

- Выбор припоев для пайки нержавеющей стали
- Опыт пайки нержавейки
- Пайка vs. сварка
- Материалы для пайки
- Достоинства полуавтоматической сварки
- Технология пайки медных труб
- Технология пайки медных труб
- Причины брака в паяных швах
- Электрическая пайка: безопасность и материалы
- Какие металлы можно варить электропаяльником
- Способ пайки паяльником
- Список материалов для пайки медных труб:
- Используемые припои:
- Флюсы для пайки:
- Этапы пайки:
- Подготовка стыковочного узла:
- Этап пайки стыка труб
- Самые распространенные ошибки
- Попытки использовать материалы неизвестного состава и качества
- Неправильный выбор припоя
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Режимы пайки оловом
- Как сваривать полуавтоматом без газа
- Чем различается полуавтоматическая сварка разных металлов
- Какие полуавтоматы и проволоку мы рекомендуем
- От чего отталкиваться при выборе
- Пайка с помощью газовой горелки
- Припой для нержавейки и его типы
- Подготовка кромок заготовок
- Техника безопасности
- Когда и для каких целей применяют сварку без газа
- Какие аппараты и виды проволоки используют для сварки без газа
- Настройка полуавтомата
- Как сваривать полуавтоматом с углекислотой
- Как выбрать материалы, настроить полуавтомат и выполнять сварку
- Как выполнять вертикальные швы
- Отличия высокотемпературной пайки от низкотемпературной
- Как выполнять горизонтальные швы
- Как настроить полуавтомат для сварки проволокой без газа
Выбор припоев для пайки нержавеющей стали
Выбрать, чем паять нержавейку, не так уж и сложно, на рынке существует довольно много всевозможных припоев на основе серебра и латуни. Выбор большой, но прочность соединения на 90% зависит от качества материалов. Поэтому экономить не стоит.
Опыт пайки нержавейки
Расскажите о своем опыте пайки. На какие особенности процесса нужно обратить особое внимание? Также сохраняйте статью в закладки и делитесь ею в соцсетях.
Пайка vs. сварка
При обсуждении вопроса, чем паять нержавейку, речь идет не о сварке. Конкретно нас интересует вопрос соединения тонколистовой нержавеющей стали припоем с использованием минимального набора оборудования. Пайка заметно проще и позволяет соединять мелкие изделия из нержавейки с почти ювелирной точностью и качеством шва.

Материалы для пайки
Из безопасных материалов для низкотемпературной пайки посуды из нержавейки можно рекомендовать припои ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения питьевой воды или приготовления еды в посуде из нержавеющей стали.
Из твердых припоев можно использовать серебросодержащие материалы при условии, что содержание меди не превышает 10%. Категорически нельзя паять пищевую нержавейку припоями с сурьмой и свинцом, независимо от их процентного содержания в паяльном материале.
Достоинства полуавтоматической сварки
У полуавтоматической сварки есть достоинства, благодаря которым её используют повсеместно:
- Легкое управление
- Понятные настройки
- Простота использования
- Сварочные параметры в таблицах и инструкциях


Технология пайки медных труб
Добрый день, прошу помочь, скорректировать, оптимизировать. Другой припой не согласуют, нужен согласно технологической карте. Куплен припой медь + фосфора 7-7,5%, температура плавления 760°С. Надо получить припой: медь — основа, 5-7% фосфора, олова 2,5-3,5% и 1-3% цинка.
Для получения 500 г итогового припоя в 467,5 г стартового припоя добавляю 17,5 г олова и 15 г цинка. Греем стартовый фосфористый припой до 850°С (чтобы потом успеть пролить прутки диаметром 5 мм, но и цинк не выгорел (900°С)).
- добавляем скопом сразу все компоненты сплава, мешаем несколько минут, и в отливку;
- добавляем олово, мешаем несколько минут, далее добавляем цинк, мешаем, в отливку.
Сколько плавить/мешать/варить оптимальнее? Печь индукционная с графитовым тиглем. На 3D принтере печатаем заготовку для формования разъемной литейной формы. Приложил, это половина (склеим) одной из двух ответных частей.
Форму разъемную из гипса ставим на ночь для сушки в духовку. Обрабатываем форму антипригарным составом: 22% коллоидного графита, 8% ГЛ-1, 20% жидкое стекло, 50% воды. Сушим, 150°С, 15 мин. 850°С сплав отливать в гипсовую форму нормально?
Технология пайки медных труб
Технология пайки медных труб будет интересна и начинающим и сформировавшимся специалистам по домашним трубопроводам. Ведь с помощью труб из меди можно выстроить и сверхэффективную систему отопления и практически вечных домашний водопровод.
Поэтому темой этой статьи стала пайка медных труб своими руками – самая распространенная и самая простая технология монтажа медных трубопроводов. Сам процесс пайки основан на герметизации стыковочного шва между трубой и муфтой (раструбом) с помощью термопластичного вещества – припоя. Этот материал плавится под действием высокотемпературного нагрева и затекает в стыки между трубой и муфтой (или раструбом).
Кроме того, в процессе пайки слоем расплавленного припоя покрывается и кольцевой стыковочный шов.
В итоге, стыковочный узел покрывается слоем твердеющего по мере остывания припоя, который не только герметизирует, но и фиксирует место соединения трубы и муфты (раструба).
Такой тип монтажа усиливает надежность медных труб: ведь отвердевший припой не ослабляет, а усиливает общие прочностные характеристики трубопровода.
К тому же, паяные соединения очень легко демонтируются, для этого достаточно лишь нагреть стык и разъединить трубу и муфту. То есть, используя пайку, мы можем получить высокопрочный водовод, демонстрирующий лучшие качества разборных и неразборных трубопроводов.
Причины брака в паяных швах
В результате пайки получается надежное соединение.
В завершении нашей статьи мы затронем печальную тему неудачных попыток пайки труб. Ведь с первого раза этот процесс получится далеко не у всех домашних мастеров.
Типичные случаи брака в паяных швах возникают вследствие таких причин:
Электрическая пайка: безопасность и материалы
Кроме того, в процессе пайки очень важно придерживаться правил техники безопасности. Ведь эта технология связана с использованием открытого пламени (горелка) и химически активных реагентов (флюс). Поэтому при работе с горелкой, припоем и флюсом нужно использовать средства индивидуальной защиты: рукавицы, очки, фартуки и так далее.
Какие металлы можно варить электропаяльником
Существует много типов металлов, которые могут сваривать электрические паяльники, и они могут использоваться для сварки меди, алюминия, железа и других металлических изделий.
При пайке металла паяльником в материале используется олово, канифоль или кислотное средство для удаления поверхностного оксидного слоя. Паяльник обычно используется для пайки электронных компонентов, различных соединений проводов и т.д.
Сварка паяльником — это мягкая пайка, обычно температура не высока, а температура плавления обычно используемого сварочного материала (припоя) низкая, обычно не превышающая 400 градусов.
Металлический материал, используемый с электрическим паяльником, обычно представляет собой олово, и олово часто используется для пайки печатных плат, также можно паять пластмассы.
Способ пайки паяльником
- Обработка поверхности сварных изделий
Большинство сварных соединений, припаянных ручными паяльниками, представляют собой электронные детали и провода. В условиях массового производства будут использоваться электронные компоненты в течение страхового периода.
В нормальных условиях сварные детали, сваренные электрическим паяльником, необходимо очищать от ржавчины, масла, пыли и других загрязнений на поверхности сварки, влияющих на качество сварки.
При ручной работе обычно используются механическое соскабливание и обработка спиртом, чистка ацетоном и другие простые и легкие методы.
- Предварительная сварка
Предварительная пайка заключается в предварительном смачивании выводных проводов компонентов, подлежащих пайке, или токопроводящих паянных деталей припоем, обычно также известном как лужение, лужение, лужение и т. д.
Почему она называется предпайкой, потому что ее процесс и механизм — это весь процесс пайки: припой смачивает поверхность сварного соединения, и после диффузии металла образуется связующий слой, поверхность сварного соединения покрывается со слоем припоя.
Предварительная пайка не является обязательной операцией для пайки, но она необходима для ручной сварки паяльником, особенно при обслуживании, отладке, исследованиях и разработках.
- Флюс не должен быть чрезмерным
Правильное количество флюса необходимо, но не настолько, насколько это возможно. Чрезмерное количество канифоли увеличивает объем работ по очистке вокруг паяного соединения после сварки, увеличивает время нагрева (канифоль плавится, улетучивается и отводит тепло) и снижает эффективность работы;
Когда время нагрева недостаточно, его легко смешать с припоем, чтобы образовать дефект шлаковое включение; при сварке коммутационных элементов избыточный флюс будет легко стекать на контакты, что приведет к ухудшению контакта.
Список материалов для пайки медных труб:
- Паяльник
- Газовая горелка
- Труборез
- Фаскосниматель
- Расширитель для труб
- Молоток
- Рулетка
Используемые припои:
- Высокотемпературный припой: медная проволока с фосфором (600-800 градусов Цельсия)
- Низкотемпературный припой: оловянная проволока (300-400 градусов Цельсия)
Флюсы для пайки:
- Жидкий флюс (наносится до сборки узла)
- Твердый флюс (расплавляется в зоне пайки)
- Паста для пайки (загустевшая смесь)
Этапы пайки:
- Подготовка инструментов и материалов
- Подготовка стыковочного узла
- Пайка медных труб
Подготовка стыковочного узла:
- Использование раструбных утолщений на торцах труб
- Создание раструбного соединения в теле трубы
Теперь, когда все готово, можно приступать к самому процессу пайки медных труб.
После окончания развальцовки на торце второй трубы образуется раструб, готовый принять гладкий торец первой. Причем степень готовности раструба нужно проверять в процессе его изготовления, используя для этих целей гладкий торец первой трубы.
Этап пайки стыка труб
Поле подготовки раструбы или приобретения муфты можно приступать к пайке стыка. При этом необходимо сразу же определится с типом припоя и разновидностью процесса пайки.
Если выбран мягкий припой, то процесс пайки будет выглядеть следующим образом:
В итоге, стыковочный шов заполняется припоем, герметизирующим и фиксирующим трубу.
Высокотемпературная пайка медных труб твердым припоем выполнятся немного по-другому. Отличия в процессе пайки проявляются на этапе плавления припоя.
Ну а сама технология высокотемпературного соединения выглядит следующим образом:
В итоге, получается чрезвычайно прочный и абсолютно герметичный сварочный шов. И такую технологию соединения стыков можно использовать для пайки не только домашних трубопроводов, но и для линий высокого давления, применяемых в автостроении, машиностроении и самолетостроении.
Самые распространенные ошибки
Чаще всего проблемы возникают из-за нарушения технологии паяного соединения. Причин довольно много, и самые распространенные — спешка в работе и попытка сэкономить на материалах.
Наиболее распространенной ошибкой можно считать попытку выполнить пайку на еще холодных заготовках. Инжекторная горелка греет быстро и эффективно, нагреть спаиваемый стык можно за несколько минут.
Но если работы проводятся в неотапливаемом помещении при низких температурах, то заготовка, например лист нержавеющей стали, остывает очень быстро. Поэтому паять нужно с помощником либо дополнительно подогревать заготовку паяльной лампой или электроплиткой.

Попытки использовать материалы неизвестного состава и качества
Серебросодержащие припойные сплавы стоят очень дорого — от 30 тыс. руб. и выше. Но иногда просто нет альтернативы, если требуется высокое качество паяного шва.
Качественно запаять латунью с бурой или старыми припоями неизвестного состава могут лишь мастера с большим опытом работ. Кроме того, потребуется исправная кислородная горелка. Если уже есть необходимость сделать паяное соединение латунью, то желательно хотя бы арендовать микрогорелку на пару дней, а вместо буры использовать ПВ-209.
Неправильный выбор припоя
Перед пайкой определенным припоем нужно обязательно убедиться (прочитать инструкцию на пачке), что данный материал по своим особенностям однозначно подходит для нержавейки. Многие не знают, например, что медно-фосфорные не подходят для нержавеющей стали.
Часто допускают ошибку, когда серебряным припоем соединяют детали, подверженные большой статической нагрузке и вибрациям одновременно. Серебросодержащие сплавы очень мягкие и пластичные, поэтому стык со временем под нагрузкой «тянется» вплоть до разрушения.
В такой ситуации рекомендуется выполнять двойную пропайку. Первоначально серебром, затем сразу же медно-никель-цинковым припоем. Двойная пайка сложнее, но если освоить ее, то можно паять нержавейку толщиной в 0,1 мм с прочностью, не уступающей сварному соединению. При этом герметичность стыка будет на порядок выше.
Многие проблемы от плохого очищения поверхности. Зачищать нужно очень долго и качественно, возможно, предварительно обжечь. На нержавеющей стали окислы и поверхностные карбиды держатся очень прочно, поэтому металл чистят абразивом и металлическими щетками до блеска (не полировать).
Как паять нержавейку оловом в домашних условиях
Такое соединение выгодно тем, что даже в домашних условиях процесс пайки нержавейки можно освоить буквально за полчаса. На то, чтобы научиться правильно варить нержавеющую сталь, потребуется несколько десятков человеко-часов.
Паять нержавейку в домашних условиях несложно при наличии соответствующего оборудования:
Кроме того, нужно будет купить соответствующую марку припоя и марку флюса. Для каждого вида пайки существует свой оптимальный вариант пары «припой-флюс». Кроме того, нужно сделать паяльную подставку, на которой будут греть соединяемые детали. Обычно используется небольшой блок из строительного газобетона или шамотный кирпич.
Казалось бы, какая разница, на чем паять нержавейку. На самом деле выбор подложки или подставки для пайки деталей влияет на качество соединения. Если попытаться паять на листе металла, то нагреть нержавейку до нужной температуры не удастся.
Еще одно правило: паять нержавейку нужно только под вытяжкой, можно использовать гараж, мастерскую или балкон, но только не внутри квартиры.
Особенности пайки нержавейки
Чтобы правильно паять нержавейку, нужно учитывать следующее.
Для того чтобы получить высокое качество пайки, нужно придерживаться нескольких основных правил:
Обычно последовательной обработкой предпочитают паять нержавейку с высоким содержанием хрома и никеля. Оловом выполнять соединение сложно, но можно использовать латунь и никель-медный П-81. Хотя в продаже можно купить готовые прутки в флюсовой обмазке BRASS FLAME 18 XFG, которыми можно паять нержавейку при 870
Сам процесс пайки сводится к тому, чтобы правильно растаскивать расплав припоем по раскаленной поверхности так, чтобы он равномерно заполнял стык. В это время приходится подогревать нержавейку горелкой, пока весь шов не заполнится расплавом.
На длинных линейных и кольцевых швах место пайки греют периодическими движениями. Как известно, расплав сам перетекает из более холодной зоны в более горячую, поэтому можно без проблем разогнать припой по всей длине шва, лишь умело подогревая линию стыка горелкой.
Нержавейку можно паять низкотемпературными оловосодержащими припоями. Для этого достаточно электропаяльника на 100 Вт и небольшой электроплитки. Плитку используют только для разогрева детали до температуры нанесения флюса, а паять можно электропаяльником.

Часто электроплитка выручает, когда нужно запаять несколько трещин на посуде из нержавейки. С ее помощью удобно поддерживать требуемую температуру пайки, не оборачивая посуду в алюминиевую фольгу.
Тип горелки выбирается в зависимости от марки используемого твердого припоя и флюса. Если требуется паять высокопрочными медно-никелевыми или латунными припоями, то лучше всего использовать ручную пропан-кислородную горелку типа «MICRO DM 284» или аналогичные модели.
Микрогорелка подключается к редукторам (через пламегаситель) на пропановом и кислородном баллонах. Такую установку можно сделать своими руками даже в домашних условиях. Ею можно паять все высокотемпературные припои.
Для медно-серебряных припоев достаточно ручной инжекционной горелки с баллоном картриджем.

Ею можно паять нержавейку серебросодержащими твердыми припоями с температурой плавления до 700
Режимы пайки оловом
Припоями на основе оловянных сплавов можно паять с использованием кислоты. Вопрос в том, как паять нержавейку оловом:
В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280С и обрабатывается флюсом.

Для тонких трещин на посуде рекомендуется использовать спиртовой раствор канифоли. Если нужно паять непищевую тару или короба, то можно использовать паяльную кислоту. Но, по отзывам, более высокое качество на нержавейке дает флюс из ортофосфорной кислоты.
Как сваривать полуавтоматом без газа
Сварку без газа используют на ветру и там, куда неудобно или невозможно доставить баллон. Порошковыми проволоками работают на прямой полярности: заготовку присоединяют к «+», а горелку к «—». Горелку предпочтительнее держать углом назад.
Полуавтоматическая сварка без газа требует навыка. Подобрать правильные настройки сложнее. Шов нужно зачищать от шлака, который ухудшает видимость. Тонкий металл сваривается хуже, есть высокий риск перегрева и прожога. При сварке толстостенных деталей шов аналогичен тому, который получается при работе со штучными электродами.
Чем различается полуавтоматическая сварка разных металлов
Технология МИГ/МАГ универсальна и подходит для большинства металлов. Однако работа с ними различается.
Какие полуавтоматы и проволоку мы рекомендуем
Бытовой полуавтомат Aurora Динамика 2000 работает от однофазной сети, позволяет с помощью байонета быстро сменить полярность для сварки самозащитной проволокой. У аппарата есть регулировка индуктивности. Это дает возможность регулировать жесткость дуги и провар, делать многопроходные и однопроходные лицевые швы.
Компактный сварочник Сварог REAL MIG 160 удобен для работы в помещение и на выезде. Он оснащен плавными регулировками движения проволоки, индуктивности, напряжения на дуге и функцией дожигания. Для сварки можно использовать проволоку 0,6-0,8 мм, что достаточно для заготовок до 3 мм толщиной.
Полупрофессиональный Сварог REAL MIG 200 обладает теми же достоинствами, что и младшая модель, но предоставляет больше возможностей. Он может работать с проволокой до 1 мм, а значит сваривать металл толщиной до 5 мм.
Из недорогих аппаратов советуем Ресанта САИПА-22В/160А. Он весит 14 кг, удобен для небольших ремонтов и работы, при которой важна мобильность. Полярность переключается с помощью выбора нужной клеммы. Сваривать можно проволокой 0,6-0,8 мм.
Из порошковой проволоки рекомендуем E71T-GS для углеродистых марок стали. Она содержит шлакообразующие компоненты, выступающие при сварке в качестве флюсовой защиты расплавленного металла. В результате сварки формируется ровный шов. Катушки в 1 кг удобны для тех, кто работает без газа нечасто. При больших объемах работы на выезде при строительстве и монтаже выгоднее купить катушку E71T-GS в 5 кг. Толщина 0,8 мм дает возможность сваривать заготовки различной толщины. С такой проволокой справляются и полупрофессиональные, и бытовые полуавтоматы.
От чего отталкиваться при выборе
Полуавтоматы делят на три группы: бытовые, полупрофессиональные и профессиональные. Разделение основано на максимальной мощности сварочного тока, функционале и форм-факторе.
Компактные бытовые и полупрофессиональные модели используют в кузовном ремонте, монтажных работах небольшого объема, на малых производствах. Профессиональные аппараты предназначены для промышленности, строительства, сервисных предприятий.
При выборе учитывают:
Для начинающих, которые только учатся правильно варить полуавтоматом, подойдут простые бытовые и полупрофессиональные модели для MIG/MAG и FCAW, работающие с проволокой до 1 мм толщиной.
Пайка с помощью газовой горелки
Существует несколько стандартных схем выполнения паяного соединения двух деталей из нержавейки:
Самый простой вариант — паять две трубки. Это может быть соединение двух деталей трубопровода из нержавейки или сборка пайкой дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае паять нужно не в стык, с осадкой одной детали внутрь другой. Поэтому трубки обычно разного диаметра, одна запрессовывается внутрь другой хотя бы на 10 мм.
Если требуется припаять боковой патрубок к основному корпусу из нержавейки, то предварительно нужно будет сделать отверстие, равное диаметру отвода.
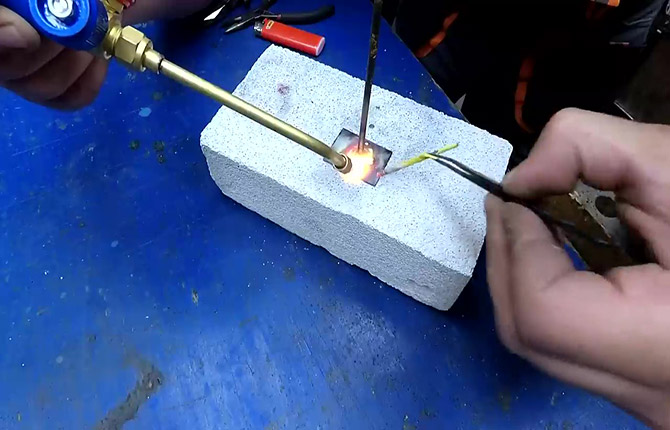
В обоих случаях после зачистки детали из нержавейки собирают и нагревают пламенем газовой горелки. Как только на поверхности появятся пятна, место шва, обрабатывают флюсом и продолжают нагрев еще несколько минут. Последний этап — стык обводят концом прутка припоя, не прекращая нагрев горелкой. Как только материал полностью заполнит шов, нагрев убирают.
Пайка двух листов из нержавейки выполняется по той же схеме, обязательно с предварительным обжигом и зачисткой кромок. Далее листы укладываются нахлестом и нагреваются газовой горелкой до появления побежалости. Теперь можно обработать кромку флюсом, прогреть и прутком флюса растянуть расплав по всей длине стыка.
Качественный припой и флюс затекают глубоко внутрь нахлеста. Недорогие материалы обычно из-за плохой текучести прихватывают только наружный стык.
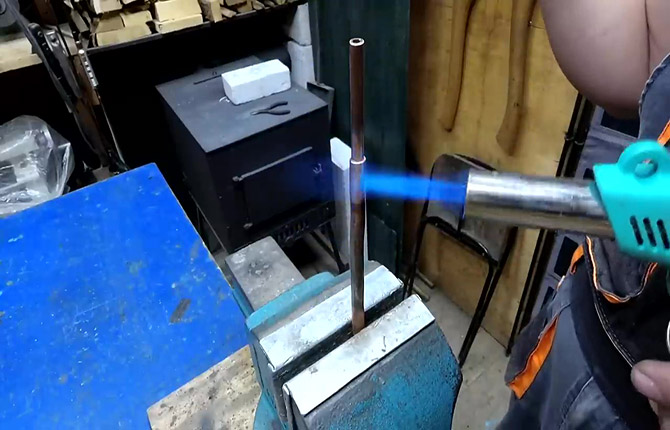
Чуть сложнее паять стержень из нержавейки перпендикулярно к листу металла. В первую очередь нужно зачистить обе детали по сопрягаемым поверхностям.
Далее стержень устанавливают вертикально на лист, сразу же обрабатывают небольшим количеством флюса, после чего обе детали нагревают горелкой до высокой температуры. Расплав должен зайти встык под стержень, но припой более вязкий и может туда не попасть.
Как только флюсовая масса будет полностью расплавлена, можно лудить припоем основание стержня. Причем паять нужно с избытком припойного материала, чтобы вокруг образовалась ванночка из расплава. Теперь на секунду нужно оторвать стержень от листа нержавейки, чтобы залудить торец и сразу же вернуть его на место. Еще несколько секунд детали из нержавейки прогревают горелкой и выключают нагрев.
После остывания образуется очень прочное паяное соединение латунью.

Прочность шва получается на уровне сварки.
Припой для нержавейки и его типы
Для низкотемпературной пайки можно использовать традиционные оловосодержащие материалы. Их много, лучшее качество показывают специальные ремонтные припои для заделки трещин и лужения меди.

Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долл. за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750
Кроме того, шов получается пластичным и вязким. Кроме нержавейки, им часто паяют детали велосипедных рам, декоративную облицовку раритетных авто. Лучше всех выдерживает вибрации. В качестве альтернативы можно использовать серебросодержащий L-A9.
Можно использовать латунный материал, Castolin 18XVG дает самое прочное паяное соединение на нержавейке. Но латунью, даже швейцарского качества, паять нержавейку тяжело. Шов требует нагрева до 900С, паяный шов получается прочным, но слишком жестким, непластичным. Вибрации держит плохо, его используют в ремонте автомобильной и бытовой техники.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950С. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.
В качестве флюса используют универсальный ПВ-209. Можно паять смесью буры и борной кислоты, но качество чуть хуже.
Подготовка кромок заготовок
Кромки разделывают с помощью пусть будет спецоборудования. Швы встык, внахлест, тавровые соединения на заготовках небольшой толщины можно выполнять без подготовки. При сварке толстостенных деталей выполняют V или Y-образную разделку, для которой скашивают кромки заготовок с одной стороны. Второй вариант подготовки Х-образная разделка со скосом кромок с двух сторон.
Перед началом сварки кромки и прилегающую зону надо очистить от загрязнений и ржавчины.
Техника безопасности
При полуавтоматической сварке в воздух выделяется газ и дым, объем которого увеличивается при использовании порошковой проволоки. Работать нужно в хорошо проветриваемом помещении, где есть естественная или принудительная вентиляция.
Электрическая дуга — источник излучения. Чтобы не «поймать зайчика» и не получить ожог глаз, выполняйте сварку в маске. Уровень затемнения светофильтра должен соответствовать сварочным токам.
От излучения, а также брызг расплавленного металла надо защищать и кожу. В этом помогут краги и сварочный комбинезон.
Когда и для каких целей применяют сварку без газа
Её используют для работы во всех положениях с низколегированными, инструментальными углеродистыми, низкоуглеродистыми конструкционными и марганцовистыми сталями. Области применения:
Благодаря технике сварки без газа полуавтоматом с порошковой проволокой работают и на открытых площадках. FCAW не чувствительна к сквознякам и ветру.
Из расчета на кг, самозащитная сварочная проволока может быть дороже, чем сплошная. Но она обеспечивает высокую производительность работы и стойкий к образованию трещин шов. Затраты на газ отсутствуют, а потери расходного материала минимальны. В этом она выигрывает у обычной проволоки и электродов.
Какие аппараты и виды проволоки используют для сварки без газа
Для такой сварки используют бытовые, полупрофессиональные и профессиональные полуавтоматы с быстрой и безопасной сменой полярности.
Порошковые самозащитные проволоки различаются химическим составом шихты и назначением. Они могут быть рутилово-органические, флюоритные и карбонатно-флюоритные. В зависимости от типа и предназначения в состав сердечника и наплавленного металла входят хром и марганец, молибден, кремний, алюмосиликаты, углерод.
Настройка полуавтомата
Результат сварки зависит от её параметров. Их можно условно разделить на две группы. Первая — параметры, которые задают на полуавтомате: скорость подачи прутка, сила тока, напряжение на дуге, индуктивность. Вторая — показатели, которые зависят от сварщика: скорость работы и угол наклона горелки, вылет проволоки.
От чего зависят задаваемые параметры:
Горелку удерживают под углом не менее 750 относительно шва. Вести её можно углом назад — в таком случае большая часть тепла передается в сварочную ванну, или углом вперед — в этом варианте глубина проплавления уменьшается.
Скорость сварки должна быть равномерной и правильной выбранной опытным путем. При слишком медленной работе увеличивается тепловложение в сварочную ванну, риск прожога. При излишне быстрой сварке заготовка может проплавляться недостаточно, а шов будет узкий и ненадежный.
От вылета проволоки зависит форма катета шва. Чем он больше, тем выше риск дефектов и формирования выпуклого катета.
Как сваривать полуавтоматом с углекислотой
При сварке в среде углекислоты и любого другого защитного газа важно верно установить расход. При слишком низком расходе газа может быть недостаточно, чтобы вытеснить воздух из зоны сварки. Это значит, что расплавленный металл будет вступать в контакт с кислородом, азотом, водородом. При излишнем расходе возникнет турбулентность.
Как проводят сварку:
Как выбрать материалы, настроить полуавтомат и выполнять сварку
Для полуавтоматической сварки используют сплошную и порошковую проволоку, наполненную флюсом или металлическим порошком. Важно помнить правило — химический состав прутка должен соответствовать составу основного металла. Производители указывают назначение материалов на упаковке, что упрощает выбор. Диаметр проволоки подбирают, исходя из толщины заготовки.
Для выбора можно использовать таблицу
Толщина металла, ммДиаметр прутка, ммСила тока, А
Не менее важно подобрать правильную комбинацию проволоки и защитного газа. Его состав влияет на перенос расплавленного металла, глубину проплавления, скорость сварки. Примеры комбинаций:
Чтобы расходные материалы не закончились внезапно, нужно рассчитать расход. Для защитных газов используют простое правило: примерный расход газа л/мин — 10-12 диаметров проволоки.
Как выполнять вертикальные швы
В вертикальном положении можно вести горелку сверху вниз или наоборот. Первый способ выбирают, когда работают с тонкими заготовками. Амплитуда колебаний горелки должна быть минимальной или вообще отсутствовать. Это поможет избежать прожогов.
Толстостенные детали сваривают снизу вверх. Для лучшего провара горелке задают маятниковое движение, как бы рисуя с её помощью открытый треугольник.
Отличия высокотемпературной пайки от низкотемпературной
Паять нержавейку горелкой достаточно дорого, так как качественные припои на основе серебра стоят в несколько раз дороже, чем сварка углекислотным полуавтоматом или аргоном. Паять латунью или медно-никелевым П-81 в домашних условиях достаточно сложно, так как требуется специальная кислород-пропановая горелка и определенный опыт в обращении с ней.
Но у высокотемпературной пайки есть два важных преимущества:
Поэтому мастера в процессе ремонта техники часто предпочитают паять нержавейку, особенно тонколистовую, чем использовать сварку.
Низкотемпературная пайка не обеспечивает высокую прочность соединения. Но обычно прочности стыка, спаянного оловянным ПОС, достаточно для обеспечения герметичности и жесткости детали. Кроме того, паять оловом намного проще, не требуется специальных горелочных устройств и дорогостоящих припоев.
Как выполнять горизонтальные швы
Нижнее горизонтальное положение — самое простое. В нем выполняют сварку чаще всего. Горелку можно вести на себя, то есть «тянуть» к себе сварочную ванну, или от себя и «отталкивать» ванну. В первом случае глубина проплавления будет больше, но шов уже. Во втором — шов шире, а провар меньше.
Чтобы сформировать прямой валик, нужно вести пруток ровно и удерживать его в центре соединения. Для волнообразного, более широкого валика надо делать горелкой поперечные колебания. Горизонтальный шов на вертикальной плоскости выполняют почти так же.
Как настроить полуавтомат для сварки проволокой без газа
Сварку ведут на постоянном токе и прямой полярности. Как правило, современные полуавтоматы позволяют быстро переключать полярность, меняя расположение проводов в панельной розетке.
Чтобы настроить полуавтомат для сварки без газа подключите горелку с самозащитной проволокой к «минусу», а заготовку к «плюсу». После этого выставите нужные параметры:
Чтобы качество работы было хорошим, нужно знать, как правильно варить при сварке полуавтоматом без газа.
Горелку необходимо вести углом назад. При такой технике шлак будет вытесняться в хвостовую часть, где начинается отверждение расплавленного металла.
В процессе работы надо поддерживать одинаковое расстояние между заготовкой и наконечником. Оно зависит от силы тока и влияет на тепловложение. При сварке порошковой проволокой это расстояние варьируется от 10 до 15 мм, а при наплавке до 25 мм.




