

Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Паяльник — устройство, которым часто пользуются для ремонта электроники
- До скольких градусов может нагреваться паяльник
- Какая температура должна быть
- В зависимости от используемого припоя
- Температура плавления различных металлов
- Способы получения нужной температуры
- Для чего необходимо знать температуры паяльника
- Оборудование для измерения температуры
- Основные сведения о лужении
- Зачем выполнять заточку жала паяльника
- Подготовка и обслуживание паяльника
- Как правильно подготовить и облудить жало нового паяльника
- Материалы для лужения
- Особенности рабочего органа паяльника
- Как залудить жало у паяльника
- Лужение медного жала
- Как лудить электропаяльник во время работы
- Деревянный брусок в помощь
- В металлической губке
- В канифоли
- Классический способ
- Подготовка жала современного паяльника
- Как подготовить необгораемое жало
- Все о температуре паяльников
- До скольких градусов может нагреваться?
- Какая температура должна быть?
- Относительно припоя
- В зависимости от материала
- Как получить нужную?
- Как узнать?
- Несколько правил пайки
- Разновидности припоев
- Расплавление различных материалов
- Подогрев снизу
- Зачем знать температуру паяльника
- Полезные устройства для измерения
- Основное оборудование для пайки
- Припой
- Флюсы
- Оплетка для выпайки
- Вспомогательные приспособления для пайки
- Подставка для паяльника
- «Третья рука»
- Очистители для жал
- Ручной инструмент
- Как залудить жало паяльника?
- Как правильно паять?
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя

Припой ПСР используется во время пайки многими мастерами
Показатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов

Олово — припой, пользующийся популярностью среди любителей пайки
Стоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры. На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
Способы получения нужной температуры

Регулятор мощности позволяет настраивать температуру
Очевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника

Многие паяльные станции оснащаются регуляторами мощности
Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным. Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температуры
Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор. При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
https://youtube.com/watch?v=s6KRkiZn7J0%3Ffeature%3Doembed
Электрический паяльник незаменим при сборке электронных схем, ремонте бытовых приборов. Но возникают ситуации, когда инструмент отказывается набирать на жало припой. В статье далее подробно разобрано, как правильно облудить паяльник, чтобы получать качественные соединения.
Обыкновенный бытовой паяльник
Основные сведения о лужении
Процесс состоит в подготовке поверхности жала и нанесении тонкого слоя расплавленного припоя на его поверхность. При пайке без данной технологической операции невозможно обойтись. Это делается для возможности осуществления переноса припоя на соединяемые детали.
Рабочее жало инструмента под воздействием высокой температуры на воздухе покрывается оксидной плёнкой, которая препятствует прилипанию расплавленного припоя. Вот тогда возникает вопрос: как правильно облудить электрический паяльник?
Первоначально с рабочей зоны нужно снять окислившийся слой. Для этого, в зависимости от материала жала и его состояния, применяют различные абразивы. Иногда кроме зачистки, приходится выравнивать рабочую поверхность.
На следующем этапе обработанные участки покрывают расплавленным припоем. Для защиты от повторного окисления применяют флюс. Лужение необходимо для обеспечения хорошей адгезии расплавленного припоя. Его перенос к соединяемым элементам возможен только облуженным инструментом.
Зачем выполнять заточку жала паяльника
Заточку необходимо проводить по трём причинам:
- придание необходимой формы;
- выравнивание рабочей поверхности;
- снятие слоя окалины и окислов.
Соединять паянием приходится детали различной формы и размеров. Каждый мастер подготавливает инструмент под конкретные условия работы. В одних случаях жало затачивают «под конус», в других на кончике делают заострённую форму, как у зубила.
Для справки! Современные паяльные станции комплектуются сменными стержнями, рабочие поверхности которых имеют различные размеры и формы.
Во время работы наконечник инструмента истирается, происходит эрозия металла, в рабочей зоне образуются выемки. Это устраняется при помощи заточки.
Ещё одна причина выполнения заточки — образование слоя окалины. Под воздействием высокой температуры от флюса на стержне появляются тёмные отложения, которые затрудняют прилипание олова.
Существует ещё один прием придания нужной формы — оковка. Ударами молотка формируют нужный наконечник жала, уплотняют металл. Впоследствии рабочая зона зачищается напильником.
Подготовка и обслуживание паяльника
Домашний паяльный инструмент требует ухода. В процессе работы его жало выгорает, образуются неровности, которые следует периодически устранять.
Как правильно подготовить и облудить жало нового паяльника
Сразу выполнить пайку только что купленным инструментом не получится. Предварительно его нужно подготовить к работе. Перед тем как облудить жало нового паяльника требуется выполнить ряд последовательных действий:
- Удалить упаковку, осмотреть прибор.
- Придать кончику стержня необходимую форму (ковкой или напильником).
- Положить паяльник на подставку.
- Включить в сеть и прокалить жало до появления красновато-жёлтого оттенка. Этим достигается выжигание консервационного состава и окислов на внешней поверхности.
- Соскрести образовавшийся нагар.
Только после этого можно производить лужение рабочей зоны одним из способов, описанных ниже.
Будьте осторожны! Температура нагрева паяльника достигает более 200 градусов. Прикосновение к нему незащищённой кожей приведёт к ожогам.
От постоянного нагрева рабочий стержень покрывается окалиной. Это ухудшает передачу тепла от нагревательного элемента. Последовательность удаления окалины:
- Из холодного паяльника вытаскивают стержень.
- Мелкозернистой наждачной шкуркой удаляют образовавшийся рыхлый слой.
- Наклонив отверстием вниз, легко постукивают по нагревательной части для высыпания шлака.
- Устанавливают рабочий стержень в паяльник.
Инструмент питается от электрической сети 220 В при помощи шнура с вилкой. Перед работой следует обязательно проверять их состояние. Перелом провода или плохой контакт приводят к перебоям в работе или полному отказу.
Внимание! Неосторожное прикосновение нагретого инструмента к питающему шнуру разрушает изоляцию, что может привести к короткому замыканию или поражению работающего.
Материалы для лужения
Материалы для лужения
Набор для проведения облуживания небольшой и состоит из доступных материалов:
- припой (олово и его сплавы со свинцом, серебром или другими металлами);
- флюс (канифоль сосновая, хлористый аммоний (нашатырь), хлористый цинк, растворы соляной или плавиковой кислот);
- абразив (напильник с мелкой насечкой, наждачная бумага);
- губка (металлическая, из вискозы, для мытья посуды);
- деревянный брусочек.
Обратите внимание! Флюс выбирается в зависимости от материала соединяемых деталей. Нельзя производить паяние электронных элементов используя кислоты. А для железных оцинкованных деталей лучше применять хлористый цинк, этиловый спирт, хлористый аммоний.
Особенности рабочего органа паяльника
При паянии нагрев соединяемых деталей, флюса и припоя осуществляется от жала электропаяльника. У большинства приборов оно сделано из меди — металла с хорошей теплопроводностью. Этот материал легко обрабатывается, изменяет форму. К чистой меди хорошо прилипает расплавленный припой. Но появляющиеся окислы снижают адгезию. Поэтому возникает необходимость периодически их снимать.
В зависимости от нужной температуры нагрева, подбирают толщину рабочего органа и мощность инструмента. Если требуется спаять детали больших размеров, то используют паяльник с толстым стержнем. Для монтажа мелких элементов микросхем понадобится маломощный прибор с тонким жалом.
Как залудить жало у паяльника
Облуживать инструмент нужно перед каждой пайкой. Нужно добиться, чтобы рабочая поверхность была покрыта тонким слоем припоя. Последовательность действий зависит от устройства инструмента.
Лужение медного жала
Перед тем как залудить паяльник со стержнем из меди, его следует осмотреть. Толстый слой нагара удаляется наждачной бумагой. Материал жала мягкий, поэтому усердствовать не надо. Пристальное внимание уделяется заточенной части. Она должна быть совершенно чистая и гладкая.
После очистки инструмент разогревается. Чтобы метал не окислился на воздухе, наконечник опускают в канифоль, а потом подводят к припою. К очищенной поверхности сплав хорошо прилипает, набирается небольшая капля. Кончик рабочего органа ещё несколько раз опускают в канифоль для равномерного распределения припоя.
Лишний жидкий сплав удаляют на кусочке картона, покрытого флюсом или влажной губке. Идеально залуженный паяльник должен иметь на рабочей поверхности тонкий слой олова. Для облегчения пайки выпускаю проволоку с канифолью. Процесс лужения с использованием такого материала упрощается. Достаточно подвести жало к проволоке и припой с флюсом равномерно покроет поверхность.
Внимание! Описанные здесь рекомендации касаются только инструментов со стержнем из меди.
Обработка абразивами керамического рабочего органа приведёт к его повреждению и потере эксплуатационных свойств.
Как лудить электропаяльник во время работы
Через некоторое время пайки инструмент опять начинает плохо набирать припой. Поэтому его необходимо обслуживать и во время работы. Для этого используют различные материалы.
Деревянный брусок в помощь
Обычный шершавый брусочек из дерева хвойных пород поможет быстро удалить появившуюся окалину. Предварительно на его поверхность насыпается (наливается) небольшое количество флюса и ложится кусочек припоя. При необходимости очистки, рабочую поверхность жала прижимают к брусочку и делают возвратно-поступательные движения, одновременно набирая олово.
В металлической губке
Обычная проволочная губка для мытья посуды также облегчает лужение при пайке. Но этот способ требует некоторой подготовки. Для удобства металлическую губку помещают в стаканчик. Её нижнюю часть промазывают густым флюсом. При движении жала по проволочкам происходит очистка от окалины. А если набрать немного припоя и погрузить внутрь губки, то получится залудить. Этот способ подходит для лужения и паяльников со стрежнем из керамики или покрытых никелем.
В канифоли
Данный способ подойдёт для старого паяльника, где установлено жало из мягкой меди. После очистки напильником или наждачкой горячий материал мгновенно окисляется. В таком случае придётся лудить непосредственно в канифоли. Для этого используют вспомогательные предметы из меди или её сплавов: кусочек оплётки кабеля или тонкую пластинку небольшого размера. Сверху ложатся кусочки канифоли и припоя. Жалом трут до тех пор, пока флюс и олово не расплавятся.
Классический способ
В данном случае понадобится тугоплавкий припой. Его преимущество в более медленном испарении с рабочей поверхности. Последовательность выполнения:
- подготовить деревянный брусочек, положить на него припой;
- зачистить одну грань жала напильником (наждачной);
- окунуть в канифоль;
- прижать и провести несколько раз по брусочку, захватывая припой;
- всё повторить для второй грани.
Подготовка жала современного паяльника
Подготовку к работе конкретной модели следует выполнять согласно рекомендациям производителя. Такие инструменты нельзя точить и обрабатывать абразивами. Наконечник протирают хлопчатобумажной ветошью и сразу погружают во флюс, добавляя туда припой.
Как подготовить необгораемое жало
Для паяльных приборов выпускают наборы необгораемых жал, которые покрыты тонким защитным слоем. В продаже чаще встречаются такие комплекты отечественного или китайского производства. Их не нужно периодически подтачивать, так как там есть стержни различной формы.
Внимание! Эти инструменты нельзя перегревать, ударять или обрабатывать абразивами, так как это приведёт к разрушению покрытия. Их можно вытирать о ткань или специальную губку.
- приготовить кусочек мокрой хлопчатобумажной ткани (полотенца), канифоль и припой;
- прогреть паяльник;
- сильно натереть рабочую часть наконечника о ткань;
- быстро окунуть кончик жала в канифоль с припоем;
- добиться равномерного растекания олова;
- вынуть паяльник и ещё раз натереть о ткань.
В подготовке рабочего наконечника паяльника нет ничего сложного. Выбор действий и их последовательность зависят от материала инструмента. Способы, описанные в статье, позволят быстро выполнить лужение, предотвратят скорый износ жала. Не следует расстраиваться, если с первого раза не получиться облудить и припаять. В процессе работы каждый мастер приобретёт нужные навыки.
https://youtube.com/watch?v=_XooV_pQBwo%3Ffeature%3Doembed
Все о температуре паяльников

- До скольких градусов может нагреваться?
- Какая температура должна быть?
- Как получить нужную?
- Как узнать?
При спаивании контактов основная задача паяльника заключается в расплавлении припоя и нанесении его на нужные места. Разумеется, что для этого паяльник должен быть разогрет до определённой температуры. При этом для обработки разных металлов этот показатель может существенно отличаться. Слишком высокая или, наоборот, низкая температура жала прибора отразится на качестве выполняемой работы.

Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным. Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
До скольких градусов может нагреваться?
Существует так называемый оптимальный температурный диапазон, при котором спаивание нужных поверхностей будет максимально быстрым и качественным. Но есть одна важная особенность, которую должен знать каждый специалист в этом деле: температура на конце жала паяльника должна быть выше температуры плавления обрабатываемых металлов.
При этом припой вообще должен расплавляться за несколько секунд.
Чрезмерно высокая температура превратит припой в массу определённой консистенции, работать с которой будет весьма проблематично. Оптимальным считается диапазон от 245 до 300° C. Если паяльник перегреть, то этот показатель может существенно увеличиться. Для удобства работы в современных приборах необходимую температуру можно выставить самостоятельно.

Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть?
Как уже было сказано, наиболее комфортным для работы температурным диапазоном считаются показатели от 245 до 300° C. Но суть в том, что все паяльники рассчитаны для обработки различных металлов. Например, для пайки некоторых металлов паяльнику необходимо разогреваться до 600 градусов. При этом их мощность тоже может варьироваться. Оптимальным считается диапазон от 25 до 40-60 Вт. Гораздо реже встречаются паяльники с минимальной мощностью в 8 Вт и максимальной – 200 Вт. Как правило, высокой обладают паяльники, используемые на производствах в промышленных масштабах. Устройства для работы в домашних условиях значительной мощностью не обладают. Но рабочая мощность обычного бытового прибора может достигать и 100 Ватт.

Относительно припоя
Рабочая температура паяльника для каждого процесса определяется в индивидуальном порядке. В процессе пайки однотипных контактов допустимо устанавливать одинаковую температуру. Но при этом и состав припоя должен быть идентичным.

В случаях, когда необходимо использовать разный тип припоя, иногда даже приходится менять паяльник.
В зависимости от типа припоя температура жала прибора должна быть следующей:
- ПСРЗИ – примерно 145-146;
- ПОЗИ 30 – 175;
- ПОС 61 – 195-197;
- О2 – 237;
- ПСР 2 – 248;
- ПСР 1.5 – 285;
- ПОС 10 – 305.
Все представленные температурные показатели имеют единицу измерения°C.

В зависимости от материала
Температура жала – это очень важный показатель, который необходимо изменять не только из-за состава припоя, но также и в зависимости от типа обрабатываемой поверхности. Здесь важно знать не только температуру паяльника, но и температуру, при которой происходит плавление обрабатываемого металла.
Температура плавления наиболее распространённых металлов разная и выглядит следующим образом:
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.

Паяльник на 100 Ватт
Как получить нужную?
Температура жала паяльника, имеющего мощность 100 Ватт, имеет некоторые ограничения. Так, при максимальном разогреве нельзя превысить наибольший порог, но недопустимо и понизить, чтобы она постоянно находилась на одном и том же уровне. Для подбора нужной температуры необходимо ориентироваться именно на мощность прибора. На протяжении достаточно длительного времени эта методика была наиболее популярной. Ведь в советских паяльниках по-другому узнать температуру было невозможно. Но и у этого метода был существенный недостаток, поскольку для обработки разных поверхностей приходилось покупать несколько видов паяльников.
Более современные модели оснащены встроенным температурным регулятором. Точно так же регуляторы продаются отдельно. Этот прибор можно установить практически на любую модель. Он с лёгкостью решает проблему понижения температуры. Суть заключается в следующем – если паяльник имеет мощность 60 Ватт, то при повороте ручки регулятора наполовину, температура жала уменьшится до показателей паяльника мощностью в 30 Ватт. Паять при наличии такого прибора намного легче.
Если есть возможность, то покупать лучше не сам регулятор, а те модели паяльников, в которые этот прибор уже вмонтирован.
При обработке микросхем таким паяльником можно регулировать температуру вплоть до 1° C. По стоимости такие приборы существенно отличаются от обычных. Но они в несколько раз облегчают работу мастера.

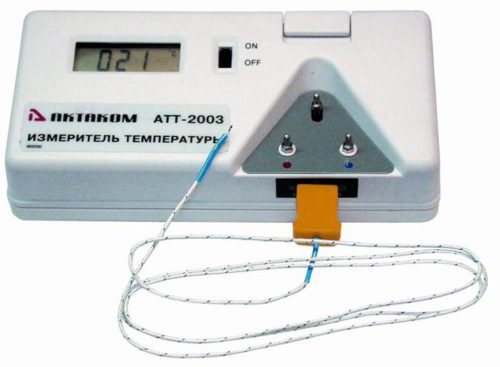
Как узнать?
В моделях со встроенным датчиком температурные показатели отображаются на специальном дисплее. Для того чтобы узнать температуру нагрева жала на обычном паяльнике, необходимо использовать специальные измерительные приборы. Существуют так называемые термометры для паяльника. Основу этого устройства составляет термопара, определяющая показатели нагрева. Погрешность при этом может варьироваться на несколько градусов в большую или меньшую сторону.

Ещё один способ измерения температуры нагрева заключается в использовании мультиметра. Это весьма распространённая методика, позволяющая точно и быстро узнать температурный режим приборов разных моделей.
Для работы в домашних условиях очень часто подбираются примерные температурные показатели, поскольку этого достаточно. Но при профессиональной пайке, например, когда ведётся работа с микросхемами, нужно подбирать температуру максимально точно. Упущение этого момента может испортить всю работу.
О температуре при пайке смотрите далее.
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя. Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником. В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.

Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.

А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Подогрев снизу
Данный прием не только полезен в работе с паяльным феном, но и повышает удобство пайки. Плату закрепляют зажимом, устанавливают 200-градусную температуру и прогревают в течение пяти минут, после чего начинают работать, как обычно.
При помощи термоскотча можно экранировать рядом стоящие элементы.
После снятия чипа вышеупомянутой оплеткой очищают контакты. Аналогичным образом поступают и с платой.

Все процедуры надо проводить аккуратно, чтобы не допустить повреждений схемы. Если под рукой нет оплетки из меди, удалить припой можно при помощи паяльника с утонченным жалом.
Зачем знать температуру паяльника
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.


Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.

При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
https://youtube.com/watch?v=s5C2_bJrrro
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
Паять или не паять? Ну конечно же паять! А если вы не умеете, то эта статья именно для вас – в ней мы рассмотрим основные моменты при пайке, с которыми придется столкнуться новичкам. Поехали!
Основное оборудование для пайки
Перед тем как приступить к пайке, необходимо определиться с тем, есть ли у вас все необходимое. Для пайки вам понадобятся в первую очередь основные инструменты и аксессуары – без них просто никак:
- Паяльник
- Припой
- Флюс
- Лента для выпайки
Рассмотрим более подробно, на что необходимо обратить внимание при выборе паяльника, припоя, флюса и ленты для выпайки.
Ассортимент паяльников на современном рынке просто впечатляет! Если информацию о качестве и надежности паяльника можно получить из отзывов, то об основном критерии выбора – мощности паяльника – мы вам расскажем тут. Зависимо от сферы применения все паяльники можно разделить на такие группы:
- 30-40 Вт – паяльник для радиодеталей;
- 60-70 Вт – универсальный паяльник;
- 80-100 Вт – паяльник для массивных деталей и толстых проводов.
При выборе паяльника 60-70 Вт учитывайте один момент – лучше взять паяльник с регулировкой температуры, например Goot PX-201.

У вас будет мощный паяльник, который будет хорошо справляться с бессвинцовыми припоями, пайкой проводов и обычной пайкой. А благодаря регулировке температуры вы сможете минимизировать вероятность перегревания радиоэлектронных компонентов при пайке на платах.
Припой
С припоями все немного проще. Условно их можно разделить на 2 группы:
- свинцовые припои;
- бессвинцовые припои.
Бессвинцовые припои обеспечивают более прочное соединение в сравнении с обычными свинцовыми. Хотя на практике этого практически не заметно. А вот паять новичкам бессвинцовыми будет сложнее, поскольку у них выше температура плавления, они плохо растекаются и требуют использования дорогих флюсов.
Поэтому идеальным решением будет использование традиционных оловянно-свинцовых припоев. В зависимости от типа пайки они имеют разное соотношение свинца и олова.
Но как показывает практика, наиболее распространено использование припоя ПОС-60 и его аналогов. Температура плавления этого припоя составляет 183-188 °C, что дает возможность паять паяльниками любой мощности. При помощи него вы сможете выполнять практически все паяльные работы.
Также рекомендуем иметь в запасе немного сплава Розе. Это легкоплавкий припой с температурой плавления 90-100 °C. Он очень полезен при проведении демонтажа радиоэлектронных компонентов, которые чувствительны к перегреву, а также им хорошо лудить контакты на платах.

Флюсы
Для хорошей качественной пайки необходимо использовать флюс. В состав большинства современных припоев флюс уже входит. Но для снятия оксидной пленки с поверхностей, которые вы будете паять, их нужно дополнительно покрыть флюсом. Это обеспечит равномерное растекание припоя и улучшит процесс лужения.
Условно все флюсы можно разделить на 3 типа:
- Нейтральные флюсы
- Среднеактивные флюсы
- Активные флюсы
Нейтральные флюсы удобны в пользовании и в большинстве не требуют смывания. Идеально подходят для обычной пайки, а также для пайки SMD и BGA-компонентов. Продаются в жидком виде или в виде пасты.

Среднеактивные имеют широкое применение как при пайке окисленных поверхностей, так и при обычной пайке и пайке электронных компонентов. Большинство также не требует смывания, поскольку активные свойства проявляются только при определенной температуре, например 150 °C, и при остывании до комнатной температуры утрачиваются. В отличие от нейтральных флюсов, они обеспечивают стойкую к коррозии пайку.

Активные флюсы имеют практическое применение при пайке металлов, которые трудно лудятся обычными флюсами. К таким металлам относят:
- обычную и нержавеющую сталь;
- алюминий;
- металлы с никелевым покрытием.
Самый известный представитель активных флюсов – это ортофосфорная кислота. Активные флюсы значительно упрощают процесс пайки, но они имеют резкий запах и токсичны. Поэтому обязательно необходимо паять в хорошо проветриваемых помещениях и не забывать смывать остатки флюса после пайки.

Также не следует забывать про канифоль. Ее главное преимущество в том, что она не требует смывания, поскольку является чудесным диэлектриком. В чистом виде ее почти не используют, но на ее основе изготавливают практически все флюсы. Такой флюс вы можете приготовить самостоятельно. Для этого вам понадобится:
- чистая канифоль(не активированная);
- этиловый спирт.
Канифоль необходимо измельчить до порошкообразного состояния и развести с этиловым спиртом в соотношении 2:3.
В отличие от пайки обычной канифолью, этот раствор можно наносить непосредственно на место пайки. И главное – остатки не нужно смывать.
После всего прочитанного у вас наверное возникает вопрос — как смывать флюс и чем его смывать? Все зависит от того, что вы паяете. Если это
пайка на плате, то для очистки от флюса можно использовать как обычный спирт, так и специальные омыватели для плат.
Просто нанесите их на место пайки, с помощью небольшой щетки (можно использовать старую зубную щетку) очистите остатки флюса и после этого их смойте. Для очистки остатков активного флюса при пайке проводов или
грубой пайке листовых металлов, хорошо подойдут различного рода растворители для краски или ацетон.
Оплетка для выпайки
Лента для снятия припоя особенно будет полезной новичкам, поскольку вначале сложно угадать с количеством необходимого припоя. А благодаря ленте для выпайки можно легко убрать остатки. Она состоит из мелких медных проводов, покрытых флюсом, которые сплетены между собой в ленту разной ширины (0.8 мм, 1.5 мм, 2.5 мм).

Для удаления остатков припоя необходимо поместить кончик ленты в зону пайки и сверху прижать разогретым паяльником. Остатки припоя втянутся в ленту, а использованный кусок ленты нужно обрезать. Все очень просто!
Вспомогательные приспособления для пайки
Для того, чтобы пайка была безопасной и удобной вам также понадобятся вспомогательные инструменты:
- подставка для паяльника;
- «третья рука»;
- очистители для жал;
- ручной инструмент.
Подставка для паяльника
Несмотря на то, что мы отнесли подставку для паяльника к вспомогательным приспособлениям, ее роль весьма существенна в процессе пайки. Паяльник должен иметь свое четкое место на рабочем столе и быть надежно зафиксированным. Это обезопасит вас от случайного ожога в процессе пайки, а также снизит вероятность прожечь рабочий стол. При выборе подставки обратите внимание, чтобы в ней было место под губку для очистки жал – так намного удобнее в процессе пайки.

Также вы можете смастерить подставку самостоятельно. Вот один из примеров самодельных подставок.

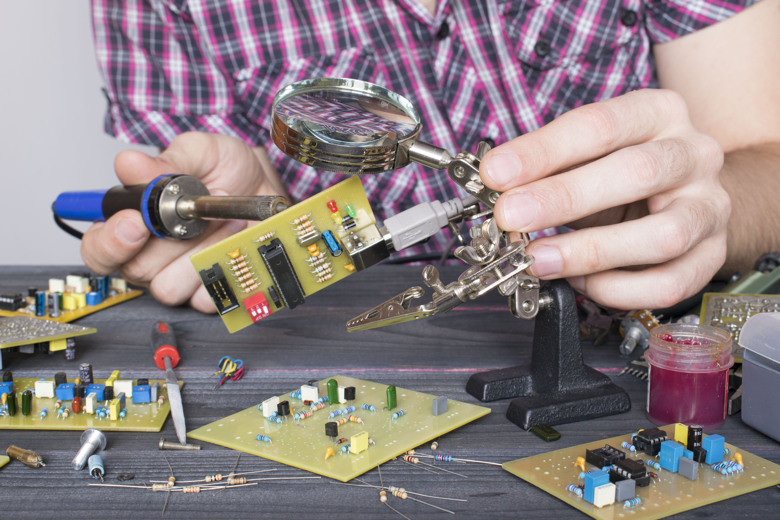
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Такое название она получила не просто так. Благодаря зажимам вы можете надежно зафиксировать объекты пайки в любом положении. Ассортимент третьих рук довольно широкий – от обычных штативов с зажимом, до моделей с увеличительными линзами и держателем для паяльника.

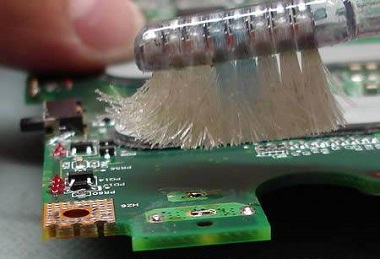
Очистители для жал
В процессе пайки под действием высокой температуры жало достаточно быстро окисляется и требует периодического очищения от окислов и нагара. Для этого используются целлюлозные губки и стружка для очистки жал. С их помощью вы постоянно будете поддерживать жало в чистоте, а это, в свою очередь, напрямую влияет на удобство пайки. Также ими легко снимать лишний припой с жала.
Еще один важный аксессуар – активатор паяльного жала. Он имеет практическое применение в основном для жал с никелевым покрытием, которые имеют сильные загрязнения. В отличие от обычных медных жал, их нельзя очищать абразивными инструментами. Поэтому, если такое жало перестало брать припой и обычные методы не помогают, не спешите его выбрасывать – обычно активатор помогает восстановить его свойства.
Ручной инструмент
К ручному инструменту, который будет полезен при пайке, можно отнести:
- пинцеты;
- кусачки;
- набор вспомогательных инструментов для пайки..
Использовать пинцеты довольно удобно при пайке и демонтаже электронных компонентов на платах. Для этого хорошо подходят как обычные прямые пинцеты, так и пинцеты с загнутым носиком. При пайке элементов особенно чувствительных к статическим напряжениям используются антистатические пинцеты.

Кусачки имеют широкое применение в быту, при проведении паяльных работ без них также никак не обойтись, особенно при пайке проводов. Также ими можно обрезать остатки ножек радиокомпонентов при пайке их на плату.

Набор вспомогательных инструментов для пайки имеет широкое применение при проведении паяльных и демонтажных работ. В его состав входят разного типа зажимы и держатели, которые будут полезными при пайке компонентов на плату. Также в комплекте есть щеточки для очистки плат от остатков припоя и флюса.

Как залудить жало паяльника?
Если у вас готов полный арсенал для пайки, то можно приступать непосредственно к самой пайке. В первую очередь нужно залудить жало паяльника. Как правило паяльники комплектуются двумя типами жал:
- медными;
- медными с никелевым покрытием.
Медному жалу перед залуживанием можно придать необходимую форму – конус, односторонний срез, двусторонний срез – при помощи абразивного материала, например, надфиля. Для никелевого жала использовать абразивные материалы нельзя, поскольку вы уничтожите защитное покрытие, и оно не будет лудиться вообще.
Сам процесс лужения нового жала, которые еще не было в использовании, одинаков для обоих типов жал. Для этого необходимо разогреть паяльник до рабочей температуры, погрузить его в канифоль и сразу после этого покрыть припоем.

Припой должен равномерно покрыть кончик жала. Для того, чтобы припой лучше приставал, залуженное жало можно потереть об дощечку или плотный кусок картона. Также в процессе пайки необходимо всегда следить, чтобы жало было чистым от окислов и покрыто тонким слоем припоя. И главное – не допускайте перегрева жала, особенно жала с никелевым покрытием.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому. Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.




")

