утверждают, что с ним немного сложнее работать (например, с его высокими температурами плавления). Тем не менее, мы будем преодолевать трудности шаг за шагом.
Но все, что мы можем сказать прямо сейчас, это то, что выбор лида зависит от вашего проекта. Вы любитель, который хочет узнать что-то о пайке? Возможно, вы не являетесь коммерческим производителем схем. Если это так, то вы найдете свинцовый припой идеальным. Это дешево, и вы не будете идти против директив RoHS, поскольку они не являются коммерческими.
Но являетесь ли вы высококачественным производителем, который хочет продавать свою продукцию? Если это так, то вы можете прибегнуть к бессвинцовому припою. Бессвинцовый припой является экологически чистым и неопасным для здоровья человека. Они также приносят одни из лучших результатов пайки печатных плат. Если качество имеет для вас первостепенное значение, то выбирайте бессвинцовый припой.

(Ремонт печатной платы с помощью бессвинцового припоя)
Сводка
Вот и все; подробное руководство, которое вы должны знать между бессвинцовым припоем и свинцовым припоем. В зависимости от вашего проекта, вам, возможно, придется выбирать между свинцовым припоем и бессвинцовым припоем. Обязательно держитесь подальше от свинцового припоя, так как у вас могут возникнуть проблемы с властями. Пайка бессвинцовым припоем дает наилучшие результаты.
Есть ли у вас какие-либо дополнительные вопросы, которые нуждаются в срочном решении? Когда вы найдете подходящее, позвоните нам для удовлетворения всех ваших потребностей в свинцовой или бессвинцовой пайке. Мы более чем рады помочь Вам. С нами будьте уверены в высококачественной информации или бессвинцовых решениях для печатных плат. У нас есть команда поддерживающих и очень отзывчивых обслуживающего персонала. В любое время они готовы помочь вам со всеми вашими вопросами и проблемами.

Привет, я Хоммер, основатель WellPCB. На сегодняшний день у нас более 4000 клиентов по всему миру. Если у вас возникнут какие-либо вопросы, вы можете связаться со мной. Заранее спасибо.
Бессвинцовые припои и их свойства
Замена традиционных типов припоев на материалы, не содержащие свинца, является не только веянием времени, но и требованием многочисленных международных комиссий по экологии. В статье рассмотрены свойства различных типов бессвинцовых припоев, даны рекомендации по их применению.
![]() Версия в PDF (909Kb)
Версия в PDF (909Kb)
Среди термических, механических, усталостных и других свойств припоев одним из самых важных является температура плавления. В таблице 1 представлены некоторые из широко известных типов бессвинцовых припоев [1].
Следует отметить, что продолжается работа по оптимизации составов бессвинцовых припоев для достижения ими необходимых свойств. По этой причине составы припоев, приведенных в таблице 1, могут время от времени несколько отличаться от серийно производимых припоев. Например, в таблице 2 показаны торговые марки некоторых серийно производимых припоев различных производителей.
Бессвинцовым припоям с высоким содержанием индия (например, первому из припоев в таблице 2) свойственна несовместимость материалов индия и свинца, независимо от того, присутствует ли последний на поверхности печатной платы или на выводах компонентов. Для реализации полностью бессвинцового процесса в некоторых случаях (например, при использовании сплавов, содержащих индий) необходимо задействовать бессвинцовое покрытие паяемых поверхностей печатного монтажа и выводов компонентов.
Таблица 1. Примеры некоторых бессвинцовых припоев и их свойства [1]
Состав бессвинцового | Температура | Примечания |
припоя | плавления, °С | |
48 Sn/52 In | 118(эвтектическая | Низкая температура плавления, высокая |
температура) | стоимость, низкая прочность | |
42 Sn/58 Bi | 138(эвтектическая | Стандартный, доступность зависит от |
температура) | доступности висмута | |
91 Sn/9Zn | 199 (эвтектическая | Высокая степень шлакообразования, |
температура) | коррозионная стойкость | |
93,5Sn/3Sb/2Bi/1,5Cu | 218(эвтектическая | Высокая прочность, высокая |
температура) | устойчивость к термической усталости | |
95,5Sn/3,5Ag/1 Zn | 218…221 | Высокая прочность, хорошая |
устойчивость к термической усталости | ||
99,3 Sn/0,7 Cu | 227 | Высокая прочность, высокая температура |
плавления | ||
95 Sn/5 Sb | 232…240 | Высокое сопротивление сдвигу, |
устойчивость к термической усталости | ||
65Sn/25Ag/10Sb | 233 | Патент Motorola, высокая прочность |
97Sn/2Cu/0,8Sb/0,2Ag | 226…228 | Высокая температура плавления |
96,5Sn/3,5Ag | 221 (эвтектическая | Высокая прочность и высокая |
температура) | температура плавления |
Из таблицы 1 видно, что бессвинцовые припои характеризуются либо слишком низкой, либо слишком высокой температурой плавления по сравнению с эвтектическими свинцово-
оловянным припоями. В таблице 2 приведены, в основном, бессвинцовые припои с высокой температурой плавления.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен. Еще одним ограничением, связанным с низкотемпературными припоями, является уменьшение их смачивающих свойств, вызванное пониженной текучестью при субэвтектических температурах.
Для низкотемпературных применений определенное признание получили припои, содержащие индий. Так, многими компаниями используется припой, содержащий 52% 1п и 48% Бп, поскольку он обеспечивает лучшие характеристики при повторной пайке в процессе ремонта или переделки. Поскольку температура плавления этого припоя составляет 244°Р (118°С), повторная пайка при более низкой температуре может производиться многократно без риска теплового повреждения. Если печатные линии платы покрыты золотом в качестве антиоксиданта, то использование припоя с индием предотвращает выщелачивание золота [2].
Еще одним бессвинцовым припоем с низкой температурой плавления является припой 42 Бп/58 Ы. Если посмотреть на фазовую диаграмму припоя БпЫ, то можно увидеть, что температура плавления находится на
уровне 138°С. Висмут используется в паяльных сплавах для достижения низких температур плавления, но висмутсодержащие сплавы обычно имеют плохие характеристики смачивания.
Многие другие сплавы, представленные в таблице 1, обладают более высокой температурой плавления, чем свинцово-оловянный эвтектический сплав с температурой плавления 183°С. Это, например, цинк-оловянный высокотемпературный бессвинцовый припой с температурой плавления 198°С.
Высокотемпературные припои несовместимы с широко распространенными материалами для изготовления печатных плат, такими как РИ-4. Помимо этого, более высокие температуры при повторной пайке могут увеличить риск повреждения платы.
В настоящий момент не существует бессвинцовых припоев, полностью заменяющих свинцовосодержащие, хотя некоторые производители описывают свои припои как «почти идентичные» [3]. Даже в этом случае для повторной пайки требуется температура жала паяльника 400°С. Для некоторых применений эта температура может оказаться слишком высокой и вызвать тепловое повреждение.
Одной из ключевых проблем использования высокотемпературных припоев, представленных в таблицах 1 и 2 при пайке волной, является повышение риска пробоя конденсаторов. При пайке волной следует поддерживать температуру в диапазоне 230…245°С, что на 45…65°С выше температуры плавления оловянно-свин-цового припоя. Бессвинцовый припой с температурой плавления 220°С потребует при пайке волной температуры 265…280°С. Это увеличивает разницу температур между предварительным нагревом и пайкой волной и, соответственно, повышает риск повреждения конденсаторов.
В целом, почти все бессвинцовые припои имеют меньшую смачиваемость (текучесть), чем эвтектические оловянно-свинцовые, и потому первые из них хуже заполняют необходимую площадь. Для улучшения текучести требуются специальные составы флюсов. Усталостные характеристики бессвинцовых припоев также недостаточно хороши, хотя в одном
Таблица 2. Примеры бессвинцовых припоев различных производителей (с любезного разрешения Dr. Raiyoman Aspandiar, Intel Corporation)
Тип припоя | Поставщик | Состав | Температура плавления, °C | Примечания |
Несовместимость индия и свинца. | ||||
Indalloy™ 227 | Arconium Specialty Alloy | 77,2Sn/20 In/2,8 Ag | 187 | Требуется бессвинцовое покрытие контактных площадок печатной платы и выводов микросхем Слишком высокая температура |
Alloy H™ | Alpha Metals | 84,5 Sn/7,5 Bi/5 Cu/2 Ag | 212 | ликвидуса. При пайке волной требуется температура более 260-С Несовместимость индия и свинца. |
Tin-Zinc Indium | AT&T | 81 Sn/9Zn/10ln | 178 | Требуется бессвинцовое покрытие |
контактных площадок печатной платы и выводов микросхем | ||||
Castin™ | AIM Products U.S. Dept. of Energy (DOE) | 96,2 Sn/2,5 Ag 0.8 Cu/0,5 Sb | 215 | Слишком высокая температура ликвидуса. При пайке волной |
Tin-Silver -Copper | (Министерство энергетики США) | 93,6Sn/4,7Ag/1,7Cu | 217 | требуется температура более 260-С |
из исследований не наблюдалось нарушения целостности паяного соединения после испытания термическим циклом для высокотемпературного припоя 96,5 Бп/3,5 Ag (последний сплав в таблице 1) [4].
В идеале температура плавления выбранного припоя должна составлять около 180°С, так чтобы для оплавления использовалась температура 210…230°С; для пайки волной — 235…245°С, а для ручной пайки — 345…400°С. Более высокие температуры ручной пайки могут использовать только высококвалифицированные
монтажники во избежание теплового повреждения.
В спецификации J-STD-006, разработанной IPC, приведен подробный список оловянно-свинцовых и бессвинцовых припоев. Однако ни один из бессвинцовых припоев не считается полной заменой эвтектического оловянно-свинцового. В настоящее время ведутся исследования по разработке бессвинцового припоя, который станет полноценной заменой упомянутому выше оловянно-свинцовому. Это насущное требование, которое неизбежно следует учесть.
Литература
1. Socolowski, Norbert. Lead free alloys and limitations for surface mount assembly. Proceedings of Surface Mount International, 1995, pp. 477—480.
2. Keeler, R. Specialty solders outshine tin/lead in problem areas. EP&P, July 1987, pp. 45—47.
3. Seelig, Karl. A study of lead free solder alloys. Circuit Assembly, October 1995, pp. 46 — 48.
4. Melton, Cindy. How good are lead free solders. SMT, June 1995, pp. 32—36.
Статья подготовлена no материалам сайта www.rayprasad.com
Да бывает такое. Кто-то подготовил не тот материал для пайки, кто-то не проследил за этим на этапе первичных операций, и в результате что-то с этим надо дальше делать. Конечно, первое, что приходит на ум, давайте очистим контактные площадки от свинцового припоя, все соберем заново и соответствие правилам RoHS будет соблюдено.
А теперь серьезно. О технических вещах. Речь идет о том, чтобы чем-то соскоблить, удалить, счистить, отшлифовать соединение до медной площадки под ним. В правилах RoHS сказано, что каждое отдельное паяное соединение должно содержать менее 1/10 от 1% свинца.
То есть, недавно созданное соединение на одной или нескольких контактных площадок печатной платы состоит примерно на 37% из свинца. Чтобы следовать букве правил (а мы хотим ей следовать), реально ли снизить это количество свинца с 37% до 0,1%? Практически полностью механическим методом убрать свинец?
В течение многих лет приходилось действовать ровно наоборот: вставлять бессвинцовые детали в оловянно-свинцовую сборку. Метод — снятие припоя с помощью процесса растворения погружением в расплав.
Вы опускаете выводы компонента со свинцовым припоем в нужный расплав, нежелетельный припой растворяется и заменяется на бессвинцовый. Ту же процедуру можно попробовать и для контактной площадки, последовательно, несколько раз погружая ее в бессвинцовый припой, удаляя его и затем снова погружая. Своеобразный процесс разбавления. Но с таким подходом уменьшать количество свинца придется довольно долго и неизвестно, можно ли добиться уменьшения до 0,1%?
К тому же, повторные многочисленные нагревы приведут к образования интерметталического слоя. И это точное не приведет к хорошему, надежному паяному соединению на длительное время. Еще одна проблема — тип финишного покрытия. Для ENIG очень и очень трудно удалить какой-либо припой с золотого покрытия. Практически невозможно.
Общий вывод — нельзя безболезненно удалить свинцовый припой с контактных площадок и заменить его на бессвинцовый. Как бы неприятно это не звучало, но печатную плату придется выбросить или перепродать в те страны, которым наплевать на принципы RoHS. Не поможет ни механическая очистка и шлифовка, ни паяльник для снятия «неправильного» припоя, ни другие предложенные подходы с растворением.
Комментарии
Согласен, разбавление может быть в некоторых случаях эффективным, и, возможно, в каких-то случаях и снизит содержание свинца до 1/10 процента. Но дискуссия становится бесполезной для сложных печатных плат или ВЧ-плат.
Pankaj Shrotre, Sierra
Предполагая, что речь идет только о нескольких компонентах, припаянных вручную, у меня есть для вас очень хорошие новости! Привести платы в полное соответствие вполне возможно и просто! Разбавление и удаление с использованием припоя, не содержащего свинца, чрезвычайно эффективно, и обычно это нужно сделать только один раз, если предварительно очень тщательно удалить свинцовый припой. Все зависит от геометрии паяных соединений, для некоторых более крупных PTH SJ может потребоваться двойная процедура разбавления.
А теперь еще несколько хороших новостей: можно не удалять компонент, по крайней мере, на пробной версии CCA. Вместо этого, используя другой паяльник или другой наконечник, проплавьте и припаяйте детали «правильным» припоем. Тщательно очистите ССА, высушите феном и отожгите 20 минут при 105°С. Затем выполните XrF-тестирование максимально возможного количества паяных соединений, используя частоту выборки не менее 25% переработанных паяных соединений.
Если содержание Pb в переработанных SJ составляет менее 0,1% на XrF, все отлично! Используйте липкий флюс, так как он будет работать намного лучше, чем жидкий, его легче контролировать и он очищает гораздо лучше. Жидкий флюс имеет тенденцию кристаллизоваться или просачиваться под контактные площадки, детали поверхностного монтажа и т. д. и не задерживается достаточно долго, чтобы удалить весь «неправильный» припой.
Никогда не пытайтесь механически соскоблить или использовать дремель, потому что в этом сценарии все ваши чувствительные к электростатическому разряду компоненты прямо или косвенно подключены к припаянным вручную контактным площадкам/отверстиям, а электростатический заряд быстро разрушит или повредит многие из оставшихся частей CCA. Что касается распространенного заблуждения о том, что IMF будет «становиться толще» с каждым оплавлением припоя, то это неверно. Рост IMF для любого данного сплава является самоограничивающимся процессом. После образования интерметаллического слоя любая дополнительная пайка увеличит IMF на несколько долей нанометра.
Я видел детали в корпусах PTH, перепаяных на площадках целых три раза, и делалось эта в изделиях для авионики, ядерных систем, на космических челноках и спутниковых CCA. Они проходили проверку качества с использованием ударов, вибрации, термоциклирования, испытаний на растяжение и т.д. Было доказано, снова и снова, что эти нагрузки очень мало влияют на долговременную надежность, при условии, что имеется достаточная толщина меди (четверть унции или больше). После XrF на образцах CCA проведите их квалификационное тестирование вместе с непереработанной платой в качестве доказательства.
Richard Stadem, Analog Technologies Corp.
Разбавление очень эффективно. Если вы удалите припой с площадки, у вас останется очень мало объема припоя с 37% свинца. Если затем добавить новый бессвинцовый припой на контактную площадку, и объем нового припоя в 10 раз превысит объем припоя на очищенной контактной площадке, тогда процентное содержание свинца упадет в 10 раз, до 3,7%. Повторите эту процедуру еще раз, и содержание свинца упадет до 0,37%, а еще раз — до 0,037%, что значительно ниже 0,1%. Более того, отношение объема припоя на очищенной площадке к площади, покрытой новым бессвинцовым припоем, скорее всего, превышает 10 к 1, поэтому разбавление, вероятно, произойдет быстрее, а три этапа очистки и повторной пайки должны значительно снизить содержание свинца ниже предела 0,1%.
Dennis Cote, Harding Instruments
Из-за накопления интерметаллидов при использовании разбавляющего раствора удаление свинца из соединения 37/63 делает практически невозможным. Использование быстрого разогрева компонента и последующего шлифования металлической площадки (пока при шлифовании не начнет выделяться тепло) позволит удалить финишное покрытие, интерметаллиды и медь. Останется совсем тонкий слой меди и для его восстановления до нужной толщины на очищенной печатной плате нужно дополнительное напыление меди. Со стороны производителя печатных плат это вполне рабочая процедура, поскольку у них есть такая возможность и это то, что точно не может сделать OEM или завод по сборке печатных плат.
Tony, Schlumberger
По материалам с портала www.circuitinsight.com. Еще некоторые заметки об отмывке и монтаже печатных плат:
- Контроль качества собранных плат. Некоторые аспекты
- Образование пустот в паяных соединениях
- Замена SMT компонентов с недостаточным заполнением



