
- Работа с лазером
- Преимущества и недостатки
- Химические вещества при лазерной резке
- Пластики и полимеры
- Профилактика
- Защита оборудования
- Рекомендации специалистов
- Система фильтрации для дымоуловителей на работе с лазером
- ступени фильтрации в дымоуловителях DUET
- Что понадобится для пайки?
- Учимся клеить: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
- Паяльник
- Припой
- Флюс
- Оплетка для выпайки
- Простые советы, как научиться паять
- Подготовка деталей и инструмента
- Подготовка паяльника
- Как правильно паять провода
- Пайка многожильных проводов
- Пайка одножильных проводов и смешанный вариант
- Теперь несколько слов о том, как правильно паять одножильные провода. В этом случае лучше выбрать вариант с залуживанием, поскольку прогреть моножилу сложнее.
- Если нужно соединить моножилу с многожильным проводом, технология следующая:
- Домашним умельцам на заметку: Как выбрать набор инструментов для дома: 4 базовых предмета
- Как паять микросхему
- Сравнение двух инструментов: Чем перфоратор отличается от дрели: сравнение по 4 показателям
- Паяльные лампы и газовые горелки
- Электрические паяльники
- Импульсные
- Регулируемые
- Паяльная станция
- С питанием от USB-порта
- Аккумуляторные
- Что понадобится для процедуры?
- Дымоприемники и дымоуловители
- Печать
- Как залудить жало в процессе пайки
- Проблемы и ошибки при пайке
- Как очистить жало паяльника механическим способом
- Медный наконечник в виде заточенного прутка
- Медное жало 900М
- Необгораемое жало
- Газовые паяльники
- Как залудить паяльник
- Как залудить паяльник с медным жалом
- Особенности лужения паяльника с необгораемым жалом
- Паяльники косвенного нагрева
Работа с лазером
Современный и, на первый взгляд, безопасный метод работы – лазер. Его применяют при резке металлов, для сварки, гравировки и других целей. Лазер используют при работе с любыми материалами, но чаще всего — с металлами.
Преимущества и недостатки
Лазер работает очень быстро и эффективно, но у него есть свои недостатки. При работе лазером обязательно появляется дым. Лазерная резка отличается от других способов скоростью и точностью, но в результате выделяется огромное количество различных химических веществ, в том числе токсичных.
Химические вещества при лазерной резке
В зависимости от материала, который подвергается лазерной обработке, в воздух могут попадать различные вредные частицы. Некоторые из них:
- Частицы железа и оксидов, легирующие присадки
- Частицы алюминия и оксидов
- Частицы титана и оксидов
- Токсичные пары бериллиевой меди
- Частицы целлюлозы и углеводная сажа
Пластики и полимеры
Лазерная обработка также применяется при работе с пластиками и полимерами. Поскольку полимеры могут содержать различные химические вещества, в результате работы лазером могут выделяться опасные и токсичные соединения, например, бензол.
Профилактика
Исходя из всего вышесказанного, важным этапом работы с лазером является правильный выбор дымоуловителя и подбор соответствующих фильтров. Также важно обеспечить хорошую вентиляцию и продуманную систему удаления вредных веществ.
Защита оборудования
Микрочастицы, выделяемые лазером, могут нанести вред самому лазеру и его механизмам. Поэтому необходимо обеспечить профессиональную вытяжку для удаления вредных частиц.
Рекомендации специалистов
Специалисты рекомендуют оснащать дымоприемники лазерной резки и сварки закрытыми коробами для защиты области непосредственной работы лазера. Рекомендуется использовать простые дымоприемники, которые крепятся непосредственно на лазер и всасывают дым в точке работы.
Система фильтрации для дымоуловителей на работе с лазером
Система фильтрации у дымоуловителей для работ с лазером должна быть достаточно продуманная, так как в состав дыма входят и крупные частицы, и микронная пыль, и наночастицы, и практически невидимые глазу газы. Как правило, используют три типа фильтров:
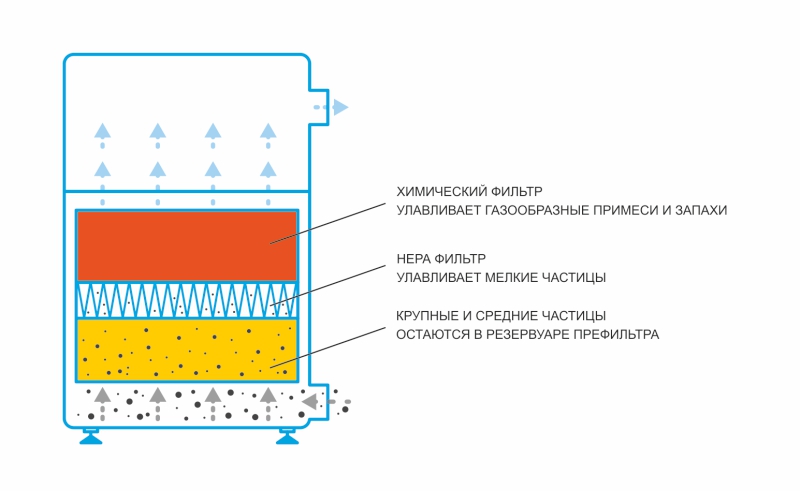
ступени фильтрации в дымоуловителях DUET
В такой очередности загрязненный воздух и дым попадают в приемник: в первую очередь в предварительном фильтре оседают крупные частицы. Следующей ступенью фильтрации является фильтр HEPA – более мелкие частицы пыли задерживаются волокнами фильтра этой ступени благодаря его особому переплетению, кроме того, волокна фильтра обладают электростатическим притяжением, и частицы словно притягиваются к ним.
Что понадобится для пайки?
Учимся клеить: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
Паяльник
Как основной инструмент при работе с микросхемами и мелкими металлическими деталями используют паяльник. При его выборе прежде всего обращают внимание на мощность:
Основные разновидности электрических паяльников:
Припой
В виде легкоплавкой проволоки. Его используют в качестве посредника при спаивании деталей.
Флюс
Флюс участвует в подготовке поверхности проводов к пайке. С его помощью растворяют пленку окислившегося металла, жировые и прочие загрязнения. Состав флюса подбирают в зависимости от материалов, подлежащих спаиванию. Типичный пример флюса — канифоль, которая оптимально подходит для меди. Бывает твердая, жидкая и гелеобразная.
Оплетка для выпайки
Если требуется убрать лишний припой — можно воспользоваться оплеткой, которая состоит из тонких медных проводков, сплетенных в ленту и покрытых флюсом. Кончик оплетки прижимают горячим паяльником к месту пайки, и она вбирает в себя лишнее как губка. Лента особенно актуальна, когда человек, не набивший руку, паяет микросхему.
Для пайки также могут понадобиться: пинцет, кусачки, стриппер, оловоотсос, паяльный фен, струбцины для фиксации деталей, увеличительное стекло, защитные очки, губка для очистки жала, подставка для паяльника.
Простые советы, как научиться паять
Начать, пожалуй, стоит с техники безопасности:
При работе с мелочевкой при необходимости используйте третью руку. Это приспособление помогает удерживать детали неподвижными в момент пайки, дает возможность избежать неприятных ощущений от горячих проводов. Чтобы не обжечься, также используйте пинцет.
Пайка одножильных проводов проще — лужение на этом этапе обязательно. Перед пайкой на конец провода можно намотать несколько витков клеевой ленты или термоусадку, чтобы не перемокли изоляция и проводники в ходе пайки.
При слишком большом прогреве можно слить шар у пятна пайки и на поверхности образуется небольшая дырка. Тут же законспектировать способ ремонта товара. Если нагрев случился по вине самих проводов (например, изоляция показалась), нужно либо срочно исправлять ситуацию, либо обрывать процесс. Причина проблемы во втором варианте — паяльник, возможно, уже старый или не адекватного качества.
На этапе пайки соединенные провода обработайте гидрофобизатором (в частности, гермовоском). Это замедлит образование оксидов на отвесах, поможет сохранить низкое сопротивление и упростит монтаж.
После пайки с активированными флюсами промойте плату, чтобы остатки кислоты не повредили контакты со временем. Для этого используют растворители, мыльные растворы, спирты в чистом виде и смешанные с бензином. Состав зависит от флюса. Промывать платы не нужно после работы с нейтральными флюсами, но с ними паять сложнее.
Если купили паяльник и не знаете, как им пользоваться, то после изучения теории желательно попрактиковаться с проводами. Возьмите пару метров тонкого одножильного провода, снимите с него изоляцию, порежьте на куски примерно по 10 см. Из них выложьте решетку и пропаяйте все стыки. Когда она остынет, помните ее хорошенько руками. Посмотрите, что стало с точками пайки. Если они целы — вы отлично справились с задачей.
Выбираем гравер: Как выбрать гравер: 3 ключевых фактора
Подготовка деталей и инструмента
Для начала уделите внимание деталям, которые собираетесь паять. Паяльником займетесь позже.
При необходимости детали подгоняют друг к другу таким образом, чтобы площадь соприкосновения была оптимальной. Также в подготовительный этап может входить создание шероховатости с помощью крупнозернистой наждачки и обезжиривание поверхностей.
Подготовка паяльника
Если паяльник новый — смело подключайте к электричеству. Начнет дымить, обгорать, металл возле нагревательного элемента потемнеет — ничего страшного. Это нормальная реакция на первый нагрев.
Старый паяльник не спешите включать в розетку. Если образовались наслоения на жале за время предыдущей работы, их нужно убрать. Способ очистки зависит от конструкции инструмента. Медное жало прибора старого образца приводят в порядок с помощью напильника. Наконечник, покрытый на заводе лужением, нельзя очищать таким способом. Технологии чистки теплого никелированного жала:
Также можно использовать жесткую сторону губки для мытья посуды, посыпанную содой, для холодной чистки.
Чистый паяльник необходимо подвергнуть лужению. Разогреваем его и наносим на жало канифоль или паяльную кислоту, а затем — припой. Канифоль — для меди, кислота — для никелированного покрытия.
Готовимся к покраске: Как настроить краскопульт: разбираемся с 3 регуляторами пневмоинструмента
Как правильно паять провода
Рассмотрим два варианта: с многожильными и одножильными проводниками тока.
Пайка многожильных проводов
Для пайки медных проводов кислотные флюсы не нужны, можно воспользоваться твердой канифолью. В любом случае удаляем изоляцию с проводов в местах пайки. Для этого желательно использовать стриппер.
Далее возможны варианты:
После пайки фиксируем термоусадку, например, с помощью паяльного фена.
В первом варианте отсутствует лужение проводов. При таком подходе увеличивается время пайки, что не критично, так как поблизости нет радиодеталей, чувствительных к перегреву.
Соединяем пластик без паяльника: Как соединить пластиковые трубы без пайки 4 способами
Пайка одножильных проводов и смешанный вариант
Пайка одножильных проводов проще — лужение на этом этапе обязательно. Перед пайкой на конец провода можно намотать несколько витков клеевой ленты или термоусадку, чтобы не перемокли изоляция и проводники в ходе пайки.
При слишком большом прогреве можно слить шар у пятна пайки и на поверхности образуется небольшая дырка. Тут же законспектировать способ ремонта товара. Если нагрев случился по вине самих проводов (например, изоляция показалась), нужно либо срочно исправлять ситуацию, либо обрывать процесс. Причина проблемы во втором варианте — паяльник, возможно, уже старый или не адекватного качества.
На этапе пайки соединенные провода обработайте гидрофобизатором (в частности, гермовоском). Это замедлит образование оксидов на отвесах, поможет сохранить низкое сопротивление и упростит монтаж.
Теперь несколько слов о том, как правильно паять одножильные провода. В этом случае лучше выбрать вариант с залуживанием, поскольку прогреть моножилу сложнее.
Если нужно соединить моножилу с многожильным проводом, технология следующая:
Домашним умельцам на заметку: Как выбрать набор инструментов для дома: 4 базовых предмета
Как паять микросхему
В качестве примера — технология выпаивания и впаивания процессора:
Как паять 8-ножечные микросхемы и еще более мелкие детали? Принцип пайки тот же.
Сравнение двух инструментов: Чем перфоратор отличается от дрели: сравнение по 4 показателям
Паяльные лампы и газовые горелки
Паяльная лампа является самым древним приспособлением; патент был получен в далеком 1881 году шведским изобретателем Карлом Рикардом Нюбергом. Со времен изобретения их конструкция практически не изменилась.
Современное изделие почти неотличимо от того, что было изготовлено 100 лет назад.
В основе резервуар с жидким топливом (спирт, бензин, керосин), насос, создающий избыточное давление в ёмкости для подачи горючего в горелку и, собственно, горелка, в которой топливо испаряется и сгорает. Пламя горелки непосредственно используется для нагрева спаиваемых деталей и расплавления припоя, подаваемого в зону пайки. Так как температура пламени и нагретых деталей относительно высока и с трудом бывает выдержана и проконтролирована, применяются толстые прутки из тугоплавких оловянно-свинцовых сплавов, а также сплавов основе меди (медно-серебрянные, латунные) и другие. В качестве флюса используют тетраборат натрия, более известный как бура и прочие виды (смотри статью Несколько слов о флюсах для пайки)
Пруток тугоплавкого оловянно-свинцового припоя ПОС-20
Для пайки электротехнической аппаратуры лампы они практически не применялись, но находили и находят применение для операций с крупногабаритными и теплоёмкими элементами из листовой меди (радиаторами и теплообменниками, трубопроводами, разными резервуарами и баками) и некоторыми деталями из стали до массового применения сварки. Применяются и как дешёвый источник открытого огня и высокой температуры для различных хозяйственно-бытовых нужд (отогрев трубопроводов и агрегатов в условиях низких температур и подобных), особенно в условиях отсутствия электроэнергии.
Ввиду токсичности выхлопных газов, применять лампу на открытом воздухе небезопасно. При работах внутри помещений её заменяют более безопасной газовой лампой-горелкой на сжиженной пропан-бутановой смеси или электрическим техническим феном.
Газовая паяльная лампа-горелка
Помимо относительно громоздких вариантов, есть миниатюрные горелки для тонких работ, также не связанных с электрооборудованием. Например, ремонта ювелирных изделий.
Миниатюрная газовая горелка
Электрические паяльники
Это простейший вариант электропаяльника. Состоит из электронагревательного элемента, медного жала и корпуса с деревянной или пластиковой ручкой. Мощность от 10 до 300 ватт, а иногда и более. Но пайка электропаяльником мощностью более 200 ватт сопряжена с рядом трудностей, одна из которых это крупные габариты, вес и низкая эргономика такого прибора. В ситуациях, когда требуется повышенная тепловая мощность, рассматривают модели косвенного нагрева.
Питание, как правило, от сети 220-240В, но выпускаются модели для работы от напряжения 36 вольт, применяемые в помещениях с высоким риском поражения человека электротоком (неотапливаемые сырые производственные помещения, гаражи и т. п.), а также при повышенных требованиях к общей электробезопасности (электромонтажные цеха, медицинские учреждения). Они не имеют терморегулировки и нагреваются до температуры, значительно превышающей необходимую. Это приводит к быстрому окислению и обгоранию жала, растворению меди в припое и образованию раковин в жале, усложняющих пайку, а также кипению, а не просто расплавлению припоя, а в итоге — к неудовлетворительному качеству соединений. Ввиду невысокой стоимости нерегулируемые модели применяются всюду как для электромонтажных, так и для нестандартных задач: устранение трещин в изделиях из пластиков и т. п. Ввиду наличия моделей с мощностью нагревателя 100 и более ватт эти приборы применяются для пайки изделий с высокой теплоёмкостью: медные провода большого диаметра, трубки, листовая медь, латунь, оцинкованная сталь и тому подобные.
Простой и надёжный, как автомат Калашникова, нерегулируемый паяльник Jinkong WL50 мощностью 50 ватт
Импульсные
Простой нерегулируемый паяльник имеет ряд недостатков, один из них — относительно большое время нагрева жала, что критично, особенно если нужно припаять всего одну деталь. Для устранения недостатка был разработан импульсный паяльник. Его наименование отражает две особенности электроприбора: во-первых, кратковременный режим нагрева, а во-вторых, питание от импульсного блока питания.
В нём роль жала и одновременно нагревателя выполняет отрезок толстой медной проволоки. Но существуют модели и с закрытым нагревательным элементом и классическим жалом. Питание реализовано от компактного импульсного БП, расположенного внутри корпуса. Разогревается он до высокой температуры практически мгновенно, что позволяет подавать питание непосредственно в момент пайки, а также мгновенно остывает, что повышает безопасность эксплуатации, снижает расход электроэнергии.
Экономичный и эргономичный MATE MT-SG180
Существует упрощённая конструкция, которая импульсной является лишь «наполовину». Отличие заключается в том, что питается она не от импульсного блока питания с мини-трансформатором, а от обычного сетевого понижающего трансформатора, который несколько увеличивает габариты и вес прибора.
Существуют экзотические решения, использующие углеродные (графитовые) или полупроводниковые нагревательные элементы. Такие приборы имеют узкую применимость и относительную редкость.
Импульсный аккумуляторный паяльник ColdHeat, имеющий углеродный нагреватель-жало
Основное применение таких категорий паяльников — это разовая пайка, для которой требуется быстрая готовность прибора. Примером служит авторемонт, затрагивающий электропроводку авто и его электрооборудование. Для монтажа электронных компонентов и ремонта радиоаппаратуры они, как правило, не применяются, ввиду низкой эргономики и наличия на жале потенциала высокой частоты.
Регулируемые
Он отличается от обыкновенного нерегулируемого встроенным регулятором температуры, позволяющим выставить нужный терморежим и обеспечить тем самым отсутствие нежелательных эффектов, присущих предыдущим типам приборов. Как правило, терморегулятор выполнен по простой схеме тиристорного регулятора мощности, не имеет обратной связи и не способен поддерживать температуру с высокой точностью. Но имеются в продаже модели с электронным регулятором с дисплеем, позволяющим установить температуру с точностью до градуса. Регулируемый паяльник имеет стандартную классическую конструкцию и пригоден для практически всех видов работ. Большинство моделей имеют сменные жала, разнообразная форма которых позволит использовать их как для пайки крупных компонентов и проводников, так и для монтажа SMD-компонентов.
Популярный регулируемый паяльник T60, мощностью 60 ватт
Паяльная станция
Это наиболее распространенный тип оборудования, рекомендуемый как новичкам, так и используемый профессионалами. В ней есть контроллер температуры в виде отдельного блока, который с высокой точностью поддерживает температурную стабильность, благодаря обратной связи, реализованной через термодатчик, расположенный в жале. Станции поддерживают подключение другого паяльника к контроллеру, а также имеют стандартизованные сменные жала, которые выпускаются во множестве типоразмеров. Возможность их смены позволяет паять как крупные компоненты и проводники, так и выполнять монтаж SMD-компонентов. Питание организовано напряжением 12-24 вольта через понижающий трансформатор, что даёт дополнительную электробезопасность. Подставка и сменные жала, как правило, идут в комплекте со станцией.
Отличная со всех сторон паяльная станция YIHUA 936
С питанием от USB-порта
Это одни из современнейших инструментов. Конструктивно схожи с регулируемыми моделями, но имеют низковольтный нагреватель. Особенность USB-паяльников, как ясно из названия — возможность получения питания не из сети, а от USB-разъёма. Источником энергии выступает зарядное устройство от мобильной техники или, как правило, внешний портативный аккумулятор (powerbank). При такой схеме организации электропитания гарантируется полная автономность инструмента и применение его в любых условиях вне зависимости от удаления от «цивилизации». Для питания требуется ЗУ или портативная АКБ с поддержкой быстрой зарядки QC2.0 и выше, так как выходные характеристики стандартного порта USB крайне ограничены (не более 10 ватт, что на практике достаточно не для всех видов пайки). Также для подключения USB-инструмента к источнику электроэнергии требуется качественный кабель, потери энергии на котором будут минимальны.
Ультрапопулярный паяльник TS100
USB-паяльники сконфигурированы с быстросменными жалами-нагревателями, чтобы использовать ту форму жала и мощность нагревателя, которая требуется для конкретных типов работ.
Они оборудованы цифровым микроконтроллерным управлением с функцией программирования рабочих режимов, хранения температурных профилей и т. д. Многие современные устройства поддерживают обновление микропрограммы («прошивку»), чтобы устранить сбои, вызванные ошибками в программном обеспечении.
USB-модели ещё называют микропаяльниками, определяя область их применения, конкретно — тонкие манипуляции с радиокомпонентами поверхностного монтажа и некрупными навесными элементами. Применяют их и при ремонте разной электротехники: компьютеров, ноутбуков, смартфонов, игровых консолей. Ограничение мощности электропитания от USB-разъема с поддержкой QC3.0 или выше порядка 20 ватт. При использовании увеличенных сменных жал многие USB-микропаяльники способны запитываться от внешнего БП повышенной мощности.
Аккумуляторные
Здесь будет рассмотрен нестандартный тип инструментов для пайки — с питанием от аккумуляторов и батареек. В статье упоминался прибор ColdHeat, имеющий углеродный нагреватель и автономное питание от четырёх никель-марганцевых элементов (Ni-Mn). Он появился около 20 лет назад и уже тогда технологии позволяли применять АКБ для питания такого относительно мощного потребителя. Сейчас в конструкции используют литий-ионные аккумуляторы (Li-ion).
Аккумуляторный паяльник с поворотным жалом
Принципиально они ничем не отличаются от электропаяльников других типов, но не конструктивно: имеют жало с возможностью поворота, быстросменные аккумуляторы, применяющиеся в других видах электроинструмента одного и того же производителя. Например, для питания аккумуляторного шуруповёрта, гравера, лобзика и т. д.
Аккумуляторный паяльник с установленным стандартным аккумулятором
Такие инструменты больше выбирают профессионалы. Применяют их при взаимодействии с разным промышленным оборудованием: системами видеонаблюдения, сигнализации, отопления, кондиционирования, станками и т. д. Ещё в авторемонте и при работе со спецтехникой. Ввиду узкой специализации и высокой стоимости их применение в стационарных условиях, а тем более в домашних, нецелесообразно.
Помимо аккумуляторных, существуют модификации, работающие на батарейках.
Паяльник с питанием от трёх батареек типа AA
Их мощность мала (порядка 5-6 ватт), а время автономной работы непродолжительное. Применение ограничено разовыми любительскими операциями (мелкий ремонт бытовой техники и т. п.). Стоимость комплекта щелочных батареек для него почти равна цене нерегулируемого паяльника.
Научно-технический прогресс не застыл на месте. За много лет паяльники выросли из примитивных инструментов, которыми ремонтировали самовары, до новейших версий с микроконтроллерным управлением и функцией обновления ПО, для точных операций при восстановлении и сборке электротехники. Появление новой технической базы, такой как компоненты поверхностного монтажа, потребовало разработки новых типов паяльного инструмента. Уверены, развитие микроэлектроники и далее поможет в деле совершенствования паяльников, создания инновационных моделей.
Эта статья имела цель кратко познакомить вас с эволюцией конструкции и дать обзор всех типов паяльников, которыми паяют и сегодня.
Что понадобится для процедуры?
Если нужно залудить новый паяльник, понадобится припой, а также твердый или жидкий флюс. В качестве металлического расходника обычно используют оловянно-свинцовый сплав. Флюс — канифоль или более агрессивный состав. Канифоль подходит только для лужения медного жала, поскольку является слабым активатором.
Перед лужением наконечника с заметным слоем нагара требуется предварительная очистка оснастки. Как очистить медное жало паяльника? Для приведения в адекватное состояние наконечника старого образца понадобится напильник. Медь стандарта 900М требует более деликатного обращения: ее зачищают наждачкой мелкой зернистости.
Горячее никелированное жало очищают с помощью целлюлозной губки или металлической стружки. Толстый слой нагара убирают с холодного паяльника, счищая абразивным веществом в виде соды, которую используют в тандеме с жесткой стороной губки для мытья посуды. На финальном этапе лужения паяльника может понадобиться дощечка или кусок картона.
Выбираем инструмент для склеивания деталей: Как выбрать клеевой пистолет: 5 ключевых характеристик
Самым распространенным технологическим процессом, сопровождающимся возникновением дыма, является пайка. Не смотря на то, что процесс пайки может быть как самым простым – ручным с обычным паяльником, так и промышленным – пайка в печах, блоками, электронагревательными элементами – в любом случае абсолютно всегда необходима система дымоулавления.
Вещества, выделяемые с дымом при пайке, могут быть очень разные по составу и принципу действия на организм. Самыми распространенными являются канифольные флюсы. Продуктом горения некоторых из них является абиетиновая кислота, она самая опасная среди всех, потому что способна вызвать мгновенную астматическую реакцию, а также спровоцировать появление хронической астмы. Адипиновая кислота, выделяемая при нагревании флюсов, менее опасна, однако длительное воздействие противопоказано.
Если раньше нагрев флюсов сопровождался неприятным горючим или едким запахом, то современные флюсы имеют приятный запах, однако на степень вредного воздействия это не оказывает никакого влияния. Другие виды флюсов также оказывают негативное воздействие на организм из-за вредных веществ, входящих в состав, но, к сожалению, качественная результат пайки невозможен без их присутствия в составе.
Глицерин и гидразин1 класс опасности
Компоненты способны распадаться на высокотоксичные составляющие
Смоляные кислоты, абиетиновая кислота, примесиКомпоненты, на которые распадается канифоль в процессе реакций, еще более токсичны, чем у синтетической канифоли
Флюс для алюминияПостоянный чрезмерный контакт с фторсодержащими компонентами может быть причиной остеосаркомы
Универсальный паяльный флюс ЛТИ 120Канифоль, этиловый спирт, диэтиламин солянокислый, триэтаноломинПри нагреве выделяется HCl, который провоцирует аллергические реакции и вызывает поражения ЦНС
Среднереактивный флюс ФИМОбщая интоксикация, отравление
Низкотемпературный паяльный флюс ФТССалициловая кислота, триэталоминОбщая интоксикация, отравление
Из таблицы видно, что основными компонентами флюсов являются канифоли различного происхождения (натуральные и синтетические) и кислоты. Основа флюса может быть различной – жидкой, вязкой гелеобразной. Кроме того, в состав флюсов часто входят фенолы – высокотоксичные органические соединения. В процессе пайки — нагреве флюсов, его составляющие распадаются в том числе на формальдегид.
Не только канифоль и флюсы выделяют вредные химические вещества при пайке. Чаще всего пайке подвергаются элементы из пластика и других различных полимеров, химический состав которых может быть очень и очень разным. При пайке нагреваются и плавятся поверхности соединяемых элементов, при этом выделяются продукты горения, которые так же токсичны. На производстве часто требуется пайка печатных плат. Они, в свою очередь, изготавливаются из стеклотекстолита, из которого при нагреве помимо различных химических компонентов, может выделяться и формальдегид, а при промышленной резке плат неизбежно появление пыли и микрочастиц стекловолокна. Учитывая все эти факторы, наличие вытяжек и дымоуловителей там, где производится пайка и любые другие работы с печатными платами обязательно.
Помимо всего перечисленного, для пайки используются припои. Припой – это металлическая проволока различной толщины, используемая для заполнения стыков между спаиваемыми элементами. Большинство припоев содержат свинец. В процессе пайки флюс или канифоль перемешиваются с припоем, припой плавится и частицы свинца вместе с дымом в случае отсутствия вытяжек попадают в дыхательные пути.
Кроме свинца, припои содержат бериллий, который при нагреве становится очень токсичным и легко распространяется в воздухе. Присутствие рабочей вытяжки не исключает оседание свинцовых микрочастиц и частиц бериллия на ее элементах и воздуховодах, поэтому необходимо оборудовать вытяжку специальными закрытыми коробами, подходящими фильтрами, а также постоянно производить очистку всех поверхностей, а так же частей вытяжек от пыли, налетов и грязи.
Дымоприемники и дымоуловители
В зависимости от масштабов производства устройства отвода дыма могут быть разными.
При ручной пайке обычным паяльником используют специальные небольшие металлические трубки-дымоуловители. Они эффективны, но требуют тщательного ухода и каждый раз при пайке его необходимо крепить на паяльник и настраивать снова.
Дымоприемник, как правило, имеет косой срез и крепится на паяльнике так, чтоб срез был как можно ближе расположен к месту возникновения дыма, то есть логично то, что чем ближе к месту спаивания расположен дымоуловитель, тем эффективнее его работа. В некоторых случаях может быть установлено более одного дымоуловителя.
Дополняет трубку-дымоуловитель специальная воронка, которая при работе затягивает вредные вещества, но для ее эффективной работы в помещении должны быть исключены сквозняки.
Чем дальше срез дымоуловителя находится от источника дыма, тем более высокая мощность у него должны быть. Этот же принцип относится и к вытяжкам.
Если процесс пайки сопровождается активным выделением токсичных химических веществ, но необходимо обеспечить не только безопасность сотрудников, работающих непосредственно с паяльным оборудованием, но и предотвратить попадание продуктов горения в окружающую среду – в воздух. Существует большое количество оборудования, в том числе вытяжные шкафы и прозрачные вытяжные кабины для работы с химикатами, которое отвечает всем требованиям безопасности и обеспечивает надежную защиту.
Хорошо зарекомендовавшими себя российскими локальными системами дымоудаления являются дымоуловители DUET для пайки и лазера. Это современные приборы, которые могут использоваться при работах с повышенными требованиями к безопасности труда, в том числе, при работе с токсичными паяльными материалами. За счет высокой производительности, а также современных высокотехнологичных фильтров дымоуловители DUET принципиально отличаются от обычных вытяжек тем, что не просто «собирают» дым с различными химическими примесями, но и очищают воздух многоступенчатой системой фильтрации, благодаря чему очищенный воздух возвращается в помещение. Кроме того, дымоуловители можно зафиксировать в любом месте и положении относительно рабочего места, где осуществляется пайка.
Печать
Широкое распространение получила 3D печать благодаря своим уникальным возможностям. На первый взгляд данная технология может показаться абсолютно безопасной. Но если рассмотреть суть процесса печати более досконально, то становятся очевидные вредные факторы, но с ними не сложно справиться, если подходить к вопросу ответственно и профессионально.
3D печать – это создание объекта при помощи послойного нанесения материала с помощью цифрового автоматизированного управления. Чаще всего создаются детали и объекты из пластика или металла, хотя технология позволяет работать с абсолютно разными материалами. Послойное нанесение материала происходит с его нагревом и расплавлением, а значит, есть необходимость установки дымоуловителей и системы фильтров, сложность которой зависит от материала. Нагрев такого рода, как при 3D печати сопровождается выделением абсолютно разных веществ – твердых частиц пыли, микро и нано частиц, а также паров и газов. Их негативное влияние на органы дыхания очевидны, кроме того, они способны воздействовать и на другие органы, ЦНС, кровеносную систему и т.п.
О вреде нано частиц проведено множество исследований. Они способны, в том числе, проникать в организм через кожу, а также накапливаться в теле человека. К чему способны привести такого рода концентрации нано частиц в теле человека – однозначно сказать трудно, однако очевидно, что положительного эффекта они не вызывают точно.
Если говорить о парах и газах, выделяемых в процессе 3D печати, то они имеют едкий и довольно резкий запах. При нагреве пластика выделяется бензол, об опасном влиянии которого на организм человека упоминалось ранее, причем именно при 3D печати выделяется его наибольшее количество. Бензол обладает высокой летучестью, поэтому очень быстро распространяется в помещении. Этот фактор необходимо учитывать при подборе дымоуловителя и системы фильтров. Большинство 3D принтеров оснащены специальными патрубками для подключения дымоуловителя. Благодаря фильтрам воздух очищается и возвращается обратно без резких перепадов температур, что позволяет не нарушать технологический процесс печати.
Как залудить жало в процессе пайки
Увлеклись процессом, и после долгой пайки никелированное жало перестало брать припой? Губка для чистки не помогает? Залудите наконечник по ходу дела. Если нет желания ждать, пока паяльник остынет; почистить содой, как рассказано выше, для вас не вариант, — воспользуйтесь ускоренной процедурой.
Чтобы быстро привести наконечник в порядок, понадобится очищающая паста. Магазины продают разную продукцию для очистки, например, с металлической частью, состоящей из 97% олова, 2% серебра и 1% меди. Кроме металлов в виде мелкодисперсных порошков в пасте есть флюс и связующее.
Технология чистки-лужения проста:
Преимущество способа — скорость, недостаток — дороговизна составов для чистки. Баночка с несколькими граммами пасты может стоить как дешевый паяльник. При покупке очищающего состава новичку легко ошибиться. С аналогичными названиями продают пасты, в которых только флюс. Залудить жало без припоя, естественно, не получится.
Производители паст для лужения указывают температуру, при которой состав работает, она должна быть не менее 232 градусов (плавление олова). Чтобы эффект наступил, обычно требуется разогреть паяльник примерно до 350 градусов.
В заключение общий алгоритм пайки:
Казалось бы, ничего сложного, но в каждом деле есть свои нюансы. Нужно выдерживать тайминг, уметь выставлять температуру, учитывать технические характеристики материалов.
Выбираем мобильный инструмент: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Проблемы и ошибки при пайке
В заключение несколько слов о паяльных станциях. В относительно простенький набор входит паяльник, работающий от 24 В, а также подставка, губка и модуль, регулирующий температуру. Преимущество низкотемпературного инструмента в безопасности: в случае пробоя прибора на 220 В легко сжечь микросхему при пайке. Контрольно-управляющий модуль дает возможность выставлять и поддерживать температуру пайки. Дорогая станция может включать фен и другие источники теплового излучения, вакуумный пинцет, оловоотсос для сбора лишнего припоя. Могут быть также другие полезности.
Выбираем шуруповерт: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Как очистить жало паяльника механическим способом
Технология очистки зависит от материала и геометрии жала. Рассмотрим, чем чистить 3 разновидности жал паяльников.
Избавляемся от предрассудков: Как выбрать гравер: 3 ключевых фактора
Медный наконечник в виде заточенного прутка
Жало очищают от нагара с помощью напильника по металлу. Особых физических усилий процесс не требует, тиски и прочие зажимные приспособления используют только в особо тяжелых случаях. Напильник обычно держат в положении, которое соответствует фабричной заточке жала, угол клина — около 35 градусов. Кончик получается тупой, на нем площадка шириной порядка 1 мм.
Работа с новым наконечником требует минимум усилий: достаточно снять патину мелкозернистой шкуркой. Умельцы иногда меняют форму жала, например, из клина делают конус. В этом нет нужды, если пользуетесь паяльником, который работает с жалами типоразмера 900М. Производители предлагают более 10 наконечников такого формата, заточенных на выполнение разных работ. Примеры:
Обозначения: «+» — подходит, «-» — не подходит, «+/-» — не лучший вариант.
После заточки наконечник сразу залуживают. Если отложить покрытие припоем, медь окислится и придется затачивать заново.
Медное жало 900М
Заточку производят без напильника, чтобы не деформировать тонкий кончик. Для очистки от нагара используют мелкозернистую шкурку.
Необгораемое жало
Средства чистки для никелированного жала:
Первые два варианта для чистки горячего паяльника, для третьего разогрев противопоказан. Напильником пользоваться нельзя, поскольку он вместе с нагаром снимет никелированное покрытие.
Приводим в порядок динамики: Как почистить динамики телефона — 6 действенных подсказок
Газовые паяльники
Это современные устройства, появившиеся в широком доступе относительно недавно. В их основе ёмкость со сжиженным пропаном или пропан-бутановой смесью, запорный клапан, регулятор температуры и закрытая камера сгорания, снабжённая паяльным жалом. Заправляются они так же, как и бытовые газовые зажигалки.
Популярный газовый паяльник MT-100
Они имеют одно преимущество перед электрическими — работают автономно. Поэтому их основной сферой применения стал электромонтаж в условиях, не позволяющих применить электропаяльники. Например, монтаж охранно-пожарных сигнализаций в удалении от строений, устройство и ремонт слаботочных сигнальных линий на столбах и прочих возвышениях, проводников, кабелей и электронной аппаратуры в «полевых условиях», на обесточенных объектах, выездное восстановление автомобильной проводки и электронных блоков и так далее. При пайке на дому и в условиях профессиональной мастерской или производственной линии применение паяльников на газе нецелесообразно и нежелательно, ввиду отсутствия контроля температуры жала, перегрева или недостаточного нагрева, которые влияют на качество и долговечность паяного соединения.
Как залудить паяльник
Далее речь пойдет об особенностях лужения паяльника. Нюансы зависят от материала жала, но в любом случае нужно будет иметь дело с припоем и флюсом. Для пайки электроники часто используют припой ПОС61 или ПОС63, разница между ними не существенная. Аббревиатура ПОС означает, что это сплав олова и свинца, число в конце — процент олова. Сплав начинает переходить в жидкое состояние при температуре 183 градуса.
В качестве флюса для лужения медного жала используют канифоль — вещество, получаемое из хвойных деревьев. Одна из технологий подразумевает удаление скипидара из смолы сосны. Температура плавления канифоли — 110-170 градусов в зависимости от состава. В любом случае большая ее часть — это смоляные кислоты. Закипает флюс при 250 градусах, подходит только для лужения и низкотемпературной пайки. Канифоль хорошо справляется с медной патиной, но не может убрать окиси многих других металлов. Чтобы получить более агрессивный флюс, в смолу добавляют другие кислоты.
Иногда вместо твердой канифоли удобнее использовать ее жидкий аналог, который можно купить или сделать самостоятельно, поместив смолу в спирт или другой растворитель. Теперь перейдем к технологии лужения инструмента для пайки.
Разбираемся с дренажом: Как почистить дренаж кондиционера: 3 причины засора и способы их устранения
Как залудить паяльник с медным жалом
Итак, наконечник очищен от нагара, и пора, не мешкая, приступить к следующему этапу. Чтобы как следует залудить паяльник со сплошным медным жалом понадобятся канифоль и припой. Обычно их используют в качестве отдельных составляющих. Технология следующая:
2. Сразу переходим ко второму этапу, не дожидаемся, пока канифоль выгорит. Припоем в виде прутка водим по наконечнику, наносим сплав олова и свинца на подготовленные поверхности. Если припой в виде гранулы, расплавляем его, смачивая жало.
3. Если припой распределился не по всей поверхности, используем кусок картона: окунаем наконечник в канифоль и возим по нему.
4. Если на жале собралось слишком много припоя — избавляемся от излишков, слегка постукивая держателем оснастки по напильнику или снимая лишнее с помощью мокрой целлюлозной губкой. 5. Даем нанесенному припою затвердеть.
Бывают припои «2 в 1» в виде тонкой трубочки с канифолью внутри. В этом случае окунать во флюс оснастку не нужно. Просто наносим сплав на подготовленное к лужению жало.
Если что-то пошло не так, никто не помешает сделать «дубль 2». Не стоит бояться испортить медное жало, его всегда можно привести в порядок. Особых навыков для этого не требуется.
Рекомендации по выбору: Электрорубанок: как выбрать инструмент для дома — 6 основных критериев
Особенности лужения паяльника с необгораемым жалом
Технология та же, но обойтись канифолью для лужения никелированного наконечника вряд ли получится. Сосновая смола справляется с ролью флюса, когда нужно подготовить жало из меди, подходит для пайки серебра, олова и его сплавов. Для лужения никеля канифоль не лучший вариант. Для этого есть специальные флюсы, например, ЛТИ-120.
Это нейтральный активный состав, в который кроме спиртов и канифоли входят диэтиламин и триэтаноламин. Несмотря на нейтральность, смывать его все равно нужно после пайки. Чтобы не заморачиваться этим, можно использовать ЛТИ-120 или агрессивную паяльную кислоту только для лужения инструмента, а паять с помощью канифоли, не нуждающейся в смывании.
Несколько слов по поводу паяльной кислоты. На этикетке или в инструкции к флюсу должно быть написано, что она подходит, в том числе и для пайки никеля. Существуют кислоты для пайки не радиодеталей, а кастрюль, ведер и прочей тары из нержавеющей стали с помощью инструмента мощностью 100-300 Вт. В этом случае вместо никеля будет написано про пайку нержавейки, цветмета и т.п.
При работе с любой кислотой нужно быть максимально аккуратным, избегать попадания в глаза, использовать защитные очки.
Выпиливаем дома: Как выбрать электролобзик для дома: 5 правил и советов
Паяльники косвенного нагрева
Из названия ясно, что они получают тепло извне. До 60-годов прошедшего столетия были основными инструментами для пайки как различных металлических деталей, так и электронных компонентов радиоаппаратуры. Конструктивно представляли собой медное жало, снабжённое держателем и деревянной ручкой. Медное жало нагревалось любым источником тепла. Часто в этом качестве применялась паяльная лампа или бытовая газовая плита, если работа выполнялась дома.
Коллекция старинных различных по «мощности» самостоятельно нагреваемых паяльников на фоне не менее старинных паяльных ламп
Они изготавливались из меди и имели разную форму с габаритами жала: к примеру, заострённое применялась для пайки электронных компонентов, плоское — для корпусных изделий, экранов и других элементов из листового материала.
Вместе с ними применяли припой в виде прутка, в качестве флюса для пайки радиоаппаратуры использовалась всем знакомая сосновая канифоль; листовые материалы паяли с помощью хлористого цинка в качестве флюса.
Приспособления применяются при изготовлении и восстановлении медных радиаторов и теплообменников, а также при пайке частей электротехнических изделий из теплоёмких массивных деталей из меди (оконцовки обмоток крупногабаритных трансформаторов, электродвигателей, генераторов, а также силовых токопроводных шин). Ввиду узкой специфики найти их в продаже непросто.




