

- Баллоны, редукторы, проволока
- Преимущества и недостатки
- Заключение
- Виды используемых газов
- Кислород
- Ацетилен
- Водород
- Коксовый газ
- Природный газ
- Бензин и керосин
- Пиролизный газ
- Материалы, подходящие для газовой сварки
- Принцип работы газосварочного оборудования
- Баллоны с газом
- Редуктор
- Газовый шланг
- Газовая горелка
- Специальный стол
- Шланги (рукава) для газовой сварки
- Горелка и резак
- Технологический процесс газовой резки
- Принцип работы газосварочного оборудования
- Принцип работы
- Особенности газосварки
- Ацетилен
- Виды пламени и их использование
- Окислительное
- Плюсы и минусы газосварки
- Пайка
- Особенности подготовки и сваривания металлов газосваркой
- Сварка алюминия
Баллоны, редукторы, проволока
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:
 генераторы низкого давления до 0,1 атмосферы;
генераторы низкого давления до 0,1 атмосферы;- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
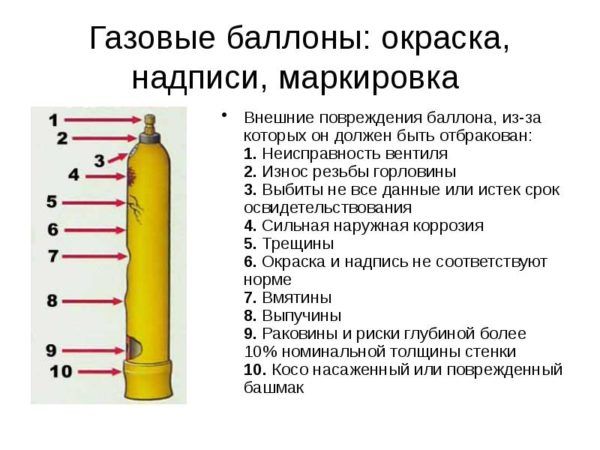
Ресиверы (технические баллоны) с кислородом или пропаном рассчитаны на хранение при давлении 150 атмосфер. Чтобы его можно было использовать в сварочном процессе, применяются понижающие редукторы. Ресиверы и редукторы имеют цветовую маркировку.
Кислородные газовые баллоны окрашиваются в голубой цвет, ацетиленовые в белый. Шланги тоже имеют такие же цветовые маркировки. Газовые шланги с красной полосой рассчитаны на давление до 6 атмосфер, с синей – до 20 атм., а шланги с желтой полосой предназначены для перекачки бензина или керосина.
На каждом баллоне устанавливаются по 2 манометра. Один контролирует давление в резервуаре во время сварки или резки, другой в шланге.
Для газовой сварки и резки необходима сварочная проволока, иногда требуется флюс. Перед использованием проволоку необходимо очистить от ржавчины, краски, жира и других загрязнений.
При сварке заготовок из алюминия и других цветных металлов требуется флюс, он защищает их от воздействия воздуха. В качестве него применяют борную кислоту и буру.
Изготавливается из цельнотянутого металла с натянутым в
горячем виде днищем. В верхней части имеет наружную резьбу для защитного
колпака, а внутреннюю – для вентиля. Вентиль изготавливается из латуни и
имеет правую резьбу. Толщина стенки баллона 8 мм, емкость –
40 л,
масса без газа (с вентилем и колпаком) – 67 кг,
окрас – голубой. Используется для хранения сжатого кислорода.
Баллон рассчитан на давление кислорода 150 кгс/см².
Если заправка кислородом производится непосредственно на газозаправочной
станции, то необходимо следить за тем, чтобы кислород закачивали до давления
170 кгс/см², затем, при остывании газа, остается нормируемое давление.

Срок службы кислородного баллона – 40 лет, после
этого пользоваться им запрещается, так как внутренняя поверхность стенок за
такое время может подвергнуться значительной коррозии, и их прочность будет
ослаблена.
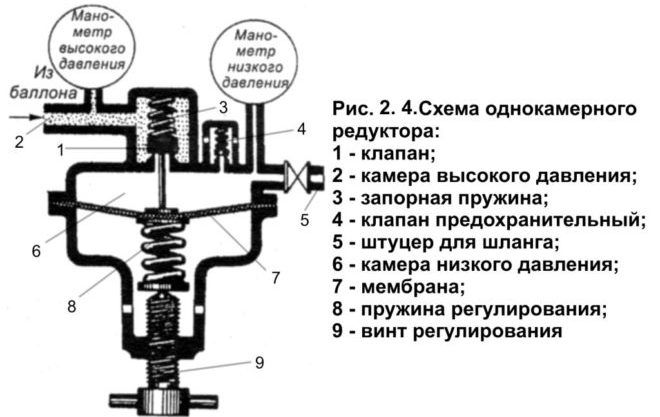
Для газовой сварки, как правило, используются простейшие
однокамерные редукторы. Задача редуктора – понизить давление баллонного
кислорода до необходимого для работы резака или горелки.
в закрытом положении винт 9 вывернут против часовой
стрелки до свободного хода, пружина 8 ослаблена, а пружина 3 закрывает клапан
1. Газ из камеры высокого давления 2 не поступает в камеру низкого давления 6.
При приведении в рабочее состояние сварщик крутит винт 9 по часовой стрелке до
тех пор, пока на манометре низкого давления не будет установлено необходимое
рабочее давление. Для горелки оно может быть равно 1 – 4 кгс/см², для резака – 2 – 7 кгс/см².
В процессе работы редуктор поддерживает заданное давление
автоматически. Например, если давление в камере низкого давления становится
выше заданного, мембрана 7 прогибается, сжимает пружину 8, а пружина 3 прикрывает
клапан 1, и давление нормализуется.
Наиболее часто встречающийся недостаток однокамерных редукторов –
самотек газа. Пока происходит отбор кислорода, редуктор держит необходимое
давление; как только наступает перерыв в работе, – давление становится
выше необходимого.
Имеет рабочее давление газа 19 кгс/см² (при 20°С).
Окрас корпуса – белый, вес пустого баллона 83 кг.
Вентиль ацетиленового баллона существенно отличается от
всех других.
Во-первых, он изготавливается из стали, так как применение
медьсодержащих сплавов в контакте с ацетиленом может привести к взрыву.
Во-вторых, открывается-закрывается специальным ключом.
В-третьих, не имеет резьбы, а редуктор присоединяется к
нему при помощи накидного хомута.
Таким же существенным является и внутреннее отличие.
Ацетилен нельзя хранить в сжатом виде под большим давлением, так как при
повышенной температуре у него начинается взрывчатый самораспад. Поэтому его хранят
в растворенном виде в жидком ацетоне. Ацетон – очень хороший растворитель, однако просто налить его в
баллон нельзя. В этом случае будет очень маленькая контактная площадь при
заправке-отборе газа.
Для увеличения этой контактной площади баллон
дополнительно заполняют пористой массой (древесным углем, пемзой и т. д.).
Она распределяет ацетон по всему объему баллона. Даже несмотря на это, баллон
заправляют не менее 6 часов.
Рабочее положение баллона – вертикальное. Скорость
отбора ацетилена не должна превышать 1700 дм³/час.
Многие сварщики, приобретя ацетиленовые баллоны, начинают
подозревать (иногда не без оснований), что приобретают совсем не то количество
ацетилена, за которое платят. И действительно, чтобы убедиться, что вам продали
полностью заправленный баллон ацетилена, необходимо контролировать три
параметра: температуру окружающего воздуха, давление ацетилена в баллоне, вес
ацетона в баллоне.
О чем говорят эти цифры? Если, к примеру, температура
воздуха 25°С, а давление в баллоне 19.0 кгс/см², то баллон явно
недозаправлен.
Но и это еще не все. Необходимо знать емкость баллона. В
нашем случае она определяется количеством ацетона, имеющегося в баллоне. При отборе
ацетилена из баллона уносится до 150 г ацетона на
одну заправку. На баллоне указывается вес пустого баллона. Для стандартного
40-литрового баллона он обычно равен 83 кг. Вес заправленного баллона в этом
случае должен быть больше на 6 кг,
т.е. 89 кг.

Если ацетона с растворенным в нем ацетилене, к примеру, всего 3 кг, то давление манометр
все равно покажет нормальное, но емкость такого баллона будет меньше. Поэтому
при покупке необходимо взвешивать баллон на весах, имеющих точность до
0,1 кг.
Принципиально ничем не отличается от кислородного
редуктора, кроме способа крепления к баллону и манометрами, рассчитанными на
меньшее давление. Как видно из снимка (Рис. 2. 8.), редуктор имеет хомут с зажимным
винтом для надежного крепления к баллону.
Внимание! Не пытайтесь вместо ацетиленового приспособить
любой другой редуктор. Корпус ацетиленового редуктора не может быть изготовлен
из сплава, содержащего свыше 70% меди, т.к. ацетилен с медью образует
взрывчатое вещество – ацетиленистую медь; поэтому использовать другие
редукторы вместо ацетиленового рискованно.
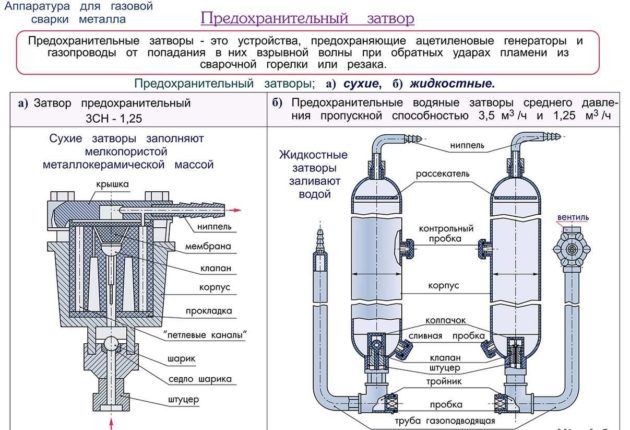
К предохранительным устройствам относятся: манометр,
предохранительный клапан, предохранительный затвор.
1) давление отсутствует;
2) рабочее давление;
3) критическое давление.
Предохранительный
клапан сбрасывает давление, превышающее 1,5 кгс/см². Это он делает
автоматически. Предусмотрен и ручной режим работы клапана. Для этого сбоку
имеется специальный флажок, при поднимании которого давление также
сбрасывается.

1) не срабатывает автоматика, а манометр показывает
превышение предельно допустимого давления;
2) необходимо разрядить генератор.
Часто работа закончена, а в корзине генератора остался
карбид, и давление не позволяет открыть крышку. В этом случае открываем
ацетиленовый вентиль горелки и медленно поднимаем флажок предохранительного клапана.
Полностью флажок поднимать нельзя, т. к. из-под клапана польется белая
жидкость. Это – смесь воды с карбидным илом. Вода постепенно испарится, а
ил забьет отверстие клапана. Такой клапан придется разбирать и промывать.
Крышку генератора разрешается открывать только после полного
сброса давления в генераторе.
Из разряженного генератора
удаляются через боковые заглушки ил с водой; генератор дополнительно
промывается ведром воды.

Предохранительный
затвор предназначен для гашения обратного удара пламени. Обратным ударом
называется распространение пламени от горелки по ацетиленовому шлангу в сторону
генератора. Такое возможно в случае, если оба вентиля горелки открыты, а
наконечник засорился.
Кислород, имеющий более высокое давление, поступает в
ацетиленовый шланг и генератор. Образуется взрывчатая кислородно-ацетиленовая
смесь. Сварщик прочищает наконечник горелки и зажигает ее. Смесь воспламеняется,
и огонь по шлангу распространяется в сторону генератора.
Ранее на пути пламени ставили жидкостные затворы. Надежно
они работали только в теплый период времени, зимой часто замерзали. Неоднократные
попытки создать надежный затвор сухого типа оканчивались неудачей. Дело в том,
что кислородно-ацетиленовая смесь имеет очень большую скорость горения, а любой
обратный клапан – определенную инерцию закрывания. Бывало, что огонь уже
миновал клапан, а он еще не полностью закрылся.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
https://www.youtube.com/watch?v=7_k6hZ0SyPo
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Преимущества:
- Низкая себестоимость работы.
- Качественное пламя горелки.
- Высокая температура сварки.
- Качество соединения.

Недостатки:
- Необходимость использования сложного оборудования.
- Строгие требования по технике безопасности.
- Сложность выполнения сварки в помещении.
- Определенные сложности при работе с тонкими материалами.
Имеющиеся преимущества и недостатки необходимо учитывать при выборе данной технологии сварки, а также обязательно следовать правилам безопасности, что и позволит выполнить качественное соединение металлических элементов.
Заключение
Ацетиленокислородная сварка сегодня широко используется при проведении промышленных работ. С помощью данной технологии можно сваривать различные металлические элементы, которые отличаются своими показателями тугоплавкости. Данная технология позволяет существенно снизить расходы на работу с металлом, при этом отсутствуют какие-либо сложности при выполнении такой сварки. Необходимо лиши использовать высококачественное надежное оборудование и следовать требованиям правил безопасности.
К положительным качествам газовой сварки относятся:
- простота;
- недорогое оборудование;
- возможность регулирования скорости нагрева и охлаждения свариваемого металла;
- прочные и плотные сварные швы.
Недостатки:
- снижение производительности процесса при увеличении толщины свариваемого материала;
- обширная зона нагрева;
- высокая стоимость горючего газа по сравнению с электроэнергией;
- сложности механизации и автоматизации процесса.
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.
Газовая сварка металлов и труб
Виды используемых газов
В недавнем прошлом обеспечить качественное соединение при помощи ацетилена было затруднительно, что объяснялось несовершенством используемых технологий. Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки.
Такое оборудование для сварки ацетиленом включает соответствующий генератор, который в процессе работы заправляется карбидом и позволяет контролировать уровень давления в системе. Современные установки для такой сварки ацетиленом отличаются полной безопасностью в эксплуатации, они надежны, и просты в использовании.
Также возможно использование вместо кислорода и генератора сразу же баллона, заправленного ацетиленом, что позволяет существенно упростить выполнение сварочных работ. Тем самым снижаются трудозатраты и повышается производительность выполнения такой сварки. Однако необходимо учитывать, что использование уже заправленных ацетиленовых баллонов приводит к некоторому увеличению себестоимости выполняемой сварки металлических элементов.
Одним из несомненных преимуществ этой технологии сварки является ее простота. Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5. Оборудование с индексом 0 имеет наименьшую производительность и предназначено для работы с легкосплавными металлами. А вот установки с маркировкой 5 отличаются максимальной производительностью, что позволяет использовать их для работы с тугоплавкими металлами.
Залогом качественного выполнения такой сварки ацетиленом станет правильный выбор горелки и ее грамотная регулировка. Необходимо также учитывать, что номер используемых электродов должен соответствовать маркировке горелки. В целом же, выбор электродов не представляет сложности. По параметрам они должны соответствовать показателям тугоплавкости металлов и быть приближены к нему своим сплавом.
Горелку продувают горючим газом из генератора и лишь после появления характерного запаха ацетилена можно поджигать горелку и добавлять небольшое количество кислорода из баллона. Регулируя вентиль на баллоне с кислородом, сварщик может регулировать интенсивность пламени, его температуру и насыщенность.
Поверхности металлических элементов для сварки ацетиленом должны быть очищены от краски и других загрязнений. Их подгоняют максимально близко друг к другу. Далее необходимо пламя горелки направлять на шов соединения, а присадочный материал должен перемещаться вслед за горелкой. Подобная технология работы позволит обеспечить эластичность и прочность соединения.
Также можно использовать технологию сварки, когда пламя от горелки направлено в сторону от получающегося шва. При этом присадочный материал вносится в высокотемпературную сварочную ванну, расплавляется и стекает в получаемый соединительный шов. Недостатком подобной технологии является увеличение зоны нагрева, что может привести к короблению металлических элементов и изменению структуры металла.
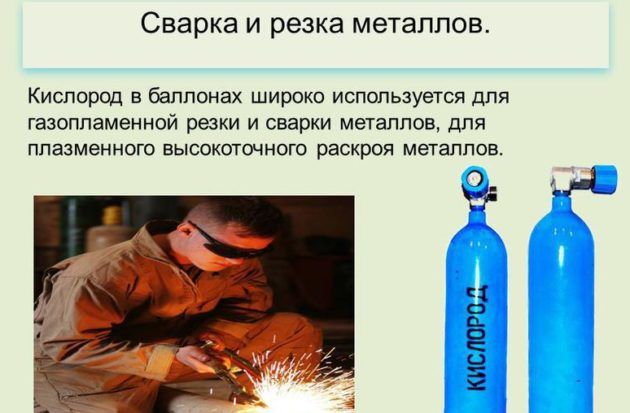
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением.
Ацетилен

Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
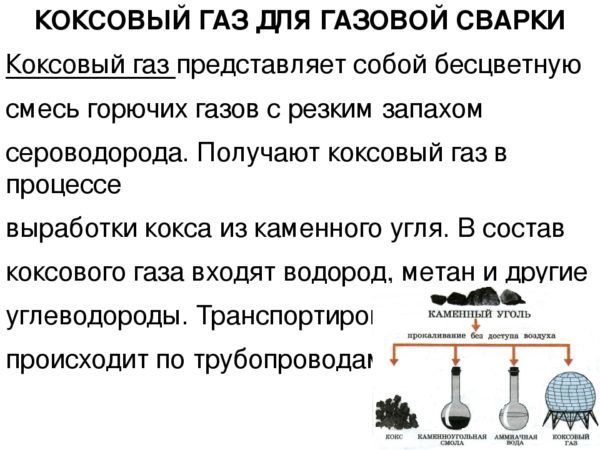
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Природный газ
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.
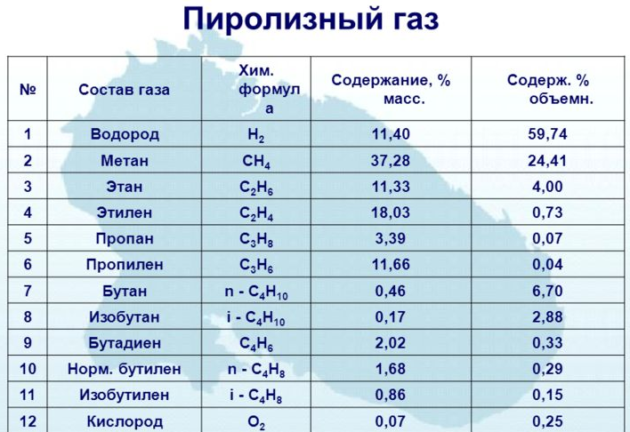
Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
Материалы, подходящие для газовой сварки
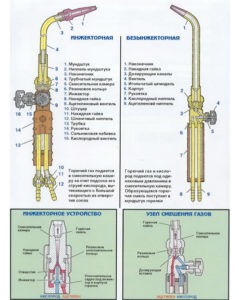
Фото устройства горелок для газовой сварки

Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
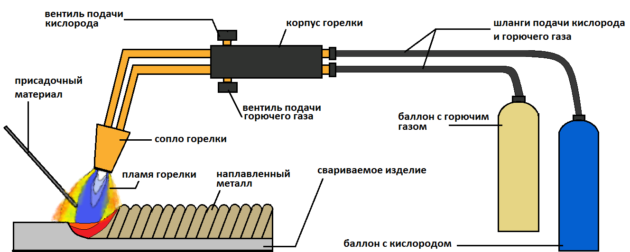
Принцип работы газосварочного оборудования
Основным принципом работы газосварочного оборудования, является соединение или резка металла под воздействием высокой температуры (при которой он начинает плавиться) за счет сжигания газа (в основном это смесь ацетилена и кислорода).
Данный принцип и определяет основные компоненты такого оборудования.
Что бы лучше понять специфику, необходимо рассмотреть отдельно каждый из компонентов.
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.
Водяной затвор требуется, главным образом, для того, чтобы защитить сам газ и трубки от мощной инверсионной тяги огня из самой газосварки.
Затвор – основное оборудование, поэтому всегда должно находиться в отличном состоянии, вода в нем должна быть на уровне крана. Стоит он между самой газ. горелкой и проводом газа. Смотрите фото газовой сварки, чтобы точно определить его местоположение.
Газовый баллон характеризуется кривой резьбой на том расстоянии, на котором расположен открывающий вентиль. Его поверхность помечена условным знаком в зависимости от типа газа:
- синим – кислородный газ,
- белым – ацетиленовый газ,
- желто-зеленым — водородный газ,
- рубиновым — другие.
Из-за того, что не следует допускать контакты газа с тем маслом, которое содержится в краске, верхнюю часть баллона не окрашивают.
Редуктор обеспечивает снижение давления выпускаемого газа. Существует тип однокамерного и двухкамерного редуктора, второй обеспечивает более стабильный уровень газа внутри прибора. Также иная характеристика редуктора – это тип его действия: прямого и обратного типов действия.
Специально для таких веществ, как кислород и ацетилен изготовлен особый тип редуктора.
Шланги, предназначенные для передачи горючего газа характеризуются сплошной линией красного оттенка в качестве условного знака. Они работают при подаче давления от шести атм.
Такие шланги относятся к 1 классу (по общепринятой классификации), они обозначены желтой полоской по поверхности изделия. Шланги третьего класса работают при давлении до 20 атм, обозначены синим цветом.
Горелка позволяет смешивать газы, выпускать смесь, плавящую металлы, из мундштука при требуемом давлении. Имеет несколько видов: безинжекторный, инжекторный виды, второй является более распространенным.
В состав изделия включены: ниппель, корпус с ручкой, наконечник, инжектор, камера-смеситель, мундштук, гайки.
Горелка имеет несколько видов. Она может быть как микромалой, малой, так и средней и наиболее большой по собственной мощности, этот показатель определяется в первую очередь от объема пропускаемого газа в определенную единицу времени.
Пост – это правильно обустроенная площадь для работы с использованием сварки. Он выглядит следующим образом: стол со специальными тумбами и удобно расположенными местами для хранения рабочих инструментов (сварочное оборудование, шланги).
Посты делятся на те, которые способны поворачиваться или не поворачиваться в зоне столешницы. Поворотная столешница требуется для более мелкой работы сваркой.
Стационарный или передвижной пост используется на фабриках, он более удобен на большом производстве.
Пост позволяет сделать производство и работу вообще более эффективной, не требует постоянного нагибания к инструменту и стойки в неудобной или непривычной позе для качественного выполнения работы.
Сварочный пост (рабочее место сварщика) включает:
- кислородные баллоны (хранение запасов кислорода);
- редукторы кислородные, служащие для понижения давления кислорода, поступающего из баллона в горелку;
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы для получения газа из карбида кальция;
- сварочные горелки с набором наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- принадлежности (очки со светофильтрами, набор ключей, молоток, щетки стальные для очистки материала и сварного шва);
- стол сварочный или приспособление для сборки, закрепления элементов;
- присадочную проволоку;
- при необходимости – сварочные порошки, флюсы.

Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.
Баллоны с газом для сварки
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
Для газовой сварки, как правило, используются простейшие однокамерные редукторы
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
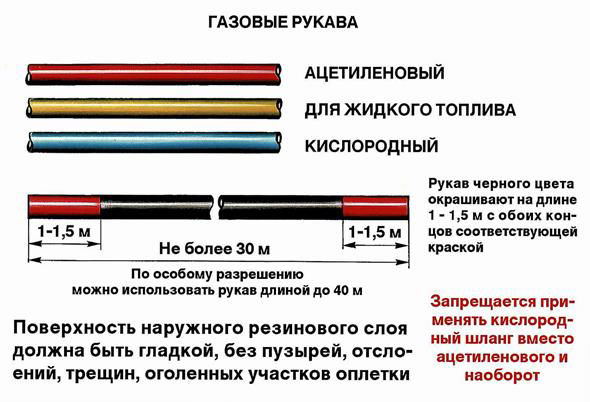
Газовые рукава
Газовая горелка
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
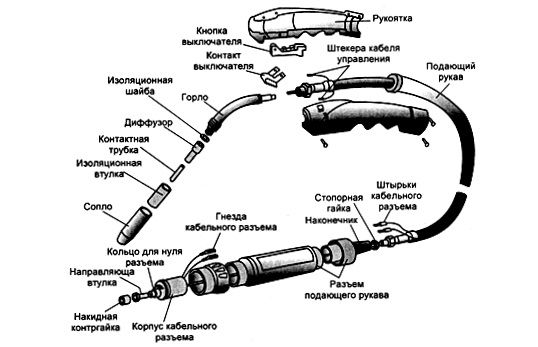
Схема устройства газовой горелки
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
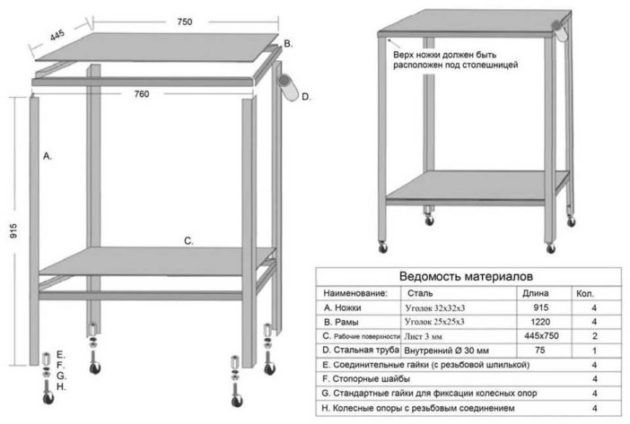
Схема стола для сварки
Шланги (рукава) для газовой сварки
Такой элемент оборудования для газовой сварки необходим для передачи газа, хранящегося в болонах (как минимум их должно быть два) к горелке.
В основном шланги для газовой сварки делаются из резины для обеспечения возможности гибкости.
Также шланги должны быть прочными и выдерживать давление газа.
Например, работники жилищно-эксплуатационных контор при проведении сварочных работ на 5-м этаже квартирного дома болоны оставляют у подъезда, а на 5-й этаж тянут шланги.
Работники частных ремонтных фирм для проведения мелких сварочных работ в квартирах уже используют болоны малых объемов, которые меньше по весу, что позволяет подымать их непосредственно в квартиры.
В таких случаях шланги могут быть небольшой длинны.
Шланги (рукава) для газовой сварки производятся из вулканизированной резины с прокладками из ткани. В случае использования керосина или бензина – применяется бензостойкая резина.
Горелка и резак
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
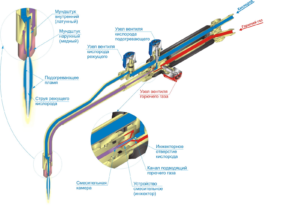
Резак газовый
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
Такая горелка выполняет роль смесителя газов для сварки, где происходит смешение ацетилена или пропана с кислородом с последующим возгоранием вне горелки (резака).
Особенностью этого оборудования является возможность регулировки подачи газов, что влияет на температуру пламени.
Последние в целом можно разделить следующим образом: большой, средней малой и микромалой мощности. Мощные предназначены для соединения металла значительной толщины (как правило до 11 мм), средней и малой – для бытовых и хозяйственных работ.
Горелки для газовой сварки в основном предназначены для работы с ацетиленом (не считая кислород), резаки – пропана.
Газовая горелка для сварки металла тоже состоит из компонентов: паяный ствол с вентилями для регулировки газа (отдельно вентиль для горючего газа и отдельный вентиль для кислорода), сварной наконечник (которых может быть несколько съемных).
Это оборудование предназначено для ручной работы, для непосредственного направления огня на объект сварки или резки, поэтому их делают удобными держать в руках.

Пропановый резак – это то, что нужно частному сварщику
для резки металла.
Его принципиальное устройство не отличается от устройства
инжекторной горелки, за исключением дополнительной трубки режущего кислорода да
более сложного мундштука.
Мундштуки существуют двух типов: кольцевой и многосопловый.
Более предпочтителен многосопловый, он работает надежнее. Правда, забивается
чаще, но прочищать его легко: откручивается наружный мундштук, и иголкой
очищаются канавки.
Технологический процесс газовой резки
Газовая резка
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм;
- швеллеры от №16;
- двутавровые балки от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.
Способы сварки
Перед началом реза в том месте, где он будет производиться,
труба прогревается до красного цвета на длину 3 – 5 см, закрывается
ацетиленовый вентиль, и кислородная струя прорезает металл. Рез узкий, поэтому
он тут же затягивается остывающим шлаком. После окончания реза для разделения
трубы требуется удар молотком.

Торцевая резка трубы несколько сложнее: вначале прорезаем
контур отверстия, затем на нем прожигаем специальное отверстие под отвертку; пока
прорезанный пятачок горячий, поддеваем его отверткой и извлекаем плоскогубцами.
Резка резаком
применяется для толстого металла. Здесь также требуется первоначальный
подогрев, который и осуществляется специальным подогревающим пламенем. Пламя
резака зажигается и регулируется так же, как и у горелки. Отличие одно –
рез производится струей режущего кислорода с одновременным подогревом
подогревающим пламенем. Поэтому резак может резать бесконечно долго.
Рез начинается всегда у края детали и ведется так, чтобы
кислород все время продувал всю толщину металла. При переходе к более толстому
металлу скорость реза необходимо уменьшать.
При необходимости начинать рез с плоскости металла вначале
прогреваем металл до расплавления на максимально возможную глубину, очень осторожно
открываем режущий кислород и делаем первоначальную прошивку. Дальше резка идет
по обычной схеме.
1) в целях экономии кислорода левую руку всегда держите на
вентиле режущего кислорода: процесс работы резака может неожиданно прекратиться,
в этом случае выключаем режущий кислород и дополнительно прогреваем металл;
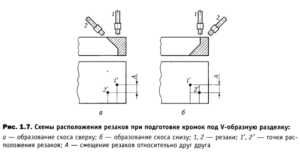
2) детали сложной конфигурации вырезаются сначала с
внутренней стороны, как показано на этой схеме.
Газокислородный резак хорошо режет только низкоуглеродистую
сталь. При резке средне- или высокоуглеродистой стали, а тем более цветных металлов,
необходимы иные способы.
Принцип работы газосварочного оборудования
Так как газовая горелка имеет высокий температурный диапазон окружного действия, то необходимо помнить о следующих правилах ТБ:
- все работы необходимо производить в рукавицах-крагах, которые уберегут ладони сварщика от ожогов;
- также нежелательно смотреть на ядро пламени, так как температура выше 1000 градусов и световая нагрузка отрицательно влияет на роговицу глаза.

Газовая резка и сварка автогеном уже более 60 лет является показателем качества и функциональности для целого ряда работ в промышленности.
Удобство и доступность, сочетание цены и качества вывели этот вид сварки вровень с электрической дуговой сваркой.
Но при этом основная цель газового редуктора для сварки не снизить давление до нуля, а оптимизировать его.
Уровень такого давления отражается на датчиках. Их два: один показывает давление, другой – уровень наполнения болона.
Газосварка – это процесс плавления основного и присадочного металлов на кромках деталей в результате воздействия на них пламени горелки. Выбор химсостава присадочных прутков зависит от физико-химических характеристик основного металла.

Рисунок 1. Технология газовой сварки.
Пламя поддерживается за счет подачи к горелке газа вместе с технически чистым кислородом (рис.1). Добавление последнего и делает огонь пригодным для применения в сварке. Причем тем, какую долю занимает кислород, определяется свойство огня и его практическое применение.

По соотношению газов пламя газовой сварки делится на три вида:
- восстановительное;
- окислительное;
- науглероживающее.
Пламя первого вида (его еще называют нормальным) содержит равные доли ацетилена и кислорода. Окислительный огонь образуется при избытке кислорода, а науглероживающий отличается избытком ацетилена.
С ее помощью при разных способах пайки и наплавки обрабатываются стальные детали, имеющие толщину 0,2-5 мм, различные типы инструментальных сталей, а также цветные металлы и чугун. Все указанные металлы необходимо сваривать путем мягкого и медленного нагревания
Она может быть любой из уже имеющихся у вас, но если вы
решили приобрести новую – покупайте ту, что работает с резиновыми шлангами
диаметром 6 мм. Не стремитесь приобрести наконечники всех семи номеров,
достаточно иметь наконечники №1, 2, 3. Наконечник №1 используется при сварке
кузовов легковых автомобилей, №2 и №3 – при сварке труб водопровода, газа,
отопления. Если в комплект кроме ацетиленовых входят пропановые наконечники, то
последние можно использовать при пайке и нагреве металла.

Для работы с пропаном можно использовать и обычную
ацетилено-кислородную горелку, предварительно рассверлив конец ее мундштука.
Рассверливание производится на глубину 0,5 внешнего диаметра конца мундштука сверлом, на 2 мм больше
диаметра канала в мундштуке. Это позволяет утопить часть пламени внутрь
мундштука, что приводит к повышенному саморазогреву мундштука и, как следствие,
увеличению температуры исходящих газов.
При рассверливании необходимо ориентироваться на данные Таблицы
2.2:
Диаметр канала мундштука, мм |
Давление в баллоне сильно зависит от температуры окружающего
воздуха и ничего не говорит сварщику. Наличие пропана определяется по весу. Вес
пустого и полного баллона указан на верхней части баллона. Если резка металла
производится нечасто, то такого баллона хватает надолго. Приобретать его лучше
всего зимой, т. к. на самом деле в баллоне не чистый пропан, а смесь пропана с
бутаном, которая бывает зимней и летней. Летняя смесь зимой не дает
необходимого давления.

Соединение шлангов с горелкой и манометрами кислородного и
ацетиленового баллонов производится при помощи специальных штуцеров (ниппелей) с гайками.
Гайки для кислорода имеют правую резьбу, для
ацетилена – левую; кроме этого, ацетиленовые гайки на ребрах имеют
насечки, как показано на Рис. 2. 24.
Резак газовый
Принцип работы
Для того чтобы предотвратить опасные последствия, необходимо знать, какие условия способны привести к взрыву ацетилена. К таким условиям относится:
- одновременное повышение температуры до 450-500 градусов С и давления до 150-200 кПа (1,5 — 2 атмосферы);
- перенасыщение воздуха ацетиленом — если в воздухе содержится от 2,2 до 80,7% этого газа, то взрыв может произойти от нагрева, соприкосновения смеси с открытым пламенем или простой искры. При тех же условиях может взорваться и смесь ацетилена с кислородом, если процент содержания ацетилена в смеси составляет от 2,3 до 93%;
- если ведется работа с ацетиленом, то необходимо контролировать и температуру самого ацетилена (он самовоспламеняется при 335 градусах С), и температуру его смеси с воздухом (опасный предел — 305 градусов С), и температуру смеси ацетилена с кислородом (такая смесь может вспыхнуть при температуре 297 градусов С);
- внимательно следить за условиями работы следует и в том случае, если производится работа с красной медью или серебром — соединение этих металлов с ацетиленом взрывоопасно при высокой температуры или при ударе;
- если в процессе работы ацетилен вступил в контакт с водой, то образующееся при этом вещество имеет кристаллическую форму и похоже на снег или лед. Это вещество также взрывоопасно.
Для увеличения безопасности баллонов с ацетиленом они наполняются специальным пористым веществом, которое помогает разделить общий объем ацетилена по отдельным небольшим ячейкам, что существенно уменьшает вероятность быстрого прогрева всей массы газа внутри баллона. В качестве такого вещества может выступать пемза, активированный уголь или волокнистый асбест.
Работая с ацетиленом, необходимо соблюдать определенные правила безопасности, которые помогают избежать взрывоопасных и травмоопасных ситуаций.

При работе с ацетиленом нужно следить за тем, чтобы содержание этого газа в окружающем воздухе не превышало 0,46%. Большую помощь в этом оказывает использование специальных автоматических приборов, которые смогут вовремя подать сигнал о превышении допустимой нормы. Некоторые сварщики не слишком обращают внимание на показатели, превышающие указанную норму, считая, что до тех пор пока содержание ацетилена не достигнет взрывоопасной концентрации(чуть более 2%), опасаться нечего.
При ведении газовой сварки в помещении необходимо соблюдать и еще ряд правил:
- баллон с ацетиленом должен находиться исключительно в горизонтальном положении и быть закреплен;
- нельзя устанавливать баллон вблизи источника огня или рядом с батареями отопительной системы. Ни в коем случае нельзя курить рядом с баллоном, содержащим ацетилен! Вообще всегда следите за тем, чтобы баллон с ацетиленом не нагревался — температура его стенок не должна превышать 50 градусов С;
- обращайте внимание на «мелочи»: на материалы и проводку, которая используется при работе с газовым баллоном. Использование любых деталей из серебра, меди и сплавов на ее основе, в которых содержится более 65% этого металла, ни в коем случае недопустимо, так как они образуют с ацетиленом взрывоопасную смесь. Кроме того, большое значение имеет и инструмент, которым вы пользуетесь дополнительно во время работы — при его применении не должно появляться искр, и даже осветительные приборы, установленные в помещении — они должны быть взрывобезопасными.
И самое главное правило: во время работы необходимо постоянно прислушиваться и принюхиваться — это поможет вовремя обнаружить утечку ацетилена из баллона. Этот газ обладает резким запахом, а из баллона выходит с легким шипением. Если вы обнаружили такие признаки, работу необходимо срочно прекратить, попытаться закрыть вентиль баллона с помощью специального ключа и отнести баллон подальше от любых источников тепла, лучше всего вообще вынести его из помещения. Если это сделать не получается, то следует срочно эвакуировать всех людей из зоны опасности и вызвать специалистов.
Путь к IT у всех бывает очень тернистый. Я например в детстве хотел быть сварщиком — это же так красиво, когда вокруг летят брызги расплавленного металла! Но как-то не сложилось: мне начали выписывать журнал «Юный техник», где на последней странице одного из номеров рассказывали про робота, управляемого компьютером БК-0010… Но пунктик-то остался…
Также кто-то наверняка помнит передачу «Очумелые ручки», где из пластиковых бутылок делали различные креативные (как бы сказали сейчас) вещи.
Под катом — я покажу, как из пластиковой бутылки, инсулинового шприца, нескольких метров резинового шланга, клеевого пистолета (куда же без него) и некоторых других вещей, которые можно найти в каждом доме* сделать самую настоящую кислородно-ацетиленовую сварку.

Рисунок 3. Углы наклона мундштука горелки при сварке различных толщин.
Для того чтобы правильно выполнять сварочные работы, необходимо понимать принципы сварочных операций и последовательность действий газосварщика. Технология этих работ включает подготовительные операции, в том числе обработку свариваемых кромок металлических заготовок и выбор способа сварки, настройку газовой горелки в надлежащее положение, а также определение всех требуемых параметров газосварочного аппарата, в том числе мощности огненной струи и диаметра проволочной присадки.
При подготовке к сварочным работам металлические кромки заготовки следует очистить от различных загрязнений, окалины и масла. На специальном станке или, если станка нет в наличии, с помощью обыкновенного зубила (можно использовать и пневматическую разновидность данного инструмента) на кромках делается скос, необходимый для заполнения будущего шва расплавленной сварочной присадкой.

Во время работы очень важно, чтобы положение свариваемых элементов было жестко фиксированным. Для того чтобы обеспечить невозможность их перемещения относительно друг друга, перед основной сваркой осуществляют прихватку краев заготовок.
Если идет речь о тонких металлических листах и коротких швах, то прихватки делают длиной по 6-7 мм каждая, между ними должны быть неприхваченные просветы длиной примерно 70-100 мм. Если соединяются детали из толстого металла, а швы планируется делать длинными, длина каждой прихватки должна достигать 25-30 мм при интервалах между ними в 300-500 мм.
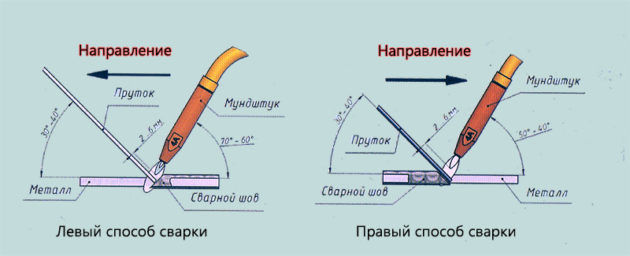
Переходя к сварке, отметим, что ее качество в большой мере зависит от правильного положения горелки по отношению к стыковочному шву и от направления проводки по шву. Здесь различают правый и левый варианты направления производства сварочных операций (рис.2).
При использовании перемещения рабочего органа газосварочного агрегата вправо проводка осуществляется слева направо. В этом случае горелка перемещается перед проволочной присадкой, а ее пламя направлено на формируемый сварочный шов.

Схема сварочной безинжекторной горелки.
Левый способ, напротив, предполагает перемещение горелки справа налево. При таком передвижении горелка располагается над присадкой. В результате огненная струя оказывается непосредственно направленной на неприваренные друг к другу металлические кромки. Происходит интенсивный прогрев кромок, которые таким образом подготавливаются к последующему качественному свариванию.
Стоит отметить, что с применением правого способа соединяют металлические детали толщиной более 5 мм, делают потолочные сварочные швы. В то же время левым способом формируют вертикальные швы, если сварка производится снизу вверх.

Во время выполнения газосварки наконечник горелки и присадочный прут должны двигаться по отношению друг к другу (рис.3)/ Мундштук перемещают вдоль шва и одновременно попрек шовной оси, а присадочный прут постепенно продвигают навстречу движению мундштука.
Сварочное оборудование должно быть в исправном состоянии. В противном случае работа запрещена.
Транспортировка газовых баллонов производится либо специальными носилками, либо на специально спроектированной тележке.
Категорически запрещается проводить газосварочные работы рядом с легковоспламеняющимися веществами и материалами.
При работах в закрытых помещениях надо обязательно предусмотреть перерывы с выходами на свежий воздух.
При работах в емкостях присутствие снаружи второго работника обязательно.

Сварщик должен обязательно иметь защитные очки.
Соблюдая все указанные правила, можно своими руками выполнять газосварку на высоком уровне.
Сварка газом принадлежит к термическому классу. Энергоноситель – газ. Процесс работы заключается в нагревании кромок соединяемых деталей до их расплавления. Источник нагрева – высокотемпературное пламя сварочной горелки, образованное в результате сжигания смеси горючего газа с кислородом. Заполнение зазора между кромками выполняется металлом расплавленной присадочной проволоки или за счет расплавления материала кромок основного материала.

Особенности газосварки
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.

При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Для нагрева металла необходима смесь горючих газов. Газовая сварка предполагает использование ацетилена или его заменителей в смеси с техническим чистым кислородом.
Ацетилен
Нагрев и расплавление металла при газовой сварке требует высокой температуры пламени, превышающей в 2 раза этот показатель металла, который сваривается.
Ацетилен – соединение углерода с водородом. Бесцветный, с резким специфическим запахом горючий газ, взрывоопасный. Работа с газом требует осторожности и соблюдения мер техники безопасности.

Сварка металлов, имеющих температуру плавления ниже стали, может осуществляться с использованием газов–заменителей. Например: пропан, метан, водород.
Пропан – технический газ без цвета, имеет резкий запах, тяжелее воздуха. Для сварки используют пропан-бутановую смесь, содержащую 5-30% бутана. Температура пропан-кислородного пламени достигает 2400 °С.

Метан-кислородная смесь почти без запаха. Пламя имеет температуру 2100-2200 °С, поэтому такой горючий газ применяют ограниченно.
Водород – легкий горючий газ без запаха, бесцветный. В определенных пропорциях с кислородом и воздухом может образовать взрывоопасную смесь. Поэтому обязательно соблюдение правил безопасности при работе с газом. Водород для сварки находится в стальных баллонах зеленого цвета. Имеет газообразное состояние. Пламя водородно-кислородное имеет синий оттенок. Нечеткие очертания его зон затрудняют регулировку.
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
- окислительное;
- восстановительное;
- с повышенным содержанием горючего газа.
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени – синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.

Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
Имеет название – науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:
- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
Плюсы и минусы газосварки
Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.

К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Пайка
Пайкой называется процесс неразъемного соединения двух
металлов с использованием третьего. Этот третий металл называется припоем и
имеет температуру плавления меньше, чем у соединяемых им металлов. За счет
этого основной металл не изменяет своей структуры и не деформируется. Пайкой
можно выполнить даже такие соединения, которые не поддаются сварке.
Флюс при пайке удаляет окисную пленку и способствует
прочности сцепления металлов. Флюс наносится на припой путем окунания нагретой
проволоки в банку с бурой.
В начале пайки спаиваемые поверхности очищаются до блеска и
залуживаются.
Особенности подготовки и сваривания металлов газосваркой
Для нагрева можно использовать кислородно-ацетиленовую
горелку, резак, пропановоздушную горелку. Выбор источника нагрева определяется
исходя из потребностей: для откручивания заржавевшей гайки ее нужно нагреть
докрасна концентрированным пламенем кислородно-ацетиленовой горелки; для
мощного концентрированного нагрева можно использовать пропанокислородный резак; при общем прогреве
детали требуется рассеянное пламя пропановоздушной горелки.
Сварка алюминия

Газовой сваркой можно сваривать алюминий, получая швы
среднего качества. Алюминий всегда покрыт окисной пленкой и очень чувствителен
к наличию посторонних загрязнений: масла, жиров; поэтому перед сваркой
требуется особо тщательная подготовка. Окисная пленка имеет температуру
плавления, намного превышающую температуру плавления алюминия; если в процессе
сварки ее не удалять, присадочный металл просто не сможет перемешаться с
основным.
Вначале производим обезжиривание места сварки и присадочной
проволоки ацетоном, затем насаженной на «болгарку» металлической щеткой очищаем
их до блеска.
Для удаления образующейся в процессе сварки окисной пленки
применяют специальный флюс АФ – 4А. Его можно приобрести у мастеров,
занимающихся ремонтом холодильников. Флюс наносят в зону сварки в виде пасты
или порошка. После сварки остатки флюса тщательно удаляют.
В качестве присадочной проволоки можно использовать
электротехнический алюминий (электрические провода). Диаметр его зависит от
толщины свариваемой детали. В большинстве случаев достаточно 2 –
5 мм.
Основная трудность при сварке алюминия заключается в том,
что он не изменяет цвет при нагреве, поэтому сварку желательно вести на специальных
подкладках, иначе шов «провалится». Подкладки можно сделать из асбеста,
керамического кирпича, глины.
Если флюс не удалось приобрести, можно использовать
механический способ удаления окисной пленки.
При сварке без флюса присадочный материал держат не в руке,
а укладывают на восстанавливаемой детали около трещины или другого дефекта на
расстоянии 50 – 60 мм от места сварки. В качестве присадочного
материала можно использовать небольшие куски алюминия.
Газовая горелка должна иметь небольшой избыток ацетилена,
направляться на свариваемую деталь перпендикулярно, расстояние между мундштуком
горелки и деталью 50 – 60 мм.

Вначале деталь набивают песком, укладывая поверху асбест,
высыпающийся песок замазывают глиной.
После набивки деталь равномерно прогревают до температуры
250 — 300º С. Затем горелкой оплавляют край дефекта, проверяя крючком
начало плавления. К расплавленным кромкам пододвигают кусочки алюминия,
расплавляют их и перемешивают крючком, удаляя окисную пленку.
Высокое качество сварки алюминия и его сплавов достигается
тщательным перемешиванием металла в сварочной ванне и полным удалением стальным
крючком частиц окисной пленки.
Сварной шов, выполненный таким способом, имеет не очень
красивый внешний вид, поэтому после сварки его необходимо зачистить «болгаркой».





