
- Automatic Induction Soldering Machine — Cold Machine for HVAC
- Машина под ключ
- DoDo — прфессиональная автоматическая машина для пайки в Китае
- Индивидуальные машины автоматизации холодильной промышленности
- Продукция, производимая нашими машинами
- Обратный клапан хладагента
- Автомобильный трубопровод
- Латунная головка дистрибьютора
- Холодильный аккумулятор
- Патрубок
- Поставщики твердого сплава VK-TK
- Вывоз лома
- Онлайн-калькулятор
- Оценим лом по фото за 3 минуты
- Свойства и хранение кислорода и ацетилена
- Хранение и транспортировка кислорода
- Сварщик и оператор газорезки — обучение
- Какова программа курса?
- Для кого предназначен наш курс?
- Какова цель курса?
- Какие требования предъявляются перед поступлением на курс?
- Из чего состоит выпускной экзамен?
- Какую квалификацию можно получить?
- Типы горелок
- Преимущества, отличающие плазменную резку
- Можно ли резать лазером отражающие металлы?
- Материалы с высоким коэффициентом отражения
- Что делает металл "высокоотражающим"?
- Почему сложно резать отражающий металл?
- Волоконные лазеры для резки металла
- Что необходимо для резки меди и латуни волоконным лазером?
- Положение фокуса
- Регуляция мощности
- Повышение надежности
- Рекомендуемые методы резки отражающих материалов
Automatic Induction Soldering Machine — Cold Machine for HVAC
Полностью автоматическая машина может увеличить производительность в 10 раз 20 раз. Качество автоматической пайки стабильно и не будет колебаться из-за искусственных факторов.
Полностью автоматические машины экономят время и более точно используют материалы, сокращая затраты.
Машина под ключ
Мы улучшаем послепродажное обслуживание, вам не о чем беспокоиться, услуги подъема во время
DoDo — прфессиональная автоматическая машина для пайки в Китае

Индивидуальные машины автоматизации холодильной промышленности
Вы испытываете следующие проблемы:
- Качество рабочей пайки нестабильно?
- Скорость ручной сварки слишком низкая?
- Слишком ли серьезны отходы искусственного припоя?
Автоматизированные паяльные машины прекрасно решают эти проблемы.
Также есть следующие преимущества:
- Скорость быстрая, что в десятки раз превышает ручную работу.
- Качество стабильное.
- Обычные рабочие могут работать без технологии пайки.
- Взаимодействие нескольких автоматизированных машин может значительно повысить эффективность работы.
Продукция, производимая нашими машинами

Обратный клапан хладагента
Латунь и медь сварены, и они могут быть идеально сварены с помощью автоматической машины для пайки пайки, с полными паяными соединениями и закругленными цветами.

Автомобильный трубопровод
В автомобильных холодильных трубах используется большое количество материалов, таких как алюминий и нержавеющая сталь, которые предъявляют высокие требования к изгибу и контролю вибрации.

Латунная головка дистрибьютора
Латунная распределительная головка требует сварки медной головки и медной трубы, пайка является предпочтительным процессом, автоматическая машина для пайки может быстро и точно определить положение звена, а качество стабильно.

Холодильный аккумулятор
Основной корпус изготовлен из железа, и медная труба выше должна быть спаяна, чтобы соединить корпус железного резервуара и медную трубу вместе.

Патрубок
Ответвительная труба — это тип медной трубы многих типов. Мы разработаем подходящие инструменты для нормальной работы автоматической машины для пайки.
Поставщики твердого сплава VK-TK
- Цветной от 20 кг
- Чёрный от 100 кг
Вывоз лома
- Цветной от 300 кг
- Чёрный от 3 тонн
DoDo Machine всегда выбирала всемирно известные бренды в качестве наших основных поставщиков. Принимаем твердый сплав ВК-ТК после отпайки с инструмента. Резцы с наличием пайки и других загрязнений. Цена указана за отпаянные резцы с минимальным наличием пайки.
Онлайн-калькулятор
Узнайте стоимость вашего металла

Данная стоимость является приблизительной, для более точной оценки отправьте нам заявку.

Оценим лом по фото за 3 минуты
Прикрепите фотографию металлолома и оставьте свои контактные данные. Наши специалисты рассчитают цену, по которой Вы сможете сдать данный металл в наших пунктах.
Также вы можете отправить фото на наши мессенджеры.
Выберете файлы, формата JPEG или PNG
Мы используем cookies. Это позволяет нам анализировать взаимодействие посетителей с сайтом и делать его лучше. Продолжая пользоваться сайтом, вы соглашаетесь с использованием файлов cookies.

Хотите получить лучшие цены и сервис?
Оставьте заявку, и оператор свяжется с вами в течении 5 минут!
Прием цветного лома осуществляем от 20 кг, чёрного от 100 кг. Вывоз цветного лома от 300 кг, чёрного от 3х тонн.
Нажимая на кнопку вы соглашаетесь с политикой конфиденциальности
Заполните форму и мы перезвоним Вам в ближайшее время. Выберете удобное для Вас время звонка
Ваша заявка успешно доставлена! В течении ближайшего времени специалист по оценке лома свяжется с вами!
Оценим лом по фото
Прикрепите фотографию металлолома и оставьте свои контактные данные. Наши специалисты расчитают цену, по которой Вы сможете сдать данный металлолом в наших пунктах.
Выберете файлы типа JPEG или PNG. Также вы можете отправить фото на наши мессенджеры (см. в шапке сайта).
Пламя, обладающее высокой температурой, необходимое для газопламенной сварки, образуется при сгорании горючих газов или паров в смеси с техническим кислородом. При нормальных условиях кислород представляет собой газ без цвета, запаха и вкуса. Но при низких температурах газообразный кислород может перейти в жидкое состояние и даже превратиться в твердое вещество. Сам кислород не токсичен, не горит, но активно поддерживает горение других веществ, при котором выделяется большое количество тепла.
Свойства и хранение кислорода и ацетилена
Соединения кислорода с горючими веществами в большой концентрации может привести к воспламенению и даже взрыву при наличии открытого огня или искры, а в сжатом состоянии при контакте с парами масел, жиров и других горючих веществ — к самовоспламенению. Получают технический кислород из атмосферного воздуха или электролизом воды. Основные физические свойства кислорода приведены в таблице 1.
Хранение и транспортировка кислорода
Хранение и транспортировка жидкого кислорода производится в специальных транспортных резервуарах, имеющих хорошую тепловую изоляцию. К потребителю кислород поступает в баллонах под давлением, создаваемым при помощи компрессоров. Согласно ГОСТ 949-73 давление кислорода в баллонах должно быть 15±0,5 МПа или 20±0,1 МПа. При температуре от -50 до +30°С давление в баллонах должно соответствовать величинам, приведенным в таблице 2.
Хранение и транспортировка баллонов с жидким кислородом при температурах выше +60°С недопустимо.
Таблица 1. Основные физические свойства кислорода
| Физическое свойство | Значение |
|---|---|
| Масса 1м3 при 0°С и давлении760мм | 1,43 кг |
| То же при 20°С и давлении 760 мм | 1,33 кг |
| Критическая температура, °С | -118,8 |
| Температура кипения при 760 мм | -182,97 °С |
| Критическое давление, кгс/см2 | 51,35 |
| Масса 1л жидкости кислорода при -182,97°С и760ммрт. ст. | 1,13 кг |
| Количество кислорода из 1л жидкого | 850 л |
| Температура плавления при 760 ммрт. ст.,°С | -218,4 |
Примечание: критическая температура — это наивысшая температура превращения газа в жидкость. Необходимое для этого давление называется также критическим.
Таблица 2. Величины давления в баллонах при температурах от -50 до +30°С
| Температура газа, °С | Давление при 15Мпа, МПа | Давление при 20Мпа, МПа |
|---|---|---|
| -50 | значение | значение |
| … | … | … |
| +30 | значение | значение |
Ацетилен (C₂H₂) — химическое соединение углерода и водорода, в нормальном состоянии представляющее собой бесцветный горючий газ с резким запахом. Ацетилен легче воздуха и при температуре 20°С один его м³ имеет массу 1,09 кг. Низкая температура ацетилена (240 — 630°С) делает этот газ взрывоопасным в соединении с кислородом. Так, при атмосферном давлении смесь ацетилена с воздухом становится взрывоопасной при содержании ацетилена 2,2%. Ацетилен токсичен и при вдыхании его вызывает головокружение, тошноту и даже отравление.
Сгорание ацетилена в смеси с техническим кислородом сопровождается высокой температурой, достигающей 3200°С. Основные физические свойства ацетилена приведены в таблице 3.
Технический ацетилен получают двумя способами:
- Из карбида кальция действием на него водой в специальных ацетиленовых генераторах.
- Из углеводородных продуктов, содержащихся в природных газах, нефти и торфосланцах.
В сварочных работах, выполняемых на строительных площадках, в условиях мелких мастерских и т.д. большее распространение получил первый способ. Однако в промышленном производстве все большее распространение получает второй способ, как более прогрессивный и рентабельный.
Таблица 3. Основные физические свойства ацетилена
| Физическое свойство | Значение |
|---|---|
| … | … |
| … | … |
| … | … |
Газообразный ацетилен может растворяться в таких жидкостях, как вода, бензол, бензин, но чаще всего его растворяют в ацетоне.
Поэтому растворенным называют ацетилен, находящийся в баллоне, заполненном пористой массой, пропитанной ацетоном. При наполнении такие баллоны искусственно охлаждают. При открывании вентиля на баллоне ацетилен начинает выделяться из ацетона в виде газа. Растворение ацетилена применяют для его длительного хранения и транспортировки, так как в жидком и твердом состоянии он взрывоопасен.
Таблица 3. Физические свойства ацетилена
Масса 1м³ при 0ºС и давлении 760 мм рт. ст. ,кг 1,17
Тоже при 20°С 1,09
Критическая температура, °С 35,9
Критическое давление кгс/см2 61,6
Температура кипения при 760 ммрт. ст., °С -81,8
Температура затвердевания при 7 60 мм рт. ст.,°С -85
Карбид кальция — кристаллическое вещество (СаС2) темно-серого или темно-коричневого цвета с удельным весом от 2,3 до 2,53 г/см³. При взаимодействии с парами воды, находящимися в атмосферном воздухе, имеет характерный (чесночный) запах. При взаимодействии с водой карбид кальция разлагается с образованием ацетилена и гашеной извести. Из 1 кг химически чистого карбида кальция теоретически можно получить 372 дм³ ацетилена, однако наличие примесей снижает этот показатель до 280 дм³. Процесс разложения карбида кальция в воде происходит по следующей реакции:
СаС2 + Н2О = С2Н2 + Са(ОН)
Карбидная пыль при смачивании водой разлагается почти мгновенно, поэтому применять ее в ацетиленовых генераторах невозможно. Для этого используют кусковый карбид кальция, загружая им ацетиленовый аппарат. В зависимости от размеров кусков и сортности карбида кальция получают фактический выход ацетилена, отраженный в таблице 4.
Таблица 4. Выход ацетилена и карбида кальция
Размеры куска, мм Условное обозначение размеров куска Выход ацетилена (не менее), л/кг
1 сорт 2 сорт
Продолжительность разложения карбида кальция зависит от его грануляции и температуры, при которой происходит разложение. Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 дм3 воды на 1 кг карбида кальция. Кроме того, иногда применяют «сухой» способ разложения , когда на 1 кг мелко раздробленного карбида кальция в генератор подают 0,2 — 1 дм³ воды.
Барабаны с карбидом кальция должны сохраняться в помещениях, которые отвечают следующим условиям:
помещение должно быть закрытым, сухим, построенным из негорючих материалов, защищенным от попадания влаги, хорошо проветриваться и иметь легкую кровлю, которую периодически проверяют на целостность. в помещении не должно быть водопровода, канализации, а также водяного и парового отопления; уровень пола в помещении должен быть на 0,2 м выше отметки наружной планировки; помещение должно оборудоваться средствами противопожарной защиты.
Барабаны с карбидом кальция могут складироваться как в горизонтальном, так и в вертикальном положении. Помещения, где складируется карбид кальция, должны оборудоваться средствами механизации. Пустая тара из-под карбида кальция должна сохраняться в специальных местах вне производственных помещений.
Запрещается складировать карбид кальция в подвалах и местах, где существует угроза затопления, нельзя сохранять открытые или поврежденные барабаны с карбидом кальция. Открывать барабаны с карбидом кальция следует латунным зубилом и молотком, а запаянные барабаны — специальным режущим приспособлением. Место реза должно предварительно смазываться жировой смазкой слоем от 3 до 5 мм, что предотвращает появление искр. Открывать барабаны, развешивать карбид кальция, отсеивать мелкие фракции и пыль нужно в отдельных специальных помещениях. Просыпанный карбид кальция следует тщательно убрать.
Открытые или не полностью использованные барабаны с карбидом кальция закрывают водонепроницаемыми крышками. Открытым может быть только один барабан. В случае возникновения пожара в помещении, где хранится карбид кальция, нельзя пользоваться для тушения огня водой.
Пропан-бутановые смеси состоят из пропана (C3H8) с примесью бутана (С4Н10) в количестве от 5 до 30%. Их получают при переработке нефти или добыче природного газа. Для сварочных работ эти смеси поставляется в баллонах в сжиженном состоянии. Из сжиженного состояния пропан-бутановая смесь переходит в газообразное при температуре -40°С при нормальном атмосферном давлении или при нормальной температуре, но при пониженном давлении. Условия перехода пропана и бутана в жидкое состояние отражены в таблице 5.
Таблица 5. Переход пропана и бутана в жидкое состояние
Температра, °С Давление, при котором газ переходит в жидкое состояние, кг/см2
Испарение 1 кг пропан-бутановой смеси освобождает до 0, 535 м³ паров, которые в смеси с кислородом образуют сварочное пламя. При работе с пропан-бутановыми смесями следует учитывать, что этот состав тяжелее воздуха, поэтому при утечках скапливается в низменных местах и углублениях.
При большой концентрации такой смеси в атмосферном воздухе она становится взрывоопасной. Для своевременного обнаружения таких скоплений в смесь добавляют специальное вещество, имеющее неприятный специфический запах. Баллоны, предназначенные для хранения и транспортировки пропан-бутановой смеси заполняют не полностью, так как, испаряясь, смесь создает большое давление, что может привести к разрушению баллона и взрыву.
Переход из жидкого состояния в газообразное происходит самопроизвольно в верхней части баллона. Температура пламени, образованного пропан-бутановой смесью с кислородом, ниже температуры ацетиленового пламени, поэтому для сварки сталей такая смесь используется редко. Большей частью такие смеси применяют при газовой резке и пайке или при сварке металлов с низкой температурой плавления.
Водород — представляет собой газ без цвета и запаха. Его получают в специальных генераторах воздействуя серной кислотой на железную стружку и цинк. Этот горючий газ в смеси с кислородом образует взрывчатую смесь, называемую гремучим газом. Хранят и транспортируют водород в сжиженном состоянии, в которое он переходит при температуре -253°С. Водород в газообразном состоянии легко проникает через любые неплотности, поэтому баллоны, трубопроводы и запорная арматура должны отвечать высоким требованиям герметичности. При сгорании водорода пламя практически не светится и не имеет четких границ.
Бензин и керосин
Бензин и керосин — представляют собой жидкости, получаемые при переработке нефти. При нормальной температуре и атмосферном давлении они легко испаряются и в газопламенной обработке металлов используются в виде паров. Для испарения бензина или керосинка горелки снабжают специальными испарителями или распылителями. Чаще всего эти жидкости используют для резки металлов, заменяя ацетилен. При этом вместо 1 м³ ацетилена расходуется 1,3 кг керосина.
Кроме этого для газопламенной обработки могут применять природный газ, нефтяной газ, окись углерода и т.д. Все эти газы в смеси с кислородом или атмосферным воздухом при определенном их соотношении образуют взрывоопасные смеси, что следует учитывать в процессе работы. Пределы взрываемости газов и паров горючих газов и жидкостей в смеси с воздухом и кислородом приведены в таблице 6.
Таблица 6. Пределы взрываемости газов, паров и жидкостей
Наименование газа Пределы взрываемости, выраженные в % объёме горючего газа
С воздухом С кислородом
Сварочная проволока и другие присадочные материалы
В качестве присадочных материалов при газопламенной сварке применяют сварочную проволоку или литые прутки, которые по своему химическому составу должны быть близкими к основному материалу. Нельзя в качестве присадочных материалов применять случайную проволоку, так как это скажется на качестве сварного соединения. Присадочные материалы должны отвечать следующим требованиям:
Применение в качестве присадочного металла различных полосок недопустимо, так как это влечет за собой неравномерную ширину сварочного шва и его неоднородность, что сказывается на качестве сварного соединения. Вместо сварочной проволоки допускается применение пруткового материала, прошедшего калибровку. При газовой сварке цветных металлов и нержавеющих сталей в виде исключения допускается применение полосок, своим химическим составом сходных с основным металлом.
Стальная проволока, предназначенная для сварки, поставляется в бухтах с обязательной маркировкой в виде бирок, на которых указаны: марка провода, ее диаметр, покрытие и т.д. Низкоуглеродистая и легированная проволока может иметь омедненную поверхность, предназначенную для защиты от атмосферного воздействия. Размеры и масса мотков проволоки приведены в таблице 7.
Таблица 7. Размеры и масса сварочной проволоки
Диаметр проволоки, м Внутренний диаметр мотка, мм Масса мотка проволоки (неменее), кг
Из углеродистой стали Из легировнной стали Из высокорелегированной стали
Для сварки цветных металлов промышленность выпускает сварочную проволоку с соответствующим химическим составом. Так, проволока для сварки алюминия и его сплавов выпускается диаметром от 0,8 до 12,0 мм. Она может быть тянутой или прессованной. Поставляется в бухтах, которые упаковываются во влагонепроницаемые пакеты. К каждой бухте крепится бирка, на которой указывают изготовителя, номер упаковки, условное обозначение проволоки, масса мотка и предупреждение: «Боится сырости и ударов». Химический состав проволоки должен соответствовать свариваемому сплаву.
Проволока на медной основе выпускается в бухтах и прутками. Она может быть в отожженном (мягком) и в твердом состояниях. Предусматривается следующая маркировка проволоки на медной основе:
Флюсы — в газопламенной сварке и пайке используют для раскисления расплавленного металла и удаления из сварочной ванны образующихся окислов и неметаллических включений. Под действием высоких температур флюсы связывают оксиды химическим путем с образованием легкоплавких соединений или растворяют их в сварочной ванне, а образующиеся при этом шлаки всплывают. Образовавшаяся на поверхности сварочной ванны шлаковая пленка защищает металл от окисления при контакте с атмосферным кислородом.
Состав флюсов подбирают в зависимости от химических реакций, преобладающих в сварочной ванне. Так, если в сварочной ванне преобладают основные оксиды, то используют кислые флюсы. Если же реакция сварочной ванны кислая (SiO, и др.), то флюс должен быть основным. Физические свойства наиболее часто применяемых флюсов приведены в таблице 8.
Флюсы вводят в сварочную ванну рукой, ложкой, составляют в виде паст, которые наносят на свариваемые кромки в виде газов, вводимых непосредственно в сварочное пламя и т.д.
Таблица 8. Физические свойства флюсов
Темтература плавления °С 577 741 842 846 988 1375 606 678 800
Температура кипения °С — — 1676 1505 1695 — 1382 1417 1439
Теплота образования, ккал/маль 282 — 144,7 134 136 289 98 105, G 97,7

Сварщик и оператор газорезки — обучение
Мы организуем курсы для сварщиков по ацетилено-кислородной, плазменной и электрической резке, которые являются одними из самых популярных инструментов, используемых для разделения низкоуглеродистых и низколегированных металлов. W наш центр вы узнаете всю необходимую информацию о работе в качестве оператора и сварщика.
Какова программа курса?
Тренинг охватывает следующие темы:
После теоретических занятий стажер выполняет задания под руководством наших инструкторов.
https://youtube.com/watch?v=9GUdDF_1HIU%3Ffeature%3Doembed
Для кого предназначен наш курс?
Для всех, кто хотел бы получить теоретические знания и практические навыки по ручной газовой резке.
Какова цель курса?
Практическая и теоретическая подготовка обучающихся к ручной газовой резке ацетилено-кислородным, плазменным и электрическим пламенем.
Какие требования предъявляются перед поступлением на курс?
Каждый участник должен быть не моложе 18 лет и иметь хотя бы начальное образование.
Из чего состоит выпускной экзамен?
После обучения будет проведен внутренний экзамен по полученным в ходе программы знаниям.
Какую квалификацию можно получить?
Участники получают сертификат об окончании курса и необходимые лицензии для работы с газовой резкой.

Типы горелок
Газовая резка заключается в доведении металла до температуры. При контакте с горелкой он сгорает, а затем улетучивается в виде оксида металла. Соответствующим образом сконструированные горелки могут смешивать определенные пропорции горючего газа с кислородом. В качестве горючего газа используются такие материалы, как пропан-бутан и ацетилен.

Резка ацетиленом является чрезвычайно эффективным методом благодаря способности достигать высоких температур. Его дополнительными преимуществами являются мобильность, высокое качество резки металла и возможность механизировать процессы резки с его помощью. Этот метод используется во многих отраслях промышленности, включая небольшие мастерские или крупные производственные цеха. Газовая резка может использоваться для обработки чугуна, бронзы, латуни, стали и различных металлических сплавов. Кроме того, для пайки, нагрева или дубления. Газовая сварка предполагает нагрев материала заготовки пламенем до нужной температуры, чтобы он разрушился и изменил свое агрегатное состояние. Это позволяет постоянно сваривать или разделять стальные заготовки толщиной до 300 мм. Правильный тип резака отвечает за эффект и качество резки. Меньший резак означает меньшую струю. Это означает большую точность. Резаки используются как для резки, так и для сварки. Однако не каждый металл подходит для обработки этим методом. К подходящим металлам относятся бронза, латунь, чугун, железо, вольфрам и титан.
Однако, плазменная резка направлена на расплавление и выброс металла из режущего зазора с помощью высококонцентрированной электрической дуги с высокой кинетической энергией, которая раскаляется между разрезаемой заготовкой и неплавящимся электродом. Плазма генерируется резаком. Прохождение потока сжатого газа через электрическую дугу вызывает ионизацию и, благодаря высокой плотности мощности, создает струю. Сопло, расположенное в факеле, фокусирует плазменную дугу. Стенки сопла охлаждаются и вызывают сжатие столба. В этом методе используется высокая температура (10000÷30000K) в центре плазменной дуги и чрезвычайно высокая скорость струи. Это приводит к расплавлению материала и выдуванию его из щели. В этом методе в качестве газа часто используется воздух. В более мощных установках в основном используются водород, аргон, углекислый газ, азот и аргон-гелиевые или аргон-водородные смеси. Плазменная струя может резать материалы, проводящие электричество, такие как медь, алюминий и его сплавы, латунь, легированные или углеродистые стали и чугун.
Преимущества, отличающие плазменную резку

Цена розничная, без НДС
Припой ПОС-40– это оловянно-свинцовый припой. ПОС-40 -низкотемпературный, мягкий припой.С помощью припоя этой марки производится пайка железа, латуни, медных проводов, элементов из оцинкованного. Припой активно используется в сфере электрооборудования, радиоэлектроники, при ремонте медных и латунных трубопроводов, ремонте радиаторов.
Используется для пайки латуни, железа и медных проводов.Оловянно-свинцовые припои (ПОСы) широко применяются во всех областях промышленности. Имеют низкую коррозионную стойкость во влажной среде, поэтому паяные соединения защищают лакокрасочными покрытиями. Они обладают высокими технологическими свойствами, пластичны и при выполнении пайки не требуют дорогостоящего оборудования. Пайку оловянно-свинцовыми припоями производят обычно при нагреве паяльником
Содержание олова в таком припое 40%, остальное приходится на свинец и примеси. Температура плавления ПОС-40 составляет 235 градусов.
Вы можете купить припои, как из наличия со склада, так и под заказ. Отправка и заказ возможны по всей Украине. Стараемся найти индивидуальный подход к каждому клиенту.
Лазерная резка отражающих металлов выполняется с особой аккуратностью из-за потенциального риска повреждения системы линз. Резка цветных и высокоотражающих материалов с помощью обычно сопряжена с определенными трудностями. Из-за потенциальных проблем многие профильные компании избегают использование лазеров для резки металлов.
Цель этой статьи — рассказать, почему лазерная резка отражающих металлов вызывает трудности и с помощью какого оборудования можно резать данные материалы.
Можно ли резать лазером отражающие металлы?
Короткий ответ — да, но есть риск отражения лучей и поломки лазерного станка.
Если резка выполняется со стабильными параметрами и правильными настройками, вероятность повреждения, вызванного отражением, может быть значительно снижена, что позволяет использовать CO2-лазер для резки таких материалов, как алюминий.
Кроме того, многие современные лазерные станки оснащены системой защиты от сбоев, предотвращающей повреждение оборудования для резки. Датчики в лазерной головке контролируют уровень излучения и автоматически отключают лазер, если слишком много излучения отражается обратно в , прежде чем будет нанесен какой-либо ущерб.

Рис. 1. Лазерная резка латуни
Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии.
Материалы с высоким коэффициентом отражения
Проблемы возникают из-за свойств определенных материалов и связаны с законами физики, в частности оптики, согласно которым каждый луч света отражается и преломляется (а также поглощается) в большей или меньшей степени в зависимости от отражающей способности поверхности, на которую он воздействует. Поэтому, если поверхность имеет высокую отражательную способность, падающий луч будет отражен.
Это ключевой момент для понимания проблемы: отраженный луч или его часть следует в направлении, которое вернет его обратно к источнику. Однако источник предназначен для передачи, а не для приема, поэтому это явление влияет на его работу. Известное как обратное отражение, это явление чрезвычайно опасно, поскольку вызывает частые прерывания процесса, что может исключить обработку определенных материалов, привести к некачественной отделке, и навсегда повредить сам лазер.
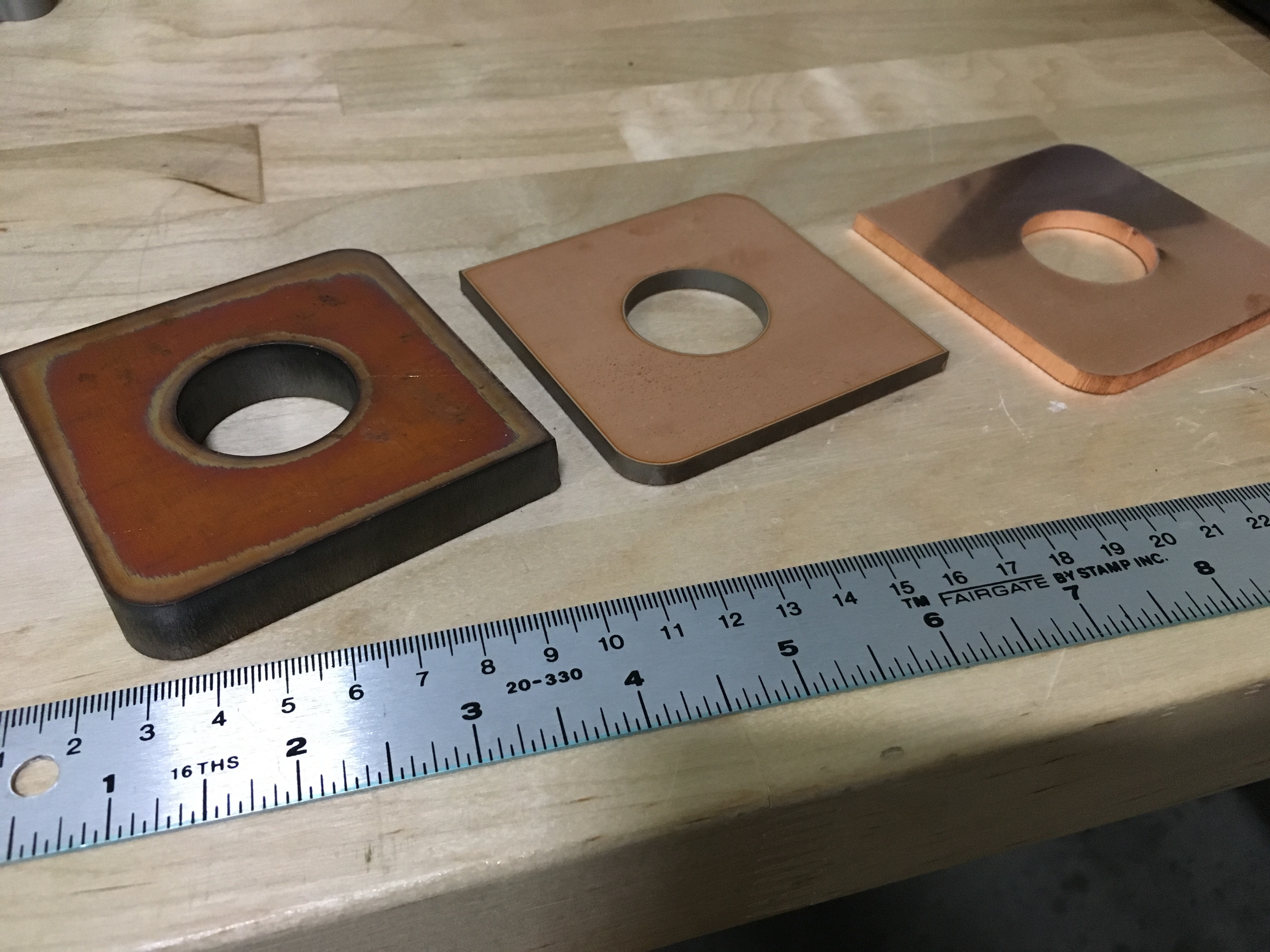
Рис. 2. Медь различной толщины, обработанная лазером мощностью 8 кВт. Слева направо 12 мм и 5 мм кислородная резка, 5 мм азотная резка.
Что делает металл "высокоотражающим"?
Металлическая поверхность имеет большой коэффициент отражения. Это обусловлено наличием в металлах большого числа «свободных» электронов (т.е. электронов не связанных с конкретным атомом, а могущих перемещаться внутри кристаллической решетки). Вторичные волны, обусловленные вынужденными колебаниями этих электронов, ведут к образованию сильной отраженной волны (отражается 95% и больше) и слабой волны, идущей внутрь металла.
Серебро и алюминий считаются двумя самыми отражающими металлами на земле (серебро само по себе может отражать до 95% видимого света) и широко используются в зеркалах, солнечных стеклах, солнцезащитных очках и ювелирных изделиях. Другие отражающие металлы, которые трудно поддаются лазерной резке с помощью , включают желтые металлы, такие как золото, медь, латунь и бронза.
Хотя нержавеющая сталь обычно не считается отражающим металлом, она может проявлять некоторые отражающие свойства при зеркальной полировке. Это может вызвать проблемы при лазерной резке, поэтому обычно поставляется с пластиковым покрытием со стороны резки, чтобы минимизировать риск.
Необходимая минимальная пиковая мощность
Таб. 1. Необходимая мощность лазера для резки меди
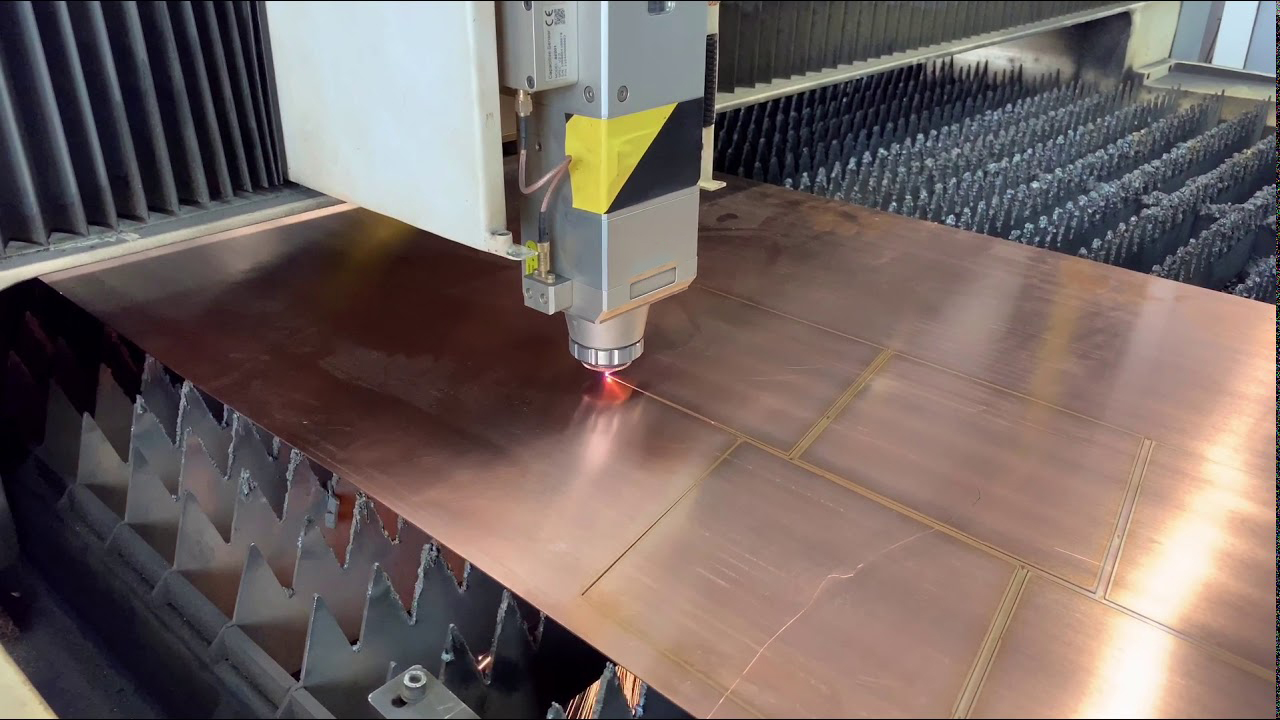
Рис. 3. Лазерная резка медных листов
Почему сложно резать отражающий металл?
Причина, по которой использование технологии лазерной резки CO2 на вышеупомянутых отражающих материалах является проблематичным, заключается в том, что лазерные резаки используют пучки света и зеркала. При разрезании такого материала, как алюминий, лазерный луч может отразиться от металлического листа и попасть обратно в линзу или зеркала.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2.
Поверхность металлического листа — не единственный источник, который может вызвать вредное отражение. В силу присущей лазерной резке природы существует вероятность присутствия некоторого количества расплавленного металла в процессе резки, часть расплавленного металла также может обладать высокой отражающей способностью и стать источником опасного отражения.
Волоконные лазеры для резки металла
используют оптические волокна, которые направляют лазерный луч, вместо сложной системы зеркал. Волоконно-оптические кабели вместо зеркал и газов более экономичный и быстрый метод резки тонких листов отражающих материалов.
Без использования зеркал и хрупких линз отражающая природа алюминия, латуни, меди и т.д. не представляет опасности повреждения оборудования для резки, что означает, что оно быстрее и безопаснее в настройке.

Рис. 4. Лазерная резка отражающего металла
Что необходимо для резки меди и латуни волоконным лазером?
Одним из важнейших аспектов, который необходимо учитывать при резке меди и латуни волоконными лазерами, является скорость резки. Рекомендуется работать со скоростью подачи немного ниже максимальной примерно на 10-15%. Это небольшое снижение помогает минимизировать риск того, что резка пойдет не по плану, поскольку обеспечивает применение высокого уровня энергии луча к материалу, когда он находится в наиболее отражающем состоянии. Если вы не уверены, рекомендуется начать с более низкой скорости, чем та, которую может выдержать процесс.
Положение фокуса
Как при прожиге, так и при резке положение фокуса играет важную роль в достижении оптимальных результатов. В идеале, фокусное положение должно быть установлено настолько близко к верхней поверхности, насколько позволяет желаемое качество резки. Такой подход уменьшает взаимодействие между лучом и материалом поверхности в начале процесса, максимизируя плотность мощности луча и ускоряя процесс плавления. Точная настройка положения фокуса позволяет повысить эффективность и точность резки.
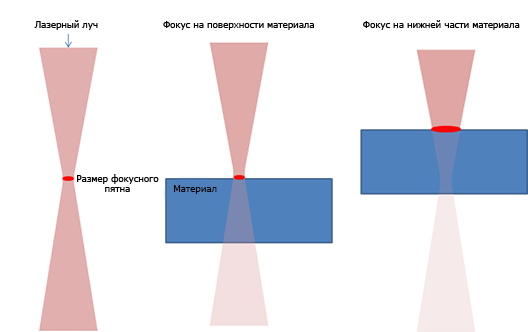
Рис. 5. Фокус лазерного станка
Регуляция мощности
Для оптимизации процесса резки очень важно использовать максимальную пиковую мощность. Такая стратегия минимизирует время, в течение которого материал остается в наиболее отражающем состоянии. Используя весь потенциал пиковой мощности как для прожига, так и для резки, вы можете значительно повысить эффективность и результативность операций волоконной лазерной резки.
Повышение надежности
Несмотря на все свои положительные стороны, у волоконно-лазерной резки есть недостаток. Волоконные лазеры действительно эффективны только на тонких листах толщиной до 5 мм. При превышении этой толщины шероховатость среза и скорость резки значительно ухудшаются, и становится более быстрым и эффективным вариантом. Технология CO2-лазера может толщиной только до 10 мм.
Рекомендуемые методы резки отражающих материалов
В приведенной ниже таблице указаны рекомендуемые методы резки для различных материалов разной толщины.
10 – 15мм
Таб. 2. Методы резки отражающих материалов
Индукционный нагреватель МИКРОША-3000, разработанный и производимый компанией НАША ЭЛЕКТРОНИКА, является дальнейшим развитием идеи, заложенной в МИКРОШЕ-2000, т.е. предназначен для нагрева металлических деталей: гаек, болтов, рычагов, тяг и плоских железных поверхностей под действием переменного магнитного поля в индукторе, для ТВЧ нагрева небольших заготовок для закалки, а так же для нагрева и сгибания металлических прутков. В варианте индукционной мини-печи для плавки золота МИКРОША-3000 в графитовом тигле позволяет развивать температуру более 1300 град. С. Принцип действия основан на создании вихревых токов в нагреваемой детали, а так как металл оказывает значительное сопротивление проходящему через него электрическому току, то и раскаляется, поглощая энергию поля излучателя. Графит ведет себя аналогично металлу, нагреваясь в поле индуктора, что позволяет плавить немагнитные металлы в тигле.
В МИКРОШЕ-3000 установлен более мощный ВЧ трансформатор, первичная обмотка выполнена из заводского литцендрата ЛЭЛД-155 1075х0,071 (1075 изолированных проводочков диаметром 0,071мм), вторичная сечением 30 мм кв, выводы на латунные болты М8, как в МИКРОШЕ-15-8. Вентилятор 92х92х25мм, 24Вх0,3А обеспечивает охлаждение всех электронных компонентов в достаточной степени для непрерывной работы аппарата под нагрузкой. Индукторы для МИКРОШИ-3000 изготовлены из медной трубки и требуют водяного охлаждения. Мы понимаем, что пользователи будут экспериментировать и с проволочными индукторами и с трубкой без водяного охлаждения. В таком аспекте предлагаем взять любой сварочный аппарат без «антизалипучки» на ток более 200 ампер (реальных ампер, а не китайских), зажать проволочку между электрододержателем и зажимом массы и посмотреть, что с ней будет. В индукционном нагревателе МИКРОША-3000 ток более 240А, да еще и ВЧ. Аппарат будет работать, но вот жар от раскаленного индуктора будет нагревать выводные болты и текстолитовая изолирующая передняя пластина под болтами постепенно начнет выгорать, обугливаться и вонять. В таком случае необходимо сразу заказывать запасную, для самостоятельного ремонта. Если подразумевается непродолжительная работа — т.е. нагреть гайку, болт, и т.п., то можно использовать индукторы из медной проволоки Ф=3 мм, как и в МИКРОШЕ-2000, нагрев будет быстрым и эффективным. А вот если необходимо снять вклеенное лобовое стекло автомобиля, то необходимо использовать индуктор в виде плоской спирали из трубки 4 — 6 мм с водяным охлаждением, т.к. процесс несколько затянется, по сравнению с гайкой.
Нагреватель имеет регулировку мощности и гнездо для подключения педали управления. По заказу возможно укомплектование кнопкой на ручку. Выводы кнопки подключаются в то же самое гнездо для педали (внешнее управление).
Аппарат индукционного нагрева МИКРОША-3000 комплектуется одним индуктором из медной трубки диаметром Ф=6 мм. К нему подходят такие же индукторы, как и для МИКРОШИ-15-8-ВЧ. Для нагрева заготовок диаметром менее 15 мм индукторы изготавливаются из трубки Ф=4 мм, выводы индукторов из трубки Ф=6 мм припаиваются твердым медно-фосфорным припоем к спирали из трубки Ф=4 мм. Изолирующий чулок комбинированный: ШК-4 + ШК-6. Плоский спиральный индуктор, в зависимости от необходимой степени концентрации энергии, возможно изготавливать как из трубки Ф=4 мм, так и из больших диаметров. Спираль из трубки Ф=4 мм без водяного охлаждения перегорает примерно через 5 сек после подачи тока, т.к. трубка тонкостенная, в отличие от проволоки. Возможно использование и гибкого индуктора, как в МИКРОШЕ-2000, только с кабельными наконечниками М8 для крепления к болтам передней панели. Главное условие при этом – не доводить перегрев гибкого индуктора и болтов до порчи текстолита панели. Концентрацию энергии нагревателя можно увеличить, уменьшив площадь нагрева. Например индуктор из трубки Ф=6 мм с внутренним диаметром Ф=20 мм в стандартном исполнении имеет 8 витков. Общая длина нагреваемой детали 60 мм. Короче сделать нельзя, т.к. индуктивность будет слишком мала и отдача прибора по мощности снизится. Для сохранения требуемой величины диапазона индуктивности и уменьшения длины намотки необходимо наматывать трубку в 2 слоя: первый слой 3 витка и следующий 2 витка. При такой намотке индуктивность примерно будет соответствовать оптимальной, а длина нагреваемого участка уже будет около 20 мм и отдаваемая микрошей мощность сконцентрируется на меньшую площадь, т.о. плотность мощности будет увеличена. Если индуктор будет слишком "коротким", т.е. например 1 виток маленького диаметра, то МИКРОША-3000 воспримет это как КЗ между выводными болтами (КЗ вторички трансформатора) и просто не будет греть. Не составляет проблем самостоятельно изготовить требуемый индуктор, была бы трубка и оправка для намотки. В случае отклонения количества витков от оптимального, аппарат автоматически подстроит частоту под новые параметры контура в пределах 20 – 50 кГц, но в любом случае мы изготовим любой индуктор под ваши задачи, в том случае, если эти задачи выполнимы при данной мощности индукционного нагревателя.
ВО ИЗБЕЖАНИЕ ОШИБКИ ВЫБОРА: МИКРОША-3000 НЕ ПРЕДНАЗНАЧЕН ДЛЯ НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ТОКАРНЫЕ РЕЗЦЫ, ДЛЯ ЭТОГО ЕГО МОЩНОСТИ НЕДОСТАТОЧНО.
Печатная плата МИКРОШИ-3000 покрывается, как и на всех наших аппаратах, компаундом «Виксинт-ПК68», защищающим плату от пыли и грязи. На индукторы надет чулок-трубка из керамической жаростойкой нити для изоляции витков между собой и деталью. В случае истирания нитей и короткого замыкания между витками индукционному нагревателю ничего не грозит, однако греть не будет. МИКРОША-3000 имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а небольшие габариты индукционного нагревателя позволяют работать прибором как в настольном варианте, так и в мобильном.
Страна производства — Россия Производитель — разработано и произведено компанией НАША ЭЛЕКТРОНИКА.
ВНИМАНИЕ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.



