

- Достоинства и минусы
- Сварные швы: общие определения
- Особенности резки
- Как варить вертикальный шов?
- Заварка и обварка отверстий
- Технология электрической сварки
- Соединение труб с цинковым покрытием ручной электродуговой сваркой
- Начало работы
- Инструкция для начинающего сварщика
- Выводы и полезное видео по теме
- Меры безопасности при работах с газом
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Сварные швы: общие определения
Латунь — широко применяемый металл, в составе которого в большом количестве присутствует медь и цинк. При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.
Латунь изготавливают в промышленных индукционных печах, используя не только медные и цинковые заготовки, в составе могут присутствовать и другие металлы. Например, олово, алюминий, кремний и свинец. Все эти металлы обладают легирующими свойствами и улучшают характеристики латуни. Благодаря им цинк меньше испаряется, улучшаются антикоррозийные свойства, металл легче поддается нарезке. Словом, легирующие металлы придают латуни множество положительных качеств, тогда как в основе всегда остается цинк и медь.
Но, какими бы положительными свойствами не обладали легирующие добавки, у латуни все же есть свои особенности, из-за которых процесс сварки затрудняется. О них, и о технологии сварки латуни мы поговорим далее.
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.

В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.

Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.

Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Галерея изображений
Фото из

Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба

Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется

По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые. Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении

Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине

Для статической нагрузки нужны выпуклые сварные швы. Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки

В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных

По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм

На качество создаваемого шва немалое влияние оказывает скорость его выполнения. Не следует слишком торопиться и слишком медленно «вести» электрод для получения прочного непрерывного сварного шва

Примеры вертикального сварного шва

Сборка металлоконструкций сварным методом

Аккуратный выпуклый сварной шов

Широкий стыковой сварной шов

Прочный выпуклый шов спиралью

Сваривание трубы горизонтальным швом

Угловой выпуклый вариант шва

Сварка швов с различающеся скоростью
Особенности резки
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.

Рисунок 3. Углы наклона мундштука горелки при сварке различных толщин.

Для того чтобы правильно выполнять сварочные работы, необходимо понимать принципы сварочных операций и последовательность действий газосварщика. Технология этих работ включает подготовительные операции, в том числе обработку свариваемых кромок металлических заготовок и выбор способа сварки, настройку газовой горелки в надлежащее положение, а также определение всех требуемых параметров газосварочного аппарата, в том числе мощности огненной струи и диаметра проволочной присадки.
При подготовке к сварочным работам металлические кромки заготовки следует очистить от различных загрязнений, окалины и масла. На специальном станке или, если станка нет в наличии, с помощью обыкновенного зубила (можно использовать и пневматическую разновидность данного инструмента) на кромках делается скос, необходимый для заполнения будущего шва расплавленной сварочной присадкой.
Во время работы очень важно, чтобы положение свариваемых элементов было жестко фиксированным. Для того чтобы обеспечить невозможность их перемещения относительно друг друга, перед основной сваркой осуществляют прихватку краев заготовок.
Если идет речь о тонких металлических листах и коротких швах, то прихватки делают длиной по 6-7 мм каждая, между ними должны быть неприхваченные просветы длиной примерно 70-100 мм. Если соединяются детали из толстого металла, а швы планируется делать длинными, длина каждой прихватки должна достигать 25-30 мм при интервалах между ними в 300-500 мм.
Переходя к сварке, отметим, что ее качество в большой мере зависит от правильного положения горелки по отношению к стыковочному шву и от направления проводки по шву. Здесь различают правый и левый варианты направления производства сварочных операций (рис.2).
При использовании перемещения рабочего органа газосварочного агрегата вправо проводка осуществляется слева направо. В этом случае горелка перемещается перед проволочной присадкой, а ее пламя направлено на формируемый сварочный шов.

Схема сварочной безинжекторной горелки.
Левый способ, напротив, предполагает перемещение горелки справа налево. При таком передвижении горелка располагается над присадкой. В результате огненная струя оказывается непосредственно направленной на неприваренные друг к другу металлические кромки. Происходит интенсивный прогрев кромок, которые таким образом подготавливаются к последующему качественному свариванию.

Стоит отметить, что с применением правого способа соединяют металлические детали толщиной более 5 мм, делают потолочные сварочные швы. В то же время левым способом формируют вертикальные швы, если сварка производится снизу вверх.
Во время выполнения газосварки наконечник горелки и присадочный прут должны двигаться по отношению друг к другу (рис.3)/ Мундштук перемещают вдоль шва и одновременно попрек шовной оси, а присадочный прут постепенно продвигают навстречу движению мундштука.
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Заварка и обварка отверстий
Пламя газовой горелки создается благодаря сгоранию рабочих газов под воздействием кислорода. Чистота последнего должна быть не ниже 98%.
В газовой сварке в качестве горючих газов используются несколько газообразных химических элементов. Это ацетилен, метан, водород, пропан и пропанбутановые смеси, пары осветительного керосина и бензина. Все перечисленные вещества отлично горят на открытом воздухе.

Рисунок 2. Способы сварки – правый и левый.
Особенностью всех упомянутых газов является то, что они сами по себе не генерируют очень высокую температуру, необходимую для быстрого расплавления металлических структур. Для этого им требуется дополнительный кислородный поток.
Самым популярным среди указанных газообразных веществ на сегодняшний день является газ ацетилен. Он активно образуется в результате химической реакции при соединении карбида кальция с обыкновенной водой. Взаимодействуя с кислородной струей, ацетилен в момент сгорания «выдает» температуру до 3200-3400 °С. Для его получения используют специальные генераторы, которые в настоящее время широко производятся промышленностью.
В газосварочном аппарате соединение ацетилена с кислородом происходит в специальной смесительной части горелки. В эту камеру через шланги оба газа подаются по отдельности: ацетилен из генератора, а кислород из баллона, который традиционно имеет либо голубую, либо синюю окраску. В емкости окислитель содержится под давлением в 3-4 атмосферы.
Надо отметить, что составные компоненты газовой смеси подаются под разным давлением (у кислорода оно больше). Поэтому когда кислород попадает в центральный подающий канал горелки, его продвижение создает сильное разрежение, из-за чего ацетилен, закачиваемый под более низким давлением, самотеком засасывается в канал. Здесь, в смесительном отделе, газы смешиваются, вступают в реакцию и через наконечник поступают наружу, на точку сварки.

Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.

Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.

В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сущность газовой сварки
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.

Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.

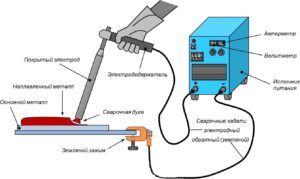
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.

В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов ( )
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Галерея изображений
Фото из

Умение обращаться со сварочным аппаратом и выполнять ровные прочные швы в быту понадобится при сооружении каркасов для теплиц, гаражей, хозблоков, летних душевых кабин, складских построек

Сваркой лучше соединять элементы армирующего каркаса, выполненные из прутка диаметром больше 12 мм. Вязка проволокой не всегда способна держать требующуюся нагрузку

С применением сварочной машины можно сделать оригинальную ограду для цветника или основу для забора, охраняющего участок от нежелательных посетителей

Полезные знания и умения потребуются тем, кто решит устроить металлическую лестницу или полностью входную группу с козырьком на каркасе из уголка или профильной трубы

Сооружение металлического каркаса теплицы

Сборка арматурной сетки для фундамента

Изготовление больших и малых ограждений

Устройство лестниц и входных групп
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно

Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
- Непосредственная сварка ацетиленовой горелкой подразумевает нагрев сварных кромок, их оплавление и соединение;
- Наплавка, напыление.
Технология электрической сварки
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
https://www.youtube.com/watch?v=cXTsYiyrEAM
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» – небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.

Особое значение для техники сварки имеет длина электрической дуги. Именно за счёт этого параметра выстраивается правильная или неправильная структура сварного шва

Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.
Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.

Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.

Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Соединение труб с цинковым покрытием ручной электродуговой сваркой
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.

Варианты угловых положений электрода для производства сварочных работ. Синие стрелки указывают направление перемещения электрода

Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.

Прожженный металл в точке недопустимо медленного продвижения электрода. Часто встречающийся дефект на сварке тонкостенных металлов дугой повышенной мощности

Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
У электродов с рутиловым покрытием есть целый перечень достоинств:
- Благодаря наличию в составе электрода оксида титана, дугу можно зажечь очень легко и быстро, причем неоднократно.
- Сварные швы с такой дугой получаются герметичными, прочными и очень качественными, без каких-либо дефектов.
- При работе практически не возникает брызг, так что потери материала ничтожно малы.
В составе рутилового покрытия электрода могут быть включения порошка железа. Оно способствует снижению удельного веса углерода в слое цинка и повышает устойчивость к растрескиванию.
Немаловажную роль в процессе сварки играет и скорость прохождения электрода по поверхности. Если делать это слишком медленно, велика вероятность прожигания трубы. А если скорость движения электрода выше, чем необходимо, сварной шов получится непрочным. Подобрать оптимальную скорость можно только опытным путем.
Не забудьте по завершению сварочных работ обработать швы составом от коррозии.
Антикоррозийное средство должно соответствовать таким параметрам:
- обладать хорошим сцеплением с поверхностью;
- обеспечивать защиту от окисления на цинковом покрытии;
- быть удобным и простым в нанесении без специальных приспособлений.

Неплохим вариантом для защиты оцинкованных изделий считается специальная краска, содержащая порядка 94 % цинковой пыли. Этот состав легко наносится и хорошо удерживается на вертикальной поверхности благодаря наличию в нем неомыляемых связующих компонентов.
Альтернативным способом антикоррозийной защиты поверхности является наплавка проволоки, в которой содержится 99,99 % цинка, либо цинково-кадмиевых прутков.
Начало работы
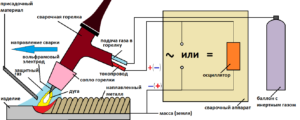
Газосварка – это процесс плавления основного и присадочного металлов на кромках деталей в результате воздействия на них пламени горелки. Выбор химсостава присадочных прутков зависит от физико-химических характеристик основного металла.

Рисунок 1. Технология газовой сварки.
Пламя поддерживается за счет подачи к горелке газа вместе с технически чистым кислородом (рис.1). Добавление последнего и делает огонь пригодным для применения в сварке. Причем тем, какую долю занимает кислород, определяется свойство огня и его практическое применение.
По соотношению газов пламя газовой сварки делится на три вида:
- восстановительное;
- окислительное;
- науглероживающее.
Пламя первого вида (его еще называют нормальным) содержит равные доли ацетилена и кислорода. Окислительный огонь образуется при избытке кислорода, а науглероживающий отличается избытком ацетилена.
С ее помощью при разных способах пайки и наплавки обрабатываются стальные детали, имеющие толщину 0,2-5 мм, различные типы инструментальных сталей, а также цветные металлы и чугун. Все указанные металлы необходимо сваривать путем мягкого и медленного нагревания
https://www.youtube.com/watch?v=QFoiF2vXzVE
Сварочное оборудование должно быть в исправном состоянии. В противном случае работа запрещена.

Транспортировка газовых баллонов производится либо специальными носилками, либо на специально спроектированной тележке.
Категорически запрещается проводить газосварочные работы рядом с легковоспламеняющимися веществами и материалами.
При работах в закрытых помещениях надо обязательно предусмотреть перерывы с выходами на свежий воздух.
При работах в емкостях присутствие снаружи второго работника обязательно.
Сварщик должен обязательно иметь защитные очки.
Соблюдая все указанные правила, можно своими руками выполнять газосварку на высоком уровне.
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Односторонним угловым швом со скосом кромок под углом 45:
- элементы с металлическими свойствами — 4 мм; число — 1; размер проводника — 3-4; 120-160А;
- элементы с металлическими свойствами — 6 мм; число — 1; диаметр — 4-5; 160-220А;
- элементы с металлическими свойствами — 8 мм; число — 2; размер проводника — 4-5; 160-220А;
- элементы с металлическими свойствами — 12 мм; число — 4; размер проводника — 4-6; 160-300А;
- элементы с металлическими свойствами — 20 мм; число — 8; размер проводника — 3-4; 160-300А;
Односторонний V-образный стык с двумя кромками под углом 45 — на выбор сварщика
- лист толщиной — 10; количество проходов — 4; электрод — 4-6; 160-320А;
- лист толщиной — 20; количество проходов — 6; электрод — 4-6; 160-360А;
- лист толщиной — 40; количество проходов — 16; электрод — 4-6; 160-360А;
- лист толщиной — 60; количество проходов — 30; электрод — 5-6; 220-360А.
Варить V-образный стык нужно уметь, если требуется монтаж металлических конструкций различного типа. Также стыки под углом появляются при изготовлении многих мелких деталей. Работа требует предварительных знаний и навыков тренировки.

Марки профнастила: С, МП, НС, Н.
Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты.
Если применять присадочную проволоку, то сварка будет правильной. Такой метод объясняется целым списком достоинств:
- не возникает коррозии шва при выполнении работы;
- разбрызгивание минимальное;
- выгорание покрытия малое;
- малое тепловложение;
- пайка стали требует простую последующую обработку;
- обеспечивается катодная защита материала.

При выполнении сварки цинк попадает в специальную сварочную ванну, а это приводит к образованию трещин, пор в сварном шве. Поэтому перед работой слой цинка следует удалить при помощи газовой горелки, абразивного круга, щеток. Есть и химические способы, то есть использование кислоты, которая потом нейтрализуется при помощи щелочи, место промывается водой, высушивается.
Внимание следует обратить и на выбор электродов, которые будут использоваться для выполнения сварки.

Цифровая часть маркировки соответствует высоте волны.
Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Чтобы при сварке не появлялись поры, которые ослабляют соединение, ток надо увеличивать на 10-50 А в сравнении с обычной сваркой, зазор между кромками также увеличивается в два раза. Скорость сварки ниже на 10-20%, поэтому следует проявлять внимательность. Техника сварки применяется возвратно-поступательная, она позволяет предотвратить выгорание слоя цинка на окружающем пространстве листа. С толстых листов слой цинка необходимо снимать полностью, чтобы шов получился бездефектным.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Выводы и полезное видео по теме
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Меры безопасности при работах с газом
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.

Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.

Схема фронтона из профнастила.
Цинкование, или нанесение слоя цинка на поверхность металлического листа, используется для того, чтобы защитить материал от коррозии. Обычно толщина защитного слоя составляет 3-150 мкм, при покупке изделия необходимо обращать внимание на это значение, оно указывается производителем. При выполнении сварки покрытие не только кипит, но и испаряется, оно загрязняет при этом воздух.
Сварка оцинкованного металла требует наличия определенных знаний и опыта. Проблема состоит в том, что оцинкованный слой легко повредить, а при выполнении работы требуется использовать в обязательном порядке индивидуальные средства защиты.
Данным методом можно не только соединять листы оцинкованной стали, но заваривать отверстия, провести ремонтные работы по удалению трещин и других дефектов. Но осторожность в любом случае не будет лишней, так как cварка — процесс ответственный.
Скорость работы рекомендуется устанавливать максимально возможной, в диапазоне 15-25 см в минуту. При низкой скорости ведения шва начинается усиленное порообразование.
Если требуется сварить толстые заготовки, их крепят под уклоном 10-15о к горизонтали, шов ведут от нижнего края к верхнему. Следует также подогреть кромки. Длинные швы варят обратными ступеньками. Допускаются как горизонтальное, так и вертикальное сварочные положения (с использованием легированной присадки и флюсового состава БМ-1), потолочное не используется вследствие высокой текучести расплава.
Горелку наклоняют под углом 15-30о к линии шва. Пруток должен располагаться над сварочной ванной, не погружаясь в нее.
В большинстве случаев сварка латуни относительно безопасна, даже в бытовых условиях, например, в гараже. Но учитывайте, что при плавлении выделяются пары цинка, а это уже может быть опасно для дыхательных путей, так что используйте респираторы. Не забывайте о других обязательных средствах защиты: одежде из плотной ткани, ботинок, не проводящих электричество, защитных перчаток и маске. Держите рядом огнетушитель.
Кстати, технике безопасности мы посвятили множество статей, вы можете ознакомиться с ними тут, тут, и тут. Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.




