

- Сварные балки – соединение двутавровых балок
- Порядок использования инвертора
- Правильно подбираем модель
- Применение прямой и обратной полярности
- Введение в вопрос
- Преимущества сварного трубопроката
- Соединение пластиковых трубопроводов
- Технология сварки электродуговым способом
- Разделка кромок
- Сварка под давлением
- Режимы автоматической сварки
- Сварка плавлением
- Рекомендации при проведении работ
Сварные балки – соединение двутавровых балок

Каждый рабочий вне зависимости от категории сварочных работ, обязан ставить особое клеймо на расстоянии 3-5 см от шва.
Для того чтобы начать сваривать трубопроводы, нужно знать некоторые требования, которые предъявляются к материалам. Также для совершения данной операции нужно иметь соответствующую подготовку и квалификацию. Немаловажным фактором является опыт и состояние здоровья.
Так, для того чтобы произвести сварку того или иного трубопровода, нужно знать некоторые параметры как самого трубопровода, так и материала шва. Металл шва должен иметь пластичность и прочность не ниже аналогичных показателей основного металла трубопровода.
Сварщики, которые приступают к сварке металлов категорий 1-4, должны пройти инструктаж по технике безопасности. К тому же данные рабочие обязаны иметь удостоверение, которое подтверждает сдачу испытаний. Данные пункты прописаны в основных нормативных документах.
Касательно сварочных работ 5 категории, надо сказать следующее. К ним допускаются рабочие, которые не проходили испытаний. Достаточным условием для допуска к подобным работам является небольшое испытание, которое заключается в успешном исполнении пробных стыков 5 категории. Вне зависимости от категории сварочных работ, каждый рабочий обязан ставить особое клеймо на расстоянии 3-5 см от шва.

Для того чтобы произвести сварку технологических трубопроводов, нужно их сперва к этой операции подготовить. От данного процесса во многом зависит конечное качество работ. Пренебрежение этим процессом может стоить не только качества готового продукта, но и здоровья рабочего.
Для того чтобы правильно подготовить трубопроводы под сварку, нужно точно следовать всем предписаниям и имеющимся чертежам. Первым этапом подготовки труб к сварке является их нарезка согласно чертежам. Делать это следует осторожно, следя за соблюдением изначально утвержденных размеров.
Далее производится обработка стыковых кромок, которые будут свариваться. Данная процедура включает создание скоса (обработка), окончательную зачистку и центровку кромок. Производя данные операции, нужно соблюдать точность и хорошо разбираться в технологическом процессе.
Угол скоса должен иметь значение, которое указано в чертежных документах. Здесь нужно быть очень осторожным и внимательным. Для контроля соответствия угла скоса заданным параметрам существует специальный инструмент — шаблон. Именно с помощью него нужно проверять правильность значения угла.
Согласно технологическим требованиям, торцы труб обязательно должны быть перпендикулярны продольной горизонтали. Для проверки этих параметров используют такие инструменты, как угольник и линейка. Грамотное определение данных параметров влияет на точность состыковки составляющих труб.

Конечная очистка подразумевает избавление стыков труб от всех веществ, которые могут ухудшить качества сварки. К таким веществам относятся: масло, ржавчина, окисления, грязь и т. д. Очистка должна охватывать пространства 20-15 миллиметров от стыка по всем направлениям. Производится данная операция при помощи металлических щеток. Также можно использовать шлифовальные машинки или же шарошки.
Последней процедурой, после которой отрезки труб будут полностью готовы к сварке, является центровка стыков. От этой операции зависит точность соединения. Правильно исполненная центровка обеспечивают точное совпадение стыков труб и их элементов. Данную операцию должен производить только опытный рабочий
Есть несколько плюсов:
 Величина тока. При открытой дуге величина тока не может превышать 600 ампер. В случае превышения этого показателя металл начинает очень сильно разбрызгиваться и получение качественного сварного шва становится невозможным. В случае закрытой дуги величина тока может быть увеличена до 4000 ампер. Что, в свою очередь, приводит к резкому повышению качества сварного шва и значительному увеличению скорости всего процесса в целом.
Величина тока. При открытой дуге величина тока не может превышать 600 ампер. В случае превышения этого показателя металл начинает очень сильно разбрызгиваться и получение качественного сварного шва становится невозможным. В случае закрытой дуги величина тока может быть увеличена до 4000 ампер. Что, в свою очередь, приводит к резкому повышению качества сварного шва и значительному увеличению скорости всего процесса в целом.- Мощность дуги. Закрытая дуга имеет более высокую мощность. Как следствие, свариваемый металл расплавляется на большую глубину в процессе сварки. Это, в свою очередь, позволяет не делать разделку кромок под сварку (один из этапов предварительной подготовки). Открытая дуга относительно маломощна и без предварительной разделки кромок хороший сварочный шов получить невозможно.
- Производительность. Под этим термином понимают метраж шва, за час работы дуги. Применение флюса повышает производительность сварочного процесса в 10 раз, по сравнению с традиционной сваркой.
- Газовый пузырь. Формирование из расплавленного флюса защитного газового пузыря приводит к целому ряду положительных результатов. Значительно сокращаются потери расплавленного металла в результате разбрызгивания и угара. Что, в свою очередь, приводит к более экономному расходованию электродной проволоки. При этом сокращаются общие расходы электроэнергии.
Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.).
Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой.
Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
При этом оба вида сварки можно поделить на категории:
- Пластическая (сварка давлением);
- Сварка плавлением металла электрода и припоя.

К каждому из методов соединения металла предъявляются определенные требования, которых стоит придерживаться для получения высокого качества сварного шва.
Важно: сварочные работы производят в основном промышленным швом, который соответствует СНиП III-Г.9—62. Соблюдение норм и правил позволяет поучить шов высокого качества. При выполнении работ в основном используют автоматическое или полуавтоматическое оборудование.
Необходимые для сварки труб материалы:
- кислород – среда, в которой при достаточной температуре горит газовая смесь; качество используемого материла обеспечивает долгое горение и достижение необходимой температуры;
- ацетилен – также хорошо горящий газ, применяется не менее часто;
- другие горючие газы (пары керосина, пропан, метан и др.) – используются относительно редко, однако вполне допустимы при условии, что температура горения в два раза превышает температуру плавления металлического прутка;
- проволока для сварки – является присадочным веществом, именно ею заполняется пространство между соединяемыми элементами; при проведении процесса следует подбирать материал проволоки, по свойствам максимально близкий к веществу, из которого изготовлены соединяемые элементы;
- флюс – применяется для предотвращения излишнего окисления материала свариваемых деталей; независимо от формы, в которой представлен флюс – порошок или паста – принцип его действия одинаков: во время разогрева изделий вещество поднимается кверху и создаёт защитный слой, предотвращающий доступ к металлу воздуха.
Получаемые при сварке швы можно классифицировать, опираясь на несколько признаков.
По местонахождению швы подразделяются на:
- потолочные;
- горизонтальные;
- вертикальные;
- нижние.
Последнее расположение швов наиболее предпочтительно, именно поэтому, когда позволяют обстоятельства, приоритетной является сварка поворотных стыков труб, во время которой скрепляемые изделия равномерно поворачивают так, чтобы работа проходила всегда с нижней позицией шва.
Как следует из названий, в первом случае сварку выполняют по всей линии шва отдельными отрезками, напоминающими пунктир. При использовании второго метода шов непрерывен.

Классификация по видам соединения довольно обширна, в частности, стыковой метод включает в себя больше тридцати способов.
Однако в целом можно выделить четыре большие группы соединений:
- Стыковые. В этом случае элементы конструкции соединяют по единой общей оси.
- Нахлёсточные. Одно изделие с нахлёстом покрывает второе.
- Тавровые. В результате скрепления элементов таким образом получается повёрнутая на 180° буква «Т».
- Угловые. Как следует из названия, при использовании такого соединения свариваемые детали располагаются под заданным углом.
Несмотря на стремительное развитие технологий, практически невозможно представить, что в ближайшем будущем в процессе возведения различного назначения зданий и сооружений, а также при прокладке коммуникаций что-либо заменит стальные трубы.

Прокладка подземных и надземных систем отопления, водопроводов и газопроводов была бы невозможна без стального трубопроката различного диаметра.
Прокладка подземных и надземных систем отопления, водопроводов и газопроводов была бы невозможна без стального трубопроката различного диаметра. Он активно используется в качестве составных частей всевозможных машин и механизмов, включая сложнейшее технологическое оборудование, а также в сельском хозяйстве и в процессе строительства, где успешно выполняет роль прочной, но легкой арматуры и может служить основой при возведении каркасов зданий.
Отдельную категорию составляет труба сварная, изготовленная из нержавеющей стали. Благодаря своим уникальным эксплуатационным характеристикам, они широко применяются в пищевой, химической, энергетической и фармацевтической промышленности. А высокая эстетическая привлекательность таких изделий из нержавеющей стали позволяет использовать их в современной архитектуре и оформлении интерьеров помещений различного назначения.
Главным материалом для изготовления сварных труб на сегодняшний день является металл: стальные листы толщиной до 50 мм или находящаяся в рулонах стальная лента различной толщины. Наиболее востребован в современной экономике сварной трубопрокат большого диаметра из низколегированной или углеродистой стали.
Особенностью данной стали является содержание определенного количества углерода при отсутствии или минимальном количестве легирующих элементов. В зависимости от конкретного содержания углерода в материале, сталь для производства труб делится на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую.

Повышение содержания в составе стали углерода приводит к ощутимому повышению прочности сварной трубы в нормальных условиях эксплуатации.
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
- Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов;
- Выбираете режим сварочного тока и тип электрода. Здесь важно рассмотреть как материал, так и параметры сварного шва;
- Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций;
- К держателю электрода подключаем минус;
- Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Правильно подбираем модель

При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов.
Для всех агрегатов доступна как прямая, так и обратная полярность при сварке инвертором. Но такие инверторы должны обладать дополнительными характеристиками, от которых зависит сфера применения, скорость и комфортность выполненных работ. И потому необходимо профессионально подойти к выбору сварочного инвертора. Рекомендуемый функционал такого агрегата следующий:
 Горячий старт для формирования дуги скорым темпом;
Горячий старт для формирования дуги скорым темпом;- Антиприлипание позволяет сформировать правильный по форме шов (максимально ровный);
- Автоматически активируется при наличии на конце электрода расплавленного металла. Короткое по времени повышение тока позволит избежать прилипания;
- Переменный ток для работы с алюминиевыми заготовками;
- Для работы в помещениях с повышенной влажностью или маленькой площади необходимо наличие сниженного значения холостого хода;
- Также важен тип индикации, в идеале цифровые обозначения параметра.
Кроме того, нужно четко выбрать сварочный ток, так как он напрямую зависит от диаметра используемого электрода и толщины материала. Чаще всего применяются электроды марки АНО и МР, которые подходят для создания шва на металлических поверхностях. Если нужно сварить алюминиевые конструкции или из нескольких сплавов, то понадобятся специальные материалы, в том числе присадки.
Применение прямой и обратной полярности
Смена полярности происходит из-за текущих процессов. Кроме подбора основных параметров, можно поменять местами подключенные клеммы. В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
Прямая полярность нужна в тех случаях, когда обрабатываются глубокие швы при толстой заготовке. Здесь к электроду подключается минус, металл имеет плюс. Также такую полярность хорошо применить при сварке чугуна и глубоким проплавлением главного металла (алюминий, железо и так далее).
Обратная полярность (плюс к электроду, минус к металлу). Металл холодный, электрод нагревается. Применяется только для тонкостенных заготовок, так как электрод очень быстро выходит из строя. В зависимости от целей процесса, мастер применяет один из режимов работы. Также следует учесть, что при переменном токе происходит сварка низкоуглеродистых сталей электродами из рутилового покрытия, при наличии магнитного дутья толстолистовых конструкций из низкоуглеродистых сталей. Здесь нет зависимости от типа полярности, можно применять любую удобную для начинающего специалиста.
Подведем итог. Мы рассмотрели, что представляет собой сварочный инвертор и для чего необходимо знать о прямой и обратной полярности. Нередко начинающие мастера не знают особенностей работы, из-за чего возникают трудности при проплавлении металла или сварке конструкций из различных сплавов. Однако производить смену полярностей достаточно просто.
Введение в вопрос
Технологические трубопроводы изготавливаются и монтируются разными способами. Однако самым распространенным и самым приемлемым из них является сварка. Данная операция проводится промышленным методом, где активно используется автоматическая или же полуавтоматическая сварка.

Технологические трубопроводы монтируются и изготавливаются разными способами, но самым распространенным является сварка.
Тут нами будет рассмотрена технология сварки труб. Промышленным способом можно сваривать трубопроводы как из металлического материала, так и из неметаллического.

Каждый из этих способов делится на ряд методов. Например, сварка давлением подразделяется на:
- Холодную;
- Газопрессовую;
- Прессовую;
- Трением;
- Термитную;
- Контактную;
- Ультразвуком.
Если говорить про сварку плавлением, то тут существуют следующие разновидности:
- Электродуговая в среде защитных газов;
- Электродуговая под флюсом;
- Электродуговая ручная;
- Электрошлакова;
- Газовая.
В эти списки не вошли еще несколько довольно успешно использующихся способов. Дело в том, что они начали внедряться только недавно. Речь идет о сварке электродными проволоками (порошковой и голой), а также о стыковой сварке, которая производится при высокочастотном нагреве. Данные способы весьма современны, и их технологические показатели выше, чем у других способов.
Нужно сказать, что самыми распространенными на сегодняшний день способами сварки являются те, которые производятся плавлением. Это ручная газовая и электродуговая, автоматическая и полуавтоматическая, электроконтактная стыковая и электродуговая виды сварки.
Преимущества сварного трубопроката

При сваривании трубы используются следующие виды соединений: стыковые, угловые, нахлесточные.
Для разного вида труб, имеющих различное назначение, используются разные виды сварки. Однако практически всегда используется электрический переменный ток. Это связано с тем, что использование именно этого вида электроэнергии является более выгодным с точки зрения экономии, чем запитка от источника постоянного электрического тока.
При сваривании трубы используются следующие виды соединений:
- Стыковые;
- Угловые (под углом);
- Нахлесточные.
Каждый из них делится еще на ряд подвидов, различающихся такими параметрами, как количество швов, наличие или же отсутствие скоса кромок, способ состыковки и т. д.
Самым прочным видом сварки является стыковая. Технология такого сваривания позволяет делать различные соединения под многими углами, что незначительным образом влияет на прочность соединения. При стыковом соединении выделяются два вида стыков: продольные и поперечные. Для сварки трубопроводов обычно используются поперечные стыки, позволяющие заварить всю окружность диаметра труб. Продольные же нужны для сварки деталей труб.

Схема стыкового и углового соединения.
Стыковая сварка может производиться с использованием одинарного или же двойного шва. Последний вариант увеличивает прочность соединения. Таким образом одинарный шов используется в трубах с условным проходом диаметром до 500 мм, а двойной — в трубах с диаметром условного прохода свыше 600 мм.
Стыковая сварка подразумевает и использование подкладных колец для увеличения прочности. Однако технология производства труб такова, что использование подкладных колец неразумно, так как они будут уменьшать собою условный проход, создавая уменьшение диаметра, и создавать повышенное сопротивление при эксплуатации трубы.
Еще один подвид стыковой сварки — сваривание под углом — используется при соединении трубы с какими-либо дополнительными деталями. Сварка под углом может быть как со скосом кромки, так и без скоса. Прочность такого вида соединения чуть ниже, чем у представленного выше.

Схема нахлесточного соединения.
Последним видом сварочного соединения является стыковка внахлест. Данный вид соединения самый непрочный из представленных. Однако в некоторых случаях его применение является обоснованным. Его никогда не применяют для соединения металлических труб, а только для приварки некоторых деталей. Для соединения этот способ применяют только в случае, если материалом труб является пластик или же прочие неметаллические материалы. В некоторых случаях сварку внахлест используют для труб из цветных металлов.
Технология сварки внахлест предполагает три разновидности этой операции: в нижнем положении сварочного шва, в верхнем и в вертикальном. Нахлесточные стыки бывают поворотными и неповоротными. Говоря о последнем, надо отметить его сложность и затратность.
Самым простым швом является шов в нижнем положении. Изготавливая стандартные трубы, используют именно этот вид шва, который создает поворотный стык. Для того чтобы изготовить технологически более сложные трубопроводы, используют неповоротный стык и шов в вертикальном или же верхнем положении.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!

Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
https://www.youtube.com/watch?v=eNo05v10ToM
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
В целом, процесс сварки применяется в тех случаях, когда необходимо выполнить неразъёмное соединение двух элементов оборудуемой конструкции. В качестве примера можно привести сварку трубопроводов ручной дуговой сваркой.
По материалу соединяемых изделий ограничений нет, можно сваривать как стальные, так и полимерные, медные и даже стеклянные изделия.
По типу воздействия на материал сварку можно разделить на две группы:
- Сварка, проходящая под давлением.
- Сварка при повышенной температуре – методом плавления.
В числе методов сварки под давлением можно назвать:
- соединение составляющих ультразвуком;
- контактное скрепление;
- сварку методом трения;
- соединение под прессами или газовыми прессами;
- термитное скрепление;
- холодную сварку.
Соединение пластиковых трубопроводов
Аппарат для сварки труб ПНД представляет собой паяльник, состоящий из нагревательного тэна (в форме цилиндра либо пластины), на котором фиксируются насадки под соединяющиеся трубу и фитинг.

Предлагаем вашему вниманию проверенный инструмент для пайки ПВХ и ПДН изделий в разных ценовых категориях:
- REMS 63FM – соединяет трубопроводы диаметром до 63 мм, стоимость – 25 тыс. рублей, инструмент предназначен для профессионального использования;
- Gerat Weld 75-110 – в комплекте идут насадки под трубопроводы диаметром до 110 мм, стоимость – 6 т. р., оптимальный инструмент по соотношению цены и качества;
- Brima TG-161 – насадки 20-63 мм, стоимость 3 тысячи, лучший по надежности аппарат в дешевой ценовой категории.
Для выполнения работ вам также потребуются следующие приспособления:
- ножницы для нарезки ПВХ;
- фаскосниматель – для удаления заусениц;
- калибратор – для выравнивания окружности после нарезки.

Технология спайки пластиковых труб
Технология соединения ПВХ труб методом высокотемпературной сварки:
- Труба обрезается под прямым углом специальными ножницами и выравнивается калибратором.
- Фаскосниматалем с торца удаляются заусеницы (приспособление можно заменить наждачной бумагой и напильником).
- Стыкующиеся кромки очищаются и обезжиривается, паяльник подключается к электросети и прогревается до рабочей температуры (250-300 градусов).
- На насадки паяльника одеваются труба и фитинг, выжидается время их прогрева (6-12 сек), после чего детали снимаются и стыкуются между собой – труба вдавливается в фитинг до упора и фиксируется в неподвижном положении в течении 2-ух минут.
Не допускается принудительное охлаждение соединенной конструкции в холодной воде.
Технология сварки электродуговым способом
Суть процесса – прогревание торцов скрепляемых элементов в пламени газокислородной смеси с одновременным наполнением пространства между соединяемыми деталями веществом специально плавящегося металлического прутка.

Газовое соединение любых конструкций, в том числе сварка трубопроводов, может осуществляться двумя методами, однако подготовительные операции в обоих случаях одинаковы.
Перед началом сварки необходимо:
- Тщательно очистить поверхности соединяемых деталей от жира, грязи и прочих инородных веществ.
- Обработать кромки изделий. Подготовка кромок труб под сварку обязательна при толщине стенок скрепляемых труб более 3,5 мм, в этом случае производят скашивание кромок, поскольку равномерно прогреть металл при такой толщине практически невозможно. Если же толщина труб меньше, скашивать кромки не нужно.
Методы проведения процесса:
- Слева направо. Горелкой нагревают уже готовый отрезок шва, металлическую проволоку продвигают, следуя за пламенем. Такой способ позволяет увеличить скорость работ примерно на четверть, снизив при этом количество расходуемого газа. Применяется метод обычно для труб с толщиной стенок от 5 мм.
- Справа налево. Горелка прогревает ещё не скреплённые места соединения, проволока в движении опережает пламя. Процесс более долог и расход газовой смеси выше, однако сваренное таким образом изделие имеет более привлекательный товарный вид. Применяется сварка справа налево для соединения труб с тонкими стенками.
При соединении элементов таким методом края скрепляемых изделий прогреваются под воздействием дугового разряда электрического тока.
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
К изготовлению двутавровых балок методом сварки предъявляются строгие требования, готовые изделия должны быть прочными, надежными, качественными и высокой плотности. Одной из главных целей производителя является уменьшение расхода металла и сохранение прочностных характеристик. Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок.

Обустраивая дом или делая ремонт в жилище, вы можете проложить систему трубопровода самостоятельно. Если речь идет о стальных коммуникациях, то можно использовать электросварку. В результате удается получить прочное соединение, которое получается благодаря протеканию термохимических процессов, при этом используются электроды-проводники.
Какими бы ни были сварочные работы, они требуют от мастера опыта и знаний, которые применяются в процессе. Если вы только ещё учитесь, то можно для начала ознакомиться с теоретической стороной вопроса.
Как и для стального, для полипропиленового трубопровода тоже требуется соответствующее оборудование для сварки.
Однако практика показывает, что последняя технология гораздо легче, чем та, о которой пойдет речь в статье.
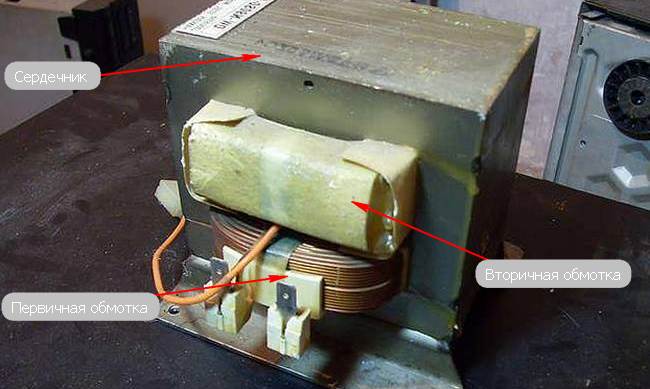
Сварка трубопровода начинается с подготовки поверхности. Важно убедиться в том, что она сухая и ровная. На следующем этапе нужно выбрать источник тока. От этого зависит качество обучения. Это могут быть компактные инверторы или тяжёлые трансформаторы. С их помощью высокое напряжение можно преобразовать в низкое вторичной электроцепи.
Для домашних работ наиболее предпочтительным вариантом станет электросварка. В эксплуатации трансформатор более прост. Он обладает преимуществами, выраженными в безотказности в эксплуатации и выносливости. Инверторная аппаратура имеет менее внушительные размеры, кроме того, позволяет регулировать режимы работы.
Разделка кромок
Технологически более правильно при соединении труб с толщиной стенки от 3 мм перед сваркой выполнять операцию разделки кромок изделий. При учёте этой рекомендации сварной шов будет более равномерным, пролегающим по всей толщине материала.
Таким образом, при использовании этого метода швы располагаются послойно, причём сечение каждого слоя невелико, следовательно, напряжение металла сводится к минимуму.

При разделке кромок углы можно задавать в диапазоне 25-50°. Точно подобрать значение этого параметра можно, исходя из исходных параметров: толщины стенок труб, избранного метода сварных работ и вида соединений.
Сварка под давлением
Как уже говорилось ранее, существует множество видов сварок, которые позволяют соединить трубопроводы. Технологические отличия каждого из этих способов позволяют использовать их относительно разных материалов и согласно различным целям. Мы же разберем здесь такой вид соединения труб, как сварка под давлением.

Схема сварки под давлением.
Технологические особенности такого способа соединения трубопроводов заключаются в следующем. Для сварки используется высокая температура, которая нагревает поверхности соединяемых деталей. Нагревание это происходит посредством нагревательного элемента, который вставляется между элементами. Нагреваемый материал доводится до температуры текучести, после чего нагревательный элемент извлекается. Нагретые же части соединяются под сильным давлением и охлаждаются. Это приводит к стыковке и схватыванию.
Сварка под давлением имеет ряд преимуществ, в числе которых и технологические. Однако основным преимуществом сварки под давлением являются ее физические показатели. Так, главнейший параметр, такой как прочность, у сварки под давлением намного выше, чем у прутковой или же еще какой. Нужно отметить, что такой вид сварки как нельзя лучше подходит для соединения трубопроводов большого диаметра.
https://www.youtube.com/watch?v=DdeJovXL5PQ
Для того чтобы произвести сварку под давлением, вам понадобится нагревательный элемент. Этот инструмент имеет плоскую поверхность, что является обязательным условием для соединения трубопроводов. Данное приспособление может изменять значение диаметра, нужного для тех или иных трубопроводов.
Для того чтобы произвести качественную сварку под давлением, вам нужно учитывать несколько параметров. Главнейшим из них является температура нагрева. Она должна быть достаточно высокой. Сварка под давлением должна производиться в состоянии доведения металла до температуры текучести.
Другим параметром, влияющим на качество соединения при сварке под давлением, является продолжительность нагрева. Чем больше этот показатель, тем более качественным и приспособленным к стыку будет металл трубопроводов. Это состояние металла должно соответствовать усилиям, которые прилагаются давлением.
И последним параметром является усилие, которое создается давлением. Это усилие должно быть довольно высоким, чтобы обеспечить качественную, прочную и надежную стыковку трубопроводов. Усилие, создаваемое давлением, должно прилагаться с обеих сторон, и обязательно равномерно.
Режимы автоматической сварки
На режим процесса влияют такие факторы, как:
- сечение используемого электрода;
- сила электрического тока;
- технологические параметры аппарата для сварки;
- дуговое напряжение;
- природа используемого электрического тока (постоянный или переменный);
- полярность тока (прямая или обратная);
- скорость движения электрода.

Например, при соединении элементов методом стык в стык, электрод для сварки труб следует перемещать плавно, не торопясь, с целью обеспечить достаточное оплавление соприкасающихся торцов изделий и насыщение зазора между ними достаточного количества металлической проволоки.
Чтобы достичь наибольшей скорости процесса, силу тока следует выставить на максимальное значение, однако нельзя забывать, что в этом случае возможно перегревание электрода, которое в итоге приведёт к его порче, а следовательно, ухудшению качества сварного шва.
При выборе режима учитывают сразу несколько факторов. К этим факторам относится толщина сварочных кромок, размеры будущего шва и его геометрическая форма, глубина плавления метала в зоне сварки.
В зависимости от свариваемой толщины выбирают соответствующий диаметр электродной проволоки. Диаметр электрода определяет величину силы тока. В результате определяется скорость подачи электрода в область сварки и соответственно скорость самой сварки.
Для сварки под флюсом применяется проволока непрерывного сечения. Диаметр от 1 до 7 мм. Сила тока может быть в пределах 150−2500 ампер. Напряжение дуги составляет 20−55 Вт.
- Сила тока и напряжение электрической дуги. Увеличение силы тока автоматически приводит к возрастанию тепловой мощности и повышению давления сварочной дуги. Это приводит к увеличению глубины проплавления, но при этом практически не влияет на ширину сварочного шва.
- Увеличение напряжения дуги, в свою очередь, приводит к повышению степени подвижности дуги и увеличению доли тепловой энергии, расходуемой на расплавление сварочного флюса. При этом увеличивается ширина сварного шва, а его глубина не меняется.
- Диаметр электродной проволоки и скорость сварки. Если величину тока не менять, а диаметр проволоки при этом увеличивать, то это приведёт к увеличению подвижности сварочной дуги. Как следствие ширина сварочного шва увеличится, а глубина расплавления металла уменьшится. При увеличении скорости сварки уменьшается глубина расплавления металлов и ширина сварочного шва. Это происходит вследствие того, что при более высокой скорости металл проплавляется в меньших объёмах, чем при низкой скорости сварочного процесса
- Сварочный ток и его полярность. Вид сварочного тока и его полярность очень сильно влияют на размеры и форму сварочного шва, в силу того, что количество тепла, возникающее на аноде и катоде сварочной дуги, сильно изменяется. При постоянном токе прямой полярности глубина расплавления уменьшается на 45−55%. Поэтому, если необходимо получить шов небольшой ширины, но с глубоким проплавлением металла, то для этого необходимо применять постоянный сварочный ток обратной полярности.
- Вынос электродной проволоки. При увеличении выноса электрода повышается скорость её прогрева и скорость плавления. В результате за счёт электродного металла увеличивается объём сварочной ванны, что, в свою очередь, препятствует расплавлению свариваемого металла. Следствием этого процесса является уменьшение глубины проплавления металла.
- Угол наклона электрода. Расположение электрода углом вперёд приводит к тому, что расплавленный металл начинает подтекать в зону сварки. Как следствие, глубина расплавления уменьшается, а ширина шва, наоборот, увеличивается. Расположение электрода углом назад приводит к тому, что расплавленный металл вытесняется из зоны сварки в результате воздействия электрической дуги. Это приводит к тому, что глубина расплавления увеличивается, а ширина шва уменьшается.
Сварка плавлением

Схема сварки плавлением.
Теперь же мы поговорим о сварке плавлением. Несмотря на то что данный вид сварки менее прочен, он все же более распространен на производстве, чем сварка под давлением. Это объясняется тем, что рассматриваемый тут способ, его технологические характеристики проще, чем у сварки под давлением.
В отличие от сварки под давлением, рассматриваемая тут операция производится за счет нагрева поверхности и соединения ее посредством сварочного шва. Рассмотрим самый простой способ, для которого не требуются сложные технологические предписания. Этот способ подходит для сварки трубопроводов небольшого диаметра.
Речь пойдет о ручной сварке посредством электродуги. Для того чтобы произвести сварку трубопроводов таким способом, вам понадобится:
- Набор электродов;
- Сварочный аппарат, желательно питаемый от переменного тока;
- Сварочная маска и иная защитная спецодежда.

Сварка предполагает соединение труб, где происходит запайка всего диаметра трубопровода.
Процесс представляет собой запайку всего диаметра стыка трубопровода, который производит сварщик. Запайка осуществляется посредством электрической дуги, создаваемой электродом. Специальная обмазка электрода создает слой по шву, который защищает место сварки от внешних воздействий.
Рекомендации при проведении работ
https://www.youtube.com/watch?v=3NmHP9zqn94
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.
У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Сварка – процесс в целом сложный и требующий подготовки, поэтому перед началом любой работы необходимо принять к сведению несколько советов:
- Самый сложный этап сварки – соединение неповоротных стыков (подробнее: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»). При этом угол наклона электрода всё время меняется. Для выполнения работы трубу мысленно разделяют вертикально на две половины, соединение каждого участка происходит по очереди. Работа производится из потолочного положения через вертикальное и заканчивается нижним.
- Когда требуется соединить изделия с толстыми стенками, используют метод сварки на просвет. Технология также достаточно сложна, главное в процессе – соблюдать угол кромок около 60-70° и расстояние между кромками до 2,5 мм. Перед началом проволоку прихватывают в четырёх точках. Сварка проходит при короткой дуге.
- При соединении труб, работающих при высоком давлении, следует особенно заботиться о надёжности и герметичности швов. Весь процесс работы должен соответствовать СНиПам и Сводным правилам (СП 105-34-96).
- Во время обустройства трубопроводов магистрального уровня можно использовать не только аппараты автоматической, но и ручной сварки, как более мобильные.
- При скреплении изделий больших диаметров обычно работают сразу несколько человек, вплоть до четырёх. При проведении таких работ сварка проходит снизу вверх в расходящихся направлениях.
- При соединении труб различающихся сечений необходимо будет применять переходники.
https://www.youtube.com/watch?v=Z8gsfb_1eNI
В любом случае, какими бы ни были приобретённые сварщиком навыки, он не должен пренебрегать установленными правилами безопасности и рекомендуемой технологией процесса, так как и от того, и от другого зависят не только его личная безопасность, но и дальнейшая надёжность эксплуатируемого оборудования.







")

