
- § 10. механический расчет ввода
- § 3. вводы на напряжение 66 кв с маслобарьерной изоляцией
- § 4. вводы на напряжение 110 кв с твердой изоляцией
- § 9. тепловой расчет ввода
- Вспомогательные материалы
- Конструкция приспособлений для пайки металлов (часть 8)
- Контроль качества сварки
- Микродуговая сварка
- Назначение
- Оборудование, оснастка, инструмент
- Пайка в печах.
- Пайка горелками.
- Пайка паяльником.
- Пайка погружением.
- Пайка сопротивлением.
- Пайка электронагревательными матами.
- Подготовка деталей к сварке
- Подготовка машин к сварке
- Радиационная пайка.
- Сварка
- Сварка тонкостенных труб и сильфонных узлов — инструмент, проверенный временем
- Термическая пайка.
§ 10. механический расчет ввода
Механический расчет ввода состоит из определения действующих на ввод изгибающих нагрузок.
При эксплуатации ввода на него действуют ветровые нагрузки (скорость ветра до 40 м/с), консольные нагрузки (до 3150 Н), а так как чаще всего ввод устанавливают на аппараты под углом к вертикали (рис. 38), следует учитывать массу верхней покрышки и масла, заполняющего ввод, а также массу изоляции и деталей.
Рис. 38. Установка ввода на аппарате:
1 — ввод, 2 — аппарат; l — длина верхней части ввода
Наиболее нагруженное и поэтому наиболее опасное сечение А — А верхней покрышки находится около кольца механического крепления.Усилие, на которое рассчитывают верхнюю покрышку, складывается из изгибающих моментов указанных выше нагрузок.
Усилие от ветровой нагрузки Рв = =![]()
К — аэродинамический коэффициент, равный 0,7; v — скорость ветра; φ— угол наклона ввода в вертикали; F — площадь опасного сечения.
Компенсации подлежит разница в удлинениях А1=А1тр—А1ф— —Δ/вт.с, где Δ/Τр, Δ/ф, Δ/вт.с — удлинения трубы, фарфоровых покрышек и соединительной втулки.Зная усилие затяжки ввода и разницу длин деталей, подбирают диаметры пружины и витка, число витков и пружин для обеспечения усилия затяжки ввода.
§ 3. вводы на напряжение 66 кв с маслобарьерной изоляцией
Ввод с маслобарьерной изоляцией, рассчитанный на напряжение 66 кВ (см. рис. 17), состоит из соединительной втулки 5, с которой герметически соединена верхняя фарфоровая покрышка 4. Через внутреннюю полость ввода проходит медная труба 8, на которой концентрически расположены бумажно-бакелитовые изоляционные цилиндры (барьеры) 7.
Все цилиндры закреплены на соединительной втулке гетинаксовой обоймой 9.В верхней части ввода труба заканчивается контактной шпилькой 2, на которой закреплен контактный зажим 1. Соединительная втулка имеет измерительный вывод 6 и газоотводный патрубок 10, к которому присоединяется газоотводная трубка (после установки ввода на трансформаторе).
Описываемый ввод является маслоподпорным, т. е. у него жидкая изоляция (масло) является общей с трансформатором или реактором, на котором установлен ввод. Поэтому ввод не снабжается нижней фарфоровой покрышкой: его длина значительно меньше длины ввода, имеющего нижнюю фарфоровую покрышку.
§ 4. вводы на напряжение 110 кв с твердой изоляцией
Вводы на напряжение 110 кВ могут иметь внутреннюю твердую изоляцию. Сердечник с твердой изоляцией (рис. 18) получают намоткой лакированной изоляционной бумаги на медную трубу с последующей тепловой обработкой сердечника ввода. Для лакирования бумаги применяют спиртовой лак 60%-ной концентрации на основе креозолоформальдегидной смолы. В результате этого образуется монолитная твердая бумажно-бакелитовая изоляция сердечника. Она разделена на слои уравнительными обкладками из алюминиевой фольги и графитовой суспензией, нанесенной на бумагу.
Рис. 18. Сердечник ввода с твердой изоляцией на напряжение 110 кВ:
1 — медная труба, 2 — твердая изоляция
Ввод с твердой изоляцией изображен на рис. 19, а. На сердечник горячим способом посажена соединительная втулка 5, на ко торой расположены измерительный вывод 6, патрубок 9 для газа отводной трубы и две грузовые косынки 10 для подъема ввода.
Рис. 19. Ввод с твердой изоляцией на напряжение 110 кВ: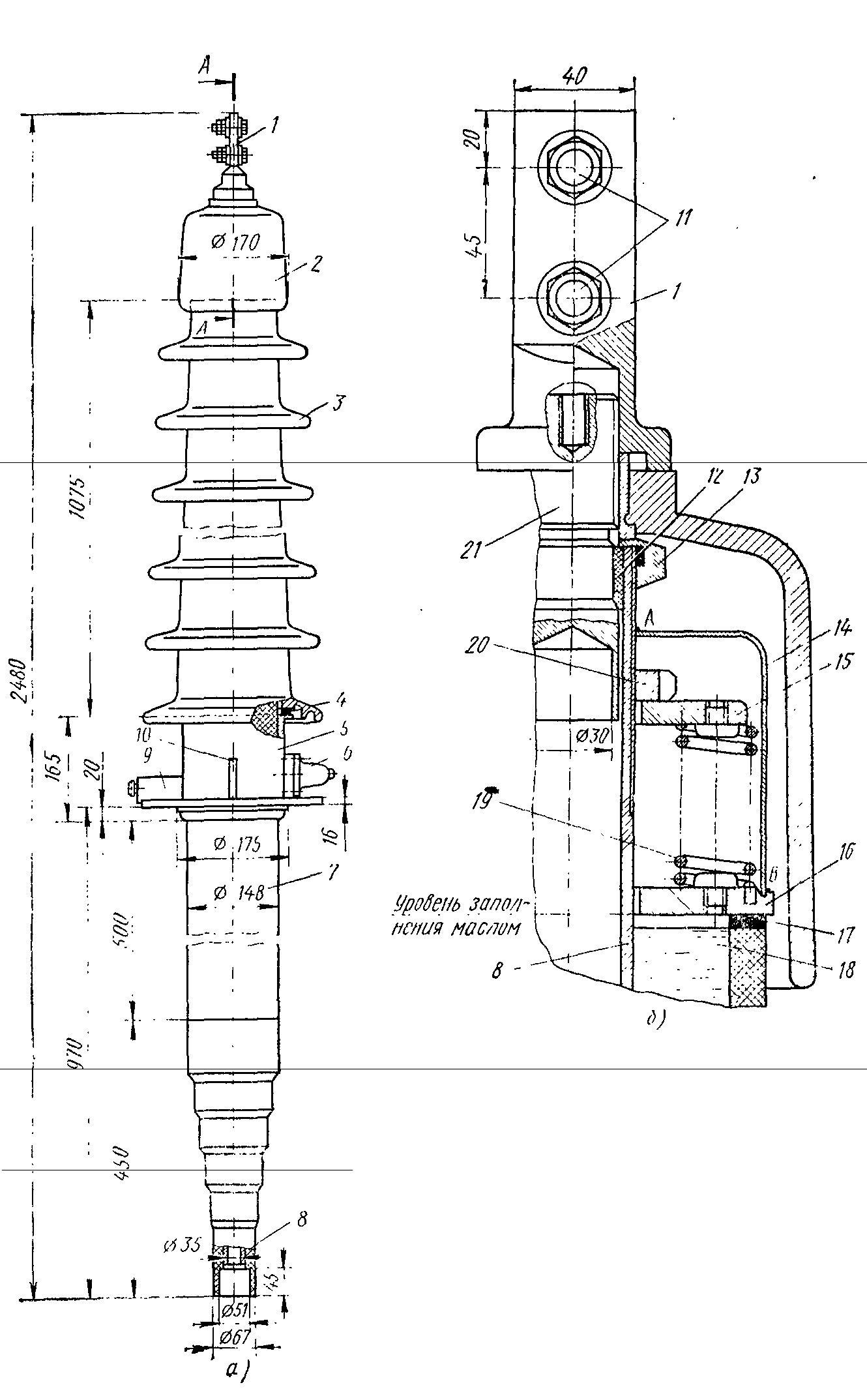
а — общий вид, б — верхняя часть; 1 — контактный зажим, 2—колпак, 3 — верхняя фарфоровая покрышка, 4, 12, 11 — резиновые прокладки, 5 — соединительная втулка, 6 — измерительный вывод, 7 — изоляционный сердечник, 8 — медная труба, 9 — газоотводный патрубок, 10 — грузовая косынка, 11 — болты с гайками для присоединения шины, 13, 20 — гайки, 14 — диафрагма, 15, 16 —верхний и нижний фланцы, 18 — нефтяное изоляционное масло, 19 — спиральная пружина, 21 — контактная шпилька; А, В — места припайки диафрагмы
На фланце 250 мм соединительной втулки равномерно расположены восемь отверстий 0 15 мм, предназначенные для крепления ввода на баке трансформатора. Вводы с твердой изоляцией допускают установку их под углом от 0 до 60° к вертикали.Верхняя часть твердой изоляции ввода (до соединительной втулки) закрыта фарфоровой покрышкой 3, герметически соединенной с втулкой 5 кольцевой прокладкой 4 из маслостойкой резины.
Все части ввода герметически соединены друг с другом прокладками 4 и 17 (рис. 19, б) с помощью нажимного устройства, состоящего из восьми спиральных пружин 19, нижнего 16 и верхнего 15 фланцев и нажимной гайки 20, навернутой на медную трубу 8 сердечника ввода.
Для компенсации объемного расширения масла в верхней части ввода имеется небольшой объем воздуха, заключенный между трубой 8 и диафрагмой 14, которая в местах Л и В припаяна к трубе 8 и к нижнему фланцу 16 нажимного устройства. Вводы изготовляют с выводом для измерения емкости и изоляции.
Во время эксплуатации ввода провод вывода должен быть надежно заземлен.Нижняя часть изоляционного сердечника 7 не имеет фарфоровой покрышки. Во время эксплуатации ввода она полностью погружена в изоляционное масло трансформатора, на котором установлен ввод.
При транспортировке и хранении ввода на складе на нижнюю часть сердечника надевают защитный кожух цилиндрической формы, изготовленный из бакелитизированной бумаги. Конструкция ввода с твердой изоляцией неразборная и в условиях эксплуатации ремонту не подлежит.
§ 9. тепловой расчет ввода
Бумажно-масляная изоляция представляет собой диэлектрик и подвержена тепловому пробою. При тепловом пробое в диэлектрике, к которому приложено напряжение, выделяется теплота, обусловленная диэлектрическими потерями. Температура диэлектрика возрастает, из-за чего потери еще больше увеличиваются до тех пор, пока диэлектрик не разогреется настолько, что будет разрушен, и пробой произойдет при столь малом напряжении, при котором он при низкой температуре и неповрежденном материале произойти бы не мог.
С увеличением температуры мощность диэлектрических потерь в изоляции растет.Внутренние слои изоляции из-за плохой теплопроводности имеют повышенную температуру, что, в свою очередь, вызывает увеличение в них диэлектрических потерь. Происходит процесс саморазогрева.
Кроме того, ввод отдает теплоту через верхнюю покрышку в окружающую среду тем больше, чем выше температурный перепад.Температура ввода установится постоянной тогда, когда теплота, отдаваемая в окружающую среду, будет равна выделившейся, т. е. будет тепловое равновесие.
Если диэлектрические потери в изоляции с повышением температуры увеличиваются чрезмерно быстро, а отвод теплоты при этом недостаточен, температура средних слоев изоляции неограниченно возрастает и, если процесс не будет вовремя приостановлен, произойдет тепловой пробой.
Изоляционное масло, перемещаясь во вводе, способствует установлению вдоль изоляции почти одинаковой температуры. Аксиальный перенос теплоты (вдоль оси ввода) за счет конвективного движения масла в наружном канале (между изоляцией и соединительной втулкой) обеспечивает защиту нижней части изоляции от перегрева при наличии горячего масла трансформатора.
Тепловую устойчивость вводов повышают также с помощью масляного канала, расположенного между трубой и намотанной на бакелитовый цилиндр изоляцией, а в некоторых конструкциях — с помощью масляного канала внутри изоляции (см. гл. I).
Следовательно, тепловой пробой происходит при достижении определенного напряжения, которое определяет уровень тепловой устойчивости для высоковольтных вводов.
Тепловой расчет заключается в определении критического напряжения Uкр, которое зависит от теплопроводности бумажно-масляной изоляции λ, удельной диэлектрической потери Pt, коэффициента температурного возрастания потерь у и вычисляется по эмпирической формуле![]()
Чтобы в диэлектрике не произошло теплового пробоя, приложенное к нему напряжение не должно превышать UKр.
Вспомогательные материалы
- Спирт этиловый технический ГОСТ 17299-78.
- Сухой сжатый воздух или азот ГОСТ 9293-74.
- Полотно хлопчатобумажные ГОСТ 14253-76.
Конструкция приспособлений для пайки металлов (часть 8)

Рис. 30. Приспособление для пайки тонкостенных деталей: 1 — пустотелая оправка; 2 — деталь; 3 — металлический компенсатор.

Рис. 31. Оправка с водоохлаждаемыми радиаторами: 1 — узел, подлежащий пайке; 2 — сильфон; 3 — стеклянная трубка; 4 — электроды для пайки.

Рис. 32. Приспособление для пайки пластин методом заливки: 1 — асбоцементные гребенки; 2 — болты крепления; 3 — асбоцементная плита.
Кроме того, деформации могут возникать вследствие снятия собственных напряжений (особенно в тонкостенных деталях), а также из-за неравномерного нагрева отдельных деталей узла.
В таких случаях наряду с принятием мер, препятствующих неравномерному нагреву (экраны и др.), используют также фиксаторы, которые позволяют сохранять форму деталей.
На рис. 20 приведен пример применения фиксатора, который препятствует возникновению эллипсности в коваровом стакане из-за снятия собственных напряжений.
Пайка тонких деталей представляет большую трудность ввиду того, что тонкая фольга быстро остывает, а сосредоточенный нагрев приводит к прожогам. Чтобы устранить указанные ненормальности, рекомендуется применять пустотелые оправки 1 и металлический компенсатор 3 (рис. 30).
При пайке нагревают изнутри оправку 1 до расплавления ранее нанесенного на деталь 2 флюса, после чего второй горелкой при непрерывном передвижении пламени производят пайку. Если на оправку под шов подкладывают асбестовую прокладку, то в этом случае пайку производят одной горелкой.
Иногда создание температурного перепада решается с помощью охлаждающих радиаторов. На рис. 31 показан радиатор, предохраняющий сильфон и стеклянную трубку от перегрева при пайке его с корпусом прибора.
Материал радиаторов и нагревательных оправок должен обладать высокой теплопроводностью, поэтому радиаторы чаще всего делают из меди, а оправки из графита. Хотя графит является хорошим материалом и для радиаторов, но он хрупок и негигиеничен, вследствие чего его применение следует ограничивать.
Паяное соединение может быть изготовлено методом заливки расплавленного припоя в приспособление с заложенными в него пластинами (рис. 32). Перед заливкой припоя приспособление нагревается. Во избежание образования трещин во время остывания затвердевание припоя производилось в термостатах с начальной температурой 200° С.
Контроль качества сварки
Сплошной контроль производиться исполнитель и работник ОТК.
Визуальный контроль согласно требований таблицы 2.
Контроль несоосности при помощи приспособления и ампервольтомметра.
| Наименование дефекта | Результат разбраковки |
|---|---|
Прожоги сильфонов:
|
|
| Следы меди на сварной точке или шва | Устранить зачисткой шлифовальной шкуркой |
| Выплеск после точечной и шовной сварки | Устранить зачисткой |
| Сварная точка расположена за линией шва, считая от торца втулки | Допускается не более 1-ой точки |
| Расслоение металл шва после шовной сварки | Брак |
| Несоосность свыше допустимой втулки и сильфона, сильфона и корпуса после шовной сварки | Брак |
Примечание — Исправление дефектов повторной шовной сваркой допускается не более одного раза. Повторную сварку разрешается производить как по шву, так и рядом с ним.
Удаление выплесков после шовной сварки производить с помощью надфиля механическим путем.
Микродуговая сварка
в свое время, помнится был у меня на заводе допотопный станочек, до эры «квантов», сваривал корпуса типа транзисторного П213 дугой аргона. мелкими импульсами.
сам корпус в момент сварки держался в медной цанге. шовчик был очень красивый.
сейчас освоили одно изделие в мелкой серии, сильфонный компенсатор, но в нем есть очень грязный и трудоемкий процесс пайки сильфона, паяется сечас ПСр50, пайка горелкой на ИЖе.
иногда паяем в водородной туннельной печи медью. но это «как повезет», трудно подстраиваться под чужую программу и хочется независимости, естественно пайка в водородной печи просто красива, изделие, особенно если стравить расплывы меди в азотке- глаз не оторвать.
но … кооперация- кооперацией а независимость превыше всего.
стал искать в инете по теме «микродуговая сварка» и… ничего не нашел. есть микроимпульсная.плазменная, в основном стоматологи пользуют. думаю нам такая бы подошла, но платить те деньги которые за нее просят ненамерен. хотя бы просто из тех соображений что электронику, в том числе силовую, прекрасно делаем сами, а уж сервопривод, или шаговый… дело одного дня.
но вот по процессу ничего не нашел!!!
«поможите кто можите», раньше такой процесс был описан в «справочнике технолга полупроводникового производства» но очень кратенько.где почитать подробнее?
покажу изделие- сильфон сталь 03х18н10, стенка 0.3мм ,фитинги сталь 08х18н10
рабочее давление 30 бар, испытательное давление 50 бар. рабочая среда некоррозионная, воды нет

Изменено 25.12.2022 18:02 пользователем Allent
§
изложите подробнее, желательно с фотосхемами,иллюстрациями.
На сегодняшний момент «установки» нет, как нет и Квант-15, время прошло не мало. Заказчик сменил принадлежность, был ЮКОС стал сибнефть, и решил он (заказчик) сильфоны покупать за границей, в Германии, за 350евров комплект. Мы делали за 800 рублей комплект. Видимо «там» дешевле. Сама микро дуговая сварка проблем не представляет, хорошо расписана в литературе по микроэлектронике (производству микроэлектронных изделий). Мы ее слепили по необходимости, из того что было под рукой. Проблемы решали по их возникновению. Нагрев электрода необходим для эмиссии электронов на деталь, без нагрева процесс идет нестабильно. На самой детали прогреть электрод не представляется возможным, она (деталь) оплавляется, образуются раковины и непровары. Источник сварочного тока — трансформатор лабораторный с выпрямителем, прерыватель — мощная генераторная лампа, на сетку лампы генератор импульсов ( марку сейчас не помню) с регулировкой длительности и скважности. Осциллятор ОСПЗ-2М. Поворотно-зажимное устройство для сильфона, все это в аквариуме с аргоном и длиннофокусным микроскопом для контроля процесса(модификация МБС-9, рабочее расстояние почти 200мм). Все это ранее стояло на столе Квант-15, и по его кончине было доработано под сварку дугой. К качеству сварки претензий не было, все испытания прошли на ура. Тем более странным было извещение от заказчика о смене принажлежности и отказе от нашего труда — ввиду дороговизны предоставляемых услуг. На звонки, менеджер ответил, мы решили проблему размещением заказа в германии, всего за 350 евро и прошу более не беспокоить. На напоминание о нашей цене, ответ — вы нам не интересны.
Назначение
Настоящая инструкция распространяется на шовную контактную сварку сильфонов с деталями из нержавеющей стали.
Инструкцией надлежит руководствоваться при разработке технологических процессов, изготовлении, контроле и приемке сильфонов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Вспомогательные материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение шовной контактной сварки сильфонов должно производиться при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Оборудование, оснастка, инструмент
- Машина шовной сварки типа МШПС-75 или другие машины (МШВ-1202, МШК-1201), позволяющие производить сварку сильфонов.
- Монтажно-сварочный стол типа ССП-2 или другого типа, мощностью не менее 3 кВт.
- Термостат.
- Приспособления для сварки.
- Кондукторы для проверки несоосности.
- Резец И-592.
- Шаблон И-590.
- Оправка ПР-3360.
- Отвертка ГОСТ 17199-71.
- Плоскогубцы ГОСТ 5547-75.
- Комбинированный прибор переносной ГОСТ 10374-74.
- Шкурка шлифовальная ГОСТ 10054-82.
- Надфиль ГОСТ 1513-67.
Пайка в печах.
Соединяемые детали любых габаритов и конфигураций равномерно нагреваются под действием теплоты внутреннего пространства печи. Для пайки используют печи с индукционным нагревом, газопламенные и печи электросопротивления, В настоящее время широко применяют газовые печи с беспламенным горением.
Пайка горелками.
Нагрев паяемых деталей и расплавление припоя происходят за счет теплоты, выделяющейся в газовых горелках при сгорании углеводородов, а в плазменных горелках — за счет теплоты плазменной струн и электрической дуги косвенного горения.Наиболее широкое применение нашли газовые горелки, питание которых осуществляется от баллонов, газовой сети или газового генератора.
Благодаря применению различных углеводородов в смеси с воздухом или кислородом достигают необходимой для пайки температуры нагрева. Плазменные горелки удобны при пайке тугоплавких металлов (молибден, вольфрам, ниобий и т. п.), так как дают более высокую температуру нагрева.
Применение электрической дуги ограничено, так как сложно регулировать температуру нагрева паяемых деталей.Для проведения паяльных работ в полевых условиях или ремонтных мастерских удобно пользоваться паяльными лампами, которые являются по существу газовыми горелками, но с жидким топливом.
Пайка паяльником.
Нагрев паяемых деталей и расплавление припоя происходят за счет теплоты, аккумулированной в массе паяльника, который перед пайкой или в процессе пайки подогревается. В случае, если теплоты, аккумулированной в массе паяльника, недостаточно, паяемую деталь подогревают посторонним источником. Из-за простоты устройства паяльника этот способ пайки наиболее широко применяют в различных областях техники и в быту.
Пайка погружением.
При пайке в соляных ваннах нагрев может быть непосредственный, когда детали погружают прямо в расплавленные соли, выполняющие роль источника теплоты и флюса, или косвенный, когда паяную деталь помещают в контейнер со специальной газовой средой или вакуумом, а затем погружают ее в соляную ванну.
В этом случае скорость нагрева меньше, чем при непосредственном способе, но качество поверхности паяных деталей более высокое.Пайка деталей в ваннах с расплавленным припоем получила широкое распространение при изготовлении автомобильных и авиационных радиаторов, твердосплавного инструмента, в радио- и электропромышленности. При этом способе пайки деталь частично или полностью погружают в ванну с припоем.
Пайка сопротивлением.
Соединяемые детали являются частью электрической цепи и пайка происходит за счет теплоты, выделяемой при прохождении электрического тока через паяемые детали и токоведущие элементы. Нагрев сопротивлением осуществляется на контактных машинах или в электролитах.
Пайка электронагревательными матами.
Нагрев паяемых деталей и расплавление припоя осуществляются тепловыделяющимися элементами, смонтированными в мягких термостойких покрывалах (матах), облегающих паяемое изделие. При пайке тонкостенных крупногабаритных конструкций применяют электронагревательные маты из огнеупорной керамической ткани, которые допускают регулирование нагрева в широком диапазоне температур.
Пайка блоками. Нагрев паяемых деталей и расплавление припоя происходят за счет теплоты, выделяемой массивными металлическими блоками, предварительно нагретыми и имеющими внутреннее пространство, обработанное в соответствии с конфигурацией паяемых деталей.
Наиболее высокопроизводительными технологическими процессами являются печная, индукционная и пайка погружением. Они могут быть механизированы и автоматизированы. Их особенно рекомендуется применять в серийном и массовом производстве.
Подготовка деталей к сварке
Убедиться в отсутствии на свариваемых поверхностях царапин, забоин и вмятин.
Зачистить шлифовальной шкуркой посадочные места шейки сильфона и втулок.
Протереть шейки сильфона и втулок хлопчатобумажным полотном, смоченным в спирте.
Подготовка машин к сварке
Проверить настройку всех механизмов машины на пробной сварке технологических образцов.
Производить шовную сварку на режимах, указанных в таблице 1.
| Наименование переключателей | Положение переключателей | Параметр |
|---|---|---|
| Скорость двигателя | 15-16 | 2,4-2,5 об/мин |
| Перекрытие шва | Наруж. шов 4-6 Внутр. шов 8-12 | 2,4-3,6 с |
| Импульс | 1,2 | 4,2-8,0 с |
| Пауза | 2-4 | 0,01 с |
| Нагрев | 0-5 | 0,04-0,08 с |
| Регулятор давление | 3,5-4,5 | (4,2-4,7)·103 кПа (4,2-4,8 кг/см2) |
| Ступень сварочного тока | 1 | 3,8 кА |
Установить в приспособление свариваемый узел и произвести пробную сварку.
Провести качество сварки и, в случае необходимости, произвести корректировку режима.
Считать сварку удовлетворительной, если разрушение образца происходит по основному металлу без нарушения целости сварного шва (точки).
Считать сварку неудовлетворительной, если разрушение образца носит характер отлипания, без вырыва сварного шва (точки).
Производить корректировку режима:
- на монтажно-сварочном столе – путем изменения величины сварного импульса и усилия сжатия свариваемых деталей;
- на машине шовной сварки – путем изменения величины давления, времени сварного импульса, паузы и нагрева, а также изменением скорости двигателя.
Приступить после получения удовлетворительных результатов испытаний на отработанном режиме к сварке партии изделий.
Радиационная пайка.
Нагрев паяемых деталей осуществляется за счет излучения кварцевых ламп, расфокусированного электронного луча или мощного светового потока от квантового генератора (лазера).Этот способ позволяет сократить продолжительность пайки, использовать точную электронную аппаратуру для регулирования температуры и времени пайки, а также получать спаи в атмосфере воздуха без применения искусственных газовых сред.
При радиационной пайке лучистая энергия переходит в тепловую непосредственно в материале припоя и паяемых деталях.
Сварка
Произвести прихватку точечной контактной сваркой на подготовленном к работе монтажно-сварочном столе:
- ставить первую точку в любом месте по периметру сильфона на расстоянии не более 1 мм от торца втулки;
- выполнить последующие точки на расстоянии не более 1 мм от торца втулки, при этом вторая и другие четные точки ставятся на диаметрально противоположной стороне относительно выполненных перед ними точек;
- поставить 8-10 точек равномерно по окружности посадочного гнезда сильфона.
Примечание — Допускается увеличение диаметра контактной поверхности электродов для точечной сварки не более чем на 20 % относительно чертежу размеров. Если диаметр контактной поверхности электродов увеличивается более на 20 % – то их необходимо заменить или заточить до размеров, указанных в чертеже.
Сплошной контроль несоосности исполнителем и работником ОТК.
Произвести шовную сварку сильфона.
- подвести ходовыми винтами сварочную головку в рабочее положение;
- проверить нормальное вращение ролика в режиме «наладка» без сварочного тока, при включенном давлении;
- переключить машину в режим «автоматическая сварка», включить сварочный ток и нажать кнопку «сварка».
Примечание — Одним роликом без заточки допускается производить: ПР 806-I не более 30 сварок, ПР-806-II и ПР-806-IX – 50 сварок. К заточке допускать ролики с минимальным диаметром: ПР 806-I не менее 10 мм, размер ролика контролировать шаблоном И-590; ПР-806-II не менее 55 мм, ПР-806-IX не менее 180 мм. Заточку ролика ПР 806-I производить на оправке ПР 3364 резцом И-592.
Продуть сварной узел сухим воздухом или азотом.
Просушить сварные узлы в термостате.
Сплошной контроль несоосности исполнителем и работником.
Сварка тонкостенных труб и сильфонных узлов — инструмент, проверенный временем
Тонкостенные трубы из высоколегированных нержавеющих сталей диаметром 5—10 мм и толщиной 0,15—0,5 мм широко применяют при изготовлении теплообменных аппаратов, гибких металлических рукавов, измерительных приборов и других конструкций. До освоения микроплазменной сварки тонкостенные трубы изготавливали бесшовными. Цельнотянутые трубы обладают рядом недостатков: высокой стоимостью, серповидное і ыо в сечении и наличием на поверхности металла технологической
Рис. 124.
Схема соединения:
/ — основание, медь МБ; 2 — технологическое кольцо, медь МБ; S — сильфон, сталь X 181110Г;.
4 — технологическое кольцо» бронза КМцЗ-Ij
5 — втулка, бронза КМи.3-1.
Герметизированный корпус датчика. |
смазки, используемой в процессе многократной опрессовки и перетяжки труб. Аріонодуговая сварка такого рода изделий не обеспечивала стабильного качества соединений. Более эффективной в данном случае оказалась автоматическая микроплазменная сварка [78]. Микроплазменную сварку производят на специальных установках с использованием источников питания А-1255 и МПУ-М, укомплектованных малогаОаритными плазмотронами. Схема процесса микроплазменной сварки осо — ботонкостеиных труб приведена на рис. 126.
‘ В горелкодержатель 1 устанавливают электрически изолированный от нее плазмотрон 2. Заютовку трубы 5 подают к фильере 4, установленной в фильеродержателе 6. Для уменьшения деформаций заготовки в процессе сварки применяют предварительное деформирование кромок с помощью ролика 3. Фильера в данном случае не только выполняет функцию калибрующего устройства, но и является микрокамерой, заполненной аргоном под некоторым избыточным давлением. Такой прием обеспечивает высокую эффективность защиты сварного соединения при незначительных расходах защитного газа. При сварке труб диаметром 8,8 мм из ленты толщиной 0,2 мм (сталь Х18Н10Т) расход плазмообразующего газа равен 0,2 л/мин, а защитного газа (Аг 5% Н2) — 1 л/мин. Скорость сварки составляет 70 м/ч при сварочном токе 6 А. Получаемые микроплазменной сваркой швы характеризуются высокой стабильностью размеров, не имеют провисаний, ослаблений и наплывов, характерных для аргонодуговой сьарки. Высокая эффек-
Рис. 126.
Схема процесса микроплазменной сварка тонкостенных труб.
тионость защиты сварных соединений при сьарке труб с применением фильеры приближает этот процесс к условиям сварки в камере с контролируемой атмосферой.
Ресурс изделий, изготовленных из сварных труб диаметром 8,8 X 0,2 мм увеличивается в 2—3 раза по сравнению с изделиями, выполненными из цельнотянутых труб и труб, изготовленных аргонодуговой сваркой. Технико-экономический анализ показал, что при массовом производстве сварные особотонкостенные трубы в среднем в 10 раз экономичнее цельнотянутых бесшовных труб. Дальнейшее повышение эффективности применения микроплазменной сварки трубок достигается за счет использования оборудования, обеспечивающего одновременную сварку несколькими дугами.
Основное техническое требование, предъявляемое к силь — фонным узлам — получение прочноплотных и закуумноплотных сварных соединений с сохранением упругих и антикоррозионных свойств сильфона. Для обеспечения необходимой работоспособности сильфона нагрев его рабочих частей в процессе сварки не должен превышать 200° С. На рис. 127 представлен оптимальный вариант соединения сильфона с деталями арматуры. Технологические разработки реализованы на сильфонах из стали Х18Н10Т диаметром от 15 до 72 мм, толщиной 0,12— 0Л5 мм. В качестве источников питания используют установки
МПУ м.
Микроплазменную сварку сильфона к стенке производят при вертикальной оси вращения узла. Экспериментально установлены оптимальные размеры элементов свариваемых кромок (рис. 128). Удоьлєївориюлъные свойства сварных соединений получены при величине притупления кромки 0,3 мм, угле скоса 20° и высоте буртиков не менее 1 мм.
Существенное влияние на качество сварных соединений оказывает величина зазора между телом сильфона и деталями
Рис. 127.
Соединение сильфона g деталями арматуры.
стенки. Установлено, что максимальный зазор не должен превышать 0,05 мм. Несоблюдение этого требования приводит к несплавлению кромок, для устранения которого требуется повышать сварочный ток и соответственно увеличивать объем расплавленного металла. Последнее неблагоприятно сказывается на качестве соединений. Несовпадение кромок по торцу имеет не столь существенное значение. В этом случае допускается превышение сильфона над стенкой на величину 0,2 мм.
При сварке сильфонных узлов больших диаметров (более 72 мм) необходима предварительная прихватка кромок для предупреждения возникновения чрезмерных зазоров при нагреве элемеьгоь сильфона в процессе сварки. Прихватку производят непосредственно перед сваркой на рабочих режимах с шагом не более 50 мм. Опытами установлена возможность получения качественных соединений в относительно широком диапазоне режимов сварки: /св~6^9 А; {/д=^25чг-28 В;
t;c„ = 8 12 м/ч. В качестве плазмообразующего газа приме
няют аргон, в качестве защитного — гелий или аргоноводородную смесь с 7% водорода. Сравнение микроплазменного и аргонодугового способов сварки показывает, что без снижения качества швов микроплазменная сварка позволяет применять более низкую погонную энергию дуги (в 2 раза ниже, чем при аргонодуговой сварке). Уменьшение погонной энергии благоприятно сказываемся на точности изготовления сильфонного узла и его работоспособности в целом.
Для разработки технологии микроплазменной сварки сильфонов со штуцерами проведены опыты по сварке сильфонов 15X0,12 и 18×0,12 к штуцерам, толщина стенки которых составляла 2—4 мм. Большое различие в толщинах соединяемых деталей и, следовательно, в теплоотводе в процессе сварки
Рис. 129-
Пол готов ка кромок под сварку сильфона со штуцером (а) и фланцем (б).
вызывало определенные затруднения. Установлено, что для устранения прожогов кромок сильфона необходимо использовать «козырьки» (рис. 129) и оснастку, обеспечивающую интенсивный отвод тепла от тела сильфона. Для этого сильфонный узел зажимают в оправку таким образом, что вся рабочая часть сильфона находится внутри оправки, а стык выступает из нее на величину около 2 мм. Возможны два варианта выполнения сварки — при горизонтально расположенной оси вращения и при наклоне ее под углом 45°. Ось плазмотрона во всех случаях должна быть вертикальной. В диапазоне скоростей сварки 1,5—3 м/ч полное расплавление козырька при удовлетворительном оплавлении и отсутствии прожогов достигнуто при сварочном токе 14—20 А. Для данных соединений оптимальный режим сварки: /св— 14-ь16 А; диаметр вольфрама 1 мм, Uд =18-4-20 В; /д = 2-=-4 мм; асв=3 м/ч; расход плазмообразующего газа (аргона) 0,4 л/мин; расход защитного газа (гелия или аргоноводородной смеси) 3—4 л/мин. Если конструкция сильфонного узла позволяет производить сварку под углом 45°, величина сварочного тока может быть повышена до 18—20 А. При этом уменьшается вероятность образования прожогов.
Технология микроплазменной приварки сильфонов к фланцам и заглушкам одинакова. Применение микроплазменной сварки позволяет упростить конструкцию соединений, отказаться от дополнительных теплозащитных колец и существенно снижает тепловложение в околошовную зону. Как показали замеры, температура нагрева рабочей части сильфона в процессе сварки при таком типе соединения не превышает 80° С. Узлы сильфонов, выполненных микроплазменной сваркой, прошли успешное испытание на прочность и герметичность. Разрушение образцов при испытаниях на растяжение во всех случаях происходило по основному металлу при ов> 50 кге/мм2,
Термическая пайка.
Нагрев паяемых деталей и расплавление припоя осуществляются теплотой, выделяющейся при сгорании термитной смеси. Термитной пайкой пользуются при соединении стержней, трубопроводов.



