
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
— оловянно-свинцовые (в сокращении ПОС);
https://www.youtube.com/watch?v=ytaboutru
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.

Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово свинец», они расплавляются при постоянной температуре 183 °C.
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
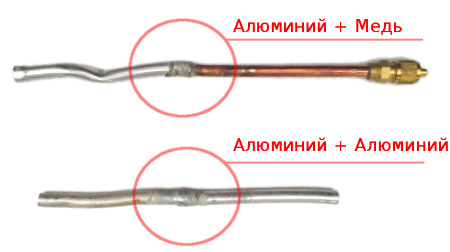
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
![]()
— устойчивость к коррозии.
https://www.youtube.com/watch?v=upload
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;

— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
Припой для пайки аллюминия
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов.
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;
https://www.youtube.com/watch?v=ytcreatorsru
— его стоимости.

А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Применение
Область эксплуатации достаточно широка.
ПОС 4-6 (заменяет ПОС-30) — для спайки железа, меди, свинца, жести белой при наличии клепанных замочных швов;
ПОС-18 (заменяет ПОС-40) — лужение перед пайкой дерева, спайка латуни, меди, железа оцинкованного, свинца;
ПОС-30 — спайка латуни, цинка и оцинковки, железа, жести белой, меди. Выполнение работ по пайке гибких шлангов, электромоторов, радиоаппаратуры;
ПОС-40 — пайка железных, медных, латунных проводов;
ПОС-90 — пайка внешних поверхностей посуды для употребления пищи, медицинских инструментов. Содержание 10% вредного свинца, делает его применение допустимым, для использования на поверхностях, которые контактируют с пищей и водой.
https://www.youtube.com/watch?v=ytdevru
Поставщик:ООО РТГ «МетПромСтар»








")

