

— материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Припои бывают в виде гранул, прутков, проволоки, порошка, фольги и закладных деталей. Для пайки чаще всего используют оловянно-свинцовые сплавы. В Советском Союзе такие припои маркировали как ПОС (Припой Оловянно-Свинцовый), далее через знак «-» указывалось процентное содержание олова. Один из самых распространённых припоев — ПОС-61. В его составе 61% олова и 39% свинца. Температура плавления 183°С.
— вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды. Флюсы для пайки создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси.
- Как паять паяльником
- Марки мягких припоев для пайки паяльником
- Основные технические характеристики мягких припоев для пайки электрическим паяльником
- Флюс для пайки паяльником
- Популярные флюсы для пайки электрическим паяльником
- Паяльные пасты (тиноль) для пайки
- Марки мягких припоев для пайки паяльником
- Флюс для пайки паяльником
- Состав паяльных сплавов
Как паять паяльником
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
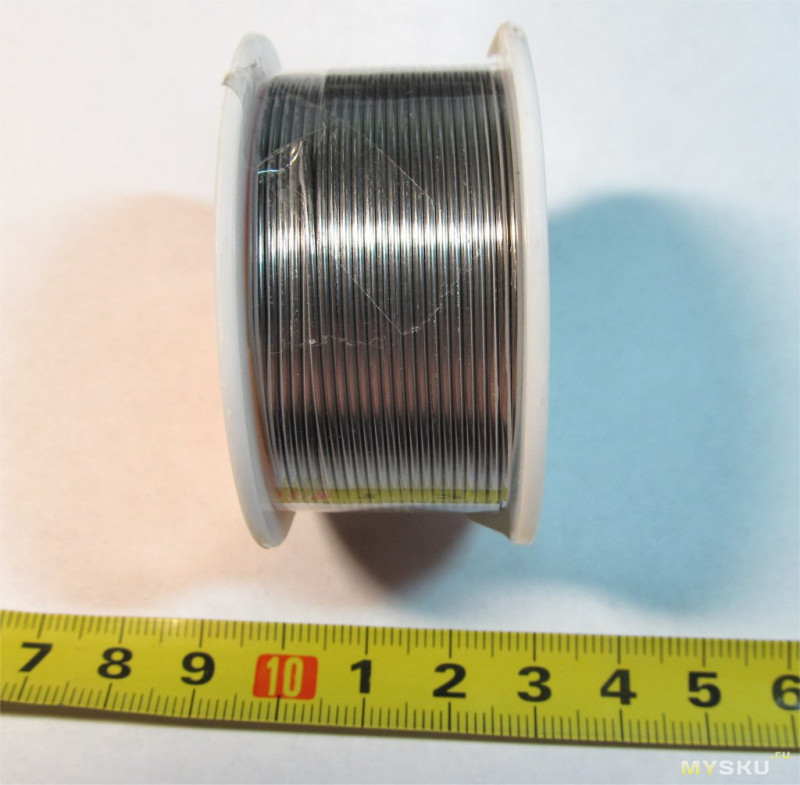
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
температура оловянно-свинцового сплава достигается при составе 61-63% олова, остальное свинец (как раз наш случай) и равна 183°С.
Для проверки этой точки я примотал к жалу паяльника термопару мультиметра.

Это минимальная температура, которую можно установить на моей паяльной станции и она как раз соответствует точке плавления. При этой температуре припой ведёт себя как мокрая ледяная каша. На фото этого не передать, но по ощущениям именно так.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.

Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Вполне качественный припой с флюсом. Паяется достаточно комфортно при температуре около 230°С. Содержащегося флюса для пайки достаточно, применения дополнительного флюса не обязательно.
Стоимость вполне приемлемая, в оффлайне цена такого припоя гораздо выше. В
подобный припой стоит в 2 раза дороже доставка. Так что, думаю, это неплохой вариант.
Удачи!

Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.

В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паянием (пайкой) называют
процесс получения неразъемного соединения двух пли нескольких
металлических деталей при помощи расплавленного промежуточного
металла, плавящегося при более низкой температуре, чем материал
соединяемых деталей.
Промежуточный металл, или
сплав, применяемый при пайке, называют припоем. В зависимости от
температуры плавления припоев различают пайку легкоплавкими,
тугоплавкими припоями. Легкоплавкие припои имеют температуру
плавления ниже 400°С и обладают пределом прочности 5-7
кгс/мм 2 , тугоплавкие припои плавятся при температуре
500-1100° С и их предел прочности доходит до 50 кгс/мм 2 и выше.
Характеристики наиболее
часто применяемых припоев приведены в табл. 7 — 10.
7. Характеристики
оловянно-свинцовых припоев: ПОС-90, ПОС-61, ПОС-50, ПОС-40, ПОС-30, ПОС-18, ПОСС-4-6.
| Марка припоя | Химический состав, % | Температура плавления, °C | Назначение | ||
| Олово | Сурьма | Свинец | |||
| ПОС-90 | 89-90 | 0,15 | Остальное | 222 | Пайка |
| ПОС-61 | 59-61 | 0,8 | То же | — | |
| ПОС-50 | 49-50 | 0,8 | » | 209 | Пайка |
| ПОС-40 | 39-40 | 1,5-2 | » | 235 | Пайка |
| ПОС-30 | 29-30 | 1,5-2 | » | 256 | |
| ПОС-18 | 17-18 | 2-2,5 | » | 277 | Пайка |
| ПОСС-4-6 | 3-4 | 5-6 | » | 265 | Пайка |
8. Характеристики
медно-цинковых припоев: ПМЦ-36, ПМЦ-48, ПМЦ-54.
9. Характеристики
медно-фосфористых припоев: МФ-1, МФ-2, МФ-3.
Примечание.
Медно-фосфористые пропои применяют для паяния деталей из меди и
латуни. Они хорошо работают на изгиб, но обладают высокой
электропроводностью, при вибрациях и ударных нагрузках значительно
уступают серебряным припоям.
10. Характеристики
серебряных припоев: ПСр-10, ПСр-12м, ПСр-25, ПСр-45, ПСр-65, ПСр-70, ПСр-25, ПСр-50Кд.
| Марка припоя | Химический состав, % | Другие примеси | Температура плавления, °С | Назначение | |||
| Серебро | Медь | Цинк | всего до | свинца | |||
| ПСр-10 | 10 | 53 | 37 | 0,5 | 0,15 | 820 | Пайка |
| ПСр-12 м | 12 | 52 | 36 | 0,5 | 0,15 | 875 | Пайка |
| ПСр-25 | 25 | 40 | 35 | 0,5 | 0,15 | 765 | Для |
| ПСр-45 | 45 | 30 | 25 | 0,5 | 0,15 | 675 | Пайка |
| ПСр-65 | 65 | 20 | 15 | 0,5 | 0,15 | 740 | Пайка |
| ПСр-70 | 70 | 26 | 4 | 0,5 | 0,15 | 780 | Пайка |
| ПСр-25 | 25 | 70 | Фосфор 5 | 0,5 | — | 645 | Самофлюсующийся |
| ПСр-50Кд | 50 | 16 | Кадмий 16 | 0,5 | — | 595 | Пайка |
Кроме припоев, при пайке
применяют флюсы, которые защищают место спая от окисления при
нагреве, обеспечивают необходимую смачиваемость его расплавленным
припоем и растворяют на поверхности паяемого металла окисные пленки.
При паянии твердыми
припоями флюсами служат бура, борная кислота, плавиковый шпат и
некоторые другие вещества. При пайке мягкими припоями пользуются
хлористым цинком, канифолью, нашатырем, пастами и др.
Характеристики широко
применяемых составов флюсов для пайки твердыми и мягкими припоями
приведены в табл. 11.
11. Основные
характеристики флюсов
| Компоненты состава | Содержание, % | Назначение |
| Для твердых припоев | ||
| 100 | Пайка | |
Плавленая | 72 | Пайка |
Поваренная | 14 | |
Поташ | 14 | |
Плавленая | 90 | Пайка |
Борная | 10 | |
Плавленая | 50 | Пайка |
Борная | 50 | |
| 60 | Пайка | |
Хлористый | 38 | |
Марганцовокислый | 2 | |
Хлористый | 38-26 | Пайка |
Фтористый | 12-16 | |
Хлористый | 8-15 | |
Хлористый | 40-59 | |
| Для мягких припоев | ||
Хлористый | 10-30 | Пайка |
| 70-90 | ||
Канифоль | 100 | Пайка |
Насыщенный | — | Пайка |
Хлористый | 95 | Пайка |
Хлористый | 5 | |
насыщенный | 34 | Мягкая |
| 33 | ||
глицерин | 33 | |
Припой с индием Pb— 37,5 % Sn—25 % In с температурой плавления 134—181 °С также использован для пайки свинца. Припои, богатые индием, такие, как припой 52 % In—48 % Sn с температурой плавления 117 °С, весьма пластичны и сравнительно прочны. Паянные ими соединения работают при температуре —196,15°С и нашли применение для пайки электронных приборов.
Оловянные и оловянно-свинцовые припои
Олово и его сплавы, содержащие {amp}gt;50 % Sn, имеют температуру ликвидуса в интервале 145—250 °С. Основу таких припоев составляют четыре тройных и три двойных эвтектики, богатые оловом (табл. 8).
Почти все эвтектики этих систем и состоят из фаз на основе твердых растворов элементов, за исключением сплавов системы Sn—Pb—Cd.
Свойства легкоплавких припоев во многом зависят от свойств одной из основных фаз — твердого раствора олова. Олово имеет две полиморфные модификации: 1) белое, с тетрагональной кристаллической структурой, устойчивой до температуры 13,2 °С, с плотностью 7,28 г/см л; 2) серое, с кубической структурой типа алмаза, образующееся при низких температурах, с плотностью 5,82 г/см 3 .
Превращение белого олова в серое происходит с выделением теплоты и сопровождается большим изменением объема, что вызывает его разрушение и образование серого порошка («оловянная чума»). Скорость превращения белого олова в серое при температуре 13,2 °С благодаря способности его к переохлаждению мала; она максимальна при — 30-50 °С и уменьшается при дальнейшем снижении температуры.
Белое олово (Р—Sn) обладает хладноломкостью при — 30 -60 °С; вязкое разрушение переходит в хрупкое при ударных испытаниях. В припое ПОС 30, где оловянной фазы меньше, чем в припое ПОС 40, температурный интервал перехода из вязкого в хрупкое состояние расширяется, а ударная вязкость снижается более плавно.
Пластичность олова повышается в интервале температур от 17 °С до — 30 °С, после чего начинает резко снижаться.
Превращение белого олова в серое ускоряется при наличии зародышей серого олова, наряжений в деталях, коррозионно активной среды, некоторых примесей, повторных нагревов и охлаждения. Известны случаи разрушения при низких температурах в холодильных установках полуды и деталей из чистого олова.

Алюминий, цинк, германий, медь, железо, кобальт, марганец и магний ускоряют распад белого олова; висмут, сурьма, свинец, кадмий, серебро, индий, золото и никель задерживают. При наличии в олове 0,3—0,5 % Bi, или 0,5 % Sb, или 1 % Рb распад олова становится практически невозможным.
Опыт показывает, что введение в оловянные припои меди, никеля, магния и цинка повышает их прочность, висмута и цинка — увеличивает их смачивающую способность и легкоплавкость, кроме того, добавки магния, образующего химические соединения с Sn и Рb, упрочняют припои.
В оловянно-свинцовых припоях и в паянных ими соединениях «оловянная чума» даже при работе соединений при низких температурах не наблюдалась.
Легкоплавкие припои, богатые оловом, представлены среди тройных сплавов эвтектической системы Sn—Pb—Cd. Наиболее распространенные припои, содержащие эвтектику Sn—РЬ с температурой плавления 183°С.
Состав паяльных сплавов
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.

Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | 12 | — | — | 83 | — | — |
ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.







")

