

- Возможно ли сваривать стальные многожильные тросы
- #42 митрик
- #43 oleg1974
- #45 папаша
- Что значит оцинкованный
- Припой для проведения домашних работ, его состав и свойства
- Пайка оцинкованного железа в домашних условиях
- Как запаять разорванное изделие
- Пайка стали, меди, алюминия, нержавейки, оцинковки
- Пайка меди
- Пайка алюминия
- Пайка листов жести
- Пайка нержавеющей стали
- Пайка стали оловом
- Пайка стали латунью
- Как нагревать и охлаждать металл
- Техника безопасности при пайке стали в домашних условиях
- Преимущества оцинкованного троса
- Как паять оцинкованный трос
- Оборудование для проведения работ в домашних условиях
- #2 Reankor 2002
- #3 крышняк
- #5 Reankor 2002
- #6 якут
- #7 Reankor 2002
- #8 якут
- #9 Reankor 2002
- #10 якут
- #11 Reankor 2002
- #12 якут
- #13 Георгий 11
- #14 папаша
- #22 Георгий 11
- Сделать шарик на тросике электродом))
Возможно ли сваривать стальные многожильные тросы
Может не очень в тему, но многожильный тросик имеется
Есть у меня удлинитель для дрели. Использую как хиленькую ПШМ.
Подскажите, можно ли спасти её как то?
Пытался вставлять назад и зажимать, всё равно выдирает:

#42 митрик
Столько тут написали умного и правильного про недопустимость сварки грузовых канатов ,но вот почему-то фирменная(оригинальная) технология по замене оных на портальных кранах «Сокол» , «Кондор» , «Альбатрос» подразумевает приварку гайки к концу заменяемого каната.
#43 oleg1974
На экскаваторах ЭКГ 8,10 что бы легче поменять троса,обычно к старому тросу приваривают новый. Обвариваются сначала торцы краёв троссов,получаются края монолитные,отбивается шлак и нормально свариваются старый и новый трос. Варим обычно уонями 45,в 95% случаях успех!
#45 папаша

Получается нормально-ради бога,делайте.
В моей компании 3 года назад оборвался трос на 250т кране NMF.На гаке в это время висела турбина Роллс-Ройс для ТЭЦ в Сантосе ,стоимостью 57 млн.долларов.Страховщики-следователи первым делом кинулись изучать историю троса и крана.Благо,что все делали по инструкции,иначе пришлось бы компании лишиться таких денюжек.
Что значит оцинкованный
Это трос, который защищен от коррозии металла при помощи специального гальванического покрытия. Такие изделия отлично натягиваются и со временем не провисают.
Сам трос состоит из очень прочного материала и применяется, чтобы укреплять тяжелые предметы при транспортировке, используется в строительстве или в кораблестроении.
Продукт может выступать в трех видах завивки:
Стоимость троса, прошедшего оцинковку, зависит от того, сколько в нем нитей, какова длина и толщина изделия.
Уникальное покрытие разрешает применять изделие в довольно агрессивной для него среде. Оно не боится влагу, устойчив к морской воде и резким перепадам температуры, а также не ржавеет.

Припой для проведения домашних работ, его состав и свойства
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа. Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли. ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты;
- сравнительно низкая температура плавления;
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ;
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата;
- материалы могут использоваться для лужения заготовок;
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей;
- материалы после застывания жестко фиксируют детали между собой.
Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала.

Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при +180 о С;
- полное расплавление ПОС 30 происходит при температуре +256 о С;
- плотность – 10,1 кг/м3;
- кристаллизационный интервал – 73 о С;
- сопротивление действию на разрыв – 32 мПа.
Пайка оцинкованного железа в домашних условиях
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 о С. А при температуре +960 о С начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.

Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Как запаять разорванное изделие
В случае, если трос оборвался в неподходящий момент, не стоит отчаиваться и спешить в магазин за новым, так как можно отремонтировать поврежденный без каких-либо трудностей и финансовых затрат.
Сразу после того, как изделие оборвалось, оно имеет развязанные нити, которые не так легко выровнять руками, поэтому следует их обрезать немного, в этом вам помогут кусачки или напильник.
Как только отделили не нужную часть, трос нужно скрутить в конце и вытянуть из оболочки. Далее обрезаем саму оболочку на то же расстояние на которое стал короче трос и закругляем конец с помощью шлифовальной машины.
После проделанных работ с зачисткой тросика нужно с обрезанного куска снять наконечник и надеть на оболочку, которая стала в результате укороченной и вставить в нее трос. Теперь можно припаивать к тросу его конец и закруглить после всего с помощью напильника или болгарки.
Пайка стали, меди, алюминия, нержавейки, оцинковки

Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.

В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.

Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог « Aluminium -13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.

Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.

- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.

Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
- Припой. Лучше всего выбрать ПОС-30.
- Флюс — борная кислота или хлористый цинк.
- Паяльник мощностью не менее 40 Вт.
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.

Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.

Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Преимущества оцинкованного троса
К его достоинствам можно отнести:
- прочность на высшем уровне;
- устойчивость к высоким нагрузкам;
- стойкость в агрессивных средах;
- доступная цена.
В кораблестроении и судоходстве можно увидеть, как применяют тросы для погрузки или выгрузки предметов, а во время строительства используют в виде страховки или подъемных устройств.
Как паять оцинкованный трос
Стальные тросы, покрытые цинком, долго служат и являются нержавеющими. Такие изделия применяются для укрепления различных конструкций или при транспортировке груза.

Найти и купить такой трос не проблема – он продается в различных строительных магазинах или гипермаркетах, в крайнем случае – на рынке. Поэтому надежным вариантом является трос стальной оцинкованный, цена в КМП порадует ваш кошелек.
Оборудование для проведения работ в домашних условиях
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Доброго времени суток,коллеги.есть необходимость соединить стальной крановый трос.возможно ли сварить его электро- сваркой? это нужно для замены старого троса (протяжка без нагрузки. трос весит 1300кг.)если да, то каким способом?прошу ответить по возможности быстрей.
#2 Reankor 2002
Можно, берете трубу по диаметру, одеваете на трос, с выпуском 5-10 мм, обвариваете по торцу (типа электрозаклепку), другую сторону также, потом свариваете эти две трубы.
#3 крышняк

#5 Reankor 2002
Два одинаковых конца (заклепки), варятся уже как прут с зазором и проваром.

#6 якут
спасибо за ответ.но труба не подходит,так как трос протягивается через систему блоков на кране.начальство настаивает сварить в стык через обычную цепь в 3-4 звена. сами не зная о чем они говорят(далекие от сварки)
#7 Reankor 2002
Ну труба понятие растяжимое, это может быть колечко 5-10 мм, а после сварки зачистить балгаркой это кольцо, но оно надо для образования монолитного торца, что бы было что сваривать.
#8 якут
спасибо Игорь.меня еще интересует ; есть в этом процессе нарушение технологии и техн.безопасности.насколько я знаю что тросы соединяют спец соединениями.у меня возник спор с начальством.а как бы заварить я смогу но вдруг он лопнет и меня лишат лицензии.
#9 Reankor 2002
Нет, вообще трос не варится(по ГОСТам ), и даже если вы сварите его и он выдержит протяжку , это не значит что его можно использовать, это чистой воды кустарщина именно для таких ситуаций и на квалификацию сварщика это ни как не влияет, можете вообще этого не делать.
#10 якут
спец средство для соединения тросов называется . чулок. и он затягивает трос и еще при этом прокручивается вокруг своей оси.там спецальная собачка.если я сварю то трос тоже будет прокручиватся и накрутит не правильных витков.
#11 Reankor 2002
Общей длинны троса хватит прокрутится.
#12 якут
спасибо большое Игорь .мне надо было точно быть уверенным что так не варится по госту. всетаки мы в данный момент на параходе в африке и начальство просто жмет денги на чулок.а я не хочу что бы пострадали люди . всетаки кран большой и трос не маленький
#13 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

#14 папаша
На пароходе?Выбросить этот трос нах. В крайнем случае полностью спустить с грузового барабана и перевернуть обратной стороной -заделав новый огон на крепежный конец.Если бахнете груз или убьете кого -цена будет не сопоставима с ценой нового троса.Тросы грузовые ни в коем случае не сращивают.По правилам морского Регистра при износе троса на 10 % трос бракуется и меняется.Это я Вам как старший механик говорю совершенно серьезно.Ткните своих начальников носом в требования морского регистра-любого хоть Российского,хоть ABS/GL/BV-там все про браковку есть.В крайнем случае гляньте в мануал самого крана.
Грузовые шкентели и топенанты должны быть цельными по всей длине (без соединений, сплесней и надрыва стрендей). Запрещается применять в грузовых устройствах трос, если в любом его месте на длине, равной восьми диаметрам троса, общее количество лопнувших проволок превышает 10% всего числа проволок, а также ржавые и сильно деформированные тросы. Не разрешается подвергать тросы сильным изгибам. С этой целью диаметры шкивов блоков должны быть равны не менее 13 диаметрам троса для тросов, часто работающих в блоках, и не менее 7,5 диаметрам для тросов, работающих эпизодически.

якут ,Ну, как Вам Папаша подсказал, поищите правила Морского регистра на этот случай, ежели Инет присутствует. Хотя, нам здесь легко Вас учить, сидя дома. У Вас там свои реалии, полагаю — или сделай, или .
#22 Георгий 11
О, Папаша подключился. Он точно в теме. Сам вспоминаю занятия по такелажной практике — шкипер рейда нам буквально вбил в головы : стальные тросы (чалки, стропы, «пауки» и так далее) со сваркой несовместимы априори. Никакого термического воздействия, иначе трос — в утиль! Под страхом ответственности от выговора на рабочем месте, и до уголовной при ЧП с серьезными последствиями — кран поднял, строп — в клочья. Есть же методы и технологии сращивания стальных тросов. Сам только «шкиперскую петлю» вязать умею.
спасибо большое .мне бы ГОСТовскую бумагу им в морду показать,а то наседают плотно (в смысле . — а вот мы когда- то так делали) я рискую своей лицензией из-за глупости и жадности кэпа.
есть ли у Вас возможность дать ссылку на сайт где я могу найти эти запреты на сварку тросов.я работаю в немецкой компании и если узнают это суперинтенданты что я варил трос то меня просто попрут. кеп пошел на принцип после моего отказа варить.
Сделать шарик на тросике электродом))
Вчера оторвалась стопорная фигулька от троса сцепления. Хотел попробовать сделать на тросе шарик на конце — окончательно сжег остатки троса)))) Даже на 35А он тупо сгорает. Может, есть какая-то хитрость? Мало ли, в будущем опять придется такой фигней знаиматься.
Можешь так сделать если нет претензии к внешнему виду: есть винты с отверстием на резьбовой части так вот просовываешь туда трос и контришь гайкой. У меня уже давно такая система на тросе сцепления и все ок.
Ага. Я даже подумываю сделать какой-нибудь зажим на рычаге выжима сцепла, что на коробке находится — это позволило бы использовать вообще любые тросики.
Возьми гайку на 6, расплющи молотком. В идеале — сверху надень кусок стальной трубочки, разрезанной вдоль до середины.
Ну у меня там примерно так и было сделано — трос полусамопальный был)) Только там не гайка, а вытяжная заклепка без сердечника была запрессована.
Шарик на тросике будет ерунда. Ломкий будет. А если отпустить, будет рваться. Подобные «шарики» использовались раньше в ламповой радиоаппаратуре, на медных проводах. Годах 50х. Делалось при помощи мощного низковольтного трансформатора (типа «выжигателя» 🙂 ) включаещегося коротким импульсом. Чтото вроде точечной сварки. в старых книгах по радио были даже рекомендации по изготовлению подобного аппарата.
возьми наконечник от спицы тот что с резьбой просверли и просунь в просверленную дырку трос и зажми винтиком подходящим и вуаля многоразовая система готова
Медную проволоку 1 мм намотай плотно в виде бобышки и пропаяй оловом с паяльной кислотой. Потом тщательно вымой и пользуйся
Можно использовать латунную трубку подходящего диаметра. Отверстие под тросик сверлится поперек трубки, в него вставляется облуженый тросик и через отверстие в трубке заливается припоем. Естественно все это делается с паяльной кислотой.
Я за пайку с кислотой. Делал так — все держалось. Можно TIGом заварить аккуратно на обратной полярности. )))
На кончик тросика одевал гаечку малюсенкую, на 2.5 мм внутренним и слегка приплюснул молотком. Плавил свинец в ложке газовой горелкой и окунал кончик тросика, предварительно смоченый в паяльной кислоте, пять окунаний и плямбочка готова. Потом обязательно промыть водой.
Обычная гайка с резьбой на 6 которая под ключик на 10, в дорожных условиях можно расплющить обычным камнем с обочины, пару раз так спасался 🙂 А по хорошему лудьше нормальный новый трос с заводскими бобышками.
Я тросик подобрал от мотоблока, пришлось только поменять регулировочный винт на тросу, там резьба крупнее была, но сам трос и рубашка намного качественнее и больше по диаметру.
можно использовать зажим от габаритов-поворотников коляски. вставляешь трос и закручиваешь. вообще для колясочника советую внедрить подходящую по диаметру жесткую проволоку. колхоз конечно, но у меня 4 года продержалась вместе с теми зажимами от габаритов
Не паяли вы трос сцепления от Харлея . На нем олово в принципе не держится. Усилия не те .
Вот ты считаешь всех кругом настолько косорукими? Да действительно паяется, вот только тросик из бобышки выдирает усилием.
Всегда вожу с собой пару запасных втулочок: длина 10, диаметр 10, внутри резьба м6, посредине скозное отв. под тросик. Вставил тросик в отв. втулки, закрутил два болтика с обох концов, зажав этот самый тросик и многоразовая бобышка в рычаги сцепления или переднего тормоза готова.
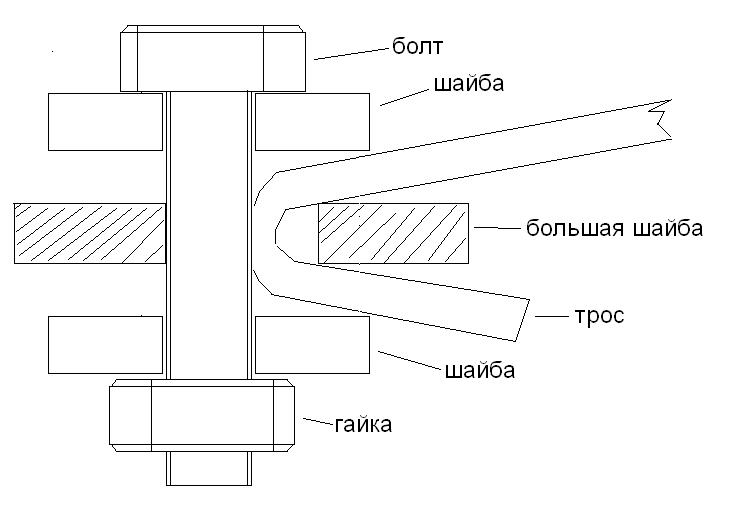
несколько раз делал в дороге наконечник из винтика или болтика, гайки и нескольких шайб. Кончик тросса загибал пассатижами. Продевал его в шайбу с внутренним диаметром, примерно равным диаметр винта плюс диаметр троса. И зажимал винтом с двумя шайбами. При соответствующих размерах держало и на автомобильных тросах сцепления
да фигня всё это. ставим везде гидравлику и не паримся по поводу тросиков:)) и начинаем париться над манжетами,супортами, цилиндрами, шлангами и т.д.:-(
От жеж ты колхозник. Ну купи ты новый трос, в городе живешь — в чем проблема?
Трос не варят, его паяют с припоем(канифоль или кислота). Если нет паяльника, то зажми бобышку пассатижами, разогрей конец троса вместе с бобышкой утюгом или строительным термофеном, или хоть на старой сковороде (открытый огонь использовать нельзя, тк образуется окисл) и наплавь оловянную проволочку прямо на трос. Увидишь, как олово протекает по жилам троса. Незабудь сразу укоротить рубашку на ту же длинну, что и трос. На рынке я из кучи тросов выбрал всего один с нормальными наконечниками. Новое сегодня не значит лучшее.
Автор, мысля отличная. Аргоновым или кемпи наплавь большой шарик, потом уж его доведи оловом или напильником до состояния нужного тебе наконечника. Без шарика припой 100 процентов со временем слезет с троса, если усилие приличное применять (плавали — знаем). Все способы с зажиманием болтом и прочие подобные хоть и рабочие, но имхо колхоз. _______________________________________________ Нет рабства безнадёжней, чем рабство тех рабов, Себя кто полагает, свободным от оков.
По поводу самих тросов. Использую от «ипонцких» 🙂 машин. Трос что открывает крышку лючка на заправочной горловине. Там очень хорошая броня и сам трос тоже классный :). можно трос от багажника и т.п.
попробуй варить угольным электродом..
Хорошо оплавить тросик с наплывным шариком- можно. Подобную операцию часто проделывают слесаря КИП и А на заводах, когда изготавливают термопары. Там на кончике двух скрученных проволочек и получается спайка в виде шарика. Секрет такой спайки заключается в том, что спайка происходит в специальной среде- в порошке специальной буры. Так и в нашем случае необходима такая среда. Нужно взять порошок паяльной буры или также истолочь в порошок обитую с электрода обмазку. Полученный порошок насыпать в маленькую металлическую ёмкость по типу маленького глубокого блюдечка. Блюдечко подключить к зажиму сварочного аппарата, а сам тросик к электродержателю сварочного аппарата. Сварка происходит в этом блюдичке под слоем буры. Прикасаться к дну блюдечка тросиком нельзя, а то привариваться трос будет. Оплавление кончика троса происходит почти мгновенно. Следует потренироваться сначала. Зато потом можно оплавленный шарик получить какой хочешь и прочный. Следует ещё подрегулировать силу сварочного тока сварочного аппарата.
Надо кстати в аргоне попробовать — может тоже получится.
я паял себе оловом и кислотой на обычной газ плите и все норм . держиться.
Таж фигня но маленькой газовой горелочкой — все отлично держится. Но припой нужен твердый (ПОС-40) а не мягкий радиомонтажный (ПОС-61).




