

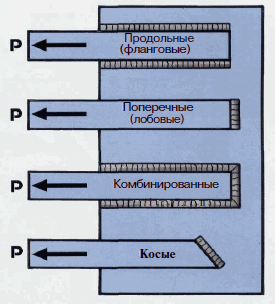
- Процессы, происходящие в структуре соединения при сварке
- Разновидность сварных точек по типу соединения
- Газопламенная сварка
- Основные дефекты сварочных соединений
- Правая и левая сквозная сварка
- Виды сваривания металлических поверхностей
- Ванный способ
- Как выполняется дуговая сварка: технология
- Особенности сварочного процесса труб под давлением
- Важные моменты
- Оборудование: выбор сварочного аппарата и средств защиты
Процессы, происходящие в структуре соединения при сварке
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны.
Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Процесс кристаллизации шва начинается сразу после отвода дуги от свариваемого участка. Застывание металла происходит в направлении, обратном отводу тепла в структуру основной поверхности, начиная от краев сварочной ванны к ее центру. Средняя скорость кристаллизации и скорость сварки равны. По границам шва формируются кристаллиты наплавляемого и основного металла, обеспечивающие монолитность строения слоев и прочность соединения.

Образование шва и околошовной зоны.
Остановка начального процесса кристаллизации происходит достаточно быстро, при остывании шва на 20-30° С, то есть до температуры 1450-1500° С. После его завершения в структуре металла не происходит никаких изменений до его остывания до 850° С, когда металл начинает выходить из аустенитной формы.
Затем происходит процесс вторичной кристаллизации в структуре строения шва и прилегающем к нему основном металле. Он также протекает в коротком температурном диапазоне. Структура сварного шва становится стабильной по достижении им температуры в 720° С.
Кристаллиты сварочного шва имеют столбчатое строение структуры, характерное для процесса литья металла. Этот вид кристаллизации способствует вытеснению газовых и шлаковых фракций.
Разновидность сварных точек по типу соединения

Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.

Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
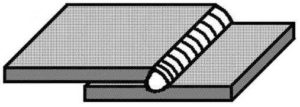
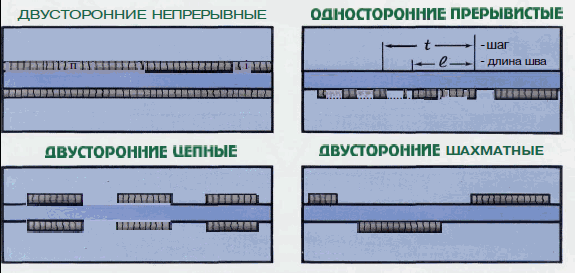
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться «пробочными» или в случае дуговой сварки «электрозаклепкой».
В основу классификации типов сварных соединений могут быть приняты различные факторы: геометрические, конструктивные, технологические и прочностные.
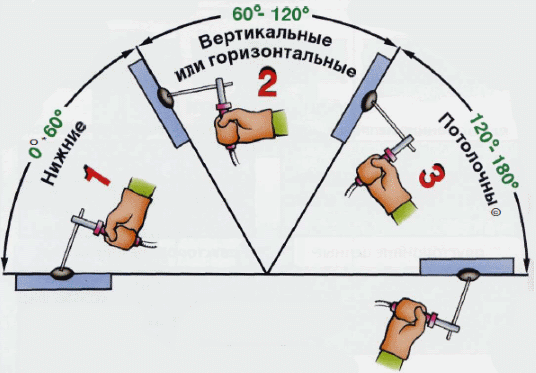
С точки зрения месторасположения сварных соединений их подразделяют на:
- Горизонтальные.
- Вертикальные.
- Наклонные.
- Нижние.
Из всех типов сварных швов нижний, при котором разделка кромок исходной заготовки производится со стороны сварщика, считается не только самым доступным для освоения, но и самым прочным. Это объясняется удобством формирования расплава (как при ручном, так и при автоматическом процессах), когда силы тяжести металла способствуют лучшему заполнению зазоров между соединяемыми поверхностями. Нижний тип еще и наиболее экономичен. Используется два основных приема его формирования — от себя и на себя.
Горизонтальный шов формируется в условиях, когда подготовленные поверхности расположены перпендикулярно плоскости сварочного электрода. Приемы его получения аналогичны описанным выше, но расход сварочных электродов и флюсов увеличивается, поскольку часть расплава уносится силами тяжести из сварочной зоны.
Еще тяжелее условия для производства вертикальных швов. Здесь, кроме возрастающих потерь металла, увеличивается и неравномерность геометрических характеристик: на последних участках шов получается более толстым, а вероятность ухудшения механических параметров, в сравнении с горизонтальным и нижним типами, увеличивается.
Хуже всего качество у вертикально расположенных швов. Даже при автоматической сварке потери металла велики. Кроме того, в данном случае требуются особые меры безопасности процесса, которые бы исключали возгорание поверхностей, оплавление смежных площадей соединяемых заготовок и т.д. Количество швов, налагаемых вертикально, при проектировании сварных конструкций должно быть минимальным.
Типы сварного соединения могут классифицироваться и по конструктивному принципу своего образования. Соответственно, сварочные швы могут быть:
- Встык.
- Внахлестку.
- Угловыми.
- Тавровыми.
- Под электрозаклепки.
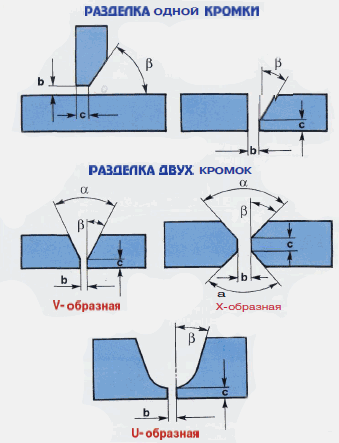
Стыковое соединение считается оптимальным по соотношению «экономичность-прочность». Габариты шва при правильной подготовке зоны соединения (тип разделки, подготовка кромок, зазоры) практически не искажают форму поверхности. Качество стыкового соединения зависит от толщины заготовок. При толщине до 4 мм (все размеры здесь и далее приводятся относительно низко- и среднеуглеродистых сталей) чаще выполняется односторонняя разделка кромок, при толщине до 8-10 мм — двухсторонняя U/V-образная, а при более толстых деталях — Х-образная. Соответственно, изменяется и зазор между смежными деталями: в частности, для тонких заготовок его величина не должна превышать 1-2 мм.
Соединение внахлестку используется для ситуаций, когда свободного пространства для сварки обычным способом недостаточно. Толщина заготовок не должна превышать 8-10 мм, а для обеспечения равнопрочности подготовку необходимо выполнять с обеих сторон. Если разделка кромок невозможна, то сечение приходится увеличивать.
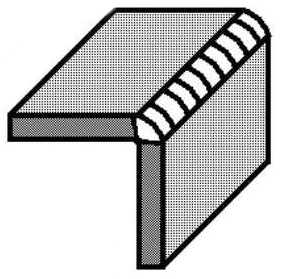
Угловое соединение, в свою очередь, может быть торцевым и «в лодочку» (используется, когда торец одной детали приваривается к поверхности другой). С целью придания прочности угловым швам их, по возможности, обваривают с обеих сторон. Технология угловой сварки требует более высокой квалификации исполнителя.
В частности, из-за опасности проплавления одной из смежных поверхностей электрод должен располагаться под углом 45-600 к более длинной стороне угла. При сварке «в лодочку» расход сварочной проволоки увеличивается, протяженность зоны термического влияния возрастает, а ее твердость, наоборот, падает.
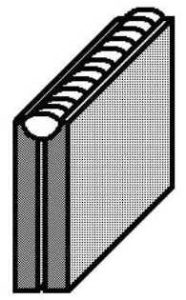
Тавровое соединение считается более сложным вариантом углового, когда сваркой формируются обе полки такого составного профиля. Подготовка кромок в этом случае не обязательна, зато имеются определенные ограничения в направлении удерживаемого электрода, который должен располагаться к вертикальной стенке тавра под углом не выше 600.
Когда особых требований к герметичности готового соединения нет, используется шов под электрозаклепки. Подготовленные к соединению изделия плотно прижимаются плоскими поверхностями друг к другу, после чего в верхней детали любым способом получают отверстие. В него вводят горелку и расплавляют металл, который далее проникает вовнутрь, сваривая изделия между собой. Такой метод чрезвычайно экономичен и, при последующей шлифовке, обеспечивает необходимый внешний вид поверхности.
Классификация сварных швов помогает выбрать оптимальную последовательность их получения.
Сегодня насчитывается порядка 150 способов сварки, а разделяются они по техническим, физическим и технологическим признакам. По физическим показателям выделяются три основных группы:
- Термический — с использованием тепловой энергии.
- Термомеханический — кроме тепловой энергии, подразумевает также использование давления.
- Механический — осуществляется с использованием механической энергии.
Для работы с чугуном, сталью и медью требуется устройство с температурой в 3000 °C. При понижении ее производительность резко сократится и процесс сварки окажется неэффективным.
Классификация способов сварки плавлением в зависимости от источника тепла:
- Дуговая.
- Плазменная.
- Электрошлаковая.
- Электронно-лучевая.
- Лазерная.
- Газовая.
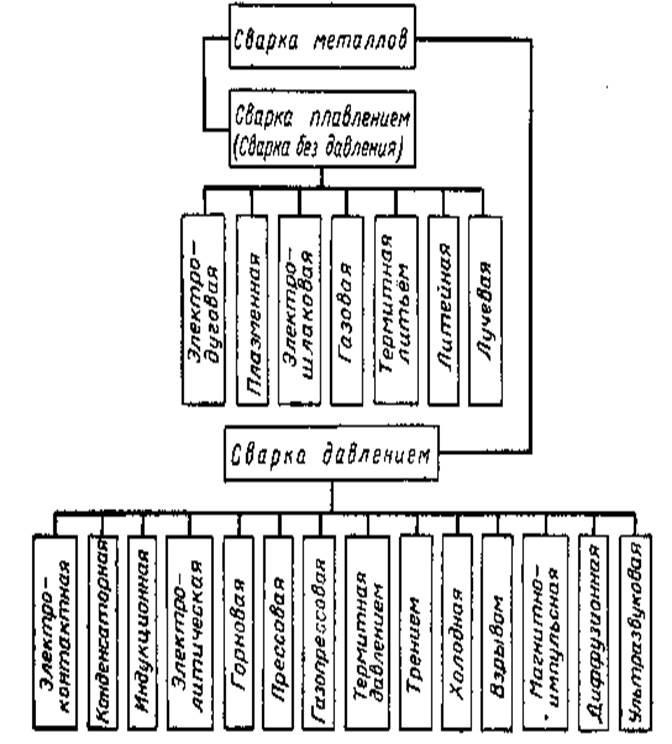
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
№ п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые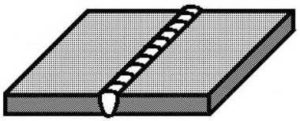 | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые
| Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные
| Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т)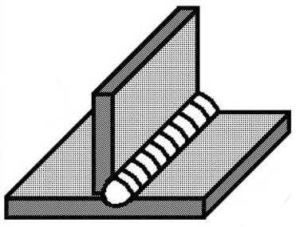 | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые
| Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
Подготовка кромок соединений осуществляется с помощью болгарки с отрезным и шлифовальным кругами. Используется и сварочный аппарат в режиме резки.

Существует 4 основных конструктивных типа соединения свариваемых деталей:
- стыковой;
- нахлесточный;
- угловой;
- тавровый.

Виды сварных швов.
При сварке встык поверхности соединяют предварительно обработанными торцами. Нахлесточное соединение получают накладыванием одной из пластин на другую с образованием угловых швов. Величина нахлеста должна быть больше суммарной толщины свариваемых поверхностей в 3-5 раз. Угловые и тавровые соединения образуются при сваривании элементов конструкций под прямым углом.
Стыковое соединение может выполняться без обработки кромок, если зазор между кромками не превышает 2 мм. В этом случае срезаются лишь зазубрины и неровности. При возможности производится обработка только одной стыкуемой кромки.
Для деталей с толщиной в 4-25 мм производятся соединение с ровным или овальным скосом торцов и двусторонняя разделка с V-образным или U-образным скосом. Зазор выдерживается в 1-2 мм.
При тавровом соединении для формирования стыка обрабатывается только торец детали, стыкуемой с плоской поверхностью. Для деталей с толщиной более 10 мм производится односторонняя или двухсторонняя разделка с обрезанием кромки по 45°. При этом сварка при большой толщине металла и требуемой высокой прочности выполняется в несколько слоев с заполнением всего разделочного пространства.

Размеры конструктивных элементов кромок при газовой сварке стыковых соединений листового проката.
В нахлестном соединении разделка кромок не предусматривается технологией. Осуществляется лишь обработка прилегающей к плоскости части кромки. Швы накладываются по кромкам обеих деталей. Из соображений герметизации выполняется двойной шов. Для придания соединению необходимой прочности и при большой толщине металла производится усиление нахлеста прорезным швом, пробковой сваркой или проплавкой.
При угловом соединении обрабатывается кромка одной из стыкуемых деталей. Вторая лишь ровно отрезается и шлифуется для удаления заусениц и зазубрин. Шов может накладываться как с наружной стороны, так и с обеих для большей прочности. Как и при тавровом соединении, разделка производится односторонняя или V-образная двусторонняя. В первом варианте при толщине металла в 8-25 мм сварка выполняется в несколько слоев.

Допускаемые отклонений на сборку сварных соединений листов.
Газопламенная сварка
Здесь главный источник тепла — это пламя, выделяющееся при сгорании топлива в смеси с кислородом. Сейчас известно более десятка газов для использования в этом случае. Самыми популярными являются бутан, пропан, ацетилен и МАФ. Выделяемое тепло плавит как поверхности, так и присадочный материал.

Пламя может быть окислительным, восстановительным или нейтральным, что определяется количеством в смеси кислорода и газа. В последние годы стал активно использоваться МАФ, обеспечивающий высокую скорость протекания процесса и превосходное качество шва. В это же время нужно использовать дорогостоящую проволоку с большим содержанием кремния и марганца. На сегодня это наиболее распространенная смесь для газовой сварки, так как безопасна и имеет высокую температуру сгорания в кислороде (2430°C).
Многое диктует состав металла, подлежащий свариванию. В зависимости от данного параметра подсчитывается число присадочных прутков, а с учетом толщины металла — и их диаметр. Идеальный результат обеспечит тщательная предварительная подготовка. Общее для данных способов — плавный нагрев поверхности. Поэтому к ним прибегают, когда требуется сварить стальные листы толщиной 0,5−5 мм, цветные металлы, чугун и инструментальную сталь.
Основные дефекты сварочных соединений

Схема контроля сварного соединения: а — просвечиванием рентгеновскими лучами, б — рентгенограмма шва, в — намагничиванием.
Дефекты в структуре сварочного шва и околошовной зоне могут возникнуть по следующим причинам:
- некачественная подготовка свариваемых поверхностей;
- несоблюдение технологии процесса;
- неисправность оборудования;
- влияние условий окружающей среды;
- несоответствие нормам сварочных материалов;
- непрофессионализм исполнителя работ.
Дефекты в строении сварного шва подразделяются на 3 основные группы:
- Внешние: наплывы, кратеры, подрезы, превышения выпуклости, смещения.
- Внутренние: поры, несплавления, непровары, инородные включения.
- Сквозные: трещины, прожоги, свищи.
Трещины относятся к наиболее опасным дефектам, влияющим на статическую и циклическую прочность конструкций. Трещины, появившиеся в процессе сварки деталей, называют горячими, образовавшиеся после охлаждения соединения – холодными.

Подрезы представляют собой углубления в поверхности основного металла по краю сварного шва. Они могут возникнуть из-за большой силы тока, смещения положения электрода от правильного. Исключить подобные дефекты можно, уменьшив скорость сварки и, соответственно, скорость кристаллизации.
Пористость сварного шва образовывается в результате перенасыщения структуры соединения газами из воздуха и выделяющимися в процессе разложения электродного покрытия. Непроваром называют отсутствие сцепления между наплавленным и основным металлом или между валиками. Возникает дефект из-за некачественной обработки кромок, несоблюдения технологии сварки и т. д.
Прожоги – сквозные отверстия, возникающие в процессе сваривания элементов с небольшой толщиной. Они могут возникнуть по причине недостаточного притупления кромок, превышения силы сварочного тока, при недостаточно высокой скорости сваривания. При автоматической сварке дефект может образоваться при слабом поджатии флюсовой подушки или подкладки, наличии загрязнений на поверхностях.
Качество структуры соединения, получаемой в результате сварки, зависит от многих факторов. К ним относятся режим сварки, подготовка и пространственное положение свариваемых деталей, профессионализм сварщика. Работоспособность свариваемой конструкции определяет комплексная совокупность учета свойств материала, условий последующей эксплуатации изделия и соблюдения технологии сварки.
Различают геометрические и технологические параметры сварного шва. К геометрическим относят размеры в поперечном сечении — ширину, толщину и высоту над основной плоскостью. На виды сварочных соединений влияют также и технологических параметры: катет и корень в стыке, его выпуклость/вогнутость, а также соотношение объема металла шва к общей площади сварного стыка.
Виды сварочных швов, в частности, ширина, высота и толщина, зависят от требуемых прочностных показателей соединения. Такая зависимость не является однозначной: чрезмерно массивный шов, наоборот, снижает качество соединения, поскольку сцепление зон наплавки и механического сплавления ослабляется, а качество поверхности может ухудшиться из-за наличия сварочного грата, а также интенсификации процессов окисления и обезуглероживания материала деталей.
Классификация сварных швов и форма их поверхности важны и с точки зрения долговечности готовых конструкций. Вогнутые швы, оформляемые по параболической зависимости высоты шва от его толщины, снижают уровень внутренних напряжений и минимизируют остаточные деформации. Наоборот, ровные швы, когда сохраняются острые углы при переходе от одной поверхности к смежной, уровень остаточных напряжений и деформаций повышают.
Оптимизацию формы поперечного сечения сварочного соединения можно производить при помощи следующих практических коэффициентов:
- Для наилучшего соотношения ширины к высоте — 1,2-1,5;
- Для наилучшего соотношения ширины к выпуклости — не более 8;
- Для наилучшего соотношения площадей поверхности шва к площади металла в зоне соединения — 0,85-1,0.

Виды сварных швов и технология их получения определяют качество процесса. Для оценки используют такие параметры, как глубина провара металла и количество проходов.
Глубина провара определяет однородность структуры в зоне соединения. Она принимается в пределах 0,5-0,8 (при меньших значениях ухудшается прочность сварного стыка, а при увеличенных — возрастает опасность проплавления).
Количество проходов зависит от способа разделки кромок и толщины соединяемых элементов. При увеличенных зазорах и обычном профиле кромок (со скосом) количество проходов и амплитуду колебаний горелки приходится изменять, что повышает уровень внутренних сварочных напряжений. Проблема (для сварки толстых листов) снимается оптимизацией формы подготовки кромок.
Классификация сварочных швов основывается на технологии их образования, соотношении геометрических размеров и последовательности выполнения сварки.
Правая и левая сквозная сварка
При толщине листа меньшей чем 5 мм чаще используется левая газовая сварка металла. При этом перемещение горелки осуществляется справа налево, а присадочный прут находится впереди. Пламя идет от шва, прогревает обрабатываемый участок и присадочную проволоку. Если толщина листа менее 8 мм, горелка перемещается лишь вдоль шва;

Правая экономичнее: пламя горелки идет ко шву, а не от него. Такой подход позволяет варить металл максимальной толщины, а угол раскрытия кромок при этом получается небольшим. Горелка перемещается слева направо, а присадочный прут следует за ней.
Сварка сквозным валиком применяется для получения вертикального стыкового соединения. Суть способа в том, что в нижней части проделывается небольшое сквозное отверстие. Когда горелка перемещается, верхняя часть отверстия плавится, а с добавлением присадки заваривается нижняя часть. При слишком большой толщине листа работа осуществляется с обеих сторон двумя операторами.
Виды сваривания металлических поверхностей
Сварка металлов может осуществляться с расплавлением контактных поверхностей или с их сжатием. При этом процессы сваривания называются:
- сваривание плавлением (или расплавлением);
- сваривание пластическим деформированием.

Классификация основных видов сварки.
Соединение деформированием может выполняться с применением подогрева или без него. Деформирование поверхностей без подогрева называется холодной сваркой. При плотном сжатии атомы различных материалов оказываются на близком расстоянии и образуют межатомные связи. Происходит соединение поверхностей.
При сваривании плавлением соединяемые поверхности локально нагреваются и расплавляются. Часто используется третий (присадочный) материал, который плавится и заполняет зазор между двумя металлами. При этом в жидком расплаве образуются межатомные связи между основным материалом и присадкой (расплавленным электродом). После остывания и затвердевания образуется сплошное сварное соединение.

Местный нагрев деталей для сваривания может осуществляться электрическим током или горящим газом. Соответственно, по способу локального нагрева сварка делится на два вида:
- электрическая (в том числе электрошлаковая, электролучевая, лазерная);
- газовая.

Классификация видов электрической сварки.
Сварка металлических поверхностей может выполняться в ручном или автоматическом режиме. Некоторые виды сварных соединений возможны только с применением автоматики (например, электрошлаковая или шовная), другие доступны для выполнения ручными сварочными устройствами.
Электрическая сварка представлена двумя методами:
- электродуговой;
- электроконтактный.
Разберем подробнее, как происходит соединение поверхностей при дуговом и контактном способе сваривания.
Ванный способ
Суть метода — в заваривании стальной формы в месте стыка. Далее за счет тепла дуги в ней создается ванна расплавленного металла. Торцы свариваемой арматуры, плавясь, образуют ванну. При остывании получается полноценное соединение.
Перед сваркой подготавливаются стержни: поверхности и их торцы зачищаются от любого загрязнения. Делать это можно щеткой по металлу. Арматуру важно зачищать на длину 30 мм в месте сварки. Устанавливаются стержни ось в ось. Зазор не должен быть больше 1,5 диаметра электрода (на торце).
Нужен большой ток. Например, с электродом 6 мм сварочный аппарат работает с током в 450 А. При низких температурах величина тока увеличивается на 10−12%. В процессе работы может использоваться несколько электродов одновременно. С помощью данного метода удается снизить трудоемкость, себестоимость изделия и расход электричества.
Как выполняется дуговая сварка: технология
Основным преимуществом такого типа сварки является простота и возможность выполнить небольшие швы не только сварщику в процессе работы. Бытовые сварочные аппараты можно использовать для мелких каждодневных нужд. Дуговая сварка может применяться в конструкциях любой сложности и положении. При этом необходимо обеспечить безопасность и надежность сварочного оборудования.
Практически все металлы могут быть скреплены такой сваркой. Важно только правильно подобрать силу тока и расходные материалы. Дуговую сварку можно использовать практически при любой погоде за исключение дождя и снега. Но при сырой погоде или большой влажности работы необходимо выполнять аккуратно, а оборудование перед использованием тщательно проверять.
К недостаткам можно отнести негативное влияние на сварщика, которое образуется при воздействии на него электромагнитных волн. Большую роль в получении качественного и прочного шва играет опыт сварщика, его мастерство. При отсутствии навыков работы с дуговой сваркой могут образовываться дыры и прожоги, которые трудно заделывать в дальнейшем.
Даже в современных условиях дуговая сварка является самой применимой во всех видах производства, строительстве и быту.

Принцип подключения и работы электродуговой сварки.
Технология сварки металла с использованием электрической дуги состоит в последовательности действий по организации работы сварочного аппарата и непосредственном выполнении сварки.
Подготовка состоит в установке сварочного инвертора, выборе электродов и выполнении необходимого скоса кромки (подготовке поверхностей).
После установки сварочного аппарата в месте сварки контактный провод с помощью «крокодила» (конструкция присоединяющей клеммы) крепят на одной из контактных металлических поверхностей. Включают сварочный аппарат и выставляют регулятором тока его силу. Сила тока регламентируется размером электрода и толщиной свариваемых деталей. Для электрода диаметром 3 мм сила тока должна соответствовать 80-100 А.
Если поверхность металла окрашена или окислена с образованием слоя ржавчины, его необходимо поцарапать металлической щеткой для обеспечения полноценного контакта в соединении.
Определяется вид соединения контактных поверхностей:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- торцевое.

Типы сварных соединений и швов.
Рассмотрим подробнее особенности сваривания различных типов соединений. Стыковое соединение часто требует предварительной подготовки кромок свариваемых поверхностей: по их краям выполняются скосы. V-образные скосы делают по краям листов толщиной от 5 до 15 мм, Х-образные скосы — на листах толщиной больше 15 мм.
Угловые и тавровые соединения тоже могут выполняться со скосом кромок (с разделкой поверхности) или без скосов и разделки (в зависимости от толщины сварного сечения).
Тавровое и угловое соединения позволяют соединять детали различной толщины. При этом положение электрода должно быть более вертикальным к той поверхности, у которой больше толщина.
Технология сварки металла по контактам имеет некоторые особенности. Ток подключают к свариваемым деталям, после чего их сближают до соприкосновения. Вдоль поверхности стыка возникают контактные точки, в них за несколько секунд происходит разогрев металла до начала его плавления. После этого ток выключают и стыковые поверхности придавливают друг к другу, обеспечивая плотный контакт точкам расплавления.

Технология шовной сварки.
При шовной сварке работает сварочный автомат. Данный вид сваривания позволяет получить ровный сплошной шов на длинных листовых поверхностях. В аппарате для шовной сварки электроды представляют собой вращающиеся ролики. Между ними пропускаются соединяемые металлические листы.
Газовая сварка использует для образования тепла окисление горючего газа с высокой теплотворной способностью, например, ацетилена, пропана или бутана. Газ и кислород перемешивается внутри горелки, из которой выходит пламя.
Электрошлаковая сварка является видом сваривания в защитной среде. В данной технологической операции шлак является защитным материалом, ограждающим расплавленный металл от контакта с воздухом. Этот вид сварки осуществляется в автоматическом режиме.
Особенности сварочного процесса труб под давлением
Еще этот способ называется холодным, ведь при выполнении соединения нет дополнительного нагрева обрабатываемой поверхности. В основе метода лежит пластическая деформация металлов при скольжении или сжатии. Работы выполняются без диффузии, при нормальной или отрицательной температуре.
Получить высококачественный шов помогают специальные устройства, деформирующие обрабатываемые поверхности, подлежащие предварительной зачистке. В результате образуется монолитное прочное соединение. Есть точечная, шовная и стыковая пластическая сварка.
Холодной сваркой может соединяться алюминий, медь, свинец, железо, кадмий и др. К пластической сварке предпочитают прибегнуть, когда нужны работы с разнородными материалами, довольно чувствительными к нагреву.
Главное преимущество метода — в отсутствии необходимости подключения мощного источника электроэнергии для предварительного нагрева. Полученный таким образом шов прочный, однородный и устойчивый к коррозии. Недостаток же в том, что можно варить лишь металлы высокой пластичности. Участки водопроводов и газовых магистралей соединяются плавлением.
В настоящее время для создания прочного шва, прибегая к сварке труб под давлением, используются различные виды сварки: сварка взрывом, холодная сварка, контактная сварка, ультразвуковая сварка, сварка трением, диффузионная сварка, термокомпрессионная сварка.
Рассмотрим технологию сварки давлением.
Сам процесс сварки давлением может осуществиться только в том случае, когда межатомные связи разных кристаллических решеток возникают между двумя деталями, подвергающимися сварке.
Чтобы образовалось сварное соединение, необходимо свести поверхности обеих свариваемых деталей максимально близко. Только в таком случае атомы металлов начнут взаимодействовать один с другим.
В момент, когда атомы вступают во взаимосвязь, электронные оболочки соединяются и в итоге образуются металлургические связи.
По своим свойствам сварка давлением напоминает контактную сварку, т.к. является одной из ее вариаций.
Оксидные пленки, расположенные на поверхности изделий поражаются и деформируются, после чего они выдавливаются из участка, где осуществляется контакт.
Если вы прибегли к использованию ручной сварки стали, на маркировке которой указана цифра 20, то в данном случае понадобятся электроды типа Э42А, диаметр которых не превышает 3 мм. Важно, чтобы используемые электроды были покрыты рутилом или фтористым кальцием. Прежде чем приступить к процессу сварки, места стыков труб необходимо разогреть до 300°С. Если вы свариваете трубы из более тонкой стали – до вполне достаточно будет нагреть их до 200°С.
Чтобы сварить водопроводные трубы из оцинкованной стали, следует применять самозащитную проволоку, диаметр которой варьируется в промежутке от 0,8 до 1,2 мм. Трубы из обычной стали свариваются внахлест.
От толщины стенок трубы зависит количество накладываемых слоев сварки. Минимальное количество пластов – 4, максимальное – 10.

Если вы применяете сварку полуавтоматом под флюсом, то здесь следует использовать удлиненный мундштук и специальную воронку. Также учитывается толщина труб, исходя из которой определяется количество слоев.
Важные моменты
Итак, рассмотренные нами главные способы сварки условно делятся на три группы: газовую, холодную и горячую. Иногда используются особые способы. Например, это требуется в случае работы с химически активными металлами и их сплавами. В строительстве подобные материалы используются чаще при возведении ответственных узлов.
Куда более качественное соединение обеспечивает плазменная сварка. Газ, который образует плазму, кроме основной своей функции, защищает шов от окисления и азотирования. Но есть тут свои ограничения. Например, напряжение источника питания должен быть более 120 В, вдобавок монтаж сложный и дорогостоящий.
Сварщик должен получить качественный и прочный шов, способный длительное время выдерживать механические воздействия. Это достигается с помощью разных способов, кроме того, в зависимости от квалификации рабочего различается и технология: кто-то предпочитает левую, кто-то правую.
Инструкция должна соблюдаться всегда!
Главные враги сварного соединения — это удары и вибрация. Однако способы постоянно совершенствуется, и поэтому появляется больше вариантов получения прочных, качественных стыков.
Оборудование: выбор сварочного аппарата и средств защиты
Подбирая генератора для сварочного инвертора необходимо разобраться во всех его разновидностях. Мы вкратце расскажем обо всех особенностях, которые нужно учесть.

Для защиты глаз от ожога при сварке необходимо использовать маску со светофильтром.
Для выполнения сваривания необходим электрический ток большой величины, поступающий на электрод. Современный прибор, обеспечивающий постоянное поступление тока к месту сварки, называется инвертором. Более старые модели сварочных аппаратов имели громоздкие размеры и значительный вес, новые инверторы легко переносятся, не вызывают просаживания сети (это состояние выражается в потере напряжения и мигании лампочек во всем многоквартирном доме или по всей улице частного сектора). Во многих современных инверторах установлена защита от короткого замыкания. При залипании электрода инверторный аппарат автоматически выключается.

Защитный инвентарь: маска со светофильтром (темным стеклом). Светофильтр оберегает глаза от ожога. Без него можно получить ожоги роговицы различной степени: от легких, когда в глазах сохраняется ощущение присутствия песка, до тяжелых, когда восстановить зрение невозможно.
Качество защиты светофильтра определяется номером. Чем толще электрод и больше сварочный ток, тем более мощный светофильтр необходим для защиты зрения.
Освоение тонкостей работы со сварочным аппаратом, выдерживание правильного расстояния дуги, наклона электрода формирует мастерство сварщика. Профессионализм определяется умением управлять процессом, получать качественное соединение поверхностей.








