

- Различные виды паяльных флюсов и катушек припоя
- Паяльная кислота и жидкая канифоль
- Применение флюсов
- Медь: идеальный материал для лазерной сварки
- Поглощение зеленого излучения и особенности меди
- Универсальность сварки меди лазером
- Электродвигатели и медь
- Пластичность и ковкость меди
- Открытие моряков
- Недостатки меди
- Задачка “медь + газ”
- Решение
- Плюсы и минусы использования ультразвуковой сварки
- Плюсы:
- Минусы:
- Применение ультразвуковой сварки
- Примеры применения ультразвуковой сварки
- Заключение
- ▍ Лужение и пайка
- Флюсы для высокотемпературной пайки
- Газовые лазеры для сварки
- Гибридные лазеры для сварки
- Флюсы для пайки припоями типа ПОС
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- Преимущества лазерной сварки
- Сварка тонкостенных изделий лазером
- Сферы применения
- Услуги
- Лазерная сварка меди
- Фотоприемный модуль
- Преимущества и недостатки лазерной сварки меди
- О компании «КС Инфраструктура»
- Лазерная сварка меди в различных отраслях
- Физика процесса сварки
- Принцип работы лазерной сварки
- Микросборка
- Элементы систем для ультразвуковой сварки
- ▍ Список использованной литературы
- Оборудование
- Микросварка, установка ES-4030, ИП Уголев
- Стенд юстировки оптического волокна относительно кристаллов ЛД и ФД
- Микроскоп МБС-10 (около 10 шт.)
- Сварочный аппарат FUJIKURA FSM-18S
Различные виды паяльных флюсов и катушек припоя
Паяльная кислота и жидкая канифоль
Лазерная сварка
Лазерная сварка — это передовая технология соединения деталей с помощью лазерного излучения. Для сварки используется высокоинтенсивный лазерный луч, который соединяет детали вместе, создавая прочные и надежные сварные швы. Благодаря многочисленным преимуществам лазерная сварка стала незаменимым инструментом в современных производственных процессах.
Множество технологических процессов, сопровождающих создание различных систем, связано, так или иначе, с соединением составляющих эти системы компонентов. При этом могут возникать ситуации, где преимуществом перед классическими методами создания соединений обладает ультразвук: сварка тоненького волоска проволоки и металлической детали, соединение друг с другом двух тончайших лепестков фольги, пластиковых деталей, элементов одежды и т. д. Решить все вышеперечисленные задачи даёт возможность ультразвуковая сварка, которая является высокотехнологичным способом соединения материалов между собой.
Применение флюсов
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примерами флюсов могут служить:
- Сварка электрооборудования от батарей до клемм
Медь в обычных атмосферных условиях не покрывается окислами. Солнце — наверное самый несущественный параметр окружающей среды, который может повлиять на поверхность металла, так как коэффициент отражения меди достигает 0,95. Но есть одно интересное исключение: зеленый спектр света в 500-550нм, который соответствует колебаниям электронов внешней орбитали атома Cu, очень активно поглощается металлом в виде тепловой энергии. Медный поручень под закатным солнцем нередко обжигает руку.
Медь: идеальный материал для лазерной сварки
Эту особенность меди удалось использовать в современной промышленности, а точнее в лазерной сварке. Нужно заметить, что обычно мощные лазеры, которые работают в подобных диапазонах — это ручные волоконные модели.
Это согласуется с техникой безопасности, так как зеленый диапазон луча находится в непосредственной близости от максимума сумеречного зрения человека.
Газовые лазеры не могут создавать настолько энергетически сфокусированный зеленый луч, чтобы и его отражение было видно при дневном освещении. С волоконными твердотельными моделями такой опасности нет — луч виден и при многократном отражении. Очевидно, что специальные методы безопасности излишни.
Поглощение зеленого излучения и особенности меди
Поглощение зеленого излучения более чем закономерно, не зря медь во многих языках называют красным металлом. Однако важен не сам факт поглощения энергии, а то, что коэффициент отражения медью зеленого света начинает с запредельных 0,95 при обычной температуре и резко падает до 0,5 при приближении к температуре плавления.
И еще более важен тот факт, что броуновское движение одного из самых тяжелых промышленных металлов просто не успевает за ускоряющимся прогревом: зеленый лазер легко успевает проделать очень стабильную плавильную ванну глубоко в теле пластины или между заготовками. Ее еще часто называют обратной замочной скважиной — она глубокая, и образует микроскопический шарообразный аналог очага магмы, как в глубине вулкана.
Универсальность сварки меди лазером
Очевидно, что в перевернутой скважине просто некуда разбрызгиваться расплаву, кроме как в само ядро реакции, поддерживая внутреннюю температуру зоны спайки и разогревая окружающую толщу металла.
Кстати, при этом зеленому лазерному лучу безразлично состояние поверхности меди: полированная, оксидированная, матовая или травленная. Все они будут прожигаться лучом практически одинаково. Оксидированнная, может, чуть быстрее.
Поэтому с точки зрения оператора все упирается только в выверенные импульс излучения лазера и температуру заготовки. Использование инертных сред для сварочных работ совершенно необязательно.
Отсутствие лишних сложностей позволяет контролировать сварку ручным пистолетом — еще задолго до выброса будет виден красная светящаяся зона перегрева металла вокруг лазерного луча. Фактически операция естественна, как управление рулем автомобиля или руддером самолета.
Электродвигатели и медь
Несмотря на всеобщее заблуждение, паровую тягу в промышленности сменили отнюдь не дизели, а электродвигатели. Медь оказалась идеальным доступным металлом в электропромышленности, причем по всем параметрам — ковкости, пластичности, электро- и теплопроводности.
Пластичность и ковкость меди
Пластичность и ковкость обеспечили резкое снижение стоимости электродвигателей, так как именно медь позволила выяснить, что движение электронов происходит по поверхности, а не в толще электропроводящего материала. Логично, что проволока для электродвигателей должна была отличаться в первую очередь не площадью сечения, а площадью поверхности.
Больше не нужно было пытаться экономить при помощи стальной неудобной проволоки. Пластичность меди позволяла условно дорогой фунт металла раскатать ручным прессом примерно на полмили почти швейной нити.
Открытие моряков
Моряки обнаружили еще одно интересное свойство меди: керн с минимальным диаметром жала при достаточной силе удара практически спаивает две тонкие пластины меди. То есть теплопроводность меди, как тяжелого металла, очень неплоха, но все же скорость передачи температуры заметно заторможена.
Недостатки меди
Но при всех своих достоинствах у меди есть и свои недостатки, в основном связанные с химическими свойствами. Например до появления лазерной сварки все тонкие работы с медью, особенно спайка и сварка, были чуть ли не ювелирным искусством! Как правило, при соединительных операциях старались обойтись банальными скруткой и давлением тисками.
Задачка “медь + газ”
Из современных способов соединения медных деталей первой была забракована самая простая операция — газовая, точнее ацетиленовая сварка. Химики рады: медь — лучший катализатор полимеризации ацетилена.
Решение
Теоретическое решение достаточно простое: твердотельный или волоконный лазеры. Электродуговая сварка тоже хороша, но из-за необходимости использования аргона этот метод слишком громоздок и больше подходит для “более фундаментальных” работ, вроде обработки контактов промышленных трансформаторов.
Но со всей этой техно-сбруей не на каждый трансформатор залезешь!

Плюсы и минусы использования ультразвуковой сварки
Плюсы:
- Не меняются свойства и структура свариваемых деталей.
- Повышенное качество сварочных швов.
- Возможность сварки металлов и пластиков.
- Допуск сварки грязных деталей.
- Легкость соединения тонких и ажурных материалов в швейном деле.
- Бесшумность и быстрота процесса.
Минусы:
- Низкая энергоотдача у твердотельных лазеров.
- Ограничения по сварке медных пластинок.
- Ограниченная мощность ультразвуковых генераторов.
Применение ультразвуковой сварки
Ультразвуковая сварка широко применяется в различных отраслях:
Промышленное производство: сварка металлических и пластиковых деталей.
Электроника: сварка проводов, контактов, датчиков.
Медицинская техника: изготовление микроинструментов, деталей для медицинских приборов.
Авиационная и автомобильная промышленность: ремонт и изготовление металлических компонентов.
Швейное дело: соединение синтетических тканей.
Примеры применения ультразвуковой сварки
Для охвата широкого спектра операций, от производства деталей медицинских устройств до пошива одежды, ультразвуковая сварка является универсальным инструментом современного промышленного производства.
Заключение
Ультразвуковая и лазерная сварка обладают уникальными характеристиками и находят широкое применение в различных отраслях промышленности. Выбор метода сварки зависит от требуемой мощности, материала деталей и специфики производства.
Картинка: И.Д.Клеткин и др. – «Ультразвуковая сварка при изготовлении одежды»
В своё время в СССР Оршанским заводом «Легмаш» была изготовлена ультразвуковая швейная машина БШМ-1, с конструкцией которой вы можете бегло ознакомиться по картинке ниже (кликабельно).

Картинка: И.Д.Клеткин и др. — «Ультразвуковая сварка при изготовлении одежды»
Эта машина примечательна тем, что она прошла эксплуатацию на одном из швейных предприятий, где с помощью неё было изготовлено порядка 7000 мужских сорочек (из 100% полиамида) со сварными швами и было достигнуто увеличение производительности предприятия на 42%, а реализованные сорочки не вызвали у потребителей нареканий к качеству швов. Желающие почитать про её конструкцию и особенности работы более подробно, могут ознакомиться с ней по книге, приведённой ниже, в списке использованной литературы: «Ультразвуковая сварка при изготовлении одежды».
▍ Лужение и пайка
Нашёл своё применение ультразвук и в процессе пайки сложных металлов, в частности алюминия, который в обычном состоянии покрыт тугоплавкой плёнкой окислов, обычно удаляемой применением сильнодействующих флюсов, которые как уничтожают эту плёнку, так и вызывают последующую коррозию металла (после пайки необходимо тщательно чистить место соединения).
Однако от всех этих трудностей позволяет избавиться ультразвуковая пайка, которая заключается всего лишь в окунании ультразвукового излучателя в расплавленный припой, после чего излучателем касаются соединяемых деталей (либо касаются им припоя, прижатого к поверхности).
Ультразвуковые колебания, а именно кавитация, вызываемая ими, приводит к разрушению окисной плёнки, находящейся под расплавленным припоем. Так как соединяемый металл в этот момент находится под каплей припоя, он остаётся защищённым от кислорода воздуха, что приводит к последующему (после удаления окислов) смачиванию металла.
Но не только металлы поддаются лужению с помощью ультразвука — даже керамику и стекло можно с его помощью облудить и паять:
Также лужение с применением ультразвука может происходить и в ванне с расплавленным припоем, куда и помещаются обрабатываемые детали, где в ходе воздействия ультразвуковых колебаний с них удаляются окислы и происходит облуживание поверхности:
Подобный метод позволяет производить надёжное лужение таких материалов как: керамика, ферриты, абразивы, кварц, угольные и графитизированные изделия, стёкла, рубины, инвар, ниобий, тантал, молибден, вольфрам, титан, германий и т. д.
Флюсы для высокотемпературной пайки
Твердотельные лазеры — это лазерные системы, использующие твердые материалы в качестве среды усиления. Эти лазеры генерируют лазерный луч путем возбуждения атомов или ионов внутри твердотельного кристалла или стекла. В твердотельных лазерах активным элементом являются стекло или алюмоиттриевый гранат с добавлением неодима, рубина. Некоторые распространенные материалы твердотельных лазеров включают легированный неодимом иттриево-алюминиевый гранат (Nd:YAG), легированное неодимом стекло (Nd:glass) и легированное эрбием волокно (EDF). Характеристики: Твердотельные лазеры отличаются высокой энергоэффективностью, компактными размерами и отличным качеством луча. Они могут создавать лазерные лучи с высоким уровнем мощности и короткой длительностью импульса.
Они подходят для точных сварочных задач и могут работать с различными материалами, включая сталь, алюминий, нержавейку, титан и магниевые сплавы. Твердотельные лазеры широко используются в таких отраслях, как автомобилестроение, аэрокосмическая промышленность и электроника.

Рис. 4. Сварка металла лазером
Газовые лазеры для сварки
Газовые лазеры — это лазерные системы, использующие газовые смеси в качестве активной среды для генерации лазерных лучей. Это соединения азота, гелия, углекислого газа. Смесь подается в рабочую область под давлением 2,6-13 кПа. Эти лазеры работают за счет электрического возбуждения для приведения в действие молекул газа, стимулируя излучение когерентного света. Углекислотный (CO2) и гелий-неоновый (He-Ne) лазеры — наиболее распространенные типы, используемые для сварочных работ.
Характеристики: Газовые лазеры для сварки обеспечивают высокую мощность непрерывной волны, что делает их пригодными для высокоскоростной сварки и сварки с глубоким проникновением. Они обеспечивают хорошее качество луча и могут работать в непрерывном или импульсном режиме, в зависимости от требований. Они особенно эффективны для сварки толстых материалов.
Гибридные лазеры для сварки
Гибридная лазерная сварка — это метод сварки, сочетающий использование лазерного луча с другим сварочным процессом, обычно дуговой сваркой. Объединение дуговой сварки с металлическим электродом в активном или инертном газе с лазерной сваркой. Она предполагает одновременное воздействие лазерного луча и дуги на соединение, что приводит к синергетическому эффекту, улучшающему характеристики сварки. Увеличивается подводимая тепловая мощность, что позволяет осуществлять сварку высокопрочных сталей, невыполнимую другими методами
Лазерный луч помогает усовершенствовать сварную фаску, уменьшая размер сварочной ванны и улучшая проплавление материала. Процесс дуговой сварки добавляет дополнительный присадочный материал и способствует лучшему перемешиванию расплавленного металла, что приводит к более однородной структуре шва и улучшению механических свойств.
Флюсы для пайки припоями типа ПОС
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
Неправильная лазерная сварка может привести к различным дефектам в сварном соединении. Вот некоторые распространенные дефекты, которые могут возникнуть, если процесс лазерной сварки не контролируется или не выполняется должным образом:
Неполное сплавление: это происходит, когда основной материал и присадочный материал (если он используется) не полностью расплавляются и сплавляются вместе. Это приводит к слабому соединению с пониженной механической прочностью и целостностью. Недостаточное количество тепла, неправильное позиционирование фокуса или недостаточная скорость сварки могут способствовать плохому соединению.
Пористость: Пористость означает наличие небольших пустот или газовых карманов внутри сварного соединения. Она может быть вызвана захватом газов в процессе сварки, таких как воздух, влага или загрязняющие вещества. Пористость ослабляет сварной шов и снижает его устойчивость к коррозии и механическим нагрузкам. Правильная очистка заготовки, выбор защитного газа и соответствующие параметры лазера помогут минимизировать пористость.

Рис. 5. Дефекты сварных швов
Растрескивание: Это может произойти из-за чрезмерного нагрева, быстрого охлаждения или неправильной конструкции шва. Зоны термического влияния и шов особенно восприимчивы к растрескиванию. Трещины нарушают целостность сварного соединения и могут привести к разрушению конструкции. Контроль подачи тепла, оптимизация скорости охлаждения и использование подходящих конструкций швов необходимы для предотвращения образования трещин.
Недолив/подрез: Недолив или подрез относится к недостаточному проплавлению основного материала вблизи корня или боковых стенок сварного соединения. Это приводит к образованию канавки или углубления в шве, снижая его прочность и влияя на общую структурную целостность. Такие факторы, как неправильное выравнивание лазерного луча, неправильная мощность лазера или чрезмерная скорость сварки, могут способствовать возникновению данных дефектов.
Преимущества лазерной сварки
Лазерная сварка обеспечивает исключительную точность, получаются тонкие и контролируемые сварные швы. Сфокусированный лазерный луч точно позиционируется с контролем подачи тепла. Это минимизирует вероятность искажения и гарантирует высокую точность.
Скорость и эффективность
Лазерная сварка — это высокоскоростной процесс, который позволяет быстро получать сварные швы, повышая производительность. Концентрированная энергия лазерного луча быстро и эффективно передает тепло, сокращая общее время сварки.
Технология очень универсальна и может применяться к широкому спектру материалов, включая металлы, пластмассы, керамику и другое.
Небольшая зона термического влияния
Локализованный ввод тепла при лазерной сварке приводит к образованию небольшой зоны термического влияния, что сводит к минимуму возможность искажения или повреждения окружающих участков заготовки. Это особенно важно для термочувствительных материалов.
Лазерная сварка является бесконтактным процессом, который устраняет необходимость физического контакта с заготовкой. Это снижает риск загрязнения, повреждения или износа сварочного оборудования.
Автоматизация и интеграция
Лазерная сварка может быть легко интегрирована в автоматизированные производственные системы. Она эффективна для высокоскоростных производственных линий и может быть легко интегрирована для выполнения точных и повторяющихся задач сварки.

Рис. 2. Процесс лазерной сварки
Сварка тонкостенных изделий лазером
Лазерная сварка тонкостенных изделий имеет ряд уникальных особенностей, обусловленных характеристиками материалов и самого процесса сварки. Вот некоторые ключевые аспекты, которые необходимо учитывать:
Контроль подачи тепла: Тонкостенные изделия чувствительны к чрезмерному воздействию тепла, которое может вызвать деформацию, коробление или прожог. Лазерная сварка позволяет точно контролировать подводимое тепло благодаря концентрированному и локализованному характеру лазерного луча. Такой контроль помогает минимизировать риск перегрева и сохранить структурную целостность тонкостенного материала.
Проникновение в сварной шов: При сварке тонкостенного материала очень важно обеспечить надлежащий провар. Поскольку толщина материала ограничена, важно обеспечить полное проникновение лазерного луча в шов, избегая при этом чрезмерного энергопотребления. Параметры сварки, такие как мощность лазера, скорость и позиционирование фокальной точки, должны быть оптимизированы для достижения достаточного провара без ущерба для материала.
Динамика сварочной ванны: Быстрые циклы нагрева и охлаждения, связанные с лазерной сваркой тонкостенных изделий, требуют точного контроля над динамикой сварочной ванны. Надлежащий контроль гарантирует, что расплавленная ванна не будет чрезмерно растекаться или становиться нестабильной, что приведет к плохому качеству соединения.
Сферы применения

Рис. 3. Лазерная сварка
Услуги
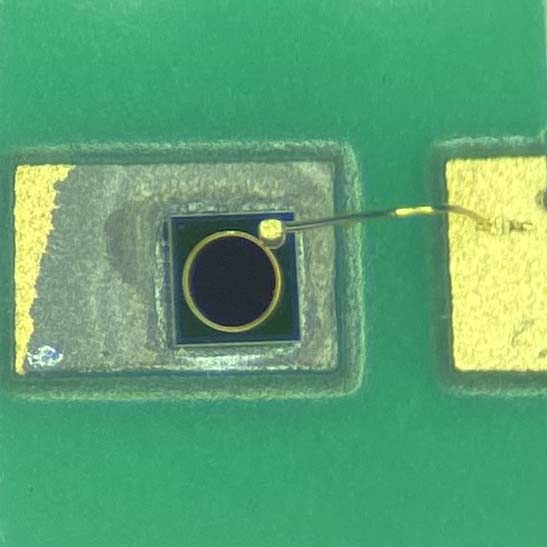
кристалл фотодиода обратной связи 300 мкм
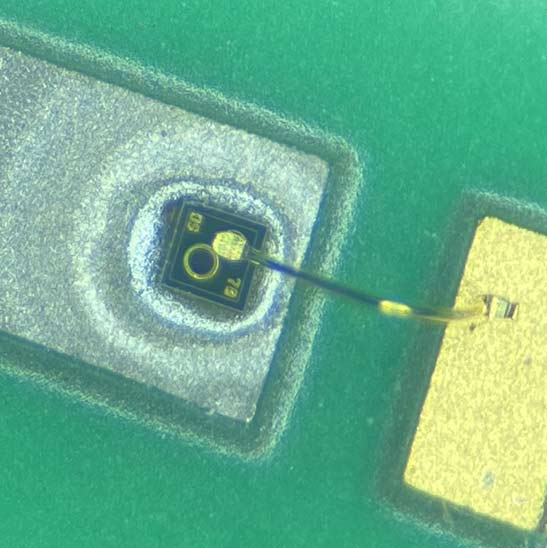
кристалл фотодиода 70 мкм
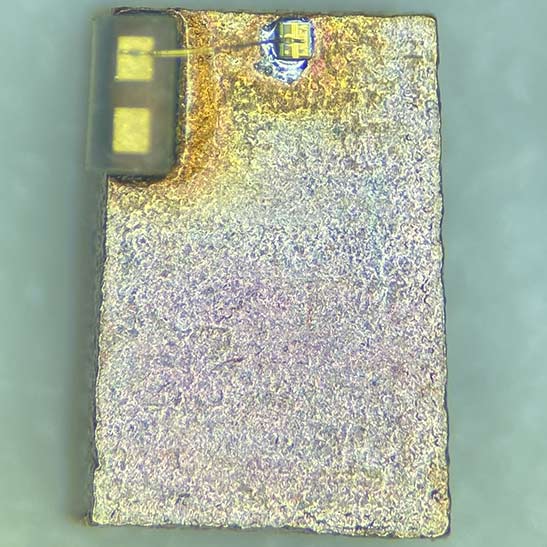
кристалл лазера DFB 1310 нм
Лазерная сварка меди
Человечество использовало медь в промышленных масштабах еще со времен бронзового века, поэтому кажется, что ее свойства давно были изучены вдоль и поперек и слегка разочаровалось. Поэтому к концу XVIII-го века меди отвели скучную роль материала для мелкой монеты и декоративных поделок. Ее фактически вышвырнули из прогресса. Но электричество и алюминий дважды перевернули наше представления о физических возможностях красного металла — из полузабытого источника фартингов и су медь снова стала чуть ли не сердцем "Новой Цивилизации" по Герберту Уэллсу. Но еще более удивительна судьба меди в последние 50 лет. Когда-то железо и сталь уничтожили медь в бою, но сейчас медь побеждает железо в микроэлектронике.
Медь ковали, скручивали и прессовали, но даже толком не сплавляли, кроме как в бронзу. Железо и сталь вытеснили ее из инженерного обихода.
Фотоприемный модуль
Сотрудниками предприятия «КС Инфраструктура» (входит в ГК «Комплексные системы») разработан и собран на технологическом оборудовании двухканальный фотоприемный модуль с компактными габаритами (22*36*5,5 мм).
Преимущества и недостатки лазерной сварки меди
Так уж случилось, что электротехника и электроника неявно, но зависят от легковесности материалов. Например электробатареи, аккумуляторы и электронные схемы слишком перегружены тяжелыми металлами, поэтому весят соответственно. Медь имеет высокую плотность, но одновременно обладает достаточно высокой температурой плавления, устойчивостью к атмосферному кислороду и дружелюбностью к созданию сплавов. В первую очередь с алюминием. Такие сплавы почти сохраняют электропроводность меди, почти достигают низкой плотности алюминия, но все же имеют особенности и каверзные недостатки, особенно в сварке, когда все процессы происходят за секунду, а то и доли секунд.
Эти недостатки настолько разнообразны, что бороться с ними можно только одним общим способом: скоростью.
В "тяжелой промышленности" чистую медь используют только в дорогостоящих батареях/аккумуляторах и ответственных силовых платах управления высоким напряжением. Например, очищенная рудная медь стоит около 8-9 тыс долларов за тонну без рудной очистки, а чистая, пригодная для электроники, стоит минимум в полтора раза дороже. Все просто: даже примесь 0,015% алюминия (чистую медь большей частью получают через гидролиз солей, а значит без алюминия не обходится) задирают электросопротивление металла с 0,0001 мкОм*м до 0,02 мкОм*м. Представьте, что бытовой трансформатор 220~5V, изготовленный из такой проволоки, вдруг начинает греться, обжигая руку!
Но есть и другая сторона медали. Оказывается, никакие другие загрязнения или намеренные вмешательства практически не влияют на электропроводность меди с примесями, после того как она остыла! Несложно рассчитать необходимые меры охлаждения и параметры сплава, чтобы получить необходимый результат. В любом случае каждую партию электролизной или химической меди подвергают хроматоанализу и только потом дают ей соответствующую марку. Раз у Магомета не получилась 99%-ная гора, значит Магомет назначит 99% той горе, которая этого заслуживает. В свою очередь алюминий тоже отлично проводит электричество и заодно сам приобретает дополнительную прочность при легировании. Сплавов на основе меди и алюминия столько, что некоторые из них даже не имеют "просторечного инженерного" названия.
Сначала обратим внимание на огромный плюс меди: она растворяется в алюминии даже в твердой фазе, разумеется разогретой. Максимальная концентрация в 5,65% достигается при почти расплаве и снижается при понижении температуры. Интерметаллид CuAl2 своими размерами молекулы идеально вписывается как в расплав алюминия, так и меди, а поэтому придает сплаву механическую прочность и легирует температурную устойчивость примерно на +150-200С.
Но не пытайтесь такой сплав сваривать любыми способами, кроме мгновенных! CuAl2 очень хрупок и тверд. Без точно сфокусированного лазера или точечной дуги при общем подогреве можно только разорвать свариваемую кромку. Дуга потребует опыта и "чуйки". Лазерный луч в таком виде работ подходит лучше.
Все просто: во времена расцвета электротехники этот сплав был одним из лучших и самым дешевым, но быстро выяснились его минусы, которые не дали ему прижиться в промышленности: настоящая эвтектика меди и алюминия достигается при 33% концентрации меди. И CuAl2, который своими дендритами обеспечивал прочность сплаву при 5-10% меди стал показывать свою хрупкость. Тонкие спайки или контакты после многочисленных итераций "прогрев-охлаждение" во время нагрузки и отключения вдруг неожиданно трескались и раскалывались. То есть даже удачный сплав с 6% меди быстро приходил в негодность после серии разогревов и охлаждений.
Но проблема оказалась с двойным дном: отличная растворимость меди в алюминии + небольшая температура плавления эвтектического сплава (+548С) при медленном охлаждении позволила получить множество интересных сплавов с разной плотностью, электропроводимостью и даже разным паритетом прочность/литейность.
О компании «КС Инфраструктура»
На территории наукограда Фрязино в Московской области Группа компаний «Комплексные системы» организовала научно-производственный кластер, работу которого координирует дочерняя структура холдинга ООО «КС Инфраструктура».
В новом лабораторно-производственном корпусе размещены следующие научные и производственные подразделения:
Компания «КС Инфраструктура» в ГК «Комплексные системы» завершила процесс формирования вертикально интегрированной научно-технической корпорации, ориентированной на решение широкого круга теоретических и прикладных задач для разработки, производства и продвижения высокотехнологичной продукции мирового уровня.
Лазерная сварка меди в различных отраслях
Теперь вы понимаете, что сварка меди — операция капризная, но не требующая знаний гуру. Достаточно внимания.
Первое: при сварке как меди, так и практически всех ее сплавов есть проблема непроплавления примесей. Медь химически слабоактивна, но вот металлические примеси отлично превращает в интерметаллиды со своими особыми свойствами. Хуже того, примесные соединения образуют очаговые участки со своими физическими свойствами — повышенными хрупкостью и теплоемкостью.
Эта проблема решается легко: вам нужен мощный сфокусированный луч. Еще неплохо бы иметь возможность дополнительного прогрева. Очевидно, что ручной пистолет или оттеньюированый робот для такой задачи подходят идеально.
Второе: в электронике и, в общем-то, в силовой релейной электротехнике часто приходится соединять тонкие пластины-контакты из меди или меди и алюминия. На этот раз нас поджидают две беды: остаточная деформация и нагрев. И нагрев, и температурные сдвиги могут легко "поубивать" радиодетали вокруг точки сварки, а в силовых цепях температура и керамика — вещи вовсе несовместимые.
И снова решение простое: скорость и мощный сфокусированный луч. Медь сравнительно медленно передает тепло и достаточно быстро остывает, так что волоконный лазер и робот-манипулятор вам в помощь.
Но вполне можно обойтись ручным волоконным лазером без дополнительной машинерии. Единственная особенность, на которую надо обращать внимание — это первичный прогрев области спайки. Необходимо предварительно создать “обратную замочную скважину”, то есть аккуратно прожигать в течении нескольких секунд одну точку и только затем начинать двигаться, создавая шов.
Кстати у ручных волоконных лазеров есть еще одно прекрасное свойство — пистолет, да и сам волновод очень легкие. При необходимости для очень точной сварки, например электронных компонентов, можно воспользоваться любым легким и дешевым роботом-манипулятором.
Третье: есть еще одна сложная проблема, которую лазер и манипулятор могут сходу не решить. Потребуются предварительные эксперименты. Если два медных сплава или медь и сплав значительно отличаются в процентном содержании меди, то почти наверняка будут обеспечены термические трещины, а с ними непредсказуемые скачки электрического сопротивления потом. Придется полагаться на свою совесть в оценке успешности сварки, но лучше перестраховаться: лазер, робот и дополнительный прогрев. А еще лучше, если есть возможность, пару раз потренироваться на кусочках сплавов отдельно. С ручным лазером хватит буквально нескольких минут подготовки, чтобы “рука прочувствовала”.
Физика процесса сварки
Ультразвуковая сварка представляет собой соединение компонентов с использованием энергии механических колебаний специального сварочного наконечника.
Частота его колебаний лежит в диапазоне свыше 16 кГц, осуществляющихся с амплитудой 0,5-50 мкм, при этом требуется ещё и приложение усилия, которое должно находиться в интервале 0,1-1,0 (в оригинале, видимо, подразумевается «мкм, относительно толщины свариваемых материалов»; дополнительных пояснений не приводится — прим. автора).
Образование надёжного сварного соединения сопровождается множеством разнородных факторов: интенсивное трение, повышение температуры, растрескивание твёрдых материалов и выгорание жировых плёнок, увеличение пластичности, выравнивание микро/макронеровностей, а также сближение находящихся в контакте поверхностей до близкого с межатомным расстояния.
Для устойчивого протекания этого процесса и обеспечения необходимого выходного качества, необходимо, чтобы источник энергии обеспечивал передачу требуемого её количества в зону сварки.
Ниже приведена схема физической модели зоны сварки.

Картинка: Ю.В.Холопов – «Ультразвуковая сварка пластмасс и металлов»
Источником ультразвуковых колебаний является сварочный наконечник, который совершает колебания с определённой частотой. Так как он в момент совершения колебаний касается обрабатываемой поверхности, это касание приводит к упругопластическому деформированию зоны контакта (так как в зоне контакта возникает не только собственно давление, но и трение наконечника о материал).
Касания сварочным наконечником соединяемого материала, осуществляющиеся с постоянным изменением направления, вызывают возникновение волны, которая проходит сквозь зону контакта наконечник/материал и уходит глубже, возбуждая колебания смежной плоскости.
При прочих равных условиях, чем сильнее наконечник давит на материал, тем больше энергии передаётся сквозь материал в зону контакта между соединяемыми материалами, что приводит к увеличению их пластичности, повышению температуры в этой зоне (в таблице ниже приведены усреднённые параметры для сварки пластмасс и металлов):

Для увеличения долговечности и обеспечения качества работы сварочные наконечники специально изготавливают из материалов, обеспечивающих минимальную адгезию с обрабатываемыми объектами.
Сварочный наконечник является одним из наиболее нагруженных элементов конструкции, так как на него воздействует знакопеременная механическая нагрузка, одновременно с температурным воздействием. Это приводит к возникновению и развитию трещин в наконечнике.
Экспериментально было выявлено, что одними из наиболее устойчивых материалов являются сплавы на никелевой основе, так как они обладают наибольшей жаропрочностью, а кроме того, они достаточно вязкие, благодаря чему успешно сопротивляются развитию микротрещин, даже при возникновении которых, они, тем не менее, остаются ещё долгое время работоспособными (в то время как другие, более жёсткие сплавы, просто-напросто выкрашиваются).
Так как разрушение наконечника начинается, как правило, с химического переменного взаимодействия со свариваемым материалом (т. е. налипания материала на наконечник), для предотвращения этого на наконечник наносят защитный слой, как правило, из оксидов:
и ряда других.
Принцип работы лазерной сварки
Принцип лазерной сварки заключается в использовании сфокусированного лазерного луча для соединения двух или более деталей вместе. Лазерный станок генерирует интенсивный, концентрированный источник тепла, который сплавляет материалы, создавая прочное соединение. Лазерный луч попадает на поверхность материала и поглощается, что приводит к быстрому нагреву и локальному плавлению. Луч перемещается на рабочую поверхность через направляющие линзы и центр переднего зеркала, как только интенсивность пучка достигает самых высоких показателей.
Материал поглощает лазерную энергию благодаря своим оптическим свойствам. Энергия лазера преобразуется в тепловую энергию, в результате чего материал достигает температуры плавления. В процессе плавления образуется сварочная ванна. Затвердевание имеет решающее значение для получения прочного и долговечного сварного шва, поскольку он влияет на микроструктуру и механические свойства свариваемых материалов.
Работы не требуют наличия вакуума и могут выполняться в атмосфере. Зачастую защита сварочной ванны выполняется аргоном. Но этот газ при взаимодействии с металлами и лазером вызывает не только расплав металла, но и его испарение. В результате луч может экранировать, уходя от заданной траектории, заметно снижая точность и качество шва.
Световые потоки, используемые в лазерной сварке, характеризуются:

Рис. 1. Принцип работы лазерной сварки
Микросборка
Компания ООО «КС Инфраструктура», входящая в ГК «Комплексные системы», выполняет работы по контрактной сборке микроэлектроники и оптоэлектроники на современном технологическом оборудовании. Штучный, мелкосерийный и серийный монтаж сложных бескорпусных элементов и узлов ВОСПИ. Выполнение сборочных работ происходит с использованием микроскопа в кратчайшие сроки.
Элементы систем для ультразвуковой сварки
Оборудование, предназначенное для ультразвуковой сварки, независимо от того, какие материалы свариваются, имеет примерно одну структуру: источник питания, оборудование для контроля сварочного цикла, механическая колебательная система, привод давления.
Одним из самых важных узлов конструкции является механическая колебательная система, которая служит для преобразования электрической энергии в колебательное механическое движение и передачи этого движения в зону сварки, с максимально возможным КПД.
Ниже приведена принципиальная схема колебательных систем для сварки пластиков (слева) и металлов (справа).

Преобразователи (1) изготавливаются из материалов (никель, пермендюр, титанат бария и т. д.), в которых воздействие переменного магнитного поля вызывает упругие деформации материала. То есть они демонстрируют эффект магнитострикции — изменяют свой объём и линейные размеры в зависимости от воздействия магнитного поля. Что, в свою очередь, приводит к тому, что преобразователь становится источником механических колебаний.

Наибольшее распространение в качестве материала для преобразователей получили никель, пермендюр, ферриты.
Одним из самых перспективных материалов для применения в роли преобразователя является пермендюр, так как ярко проявляет магнитострикционный эффект и позволяет на выходе получать значительные мощности с небольшого по размерам преобразователя.
Но у него имеются и недостатки, среди которых можно назвать недостаточные прочность и коррозионную стойкость.
Для изготовления преобразователей из пермендюра используется листовой материал толщиной 0,05-0,15 мм, который собирается в пакеты.
В качестве альтернативы для преобразователя можно использовать и другой материал — ферриты. Несомненным плюсом этого материала является отсутствие потерь на вихревые токи (Фуко), а также высокий электроакустический КПД (87%), с которым он может функционировать в широком диапазоне частот. Тем не менее, у ферритов имеются и свои минусы, среди которых недостаточная механическая прочность, которая ограничивает их типовую мощность использования диапазоном 5-3.5 Вт/см2.
Альтернативой использованию описанных выше материалов является применение пьезоэлектрического эффекта, суть которого заключается во внесении пьезокристалла в электрическое поле, силовые линии которого совпадают с пьезоэлектрической осью пьезокристалла, что вызывает соответствующие сжатия или растяжения кристалла (обратный пьезоэффект; возможен ещё и прямой пьезоэффект, когда сжатия или растяжения кристалла приводят к выработке электричества).

Кроме преобразователя необходим ещё и источник электропитания, который должен преобразовывать промышленную частоту питания в частоту ультразвука (18-180 кГц). Также возможно применение частот из интервала 0,2-2 МГц, которые позволяют осуществить направленное излучение ультразвука.
Подытоживая, хочется сказать, что примечательные свойства ультразвука в полной мере могут быть реализованы в практической плоскости при осуществлении сварочных работ. Какие-то сварочные работы ультразвук может сделать в принципе реальными, а какие-то — облегчить и удешевить. Скажем, в одной из предыдущих статей, я уже писал о широко известном примере применения ультразвука — для приваривания лямок защитных медицинских масок на автоматических линиях. Быстро и эффективно:
Конечно, сфера применения ультразвука не ограничивается только масками, и, наверняка, вы тоже сможете при желании найти ему вполне полезное применение.
▍ Список использованной литературы
Telegram-канал с розыгрышами призов, новостями IT и постами о ретроиграх 🕹️

Оборудование

Микросварка, установка ES-4030, ИП Уголев

Стенд юстировки оптического волокна относительно кристаллов ЛД и ФД

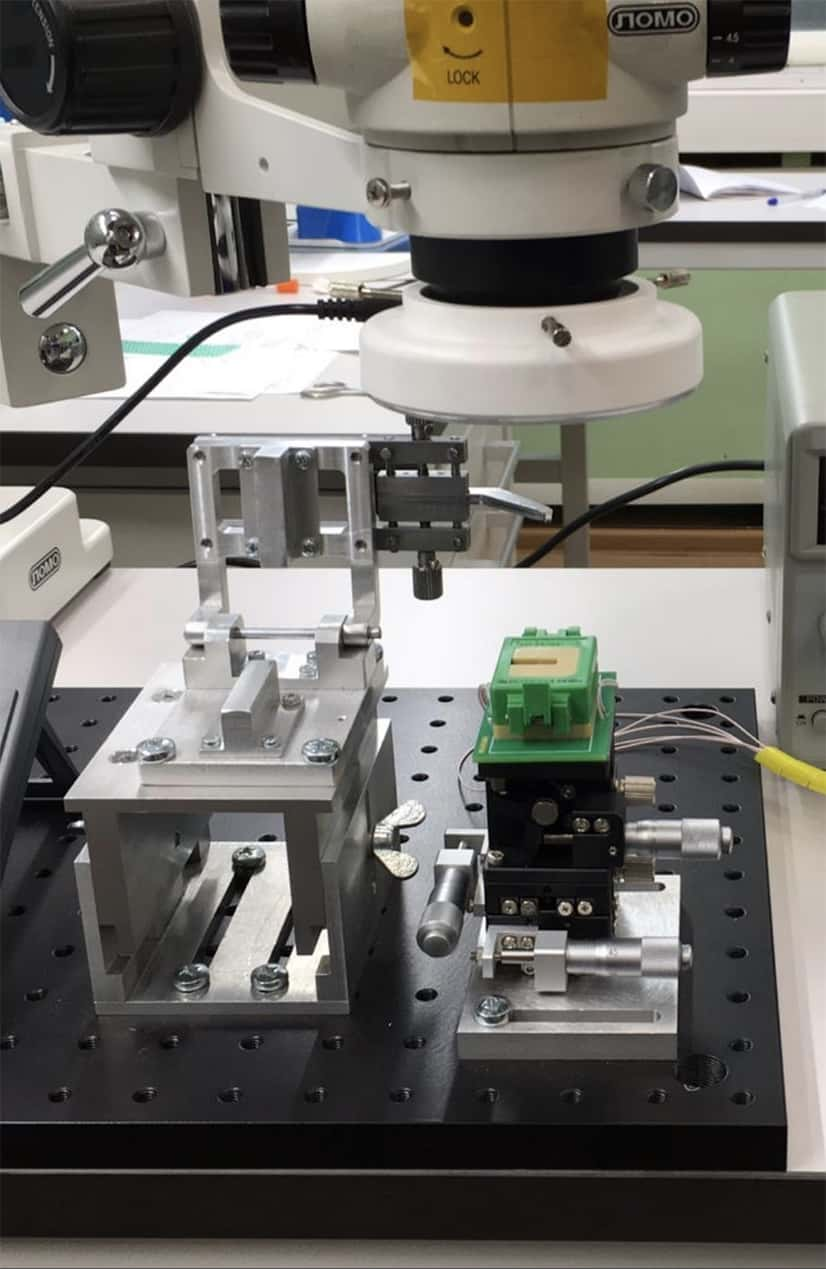
Микроскоп МБС-10 (около 10 шт.)

Сварочный аппарат FUJIKURA FSM-18S

Оборудование для лазерной сварки может быть дорогостоящим, особенно мощные лазеры, необходимые в промышленности. Первоначальные расходы на установку и обслуживание могут стать значительной инвестицией для небольших предприятий.
Требования к квалификации
Эксплуатация оборудования для лазерной сварки требует специальной подготовки и опыта. Квалифицированные операторы необходимы для обеспечения правильной настройки, программирования и обслуживания оборудования, что может увеличить затраты на рабочую силу.
Лазерная сварка может иметь ограничения, когда речь идет о толстых или высокоотражающих материалах. Способность к глубокому проникновению может быть снижена, что влияет на прочность сварного соединения.
Лазерная сварка очень чувствительна к состоянию поверхности, включая чистоту и шероховатость. Загрязнения, такие как масла или окислы, могут препятствовать эффективности лазерного луча, что приводит к снижению качества сварного шва.




