

Постановлением Государственного комитета СССР по стандартам от 11 октября 1979 г. N 3914 срок введения установлен с 01.01.81
* ПЕРЕИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1986 г. (ИУС 7-86)
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.12.90 N 3463 с 01.07.91
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области пайки и лужения металлов и неметаллических материалов.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены «Ндп». Термины-синонимы без пометы «Ндп.» приведены в качестве справочных данных.
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять, когда исключена возможность их различного толкования.
Установленные определения можно при необходимости изменять по форме изложения, не допуская нарушения границ понятий.
В случае, когда существенные признаки понятия содержатся в буквальном значении термина, определение не приведено и соответственно в графе «Определение» поставлен прочерк.
В стандарте в качестве справочных приведены иностранные эквиваленты для ряда стандартизованных терминов на немецком (D) и английском (Е) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма — светлым, а синонимы — курсивом.
(Измененная редакция, Изм. N 2).
1. Пайка
Ндп. Напайка
Спайка
Припайка
D.
Е. Brazing; SolderingОбразование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей его кристаллизации
2. Лужение
Ндп. Обслуживание
D. Verzinnen
Е. TinningОбразование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации
3. Паяное соединение
D: Lotverbindung
Е. Brazed (soldered) jointСоединение, образованное пайкой
4. Паяемый материалОсновной материал заготовок или изделий, соединяемых пайкой или подвергаемых лужению.
Примечание. Основной материал и заготовка — по ГОСТ 3.1109-82
5. Припой
D. Lot
Е. Brazing alloy; SolderМатериал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов
6. Вспомогательный материал
D. Hilfsmaterial
Е. Auxiliary materialПо ГОСТ 3.1109-82
Примечание. К вспомогательным материалам относятся: паяльные флюсы, вещества, ограничивающие растекание припоя и т.п.
7. Паяльный флюс
Флюс
Е.
F. FluxВспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования.
Примечание. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
8. ПолудаМеталлический слой на поверхности материала, образованный при лужении
9. Технологическое покрытиеМеталлическое покрытие на паяемом материале, применяемое для защиты его от окисления при нагреве, участвующее в контактном плавлении и растворяющееся в расплавленном припое
10. Барьерное покрытие
D. Barrieruberzug
Е. Barrier coatingМеталлическое покрытие на паяемом материале, применяемое для предотвращения контакта материала с припоем или растекания припоя (см. п.16) на поверхность, не подлежащую пайке (лужению) и не растворяющееся или частично растворяющееся в расплавленном припое
11. Распайка
Ндп. Распай
Распаивание
D.
Е. Unbrazing; UnsolderingРазъединение паяного соединения при нагреве его выше температуры начала плавления материала паяного шва (см. п.97)
12. ПодпайкаПовторный нагрев паяного соединения и введение новой порции припоя с целью устранения дефектов
13. Перепайка
D. Umloten
Е. Rebrazing; ResolderingРаспайка и повторная пайка
14. Сборочный зазор под пайку
Сборочный зазор
D. Lotspalt bei Raumtemperatur
Е. Cold clearanceЗазор между поверхностями паяемых заготовок или изделий, устанавливаемый при сборке
15. Паяльный зазор
D. Lotspalt bei Lottemperatur
Е. Hot clearanceЗазор между поверхностями паяемых заготовок или изделий, образующийся при температуре пайки
16. Растекание припоя
Растекание
D. Ausbreinten
Е. SpreadingРаспространение расплавленного припоя на поверхности паяемого материала
17. Затекание припоя в зазор
Затекание
D.
Е. FlowingЗаполнение расплавленным припоем паяльного зазора
18. Смачивание припоем
Смачивание
D. Benetztn
Е. WettingФизико-химическое взаимодействие расплавленного припоя с паяемым материалом, проявляющееся в растекании припоя или образовании мениска с конечным краевым углом смачивания (см. п.24)
19. Десмачивание паяемого материала
Десмачивание
D. Entbenetzen
Е. DewettingУвеличение краевого угла смачивания или уменьшение площади растекания припоя (см. п.23) при пайке или лужении по сравнению с их первоначально достигнутыми значениями.
Примечания:
1. Десмачивание является следствием химического взаимодействия расплавленного припоя с паяемым материалом и изменения во времени их поверхностного натяжения.
2. Под поверхностным натяжением понимают силу, действующую на единицу длины контура поверхности и стремящуюся сократить поверхность до минимума при заданных объемах фаз
20. Контактно-реактивное плавлениеПлавление паяемых материалов в контакте между собой или с технологическим покрытием, или с металлической прокладкой при температуре ниже температуры плавления наиболее легкоплавкого из них
21. Паяемость
D. Lotbarkeit
Е. Brazability; SolderabilityСвойство материала образовывать паяное соединение при заданном режиме пайки (см. п.22)
РЕЖИМ И ПОКАЗАТЕЛИ ПАЙКИ
22. Режим пайки
D. Lotdaten
Е. Brazing (soldering) dataСовокупность параметров и условий, при которых осуществляется пайка.
Примечания:
1. Под параметрами понимают температуру пайки, время выдержки при этой температуре, скорость нагрева и охлаждения.
2. Под условиями понимают способ нагрева, припой, флюс (газовую среду), давление на соединяемые заготовки и т.п.
23. Площадь растекания припоя
24. Краевой угол смачивания припоем
Краевой угол
D. Randwinkel
Е. Contact angleДвугранный угол между плоскостью, касательной к поверхности припоя у границы смачивания, и смоченной припоем плоской поверхностью паяемого материала.
Примечания:
1. Различают равновесный краевой угол, определенный в разновеской системе «паяемый материал-припой», и неравновесный краевой угол, определенный в состоянии указанной системы, отличном от равновесного.
2. Под равновесной системой понимают систему, в которой контактирующие фазы — твердая и жидкая — находятся в условиях термодинамического равновесия
25. Температура смачивания припоем
Температура смачивания
D. Benetztnstemperatur
Е. Wetting temperatureМинимальная температура паяемого материала и припоя, при которой происходит смачивание припоем
26. Температура пайки
D.
Е. Brazing (soldering) temperature Температура паяемых материалов и расплавленного припоя в месте их контакта, при которой происходит формирование паяного соединения
27. Термический цикл пайки
D.
Е. Brazing (soldering) thermal cycleСовокупность значений температуры паяемых материалов и припоя в месте их контакта, при которых происходит нагрев, выдержка и охлаждение при пайке
28. Температурный интервал активности паяльного флюса
D. Wirktemperaturbereich
fur Е. Working temperature range of flux
Интервал температур, в котором паяльный флюс выполняет свои функции
29. Минимальная температура активности паяльного флюсаМинимальная температура в температурном интервале активного флюса
30. Максимальная температура активности паяльного флюсаМаксимальная температура в температурном интервале активного флюса
31. Температура распайки
D.
Е. Unbrazing (unsoldering) temperatureМинимальная температура паяного соединения, при которой возможна его распайка при заданных нагрузке и скорости нагрева.
Примечание: Значение нагрузки и скорости нагрева — по ГОСТ 21547-76
32. Время нагрева при пайке
Время нагрева
D. Erwarmungsdauer
Е. Heat time Интервал времени нагрева паяемых материалов и припоя в месте их контакта от температуры окружающей среды до температуры пайки
33. Время выдержки при пайке
Время выдержки
Е. Soaking timeИнтервал времени выдержки паяемых материалов и припоя при температуре пайки
34. Время охлаждения при пайке
Время охлаждения
D.
Е. Cooling timeИнтервал времени охлаждения паяемых материалов и припоя от температуры пайки до температуры окружающей среды
35. Общее время пайки
D. Gesamte Lotzeit
Е. Full brazing (soldering) timeИнтервал времени, равный сумме времени нагрева, выдержки и охлаждения при пайке
36. Скорость смачивания припоем по краевому углу смачивания
Скорость смачивания
D. Benetzensgeschwindigkeit
Е. Wetting rateОтношение изменения краевого угла смачивания припоем к интервалу времени, за которое произошло изменение
37. Скорость смачивания припоем по площади растекания припоя
Скорость растеканияОтношение изменения площади растекания припоя к интервалу времени, за которое произошло изменение
38. Скорость нагрева при пайке
Скорость нагрева
D. Erwarmungsgeschwindigkeit
Е. Heat rateОтношение изменения температуры в месте контакта паяемых материалов и припоя к интервалу времени, за которое произошло изменение
ВИДЫ ПАЙКИ И ЛУЖЕНИЯ
39. Низкотемпературная пайка
Мягкая пайка
D. Weichloten
Е. SolderingПайка при температуре, не превышающей 723 К*
40. Высокотемпературная пайка
Твердая пайка
D.
F. BrazingПайка при температуре, превышающей 723 К*
41. Пайка готовым припоемПайка, при которой используется заранее изготовленный припой
42. Пайка расплавлением полуды
Е. Reflow solderingПайка предварительно луженых заготовок или изделий без дополнительного введения припоя
43. Контактно-реактивная пайкаПайка, при которой припой образуется в результате контактно-реактивного плавления
44. Реактивно-флюсовая пайкаПайка, при которой припой образуется в результате разложения компонентов флюса
45. СваркопайкаПайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления и выполняет роль припоя
46. Капиллярная пайка
D.
Е. Capillary brazing (soldering)Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностым натяжением
47. Некапиллярная пайка
D. Пайка, при которой расплавленный припой заполняет паяльный зазор преимущественно под действием своего веса или прилагаемой к нему извне силы
48. Пайкосварка
D.
Е. Braze weldingНекапиллярная пайка, при которой соединяемым кромкам заготовок придается форма, подобно разделке кромок при сварке плавлением*.
Примечание. Разделка кромок — по ГОСТ 2601-84
_____________________
* Определение термина-синонима приведено в приложении.
49. Флюсовая пайка (лужение)
D. (Flubmittelver zinnen)
Е. Flux brazing (soldering, tinning)Пайка (лужение) с применением флюса
50. Бесфлюсовая пайка (лужение)
D. Flubmittelloses
Е. Fluxless brazing (soldering, tinning)Пайка (лужение), при которой для удаления окислов с поверхности паяемых материалов и припоя и предотвращения их образования применяются газовые среды или создается вакуум, или разрушение окисной пленки осуществляется ультразвуковыми колебаниями или частицами твердого материала
Примечание. Вакуум — по ГОСТ 5197-85
51. Пайка в активной газовой среде
D.
Е. Brazing in reducing atmosphereБесфлюсовая пайка с применением активных газов или нейтральных газов с добавкой активных газообразных веществ
52. Пайка в нейтральной газовой среде
D.
Е. Brazing in protective atmosphereБесфлюсовая пайка с применением инертного газа или газа, нейтрального по отношению к паяемым материалам и припою в диапазоне температур нагрева, выдержки и охлаждения
53. Пайка в вакууме
D.
Е. Vacuum brazingБесфлюсовая пайка с применением разреженного газа при давлении ниже 10 Па.
Примечание. Разреженный газ — по ГОСТ 5197-85
54. Ультразвуковая пайка (лужение)
D. (Verzinnen)
Е. Ultrasonic brazing (soldering, tinning) Бесфлюсовая пайка (лужение) с применением ультразвуковых колебаний
55. Абразивное лужениеБесфлюсовое лужение с применением трения паяемого материала частицами твердого материала
56. Абразивно-кристаллическое лужениеАбразивное лужение, при котором частицами твердого материала являются первичные кристаллы припоя
57. Абразивно-кавитационное лужениеУльтразвуковое лужение припоем, содержащим частицы твердого материала
58. Пайка паяльником
D.
Е. Soldering with soldering iron Пайка, при которой нагрев паяемых материалов и припоя осуществляется паяльником
59. Газопламенная пайка
D.
Е. Flame brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется газовой горелкой
60. Пайка в печи
D.
Е. Furnace brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется в печи
61. Индукционная пайка
D.
Е. Induction brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется теплом, выделяющимся в них под воздействием электромагнитного поля
62. Пайка погружением в расплавленный припой
D.
Е. Dip brazing (soldering)Пайка, при которой нагрев паяемых материалов осуществляют в ванне с расплавленным припоем
63. Пайка погружением в расплавленную соль
D.
Е. Salt-bath brazing; Flux-dip brazingПайка, при которой нагрев паяемых материалов и припоя осуществляется в ванне с расплавленной солью.
Примечание. Расплавленная соль может быть одновременно паяльным флюсом
64. Пайка волной припоя
D.
Е. Wave solderingПайка, при которой нагрев паяемых материалов, перемещаемых над ванной, и подача припоя к месту соединения осуществляются стоячей волной припоя, возбуждаемой в ванне.
Примечание. Под стоячей волной понимают состояние среды, при котором расположение максимумов и минимумов перемещений колеблющихся точек среды не меняется во времени
65. Экзотермическая пайка
D. Exothermisches
Е. Exothermic brazingПайка, при которой нагрев паяемых материалов и припоя осуществляется за счет теплоты, выделяемой при экзотермической реакции термической реакции термитных смесей
66. Пайка нагретым газом
D.
Е. Hot-gas solderingПайка, при которой нагрев паяемых материалов и припоя осуществляется нагретым газом
67. Дуговая пайка
D.
Е. Arc brazing Пайка, при которой нагрев паяемых материалов и припоя осуществляется электрической дугой
68. Плазменная пайкаПайка, при которой нагрев паяемых материалов и припоя осуществляется плазмой
69. Электроннолучевая пайка
D.
Е. Electron beam brazing Пайка, при которой нагрев паяемых материалов и припоя осуществляется электронным лучом
70. Пайка тлеющим разрядомПайка, при которой нагрев паяемых материалов и припоя осуществляется тлеющим разрядом
71. Пайка электросопротивлением
D.
Е. Resistance brazing (soldering) Пайка, при которой нагрев паяемых материалов и припоя осуществляется пропусканием через них электрического тока
72. Пайка световыми лучами
D.
F. Light rays brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется световыми лучами
73. Пайка инфракрасными лучами
D.
Е. Infra-red brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется инфракрасными лучами
74. Лазерная пайка
D.
Е. Laser brazingПайка, при которой нагрев паяемых материалов и припоя осуществляется лазером (излучением оптического квантового генератора)
76. Пайка нагревательными матами
D. mit
Е. Heated pads brazing (soldering)Пайка, при которой нагрев паяемых материалов и припоя осуществляется тепловыделяющими элементами, вмонтированными в термостойкие гибкие покрывала
77. Электролитная пайкаПайка, при которой нагрев паяемых материалов и припоя осуществляется при их контакте с водным электролитом пропусканием постоянного электрического тока
78. Диффузионная пайкаПайка, при которой образование паяного соединения совмещено с изотермической обработкой.
Примечание. Изотермическая обработка обуславливает прохождение диффузии с целью направленного изменения свойств паяного соединения, в том числе кристаллизации металла шва при температуре пайки
79. Пайка под давлениемПайка, при которой паяемые материалы находятся под давлением с целью уменьшения паяльного зазора
80. Ступенчатая пайка
D.
Е. Stage brazingПайка многошовных заготовок или изделий с поочередным образованием паяных швов, при которой не происходит распайка или образование дефектов образованных ранее соединений
81. Оплавление полудыНагрев луженой заготовки выше температуры плавления полуды с целью повышения ее качества
82. Одновременная пайкаПайка многошовных заготовок или изделий с одновременным образованием паяных швов на всем их протяжении
83. Групповая пайкаОдновременная пайка нескольких заготовок или изделий
84. Механизированная пайка (лужение)
D. Mechanisiertes (Verzinnen)
Е. Mechanized brazing (soldering, tinning)Пайка (лужение), осуществляемая по механизированному методу выполнения технологического процесса.
Примечание. Механизированный метод выполнения технологического процесса — по ГОСТ 23004-78
85. Автоматическая пайка (лужение)
D. Automatisches (Verzinnen)
Е. Automatic brazing (soldering, tinning)Пайка (лужение), осуществляемая по автоматическому методу выполнения технологического процесса.
Примечание. Автоматический метод выполнения технологического процесса — по ГОСТ 23004-78
ПАЯНЫЕ СОЕДИНЕНИЯ И ИХ ПАРАМЕТРЫ*
_______________
* Эскизы соединений к терминам 88-94, 97, 101-103 приведены в ГОСТ 19249-73.
86. Тип паяного соединения
D. Lotverbindungsart
Е. Brazed (soldered) joint typeКлассификационная группировка паяных соединений, выделенная по признаку взаимного расположения и формы паяемых элементов.
Примечание. Под паяемым элементом понимают часть заготовки или изделия, подвергаемую пайке
87. Характерное сечение паяного соединенияСечение паяного соединения, по которому выявляют его тип
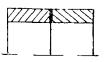
88. Нахлесточное паяное соединение
Ндп. Паяное соединение внахлестку
D.
Е. Lap braxed (soldered) jointПаяное соединение, в котором паяемые элементы соединены частично перекрывающимися взаимно параллельными поверхностями
89. Телескопическое паяное соединениеНахлесточное паяное соединение труб или трубы с прутком
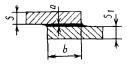
90. Стыковое паяное соединение
Ндп. Паяное соединение встык
D. Stumplotverbindung
Е. Butt brazed (soldered) joint
Паяное соединение, в котором паяемые элементы, расположенные в одной плоскости или на одной поверхности, соединены торцовыми поверхностями
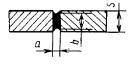
91. Косостыковое паяное соединение
Ндп. Паяное соединение вскос
D.Schrage
Е. Scarf butt brazed (soldered) jointСтыковое паяное соединение, в котором углы между торцовыми и боковыми поверхностями элементов отличны от прямого
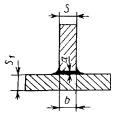
92. Тавровое паяное соединение
Ндп. Паяное соединение втавр
D.
Е. Tee brazed (soldered) jointПаяное соединение, в котором боковая поверхность одного паяного элемента соединена с торцом другого или с его внутренней поверхностью, образованной в пересечении с первым
93. Соприкасающееся паяное соединениеПаяное соединение, в котором паяемые элементы соединены по линии или в точке
94. Комбинированное паяное соединениеПаяное соединение, представляющее различные комбинации паяных соединений нахлесточного, стыкового, косостыкового, таврового, телескопического, соприкасающегося
95. Согласованное паяное соединениеПаяное соединение, образованное при пайке материалов с одинаковым или близким относительным изменением их линейных размеров при охлаждении
96. Несогласованное паяное соединениеПаяное соединение, образованное при пайке материалов с резко отличающимся относительным изменением их линейных размеров при охлаждении
97. Паяный шов
D.
Е. Brazed (soldered) seamЧасть паяного соединения, закристаллизовавшаяся при пайке
98. Зона сплавления
Спай
D. Legierungszone
Е. Alloying zoneПоверхность между паяемым материалом и паяным швом или граница между ними в сечении паяного соединения
99. Диффузионная зона
D. Diffusionszone
Е. Diffusion zoneЧасть паяного соединения с измененным химическим составом паяемого материала в результате взаимной диффузии компонентов припоя и паяемого материала
100. Зона термического влияния
D.
Е. Heat affected zoneЧасть паяного соединения с измененными под влиянием нагрева при пайке структурой и свойствами паяемого материала
101. Толщина паяного шва
D.
Е. Thickness of brazed (soldered) seamРасстояние между соединенными пайкой поверхностями по перпендикуляру к ним
102. Длина паяного шва
D.
Е. Length of brazed (soldered) seamПротяженность паяного шва вдоль перпендикуляра к плоскости характерного сечения
103. Ширина паяного шва
D.
Е. Breadth of brazed (soldered) seamПротяженность паяного шва в характерном сечении паяного соединения
104. Галтельный участок паяного шва
Галтель паяного шваЧасть паяного шва, образовавшаяся на наружных поверхностях паяемых элементов
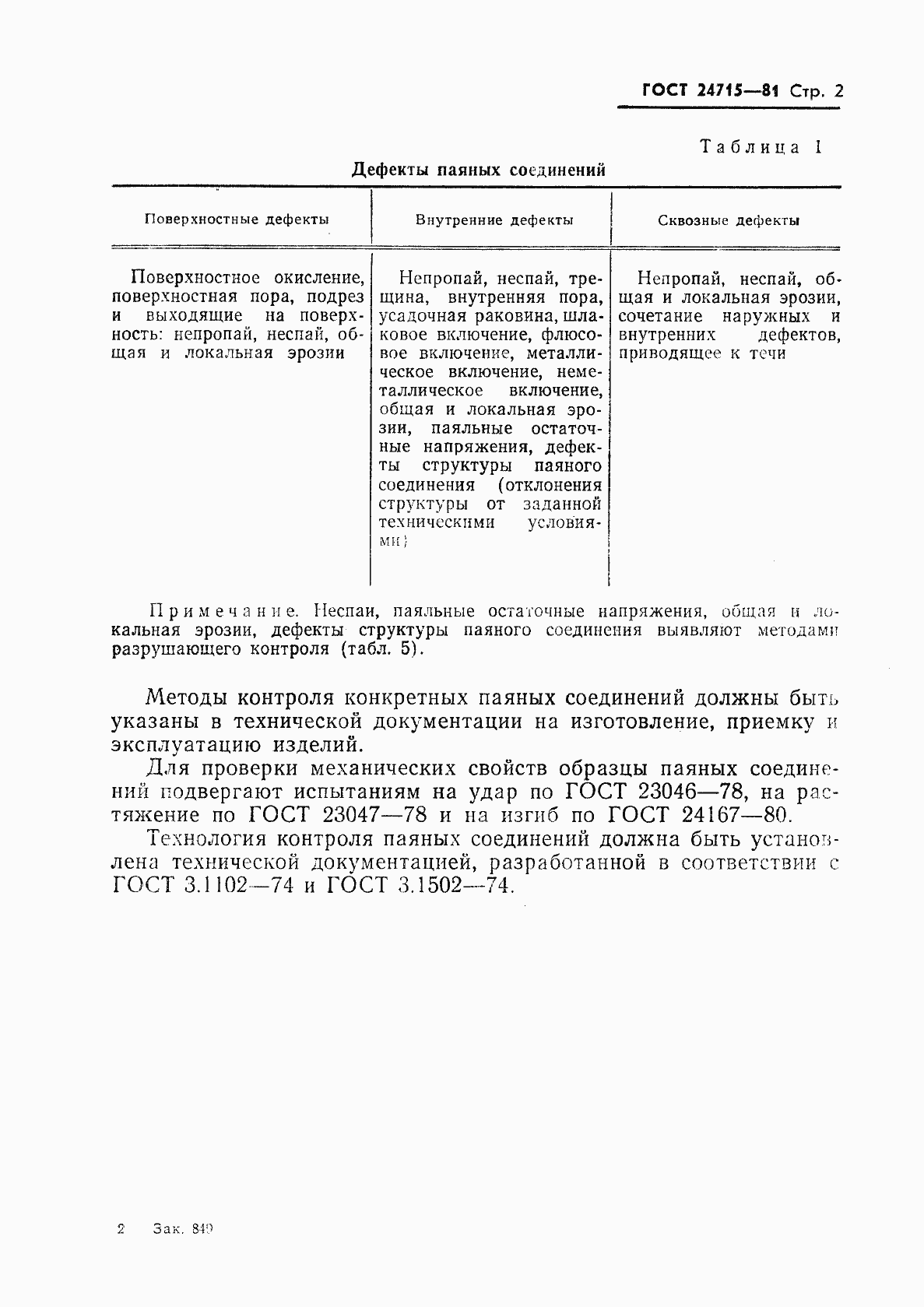
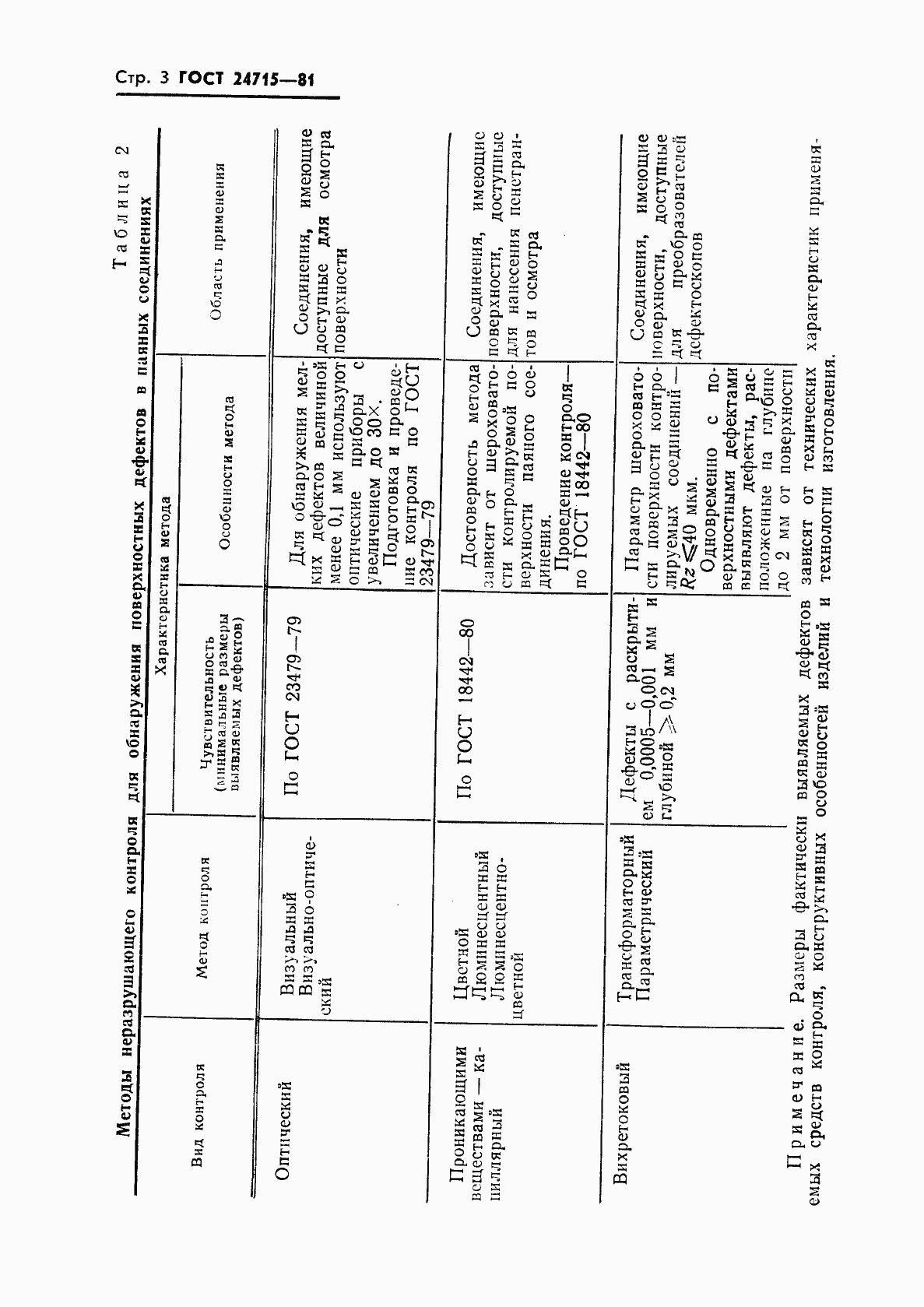
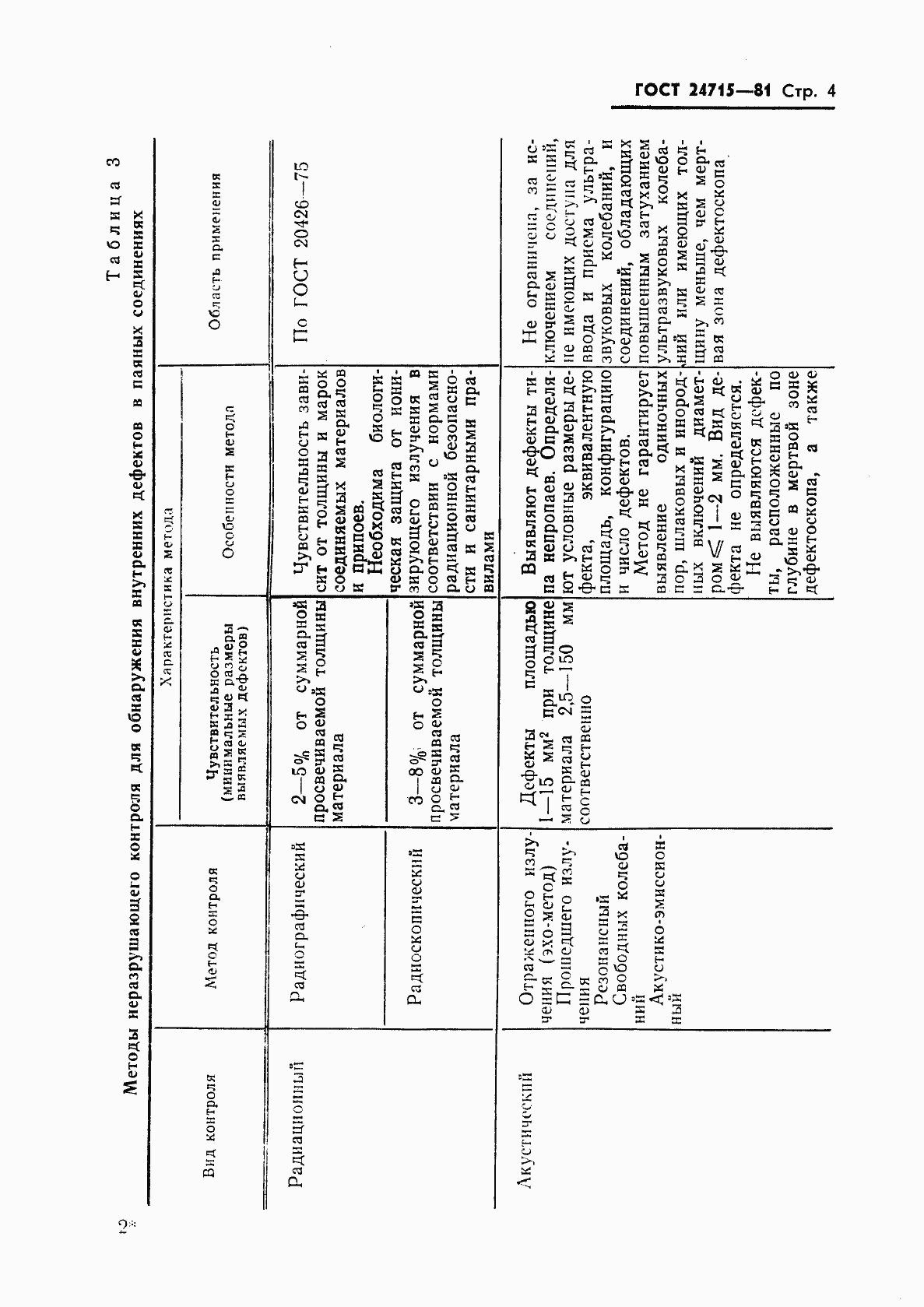
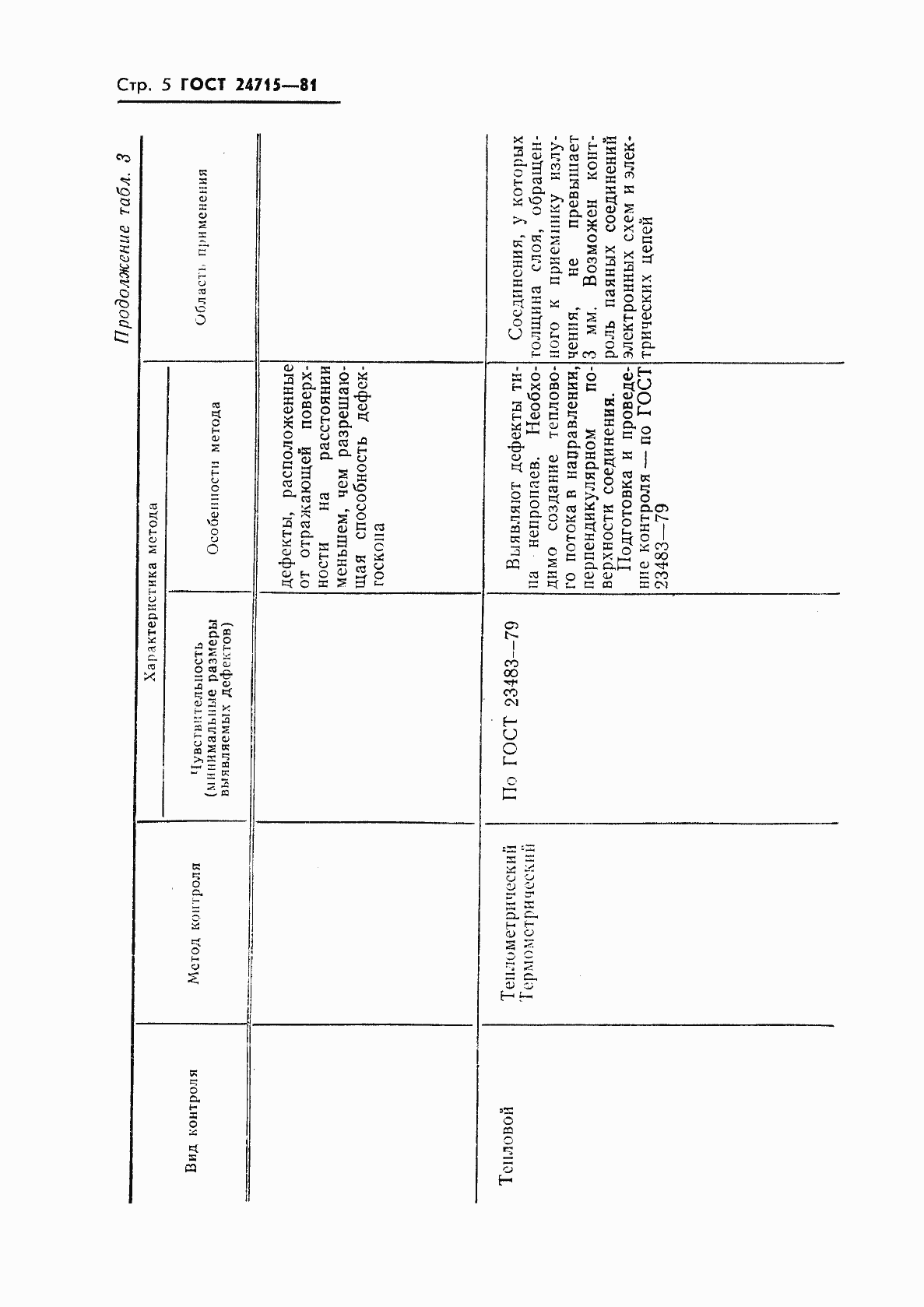
ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ*
_______________
* Дефекты: «пора», «цепочка пор», «усадочная раковина», «шлаковое включение», «трещина», «трещина продольная», «трещина поперечная», «трещина разветвленная», «микротрещина», «наплыв» — по ГОСТ 2601-84.
105. НепропайДефект паяного соединения, проявляющийся в частичном или полном незаполнении паяльного зазора припоем
106. НеспайДефект паяного соединения, проявляющийся в отсутствии сцепления паяемого материала с материалом паяного шва
107. Общая химическая эрозия при пайке
Общая эрозияДефект паяного соединения, проявляющийся в разрушении паяемого материала при пайке, развивающемся равномерно по всей поверхности его контакта с припоем
108. Локальная химическая эрозия при пайке
Локальная эрозияДефект паяного соединения, проявляющийся в разрушении паяемого материала при пайке, развивающемся в отдельных участках его контакта с расплавленным припоем
109. Подрез при пайке
ПодрезДефект паяного соединения, проявляющийся в виде незаполненного припоем углубления в паяемом материале у галтельного участка, образовавшегося вследствие локальной химической эрозии
110. Паяльные остаточные напряженияОстаточные напряжения, имеющиеся в паяном соединении после охлаждения.
Примечание. Под остаточными напряжениями понимают напряжения, остающиеся в паяном соединении после устранения факторов, которые вызвали в нем пластическую деформацию: механических, термических, химических
(Измененная редакция, Изм. N 1).
111. Многослойный припой
D. Mehrschichtlot
Е. Multilayer brazing alloy (solder)Припой в виде слоев металлов или сплавов, образующих при температуре пайки сплав заданного состава
112. Порошковый припой
D. Lotpulver
Е. Powder brazing alloy (solder)Припой в виде порошка или смесь порошков металлов или сплавов, образующая при температуре пайки припой заданного состава
113. Композиционный припой
Ндп. Металлокерамический припойПрипой, содержащий в своем объеме наполнитель.
Примечание. Под наполнителем понимают материал, применяемый для образования в паяльном зазоре системы капилляров или обеспечения специальных свойств соединения
114. Формованный припой
D. Lotformteil Lotpulver
Е. Preformed brazing alloy (solder)Припой в виде заготовки заданной формы
115. Самофлюсующий припой
D. enhaltendes Lot
Е. Self-fluxing brazing alloyПрипой, обладающий свойствами флюса
116. Трубчатый припой
D. Seelenlot
Е. Cored solderПрипой, в форме трубки или многоканального прутка, полости в котором заполнены флюсом или компонентами припоя
117. Паяльная паста
D.
Е. Brazing (soldering) pasteПастообразная смесь порошкового припоя с флюсом и связующим веществом или с одним из них.
Примечание. Под связующим веществом понимают вещество, входящее в паяльную пасту для образования связи между частицами припоя
Время выдержки при пайке33
Время нагрева при пайке32
Время охлаждения при пайке34
Время пайки общее35
Десмачивание паяемого материала19
Длина паяного шва102
Зазор сборочный под пайку14
Затекание припоя в зазор17
Зона термического влияния100
Интервал активности паяльного флюса температурный28
Напряжения остаточные паяльные110
Пайка в активной газовой среде51
Пайка в вакууме53
Пайка в нейтральной газовой среде52
Пайка в печи60
Пайка волной припоя64
Пайка готовым припоем41
Пайка инфракрасными лучами73
Пайка нагревательными матами76
Пайка нагретым газом66
Пайка нагретыми блоками75
Пайка погружением в расплавленную соль63
Пайка погружением в расплавленный припой62
Пайка под давлением79
Пайка расплавлением полуды42
Пайка световыми лучами72
Пайка тлеющим разрядом70
Площадь растекания припоя23
Подрез при пайке109
Сечение паяного соединения характерное87
Скорость нагрева при пайке38
Скорость смачивания припоем по краевому углу смачивания36
Скорость смачивания припоем по площади растекания37
Соединение паяное внахлестку88
Соединение паяное вскос91
Соединение паяное встык90
Соединение паяное втавр92
Соединение паяное комбинированное94
Соединение паяное косостыковое91
Соединение паяное нахлесточное88
Соединение паяное несогласованное96
Соединение паяное согласованное95
Соединение паяное соприкасающееся93
Соединение паяное стыковое90
Соединение паяное тавровое92
Соединение паяное телескопическое89
Температура активности паяльного флюса максимальная30
Температура активности паяльного флюса минимальная29
Температура смачивания припоем25
Тип паяного соединения86
Толщина паяного шва101
Угол смачивания припоем краевой24
Участок паяного шва галтельный104
Цикл пайки термический27
Ширина паяного шва103
Эрозия при пайке химическая локальная108
Эрозия при пайке химическая общая107
(Flubmittelver zinnen); flubmittelloses
49, 50
Wirktemperaturbereich
28
Brazing thermal cycle
27
Cold clearance
14
Hot clearance
15
Soldering
1, 39
Soldering data
22
Soldering temperature
26
Soldering thermal cycle
27
Unbrazing temperature
31
Working temperature range of flux
28
Термин по
ГОСТ 17325-79
Термин по
ИСО 857-79
Определение по ИСО 857-79*
40. Высокотемпературная пайка
Твердая пайка
Операции, при которых металлические детали соединяются с помощью присадочного металла, имеющего температуру
39. Низкотемпературная пайка
Мягкая пайка
плавления ниже, чем температура плавления соединяемых деталей и смачивающего основной металл. Основной металл не
48. Пайкосварка
Пайкосварка
плавится при образовании соединения.
39. Низкотемпературная пайка
Мягкая пайка
Операция при которой металлические детали соединяются с помощью присадочного металла, имеющего температуру плавления ниже температуры плавления соединяемых деталей и ниже 450 °С и смачивающего основной металл. Основной металл не плавится при образовании соединения
40. Высокотемпературная пайка
Твердая пайка
Процесс соединения металлов, при котором во время или после нагревания расплавленный металл втягивается под действием капиллярной силы в зазор между прилегающими поверхностями соединяемых деталей. Температура плавления присадочного металла выше 450 °С, но всегда ниже температуры плавления основного металла
48. Пайкосварка
Пайкосварка (включая пайкосварку латунью)
Метод твердой пайки, при котором соединение открытого типа получается последовательно, подобно сварке плавлением, с помощью присадочного металла, температура плавления которого выше 450 °С
______________
* Текст графы «Определение по ИСО 857-79» соответствует оригиналу. — Примечание изготовителя базы данных.
- Государственный стандарт Союза ССР ГОСТ 17325-79 «Пайка и лужение. Основные термины и определения» (введен в действие постановлением Госстандарта СССР от 11 октября 1979 г. N 3914) (с изменениями и дополнениями)
- ГАРАНТ
- Соединение при пайке гост
- ПРИЛОЖЕНИЕ 1Справочное
- ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
Государственный стандарт Союза ССР ГОСТ 17325-79 «Пайка и лужение. Основные термины и определения» (введен в действие постановлением Госстандарта СССР от 11 октября 1979 г. N 3914) (с изменениями и дополнениями)
Для каждого понятия установлен один стандартизованный термин. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены «Ндп». Термины-синонимы без пометы «Ндп.» приведены в качестве справочных данных.
В случае, когда существенные признаки понятия содержатся в буквальном значении термина, определение не приведено и соответственно в графе «Определение» поставлен прочерк.
ГАРАНТ
Термины на немецком языке не приводятся
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке, и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма — светлым, а синонимы — курсивом.
Соединение при пайке гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные типы и параметры
Brazed and soldered joints. Main types and parameters
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 4 декабря 1973 г. N 2641
Проверен в 1989 г. Постановлением Госстандарта СССР от 26.06.89 N 2032 снято ограничение срока действия
ПЕРЕИЗДАНИЕ (сентябрь 1990 г) с Изменением N 1, утвержденным в феврале 1981 г. (ИУС 5-81)
1. Настоящий стандарт устанавливает основные типы паяных соединений, конструктивные элементы паяных швов, их обозначения и параметры.
2. Основные типы паяных соединений и их условные обозначения приведены в табл. 1.
3. Параметры конструктивных элементов паяных швов и их условные обозначения приведены в табл. 2.
Условное обозначение соединения
Наименование конструктивных элементов
Буквенное обозначение конструктивных элементов
Толщина основного материала
Угол соединения деталей
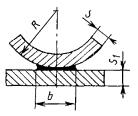
Радиус кривизны паяемой детали
6. Толщина шва определяется величиной сборочного зазора и физико-химическими свойствами паяемого материала и припоя. Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой» приведены в справочном приложении 1.
7. Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями, предъявляемыми к конструкции.
8. Толщина паяемого материала устанавливается при проектировании паяной конструкции.
4. Условные изображения и обозначения паяных швов на чертеже — по ГОСТ 2.313-68.
На стадии эскизного и технического проектов условное обозначение типа паяного соединения проставляют над полкой линии-выноски.
5. Рациональная форма галтели — вогнутый мениск.
6. Форма и конструктивные элементы швов паяных соединений, которые являются комбинацией основных типов, должны быть вычерчены с указанием размеров. Допускается не вычерчивать форму и конструктивные элементы швов комбинированных паяных соединений на электромонтажных чертежах.
7. Комбинированные паяные соединения, широко применяемые в отраслях промышленности, приведены в справочном приложении 2.
9. Условные обозначения швов паяных соединений, применяемые при переписке и в документации, кроме рабочих чертежей, должны состоять из:
б) размеров сечения и длины шва.
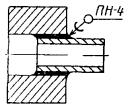
Пример условного обозначения паяного шва типа нахлесточный ПН-1, толщиной 0,05 мм, шириной 10 мм и длиной шва 150 мм:
ПН-1 0,05х10х150 ГОСТ 19249-73
Примечание. Буквенно-цифровые обозначения швов комбинированных паяных соединений состоят из буквенно-цифровых обозначений основных типов, например:
ПН-2 0,01х12х100 ПВ-1 0,02х5х100 ГОСТ 19249-73
ПРИЛОЖЕНИЕ 1Справочное
ВЕЛИЧИНЫ СБОРОЧНЫХ ЗАЗОРОВ ДЛЯ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ СОЧЕТАНИЙ»ПАЯЕМЫЙ МАТЕРИАЛ — ПРИПОЙ»
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры

1 . Настоящий стан дарт устанавли вает осн овные типы п аяных соеди нений, конструктивные элементы паяных т вои , их обозначени я и п араметры.
2 . Основ ные типы паяных соединен ий и их условные обозн ачения приве дены в табл. 1.
3 . Параметры конструктивных элементов паяных ш вов и их условные обозн ачен ия при ведены в табл . 2.
Тип п ая ного соеди нения
Хар а ктерное сечение паян ого соедин ения
У сл овн ое обозначение соед инен ия
















( Измененная ред акция, Изм . № 1 ).
Т и п соедине ния
Конструктивны е элемен ты паян ых швов
Наим ен ов ание конструктивн ых элементов
Б укв енное обозн аче ние кон структи вных элементов
Нах лесточный телеско пичес кий
Толщ ин а основного материала
Кос ос тык овой
Толщ и на основного матери ала
Толщи н а основного материала
Толщ и на основного материала
Угол соед ин ен ия деталей
Сопр и касающийся
Толщина ос н овного материала
Радиус крив и зны паяемой детали
1 — 5 . (Исключены, Изм . № 1 ).
6 . Толщина шва а определяется величиной сборочного зазора и физико-химическими свойствами паяемого материала и припоя. Величины сборочных зазоров для н аиболее распространенн ых сочетаний «паяемый материал — припой » приведены в справочном приложении 1.
7 . Величин а нахлестки определяется механи ческими свойствами паяемого материала, паяного шва и требовани ями предъявляемыми к конструкци и.
8 . Толщина паяемого материала S устанавливается при проектирова н ии паяной конструкции.
(Измененная редакция, Изм. № 1 ).
4 . Условн ые изображения и обозначения паяных швов на чертеже — по ГОСТ 2 .313-68 .
На стадии эскизного и технического проектов условное обозначение типа паяного сое д инения проставляют над полкой ли нии-вын ос ки .
5 . Рациональная форма галтели — вогнутый мениск.
6 . Форма и конструктивные эле менты шв ов паян ых соедин ений, которые являются комбинацией основных типов, должны быть вычерчен ы с указанием размеров . Доп ускается не вычерчивать форму и конструктивн ые элементы швов комбинированных п аян ых соедин ен ий на электромонтажн ых чертежах.
7 . Комбин иров ан ные паян ые соединен ия, широко при меняемые в отраслях промышленности, приведены в справочном приложении 2.
9 . Условные обозначен ия швов паян ых соединений, применяемые при пе реписке и в документаци и, кроме рабочих чертежей, должны состоять из:
б) размеров сечен и я и длины шва.
Прим ер ус ловно го обозначения паяного шва типа н ахлес точный ПН-1 , толщ иной 0 ,05 мм, ши риной 10 мм и длиной шва 150 мм:
ПН — 1 , 05×10 ×150 ГОСТ 19249-73
Пр им ечание . Бук в енно-цифровые обозначени я швов комбин ированных паяных со единений состоят из буквенно-цифровых обозначений основных типов, напри мер:
ПН- 2 ,01×12×100 П В —1 ,02 ×5×100 ГОСТ 19249-73
Rules for writing down operations and manufacturing steps.
Brazing, soldering and tinning
1. Настоящий стандарт устанавливает правила записи операций и переходов в технологических процессах пайки и лужения.
2. Устанавливаются полная и краткая формы записи наименования операций пайки и лужения.
(Измененная редакция. Изм. № 1).
3. Краткими наименованиями операций пайки и лужения являются соответственно «пайка» и «лужение».
4. Полное наименование операции пайки следует записывать в соответствии с приложением 1 по первым трем признакам. Например: «Пайка композиционным припоем в вакууме в печи».
(Измененная редакция, Изм. № 1).
5. Полное наименование операции лужения следует записывать в соответствии с приложением 2.
6. Допускается в полном наименовании операции отражать степень механизации и автоматизации операции пайки (лужения). Например: «Пайка композиционным припоем в вакууме в печи автоматическая».
7. Полное наименование операций пайки и лужения следует применять при маршрутном описании технологического процесса. При операционном описании в документах наименование операций следует записывать в краткой форме.
8. Допускается вместо наименования операции указывать ее код по «Классификатору технологических операций в машиностроении и приборостроении».
9. В содержание операции (перехода) должны входить:
— ключевое слово, выраженное глаголом в неопределенной форме («паять» или «лудить»);
— наименование способа пайки или лужения;
— наименование объектов пайки или лужения.
Наименование объектов не указывается, если они не обязательны для их идентификации.
Допускается по усмотрению разработчика документа включать в содержание операции (перехода):
— наименование способа принудительного заполнения зазора припоем;
— ссылку на документы, содержащие необходимую для выполнения операции (перехода) информацию.
10. Порядок формирования записи содержания операции (перехода) пайки проводят по схеме:
11. Порядок формирования записи содержания операции (перехода) лужения проводят по схеме:
Для однозначного понимания записи содержания операции (перехода) пайки или лужения в запись необходимо вводить соответственно слово «пайкой» или «лужением».
12. Запись содержания операции (перехода) следует выполнять в соответствии с приложением 6 (при отсутствии некоторых признаков в условном коде ставятся нули) — примеры 1- 3.
13. В содержании операции (перехода) должны быть отражены все необходимые действия по пайке (лужению) изделия или его составных частей, выполняемые в технической последовательности исполнителем или исполнителями на одном рабочем месте. Например, в содержании операции пайки могут присутствовать записи: «Протереть ацетоном поверхности, подлежащие пайке»; «Контроль ОТК сборки под пайку». В случае выполнения на данном рабочем месте прочих видов работ, кроме пайки, выполняемых другими исполнителями, их действия также следует отражать в содержании операции, руководствуясь соответствующими нормативно-техническими документами.
14. В документы следует включать записи, отражающие все необходимые требования и средства, обеспечивающие качество изделия (например, «При выполнении пайки обеспечить заполнение паяльного зазора на всю глубину»).
15. При текстовой записи информации в документах допускается применять сокращения слов и словосочетаний, приведенные в приложениях 1- 5. При этом необходимо следить, чтобы информация понималась однозначно.
16. При разработке документа следует отражать все необходимые требования и средства, обеспечивающие безопасность труда во время пайки.
Запись информации и оформление документа следует выполнять в соответствии с требованиями нормативно-технических документов системы стандартов безопасности труда.
17. Условные коды, приведенные в приложениях, следует применять только при формировании записи содержания операции или перехода. Запись условных кодов в технологические документы не требуется.

Вернуться в «Каталог государственных стандартов» (ГОСТ)




