

- Обзор паяльной станции МЕГЕОН 00385
- Описание паяльной станции
- Особенности и возможности
- Комплектация
- Характеристики
- Оплата и доставка
- Как выбрать паяльник?
- Сетевой, аккумуляторный или газовый
- Электрические модели
- Газовые паяльники
- Тип нагрева
- Тип наконечника
- Основные характеристики
- Выводы
- Как сварить нихром? Ответ тут
- Соединение перегоревшей спирали из нихрома
- Распайка компонентов в QFN-корпусах
- Как спаять нихром? Ответ тут
- Как соединить нихром сваркой пайкой скруткой
- Выпаивание микросхем и компонентов в «неудобных» корпусах
- Заключение
Обзор паяльной станции МЕГЕОН 00385
В арсенале домашнего мастера или профессионала трудно найти инструмент, который смог бы полноценно заменить паяльник. Починить электроприбор или металлическое изделие, припаять провод или микросхему, удалить ненужные элементы — в этих и многих других работах без паяльника не обойтись. Сегодня мы рассказываем о разновидностях этого популярного инструмента и помогаем выбрать подходящую модель.
Описание паяльной станции
Паяльная станция МЕГЕОН 00385 является паяльной станцией с автоматической подачей припоя, обеспечивающей легкое использование с помощью только одной руки. Применение в конструкции шагового двигателя дает точность и широкие возможности управления подачей припоя.
Особенности и возможности
Станция позволяет осуществлять раздельную регулировку скорости подачи, ее продолжительности и времени возвратного перемещения проволочного припоя, обеспечивает их стабильность, превосходное качество пайки и высокую эффективность. Возможна работа паяльником без его крепления к паяльной станции. Керамический нагревательный элемент, импортируемый из Японии, обеспечивает быстрый и стабильный нагрев, а также надежность и безопасность. Паяльная станция оснащена мягкой трубкой для подачи припоя. Прибор найдёт широкое применение при изготовлении и производстве комплектующих и радиотехнических устройств.
Комплектация
- Блок управления МЕГЕОН 00385– 1шт.
- Штатив– 1шт.
- Трубка для подачи припоя– 1шт.
- Паяльник с жалом– 1 шт.
- Педаль-выключатель– 1шт.
- Держатель катушки с припоем– 1шт.
- Металлический поддон– 1шт.
- Держатель паяльника– 1шт.
- Руководство по эксплуатации– 1экз.
Характеристики
Размеры и вес товара в транспортной упаковке:
- Размеры: 17 x 26,5 x 24 см
- Вес: 3,57 кг
Технические характеристики МЕГЕОН 00385:
- Максимальная потребляемая станцией мощность
- Рабочее напряжение нагревательного элемента
- Напряжение между жалом паяльника и заземлением
- Сопротивление между жалом паяльника и заземлением
- Привод подачи припоя
- Скорость подачи припоя
- Длина подачи припоя
- Интервал времени между возвратным перемещением припоя
- Диаметр проволочного припоя: 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6 (мм)
- Допустимая масса проволочного припоя: <1 кг (катушка)
Оплата и доставка
При возникновении вопросов относительно товара, наши специалисты готовы предоставить техническую консультацию и помочь подобрать необходимое оборудование. Приобрести товар и произвести оплату можно различными удобными способами. Мы работаем с ведущими транспортными компаниями, обеспечивая доставку по всей России.
Если выгодно и качественно купить паяльную станцию, то МЕГЕОН 00385 — хороший выбор для вас.
Указанная цена является ориентировочной. Точную стоимость Вы можете уточнить у любого из наших представителей.
Полное или частичное копирование материалов сайта без ссылки на первоисточник запрещено.
Как выбрать паяльник?
На первом этапе определитесь, для выполнения каких задач будет использоваться паяльник. Уточните характер и объем работ, а также условия применения инструмента. Исходя из этих моментов, выбирайте подходящую модель с учетом основных технических характеристик. Вот на какие стоит обратить внимание.
Сетевой, аккумуляторный или газовый
Электрические модели
Электрический паяльник состоит из металлического корпуса, деревянной или пластиковой рукоятки, нагревательного элемента и соединенного с ним наконечника (жала). Под воздействием электричества температура нагревательного элемента повышается, жало раскаляется и плавит припой. Обычно это состав на основе олова и свинца. Температура плавления такой смеси ниже, чем у соединяемых поверхностей. После остывания припой фиксирует нужные детали.
Сетевые приборы используют в местах со стабильным электроснабжением: дома, в мастерской или на производстве. Инструмент зависит от электросети, но благодаря постоянному источнику питания лучше всего подходит для длительных интенсивных работ.
Аккумуляторные паяльники выбирают для применения на объектах без электричества. Этот тип инструмента также используют для работ в неудобных местах, где могут помешать провода. Мощность моделей с АКБ определяется напряжением батареи: чем показатель выше, тем мощнее прибор. Время беспрерывной работы зависит от емкости аккумулятора.
Газовые паяльники
В газовых паяльниках для нагрева жала используется горящая пропан-бутановая смесь. В зависимости от модели паяльник заправляется из баллона или работает на сменных картриджах. Газ поджигается с помощью пьезоэлемента. Пламя горит в специальной форсунке и нагревает жало паяльника. Без наконечника инструмент может использоваться как газовая горелка.
Газовые модели также отличает автономность и удобство использования в труднодоступных местах. Когда газ заканчивается, заправить паяльник занимает не более минуты.
Тип нагрева
Важным параметром при выборе паяльника является принцип нагрева. Эта характеристика влияет на производительность инструмента.
Нихромовые модели используют спираль из нихромовой проволоки, через которую проходит электрический ток. Проволока наматывается на трубку, в которую вставляется наконечник. Сама трубка ток не проводит, но нагревается и передает тепло на жало. Преимуществами этого типа считают надежность и невысокую стоимость, а недостатком — долгое время нагрева.


Керамические паяльники в качестве нагревательного элемента используют керамический стержень. Такие модели быстро набирают рабочую температуру и не перегорают. Недостатком этого типа является чувствительность к механическим воздействиям. Стержень легко повредить из-за падения или удара.
Импульсные паяльники нагреваются только при нажатии и удерживании кнопки пуска. Моментальный нагрев происходит благодаря фиксации жала на токосъемниках вторичной обмотки трансформатора. Приборы этого типа подходят для интенсивных кратковременных работ.
Индукционные модели оснащаются катушкой и наконечником с ферромагнитным покрытием. Нагревание происходит за счет образования магнитного поля на поверхности наконечника.
Газовые паяльники для нагревания используют пламя от горения бутана. Температура нагрева регулируется за счет увеличения или уменьшения подачи газа.
Тип наконечника

Наконечник паяльника выбирают в зависимости от вида выполняемых работ и размера спаиваемых деталей. По форме выпускаются наконечники в виде иглы, конуса, отвертки или стержня со скошенной кромкой. Для пайки тонких проводов и микросхем удобно использовать конусообразные или игольчатые жала. Для более крупных деталей подойдут плоские наконечники. По материалу изготовления чаще встречаются жала из меди и медные с защитным покрытием (обычно из никеля). Медные наконечники можно затачивать для придания нужной формы. При нагревании такие жала окисляются и обугливаются, поэтому требуют периодической зачистки. Никелированные наконечники служат дольше, так как медь находится под защитным слоем. Для сохранения рабочих качеств надо внимательно относиться к целостности покрытия. Большинство современных моделей паяльников предусматривают использование сменных наконечников.
Основные характеристики

При выборе мощности ориентируйтесь на вид предстоящих работ. Для пайки небольших деталей и тонких проводов хватит модели мощностью до 30 Вт. Если предстоит работать с толстой проводкой или ремонтировать металлические изделия, лучше выбрать инструмент мощностью 100–150 Вт. От этого показателя зависит и выносливость инструмента. Для объемных продолжительных работ выбирайте прибор с достаточным запасом мощности. Максимальная температура электрических паяльников достигает 450°С. У газовых моделей при использовании открытого пламени значение может превышать 1000°С. Наиболее удобными считаются модели с регулировкой температуры. Эта функция позволяет настроить инструмент на нужный режим работы. Время нагрева у нихромовых паяльников составляет в среднем 3–5 минут. Керамические паяльники разогреваются быстрее. У продвинутых моделей на это уходит меньше минуты. Всего несколько секунд потребуется для нагрева импульсному прибору. Газовые модели нагреваются до рабочей температуры за 10–30 секунд.
Выводы
Как сварить нихром? Ответ тут
На производстве для надёжной сварки проволоки, или ленты из нихрома применяется аргонодуговой метод сварки. Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельного сварочного устройства в домашних условиях.
Для этого потребуется источник питания 12-24 V с силой тока 10 A и выше.
В качестве электрода берем графитовый стержень от соляной батарейки.
Соединяемые концы нагревательной спирали скручиваем.
Минусовой (-) провод от источника питания присоединяется к нихромовой проволоке.
К плюсовому (+) проводу через дроссель лампы дневного света подключаем графитовый стержень.
При прикосновении графита к участку сварки возникает дуга низкого напряжения, мощности которой будет достаточно, чтобы сварить нихром.
Соединение перегоревшей спирали из нихрома
Существуют три способа восстановления целостности электронагревательного элемента — нихромового проводника:
Последний способ — самый надежный, если рассматривать скорость соединения, прочности сварного шва и долговечность дальнейшей эксплантации.
Сварные соединения не влияют в существенной мере на параметры сопротивления нихромовой спирали и как следвие технические характеристики агрегатов остаются в прежних нормах.
Соединения нихрома по причине разрыва, прогорания в виде скруток, зажимов и муфт создают благоприятные условия для скапливания продуктов окисления в местах соединения и отрицательно влияют на общие показатели сопротивления нихрома, а также могут создавать участки повышенного нагрева, что увеличивает риск повторных обрывов и выхода электрооборудования из строя.
Распайка компонентов в QFN-корпусах
Наибольшие трудности и вопросы возникают в том, как же распаять микросхемы в QFN-корпусах с очень мелким шагом, например, 0,5 мм и даже 0,4 мм? На самом деле не всё так страшно. После того, как плата с надетым кембриком укреплена на столике, иголкой, зажатой в ручных тисках для удерживания мелких предметов (рис. 43), пользуясь паяльными очками, подцепляют и приподнимают кембрик, затем пинцетом с острыми губками (рис. 43) подсовывают под него микросхему в QFN-корпусе (рис. 46).
Далее, пользуясь лупой ×10 и пинцетом, тщательно позиционируют микросхему так, чтобы все контактные площадки микросхемы со всех 4 сторон совпали с контактными площадками на плате (рис. 47).
После этого с помощью зубочистки, обмакнутой во флюс, взяв её за самый конец, чтобы не сдвинуть микросхему, аккуратно проводят по местам пайки. Далее микросхему «наживляют» по углам, касаясь микропаяльником исключительно только дорожек и не прикасаясь к самой микросхеме, чтобы её не сдвинуть (рис. 48).
После того как микросхема «наживлена», кембрик раскусывают кусачками (рис. 49) и удаляют. Далее зубочисткой покрывают флюсом все контактные площадки микросхемы и примыкающие к ней дорожки со всех 4 сторон. После этого окончательно пропаивают все контактные площадки микросхемы (рис. 50, рис. 51). Эти процедуры проводят также с использованием лупы ×10.
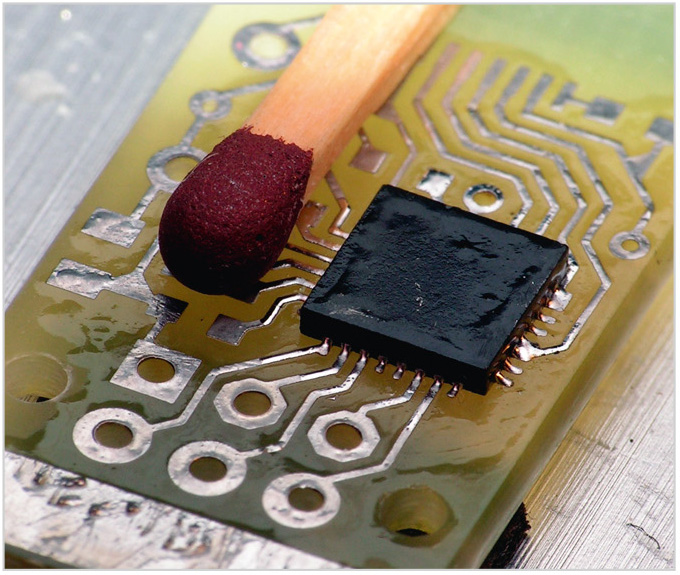
Для микросхем с двусторонним расположением выводов (рис. 52) также нужно использовать кембрик для их позиционирования, поэтому на плате их должно быть несколько (рис. 44) – вот и ответ на вышеприведённый вопрос.
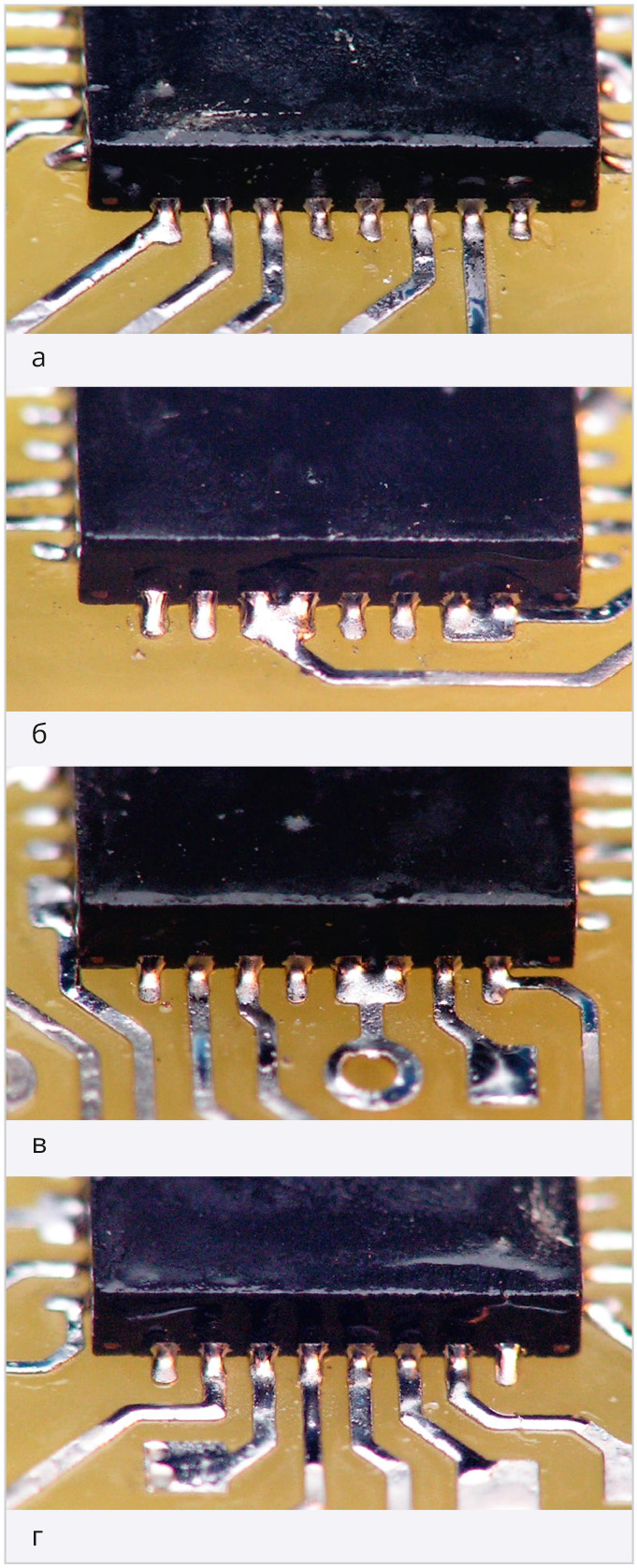
Примеры распайки микросхем в QFN-корпусах (рис. 53) красноречиво свидетельствуют о том, что вышеприведенная процедура распайки достаточно проста, а микросхемы идеально припаяны к плате. И ничего сверхсложного в этом нет.
Как спаять нихром? Ответ тут

Спаять нихромовую спираль нагрева можно следующими способами:
Первый способ — наиболее быстрый, простой и доступный, но он подходит только для соединения нихромовых проводников высокого сопротивления с толщиной не более 0,5 мм.
Медную проволоку для обмотки лучше всего брать с толщиной 0,1 мм.
Нагрев удобней всего производить с помощью горелки газовой, но также можно применить зажигалку с турбонаддувом.
Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне.
Температура плавления меди составляет 1083℃ по шкале Цельсия. А во время нагрева происходит ряд превращений на молекулярном уровне, что приводит к изменению свойств металла.
Пайка нихрома при помощи ляписа применяется для усиления контакта при ручной скрутке, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрат серебра).
Вещество наносится на скрутку при её разогреве током.
Преимущественно стойкий результат даёт пайка нихромового проводника посредством специально подготовленных припоев и флюсов.
Оксидная пленка, которая сформируется на поверхности хромоникелевых спиралей, — основная преграда для выполнения лужения на должном уровне.
В условиях промышленного производства для решения этого вопроса целесообразно использовать вакуумные камеры, а также нейтральные газовые среды.
В домашних условиях применяются кислотосодержащие флюсы:
Соединяемые концы нихромовой проволоки или ленты очищаются от оксидной пленки, обезжириваются и покрываются флюсами с помощью паяльника.
После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.

Производственная фирма ПАРТАЛ изготавливает и реализует спирали сопротивления с заданными заранее характеристиками из различных марок нихромовых сплавов. Качественно и в короткие сроки мы навьем электрические спирали из проволоки нужного диаметра, с определенным количеством витков, а также с конкретными характеристиками сопротивления, мощности, энерговыделения и энергопотребления!
Как соединить нихром сваркой пайкой скруткой
Снова говорим о нихроме сплаве на основе никеля и хрома, но в этот раз речь пойдет о случаях, когда нихром перегорает, рвется, и нет возможности сразу заменить элемент нагрева вашего оборудования, приходится прибегать к быстрым способам соединения, а это сварка, пайка, а иногда и скрутка нихрома.
Нихром это прецизионный сплав высокого омического сопротивления. Высокой температурой плавления, Высокой устойчивости к коррозии в различных средах
Нагревательные элементы, изготовленные из высокоомных сплавов на основе никеля и хрома, применяются во всех современных промышленных и бытовых приборах сопротивления, выполняющих функцию магического превращения электричества в тепло.
Нагревательные элементы в виде спиралей из нихромовой проволоки или ленты отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок.
По этой причине надежная сварка, пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов.
Нихромовые спирали служат намного дольше фехралевых сплавов, хотя и они подвергнутся разрушению при длительной эксплуатации в агрессивных средах и высоких температур.
Возможность возникновения прогорания и обрывов увеличивается на таких участках проводника, где наблюдаются механические повреждения, зазубрины, перегибы, или перехлёсты с поверхностью рядом проходящих нагревательных проводников.
Быстрое и в тоже время качественное соединение прогоревших спиралей из нихрома, возможно сделать буквально на «коленке» в домашних условиях. При соблюдении несложных технологий, в итоге эксплуатационные характеристики электронагревательных приборов будут полностью восстановлены.
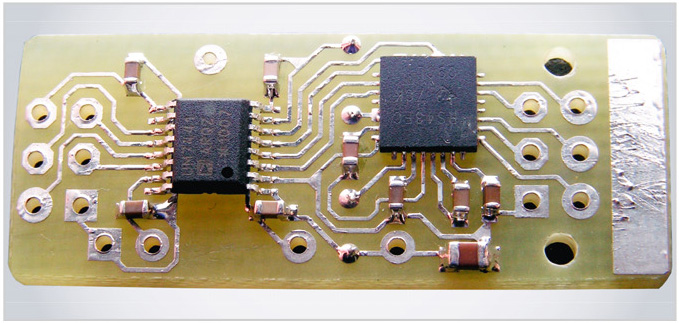
Готовую к распайке компонентов плату вначале следует облудить, а затем уже приступить к распайке всех компонентов. Но прежде чем описывать эти процессы, необходимо упомянуть о требующихся для этого инструментах и дополнительных компонентах.
Вначале о паяльниках, которые использовал автор. Для распайки самых миниатюрных пассивных компонентов (резисторы, конденсаторы, катушки индуктивности и т.п. в корпусах 0603), микросхем для поверхностного монтажа в корпусах SSOP, QFN с мелким шагом (до 0,4 мм), активных компонент в корпусах SC70, SOT23 и других автор использовал микропаяльник Ersa minor-S (6 В, 5 Вт) – рис. 36.

Для изготовления такого пробкового кольца в пробке сверлится отверстие (вдоль). Затем пробка насаживается на винт, зажимается двумя шайбами и гайкой, и винт с пробкой зажимается в патроне обычной ручной дрели. Далее дрель включается, устанавливается высокая скорость и с помощью грубой, а затем мелкой наждачной шкурки пробковому кольцу придаётся нужная форма. Консоль значительно укорачивается, жало паяльника становится более жёстко закреплено (что позволяет значительно легче его позиционировать), а наличие такой тепловой защиты (фторопласт и пробка) позволяют легко держать паяльник в руке, не боясь обжечься, так как пробка абсолютно не нагревается (рис. 36, рис. 37).

Для распайки более крупных микросхем для поверхностного монтажа и электронных компонентов (резисторы, конденсаторы, диоды) с типоразмерами 0805 и больше (и для других целей) необходим мини-паяльник чуть большей мощности. Для этих целей с успехом подходит автомобильный паяльник на напряжение 12 В мощностью 8 Вт (рис. 38). Его жало должно быть также из меди, поэтому покрытие насадки «вечного» жала необходимо спилить напильником до самой меди, из которой оно изготовлено.

Для питания микропаяльника (рис. 36) и мини-паяльника (рис. 38) автор приобрёл ИБП Robiton со ступенчатой регулировкой выходного напряжения от 3 до 12 вольт с током в 1,2 А. Этот ИБП автор тоже несколько усовершенствовал. Во-первых, два отдельных выходных диода Шоттки были заменены более мощными в одном корпусе ТО-220. Во-вторых, для получения дополнительного напряжения в 14 В (помимо 12 В) для мини-паяльника был установлен дополнительный резистор и переключатель, позволяющий переключать напряжение с 12 В на 14 В. Это сделано для того, чтобы температуру жала можно было регулировать в зависимости от размеров микросхем и других компонентов для поверхностного монтажа (рис. 39).

Для лужения обратной стороны платы, где в основном расположен земляной контур и цепи питания, а также для лужения больших полигонов на стороне платы с расположением компонентов для поверхностного монтажа необходим паяльник мощностью около 20 Вт (рис. 40).

Для лужения стороны платы с расположением компонентов для поверхностного монтажа необходим паяльник мощностью около 40 Вт. Лужение проще всего осуществить медной лужёной оплёткой (экраном), снятой с экранированного провода. Кусочек оплётки приматывают к жалу паяльника обычным медным одножильным проводом диаметром 0,5–0,6 мм, оставляя свободным конец оплетки длиной 5–7 мм, как у обычной кисточки (рис. 41).

Необходимыми атрибутами для распайки компонентов являются также флюс ЛТИ-120 во флаконе с кисточкой, припой (ПОС-61) с канифолью и зубочистки (рис. 42).

В качестве инструментов необходим антимагнитный пинцет с острыми губками и иголка, зажатая в ручных тисках для удерживания мелких предметов (рис. 43).

Теперь по поводу лужения. На взгляд автора, наиболее простым способом, отличающимся достаточно качественным, быстрым и не требующим больших усилий лужением, является следующий. После того как с платы удалён защитный лак, она очищается от остатков бумаги и ворса жёсткой кистью из щетины и покрывается флюсом. Для этого плата зажимается обычным пинцетом и кисточкой, обмакнутой во флюс, проводят по всей её поверхности. Процедуру желательно проводить непосредственно после снятия защитного лака, чтобы медное покрытие не окислилось. Вначале облуживается обратная сторона платы паяльником 20 Вт (рис. 40), затем паяльником-кисточкой (рис. 41) – сторона платы с расположением SMD-компонентов. Когда паяльник разогреется, обмакивают эту «кисточку» в канифоль и расплавляют в ней немного припоя. После этого такой «кисточкой» проводят по дорожкам платы, залуживая их. Эта процедура не отнимает много времени, а дорожки оказываются покрытыми тонким, достаточно равномерным слоем припоя. Поскольку у такой «кисточки» «ворс» достаточно мягкий, даже самые узкие дорожки (шириной до 0,2 мм) не повреждаются и не отслаиваются.
После того как плата залужена, её необходимо тщательно промыть в ацетоне. Плата к распайке компонентов готова.
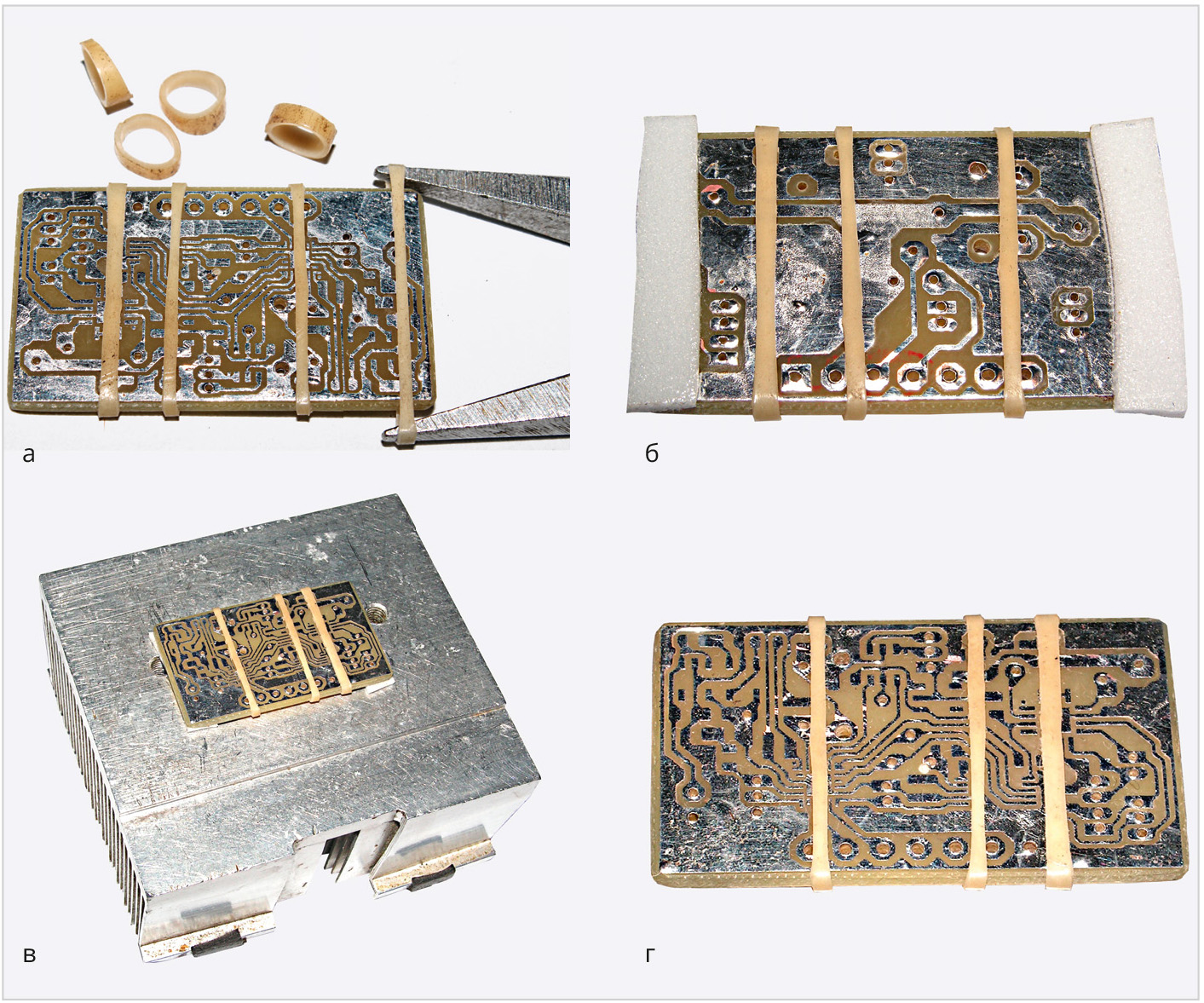
Теперь по поводу распайки компонентов. Прежде всего, на плату с помощью плоскогубцев с узкими губками необходимо надеть несколько растянутых кембриков, которые следует предварительно нарезать ножницами (рис. 44а). Далее на обратную сторону платы плату необходимо приклеить две полоски пористой ленты с двусторонним липким слоем (рис. 44б). Затем плату необходимо закрепить на каком-либо тяжёлом предмете, как на столике (автор использовал ненужный радиатор от кулера компьютера), – рис. 44в, г. Далее можно уже приступать к распайке компонентов.
Вначале микропаяльником (рис. 36) с использованием пинцета с острыми губками (рис. 43), паяльных очков (рис. 10) и лупы ×10 распаиваются все SMD-компоненты: первыми идут микросхемы и активные компоненты, затем – пассивные (резисторы, конденсаторы и т.п.). После этого вся плата обильно покрывается флюсом и мини-паяльником (рис. 38) ещё раз пропаиваются все активные и пассивные компоненты, кроме микросхем в QFN-корпусах. Далее плата снимается со столика и тщательно промывается в ацетоне (рис. 45а). После всего мини-паяльником распаиваются компоненты навесного монтажа (рис. 45б). Здесь у читателя, возможно, возникнет вопрос: а зачем на плату надеваются кембрики (рис. 44)? Ответ на него – в следующем разделе статьи.
Выпаивание микросхем и компонентов в «неудобных» корпусах
Часто требуется извлечь микросхему в корпусе для поверхностного монтажа (SMD) из уже изготовленной платы. Если выпаивание таких микросхем с двусторонним расположением выводов (SOIC, SSOP и т.п.) не представляет особой проблемы, то с микросхемами в квадратных корпусах с четырёхсторонним расположением выводов, например, QFP (Quad Flat Package) и особенно «безногих» QFN (Quad Flat No-leads package), у которых в качестве выводов используются контактные площадки, расположенные с каждой стороны микросхемы, на взгляд автора, могут возникнуть определённые трудности. Дело осложняется ещё тем, что в корпусах QFN со стороны контактных площадок имеется «земляная» пластина, расположенная в середине микросхемы и также припаянная к плате. В подавляющем большинстве случаев для выпаивания таких микросхем используется достаточно дорогой (от 2000 руб. и выше) паяльный фен, горячий воздух которого направляется на микросхему, и при разогреве её до температуры расплавления припоя она уже легко снимается с платы. Однако такой способ имеет два недостатка. Во-первых, конечно, относительно высокая стоимость фена, во-вторых (и это главное), нагрев микросхемы до той температуры, которая позволяет расплавить припой, может привести к выходу из строя микросхемы. Особенно это касается микроконтроллеров с «зашитой» программой, которую желательно сохранить. Можно, конечно, направить фен на обратную сторону платы для её разогрева, однако для получения приемлемой температуры расплавления припоя нагрев обратной стороны платы должен быть настолько интенсивным (для чего уже понадобится строительный фен), что стеклотекстолит (а это спрессованная стеклоткань, пропитанная эпоксидной – фенолформальдегидной смолой) начинает уже обугливаться и дымиться, выделяя настолько отвратительный запах фенола, что плату хочется побыстрее выбросить в окно.
Ниже приводится альтернативный способ нагревания обратной стороны платы инфракрасным излучением галогенной лампы. При этом обратная сторона платы не только не обугливается, но даже не особенно и нагревается, а припой со стороны микросхемы нагревается настолько интенсивно, что микросхема легко снимается с платы. Стоимость подобной галогенной лампы на порядок (а то и на два) меньше стоимости фена, а конструкция подобного «нагревателя» очень проста и поэтому достаточно дешева. Ниже будет рассмотрена конструкция устройства, показаны принцип его работы и её результаты.
Для устройства автор использовал галогенные лампы с цоколем из фарфора, который не плавится от высокой температуры, и соответствующие патроны для них. Такие лампы, как правило, используются в прожекторах для освещения, которые могут работать часами, не выходя из строя. Это галогенные лампы, работающие от сетевого напряжения ~220 В с цоколем R7s, оснащённые фарфоровыми изоляторами. Самыми короткими из них являются лампы длиной 78 мм (рис. 54).

Для таких ламп имеются патроны, изоляторы которых также выполнены из фарфора, например, патрон LH39 (230V R7s J78), рассчитанный на максимальную мощность до 1500 Вт! Такой патрон, кроме того, оснащён специальными теплостойкими проводами длиной около 20 см с двойной изоляцией (внутренняя жила обмотана фторопластовой лентой, а поверх неё расположен ещё один изолирующий слой из термостойкой стеклоткани).
Сто́ят такие лампы и патроны для них не более 50 руб./шт. Если лампы с цоколем R7s длиной 78 мм купить легко, так как они достаточно распространены, то цоколь для них LH39 почему-то не так распространён, однако автору всё же удалось его найти. В крайнем случае, его можно приобрести на торговой интернет-площадке, правда, по цене в несколько раз более высокой (около 200–250 руб.).
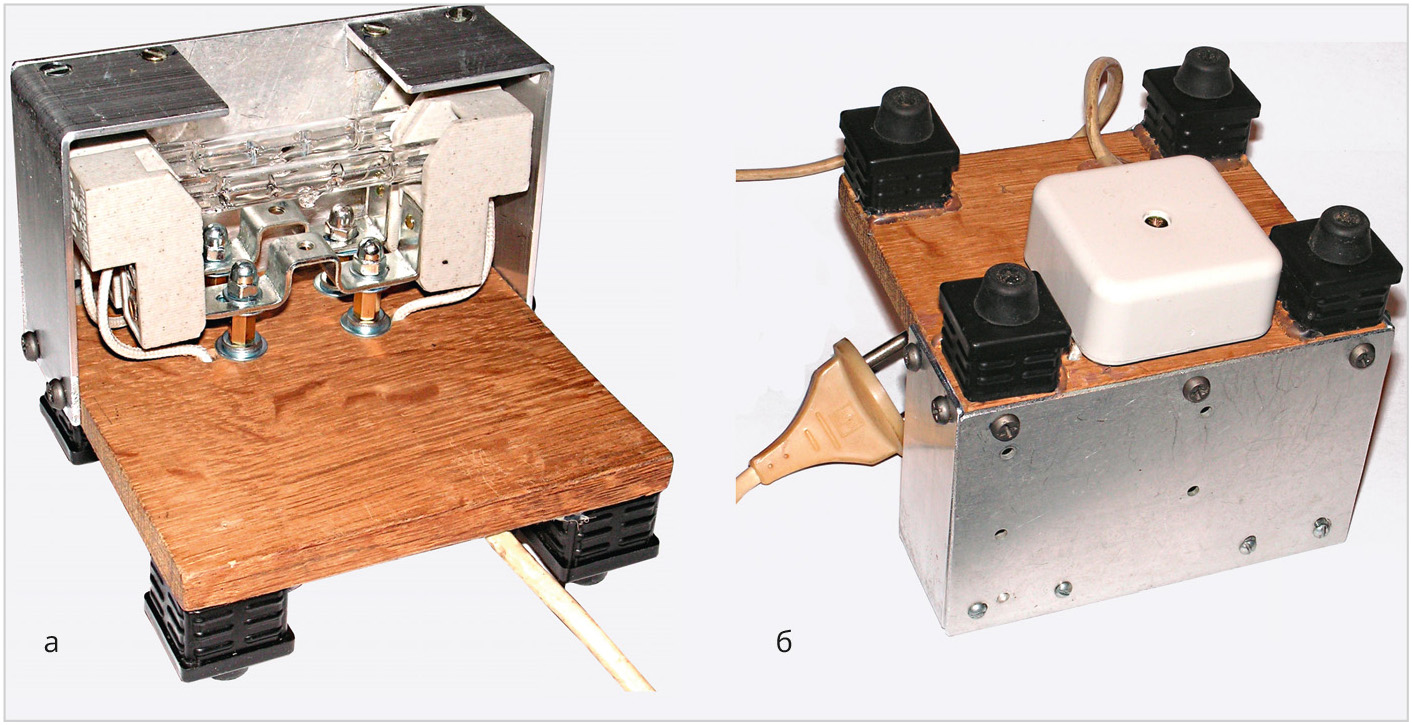
На базе таких ламп и патронов для них и было сконструировано устройство для выпаивания микросхем. Основой устройства (рис. 55) послужила дубовая струганая доска шириной 10 см и толщиной 1 см, от которой был отрезан кусок длиной 11 см. Патроны для двух ламп закреплены с помощью двух шестигранных латунных стоек длиной 10 мм, оборудованных с одной стороны шпильками с резьбой М4, с другой – внутренней резьбой М4. К доске стойки достаточно прочно прикручены через просверленные отверстия с обратной стороны винтами М4 с использованием широких кузовных шайб. Патроны (их два) крепятся к стойкам двумя гайками М4 и обычными шайбами. Провода пропущены через отверстия в доске (рис. 55а) на обратную сторону, где скоммутированы с сетевым проводом (обе лампы включены параллельно). Ввиду простоты схема не приводится. Коммутация осуществлена в распределительной коробке, прикрученной к доске двумя саморезами (она белого цвета на рис. 55б). Сетевой провод дополнительно приклеен к доске термоклеем. Для того чтобы устройство не скользило, по углам доски установлены мебельные пластмассовые подпятники, которые вместе с резиновыми ножками прикручены к доске саморезами и, чтобы не крутились, дополнительно укреплены термоклеем (рис. 55б). Чтобы невзначай не коснуться контактов патронов, находящихся под сетевым напряжением, и чтобы свет от ламп не слепил глаза, к доске с двух сторон двумя саморезами прикручены два уголка, согнутых под 90°, из алюминиевой полосы шириной 35 мм и толщиной 2 мм. К этим уголкам с помощью ещё двух алюминиевых уголков 10×10 мм толщиной 1,5 мм, в которых просверлены отверстия и нарезана резьба М3, винтами М3 прикручена алюминиевая пластина, которая дополнительно снизу прикручена к доске саморезами. Такая конструкция обладает достаточной жёсткостью и поэтому не подвергается какому-либо короблению от высокой температуры. Кстати, как показал опыт эксплуатации устройства, пластина и уголки даже особенно не нагреваются и к ним можно свободно прикасаться рукой (по ощущениям автора при работе ламп в течение 5 минут температура нагрева получившегося алюминиевого кожуха была не более 40°C). Далее автор оставил включенным устройство на полчаса. За это время ничего с устройством не произошло, а кожух нагрелся чуть больше, но не до такой температуры, чтобы к нему нельзя было прикоснуться рукой (примерно до 50°C).
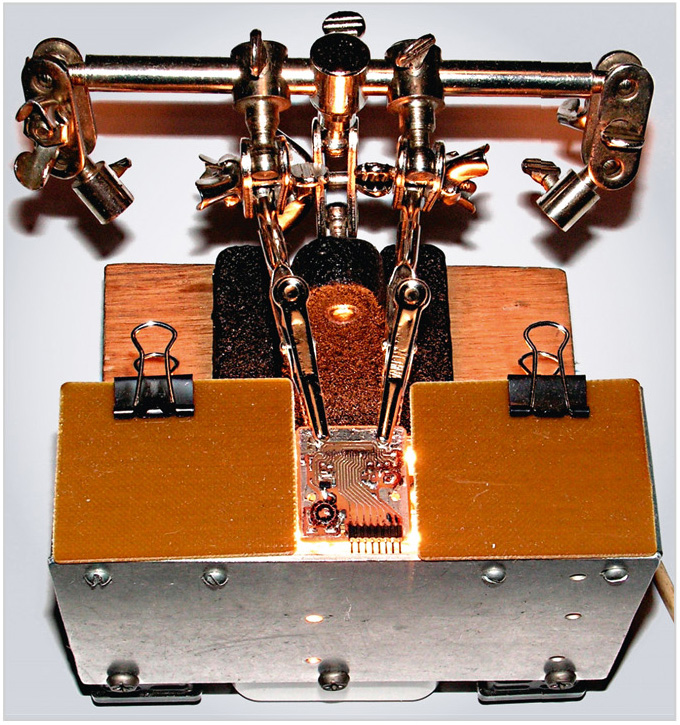
На свободное место доски установлено хорошо известное устройство «третья рука» (долгое время лежавшая без дела) с двумя зажимами типа «крокодил», которые достаточно прочно держат плату с выпаиваемой микросхемой на расстоянии около 20 мм от ламп (рис. 56). Для того чтобы свет от ламп не слепил глаза, с двух сторон платы были установлены две шторки из тонкого (1 мм) одностороннего стеклотекстолита, которые были прижаты к уголкам кожуха двумя канцелярскими зажимами медным слоем вниз. Расстояние между шторками легко регулируется и устанавливается в соответствии с размером платы. После 3–4 минут прогрева микросхема легко снимается обычным тонким пинцетом. При этом плата не выделяет никаких дополнительных запахов, поскольку сильно не нагревается, хотя благодаря инфракрасному излучению ламп, проникающему сквозь плату и нагревающему дорожки, припой плавится достаточно интенсивно.
Автор проверял работу устройства с лампами мощностью 60, 100 и 150 Вт. Как показал эксперимент, при использовании ламп мощностью 60 Вт даже при 10-минутной выдержке платы на расстоянии 20 мм от ламп припой не плавится, и такие лампы применять нецелесообразно. При применении ламп мощностью 150 Вт, во-первых, уже после 2 минут прогрева плата настолько интенсивно нагревается, что начинает дымиться, выделяя неприятный запах, во-вторых, эти лампы очень яркие и слепят глаза. При применении ламп мощностью 100 Вт устройство работает идеально, и, как указано выше, для выпаивания компонентов достаточно 3–4 минут прогрева. При этом никаких неприятных запахов плата не выделяет.
Здесь следует заметить, что есть некоторые нюансы использования описанного устройства. Во-первых, даже при применении 100-ваттных ламп бывают случаи, когда их мощность следует несколько снизить. Если с платы требуется удалить относительно большое количество компонентов (например, с десяток конденсаторов, нескольких резисторов, диодов или более простых микросхем), то после разогрева припоя на это требуется некоторое время (несколько минут). За это время интенсивный нагрев может привести к тому, что плата начнёт дымиться и выделять неприятный запах. Чтобы этого не произошло, интенсивность нагрева желательно уменьшить.
Во-вторых, для того чтобы использовать лампы мощностью 150 Вт, их интенсивность нагрева (как указано выше) также следует ограничить.
В-третьих, при включении ламп, когда их спирали ещё холодные, в связи с чем они имеют низкое сопротивление, начальный ток может достигать достаточно больших значений, что чревато выходом ламп из строя, т.е. они могут попросту перегореть (что довольно часто случается при использовании ламп накаливания). В связи с этим при включении ламп их мощность следует ограничить.
Снять все эти три проблемы позволяет достаточно простой симисторный регулятор мощности, описанный ниже.
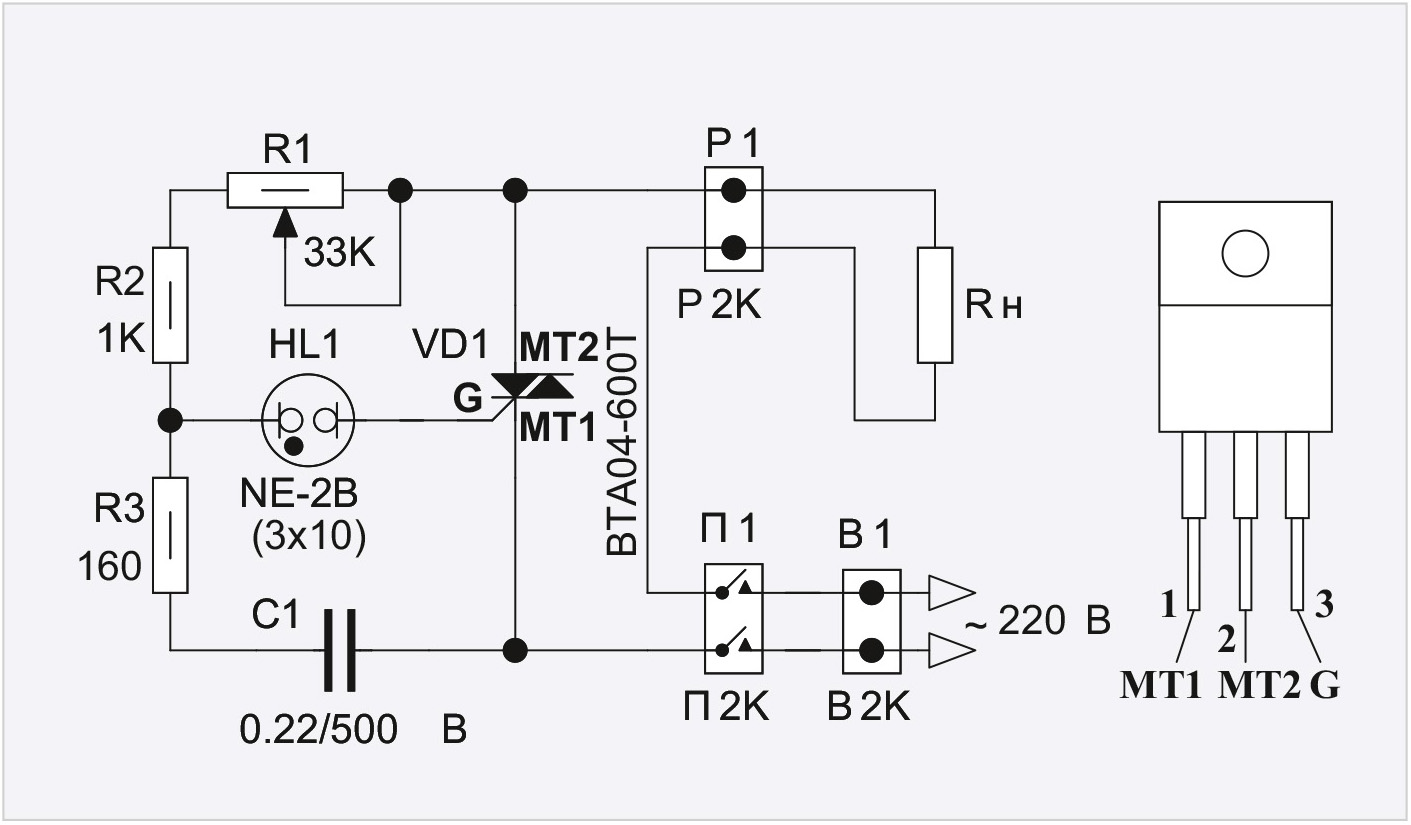
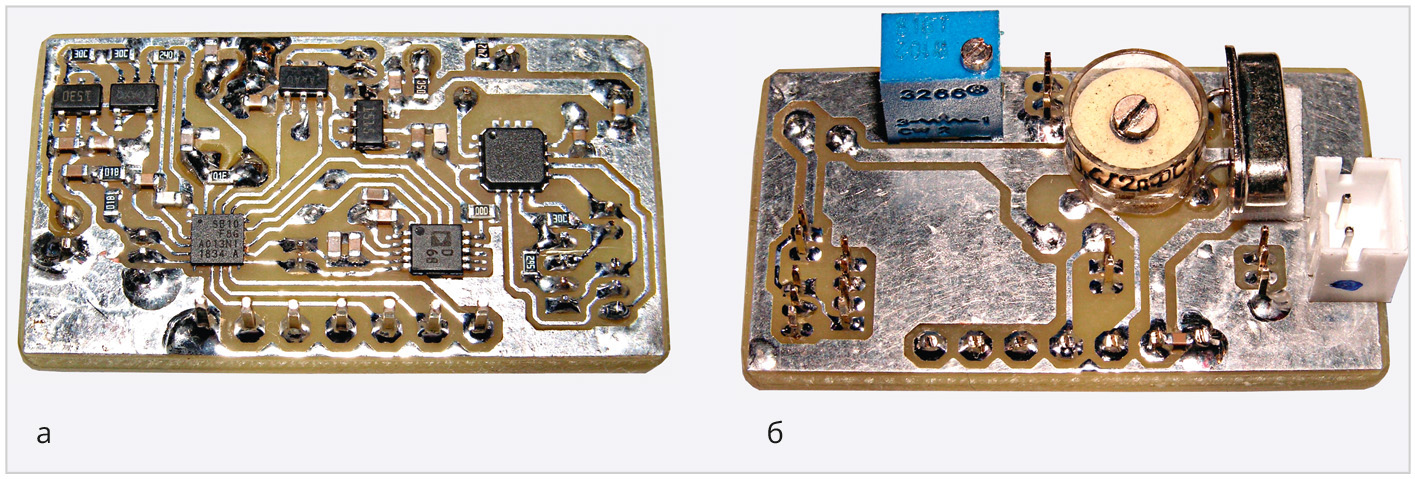
Как видно из схемы рис. 57, в ней используется симистор BTA04-600T (VD1) в корпусе ТО-220 с максимальным напряжением 600 В, максимальным током 4 А и максимальным током включения IGT в 5 мА (как и у MAC97A8), позволяющим управлять им с помощью неоновой лампы. Однако относительно большой ток симистора при работе при максимальной нагрузке, когда галогенные лампы работают на полную мощность, приводит к его разогреву. Поэтому для симистора необходимо предусмотреть небольшой радиатор. В качестве такового автор использовал алюминиевое днище корпуса, к которому прикручен симистор.
Здесь следует сделать некоторое отступление относительно корпусов симисторов. Симисторы с максимальным током в 4 А (и более) выпускаются в корпусах двух типов. Первый тип – это стандартный корпус TO-220 с металлическим основанием, в котором имеется отверстие для его закрепления на радиаторе. В свою очередь, металлическое основание корпуса либо имеет контакт с центральным электродом симистора (MT2), либо изолировано от него. Второй тип – полностью изолированный пластмассовый корпус SOT186A (TO-220F), который также оснащён отверстием для его закрепления на радиаторе. Для того чтобы исключить прикасание рукой к сетевому напряжению, если невзначай коснуться рукой днища корпуса, оно должно быть изолировано от этого высокого напряжения. Если симистор в корпусе TO-220 имеет контакт металлического основания с центральным электродом, то для изоляции днища корпуса от высокого напряжения потребуется применить изоляционную прокладку, желательно керамическую, и специальную изоляционную втулку. Стоимость керамической прокладки довольно высока и достигает стоимости самого симистора, поэтому изоляцию такого типа применять нежелательно. Теплопередача металлического основания корпуса ТО-220 несколько выше теплопередачи пластмассового корпуса SOT186A. Наиболее целесообразно применять симисторы в корпусе TO-220 с изолированным металлическим основанием.
Кроме того, для того чтобы симистор управлялся малым током неоновой лампы NE-2B (HL1), его ток управления не должен превышать 5 мА. Такие симисторы ещё называют симисторами с управлением логическим уровнем (Logic Level Triac).
Резюмируя вышесказанное, наиболее целесообразно использовать симисторы в корпусе ТО-220 с изолированным металлическим основанием и с управлением логическим уровнем. Одним из представителей таких симисторов и является BTA04-600T (VD1), применённый в схеме рис. 57. Хороший результат показал также симистор BTA208X-1000C в полностью изолированном пластмассовом корпусе SOT186A.
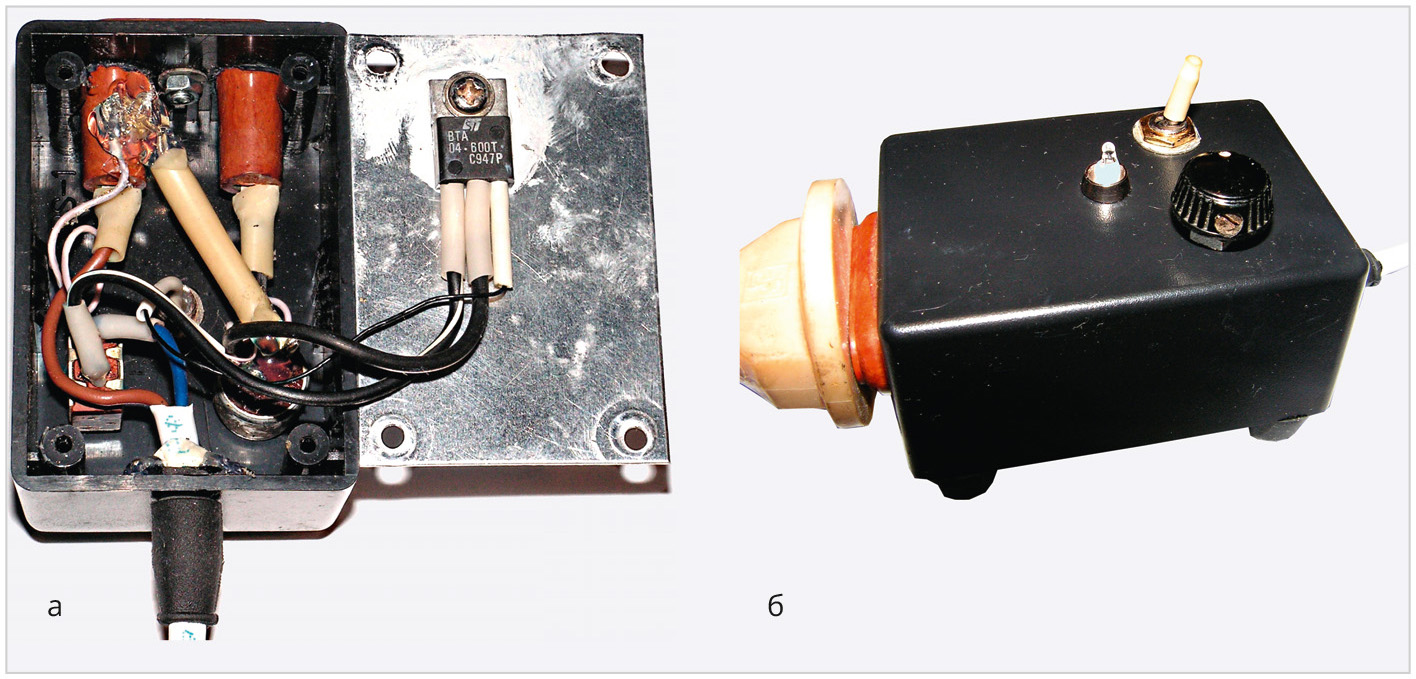
Теперь о конструкции регулятора. Он собран в пластиковом корпусе G1031BA размером 64×44×30 мм с алюминиевым днищем (рис. 58). Розетка Р1 (РД1-1, рассчитанная на ток 6 А) из карболита, в которую вставляется вилка от устройства с галогенными лампами (условно обозначенная на схеме рис. 57 как Rн), расположена на узкой боковой поверхности корпуса, к которой она прикручена винтом М3 впотай и гайкой. Переменный резистор R1 (СП4 1 – 0,5 Вт), на шток которого надета ручка, и выключатель П1 (П1Т-1-1В, рассчитанный на ток 5 А) прикручены к верхней поверхности корпуса соответствующими гайками. Лампа (NE-2B размером 4×9 мм) вставлена в металлический держатель для светодиодов (RLL-3010), который также прикручен соответствующей гайкой к верхней поверхности корпуса. Внутренний диаметр трубки с резьбой этого держателя составляет 4,2 мм, так что лампа легко в него вставляется, а конусовидная полиэтиленовая пробка (поставляемая вместе с держателем) фиксирует лампу. Керамический конденсатор для поверхностного монтажа размером 2220 (5,6×5×1,8 мм) укреплён на одном из выступов розетки термоклеем. К одному из его контактов припаян резистор R3 (рис. 57), а к переменному резистору припаян резистор R2. Оба этих резистора спаяны между собой, и на них надет кембрик (трубка ПВХ), разрезанный вдоль и укрепленный с двух сторон термоклеем. Сетевой провод с вилкой В1 на конце пропущен через резиновую втулку, расположенную на второй узкой боковой поверхности корпуса и дополнительно зафиксированную термоклеем. Симистор VD1 прикручен к внутренней поверхности днища корпуса винтом М3 и гайкой с использованием теплопроводной пасты КПТ-8. Таким образом, поскольку все компоненты закреплены на корпусе, для схемы не требуется печатной платы, и все соединения выполнены монтажным проводом сечением не менее 0,5–0,8 мм2, кроме проводов для неоновой лампы, которые имеют сечение 0,05–0,1 мм2. Для того чтобы корпус не скользил, на днище прикручены 4 резиновые ножки.
Автор проверял работу регулятора с лампами мощностью 150 Вт. Для приемлемого нагрева платы ручку резистора регулятора мощности следует установить приблизительно на 2/3 от максимального угла поворота, т.е. примерно на 200° (максимальный угол поворота резистора СП4 1 составляет 300°).
При работе с лампами 100 Вт угол поворота должен быть максимальным. При этом выходное напряжение регулятора приблизительно на 10 В ниже входного, т.е. если входное напряжение составляет 220 В, то максимальное выходное напряжение будет 210 В. Минимальное напряжение при полностью выведенной влево ручке переменного резистора составило около 35 В. Измерение напряжений производилось стрелочным тестером (ТЛ-4) на диапазоне «~300 В» (т.е. измерялось действующее значение напряжения переменного тока).
Здесь следует добавить, что подобный регулятор с симистором, рассчитанным на ток в 4 А, может использоваться и с другими устройствами, предназначенными для нагрева (паяльниками, электроплитками и т.п.), мощностью до 800 Вт, а с симистором с максимальным током 8 А мощность нагревателей может быть увеличена до 1,5 кВт.

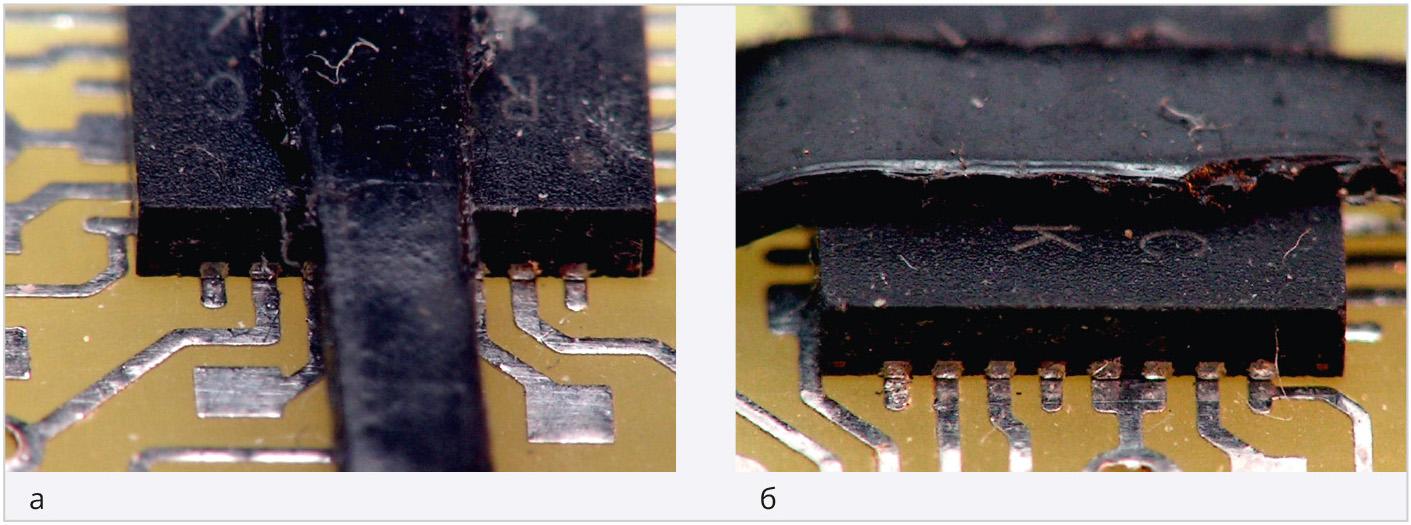
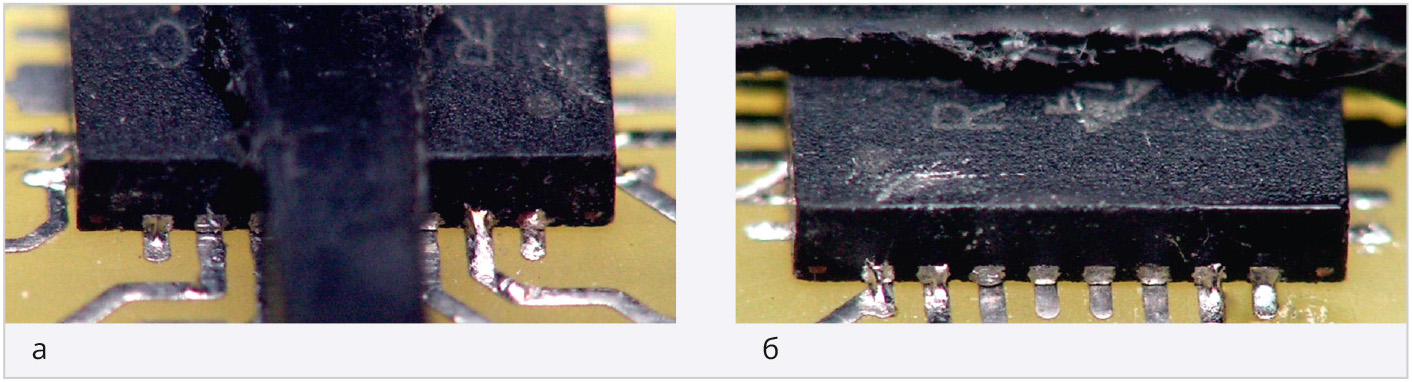
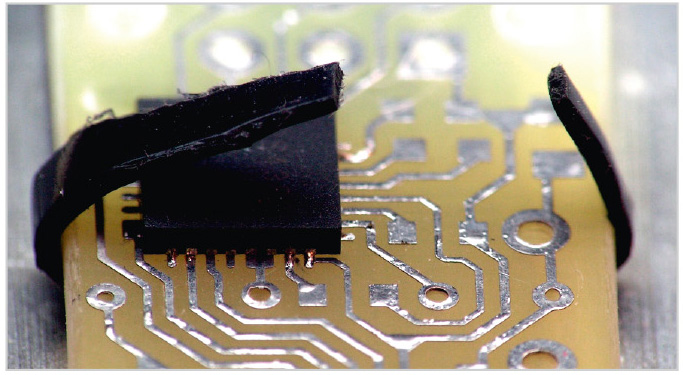
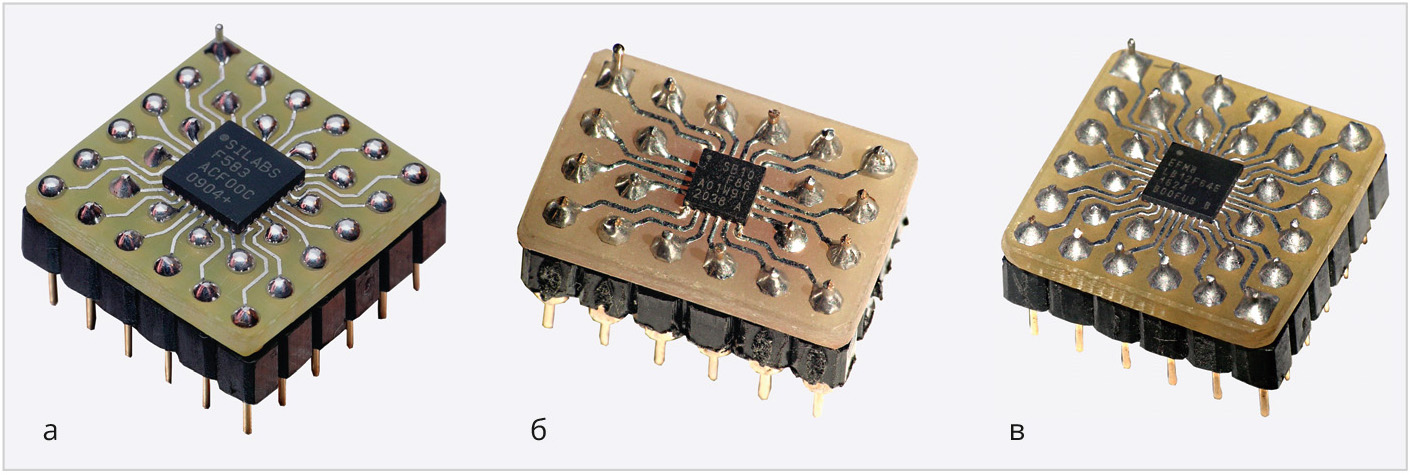
Примеры работы устройства (рис. 59) достаточно красноречиво свидетельствуют о том, что с его помощью можно не только легко выпаять микросхему в корпусе QFN-24 – рис. 59а (хотя, конечно, и об этом), но также возможно выпаять микросхему в корпусе LGA-8 (рис. 59б), у которого контакты расположены на его дне и на достаточно приличном расстоянии от его краёв, и разогреть эти контакты обычным паяльником не представляется возможным, не повредив саму микросхему. Кроме того, для того чтобы выпаять 24-контактный разъём (для подключения шлейфа), у которого к плате припаяны не только сами контакты, но и крепёжные площадки, расположенные по бокам (рис. 59в), требуется одновременно разогреть паяльником каждый контакт разъёма и крепёжные площадки, что даже двумя паяльниками сделать невозможно.
С помощью описанного устройства после разогрева платы все компоненты (рис. 59) легко снимаются пинцетом.
Как можно заметить из рис. 59, все выпаянные компоненты имеют заусенцы в виде остатков припоя, а некоторые контакты разъёма даже спаяны вместе (рис. 59в), поэтому к повторному использованию непригодны. Чтобы снять эту проблему, требуется удалить все остатки припоя с компонентов.
Для этого компонент следует приклеить к небольшому расположенному на столике кусочку пористой ленты с двусторонним липким слоем (рис. 44в, рис. 46а). Далее покрыть компонент (микросхему или контакты разъёма) жидким флюсом с помощью кисточки (рис. 42).
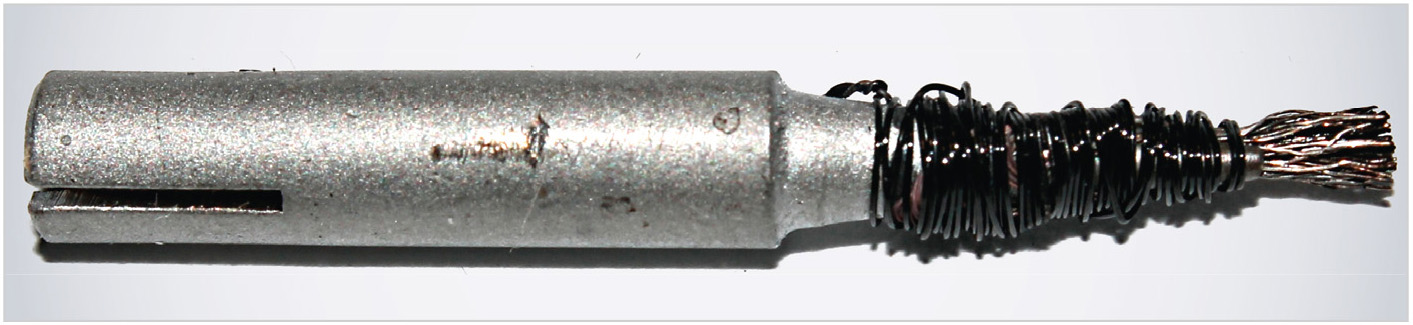
Затем к насадке для мини-паяльника (рис. 38) следует примотать тонким одножильным проводом (диаметром 0,2–0,3 мм) порядка 30–40 тонких (0,05–0,1 мм в диаметре) медных посеребрённых нитей, которые можно извлечь, например, из провода МС16-13 сечением 0,03–0,05 мм2. Эти нити следует предварительно скрутить, а после примотки к насадке расправить так, чтобы получилась своего рода насадка-кисточка (рис. 60). Далее, надев такую насадку на мини-паяльник, под лупой ×10 следует аккуратно снять все заусенцы с соответствующего компонента.
После тщательной промывки компонента в ацетоне он готов к дальнейшему использованию. Автор проверял работу программы микроконтроллера, выпаянного подобным образом. Как показала проверка, программа осталась работоспособной.
Заключение
В заключение хотелось бы отметить следующее. Хотя статья в некотором смысле и носит производственный характер, она в первую очередь предназначена именно для разработчиков электронных устройств, а отнюдь не для производителей печатных плат. Автору хорошо известно на личном опыте, какие колоссальные усилия, время и средства тратит разработчик устройств на то, чтобы получить печатную плату, заказанную в сторонней организации. Сколько тратится времени, чтобы по несколько раз проверять разводку и исправлять ошибки, сделанные разводчиком. Кроме того, ошибки, сделанные разработчиком, автоматически переносятся на разводку разводчиком и, в конечном этапе, на саму плату. В лучшем случае на готовой плате эти ошибки могут быть исправлены разрезанием дорожек и распайкой новых перемычек, а в худшем – придётся заказывать новую плату и, естественно, за это платить (не только деньгами, но и дополнительными усилиями, временем).
Если же разработчик производит печатную плату своими силами, пусть даже не так идеально по разводке и по сверлению отверстий, как профессионал, то максимум, чем может поплатиться разработчик за свою ошибку, – шлепком самого себя по лбу. Зато никаких денег это не стоит. Вот для этого и написана эта статья.



