

- Основные свойства материала и получение
- Сварка изделий из латуни с помощью газа
- Методика сварки
- Сложности при создании неразъемных соединений
- Меры предосторожности при осуществлении работ
- Сварка латуни с металлами и сплавами
- Мероприятия по подготовке элементов
- Сварка латуни аргоном: описание процесса
- Использование газового оборудования
Основные свойства материала и получение
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии:
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.
В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов. В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
Сварка изделий из латуни с помощью газа

Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
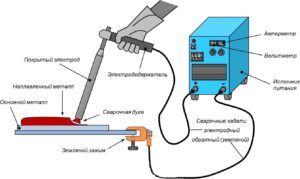
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.

Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.

Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
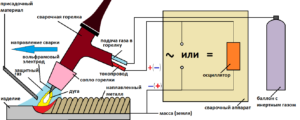
Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.

Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.

Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.

Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сущность газовой сварки
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?

Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Меры предосторожности при осуществлении работ
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.

Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Сварка латуни с металлами и сплавами
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Совмещение титана с медными сплавами может приводить к образованию хрупких химических связей. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
По физическим свойствам ниобий во многом схож с титаном, поэтому он удовлетворительно сваривается с латунью. Однако операция должна проводиться в инертной среде. Часто используются специальные камеры, в которой атмосфера полностью контролируется.

Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.

Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
Мероприятия по подготовке элементов
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Сварка латуни аргоном: описание процесса
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.

Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Использование газового оборудования
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.
Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий.
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения.
Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов.
В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.

При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости. Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.






