

Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
- наличие/отсутствие свинца и легирующих наполнителей;
- форма и структура частичек;
- величина частичек по IliS;
- вязкость;
- степень паяемости, которая определяется загрязненностью и окисленностью частичек припоя.
Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.

Дефекты пайки
Перемычки и мостики припоя:
— на площадки подается слишком много пасты (см. рис. 52). Желательно уменьшить размер апертуры с учетом растяжения трафарета, степени осадки пасты, точности совмещения при печати. Примеры: если шаг элементов — 0,5 мм, ширина площадки 0,25 мм, ширина апертуры должна быть равна 0,235 мм. Если шаг элементов — 0,4 мм, ширина площадки 0,2 мм, то ширина апертуры — 0,185 мм;
— несовпадение местоположения компонентов и пасты (см. рис. 53);
— загрязнение печатной платы — чаще очищайте нижнюю сторону трафарета;
— слишком глубокая посадка компонентов (см. рис. 54). Отрегулируйте высоту сброса компонента установщиком.
— осадка паяльной пасты. Слишком большое напряжение сдвига из-за высокой скорости ракеля нарушает тиксотропные свойства пасты, и она теряет стойкость к осадке. С другой стороны, если температура в помещении выше 30°С, то вязкость пасты падает, и она также будет давать осадку. Снизьте скорость ракеля; температура в рабочем помещении должна быть в пределах 25±2,5°С;
— образование перемычек под корпусом чип-элементов и бусинок припоя сбоку от чип-элементов из-за неправильной формы апертур. Корректируем апертуры, чтобы уменьшить количество пасты.
Рис. 53. Несовпадение компонентов и площадок с пастой
Рис. 54. Слишком глубокая посадка компонентов
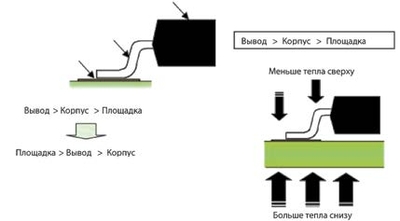
Рис. 55. Капиллярный подсос
Рис. 56. Образование бусинок припоя
Рис. 57. Уменьшение размеров апертур трафарета для сокращения
количества пасты
Образование бусинок припоя:
— уменьшите количество паяльной пасты, наносимой на контактные площадки;
— уменьшите давление при установке чип-компонентов;
— используйте специальную конструкцию апертур (см. стандарт IPC-7525);
— обеспечьте плавный набор температуры в зоне предварительного нагрева.
Образование шариков припоя (рис. 58). В эту группу входит пять дефектов.
— Шарики припоя возле выводов компонента могут появиться в результате неточного совмещения платы и трафарета и чрезмерного количества пасты, нанесенной на контактные площадки. Обеспечьте точное совмещение апертур с контактными площадками и/или уменьшите количество пасты.
— Крупные шарики припоя рядом с контактными площадками. Это происходит из-за выдавливания паяльной пасты при установке компонента и ее осадке. Уменьшите толщину трафарета и/или размер апертур, проверьте настройки установщика.
— Шарики припоя на контактных площадках и паяное соединение с низкой механической надежностью. Это говорит о неправильном выборе паяльной пасты. Замените пасту и проведите испытания на шарики припоя (IPC-TM-650, метод 2.4.43), а также поддерживайте влажность в рабочем помещении в пределах 30–70%.
— Хорошая смачиваемость контактных площадок и плохая смачиваемость выводов компонентов. Снизьте температуру сушки компонентов до 60 °C, чтобы выводы компонентов не так сильно окислялись.
— Единичные шарики на очень большом расстоянии от ближайшего компонента. Паста попадает туда из-за плохой очистки нижней стороны трафарета.
Рис. 58. Микросферы припоя
Рис. 59. Выворачивание,поднятие компонентов
Выворачивание компонентов — эффект «надгробного камня» (tombstoning). Причина: на одной контактной площадке компонента припой уже расплавился, а на другой — еще нет. Сила поверхностного натяжения, возникшая на капле расплавленного припоя, заставляет подняться один из торцов чип-компонента над контактной площадкой (рис. 60).
Влияющие на выворачивание факторы:
— неправильный размер апертур;
— неаккуратное размещение компонентов при монтаже;
— несоответствие объема наносимой пасты размеру площадки;
— разная смачиваемость у разных выводов одного компонента в случае их чрезмерного окисления или высокой загрязненности;
— ошибки при конструировании печатной платы.
Рис. 60. Силы, действующие на компонент при выворачивании: Т1 — момент силы веса компонента; Т2 — момент сил натяжения расплавленного припоя под компонентом; Т3 — момент сил натяжения расплавленного припоя на боковой стенке компонента. Условие, при котором происходит выворачивание: Т1 Т2 < Т3
Способы решения проблемы:
— скорректируйте размер апертур и толщину трафарета;
— перенастроить установщик компонентов;
— при отсутствии термобарьеров либо проводите пайку в ручном режиме, либо увеличьте время нахождения печатной платы в зоне предварительного нагрева, чтобы «полигон» металла нагрелся до необходимой температуры. Но это вряд ли удастся, так как чрезмерное время нахождения в зоне предварительного нагрева приводит к полному выкипанию флюса с контактных площадок малого размера;
Рис. 61. Уменьшение количества пасты позволяетрешить проблему выворачивания компонента
— Регулировка времени смачивания компонента припоем. Как только эвтектический сплав (Sn63/Pb37) переходит в расплавленное состояние, он сразу же начинает смачивать выводы компонента. Поэтому, если выводы по разные стороны компонента начинают смачиватся неодновременно, возникает опрокидывающий момент Т3, который и выворачивает компонент.
Если ввести в припой некоторое количество сурьмы (Sb), он будет переходить из твердого состояния в жидкое через промежуточное пластическое состояние, что поможет предотвратить появление дефекта. В таком пластическом состоянии, даже если оно возникнет на одной стороне компонента, смачивание начинается не сразу, а спустя некоторое время, за которое на другой стороне тоже наступает пластические состояние
— это и синхронизирует момент начала смачивания. Фирма «KOKI» разработала сплав SSA с составом: 62,6 Sn; 36,8 Pb; 0,4 Ag и 0,2 Sb. Сплав SSA предотвращает выворачивание компонентов, потому что корректирует время начала смачивания и уменьшает силу поверхностного натяжения.
Рис. 62. Снижение поверхностного натяжениядобавкой висмута
Плохая смачиваемость контактных площадок с неравномерным распределением припоя:
— перед началом сборки промойте печатные платы специальной жидкостью;
— если причина в слишком тонком покрытии HASL, предъявите претензии поставщику плат.
Плохая смачиваемость контактных площадок и выводов компонентов:
— понизьте температуру пайки, чтобы флюс не выгорал и паяемые поверхности не окислялись повторно;
— уменьшите время пребывания выше температуры плавления до 30–90 с;
— уменьшите стадию предварительного нагрева (не более 120 с), чтобы флюс не истощался;
— увеличьте количество паяльной пасты.
Плохая паяемость контактных площадок с покрытием ENIG:
— нарушены условия хранения: печатные платы должны храниться в вакуумной упаковке в шкафах сухого хранения при температуре 25 °C и влажности 10%. Срок хранения не должен превышать 6 месяцев с даты производства;
— изготовитель печатных плат нанес золото по окисленному никелю. Проведите входной контроль паяемости в соответствии с требованиями стандарта J-STD-003. В случае несоответствия предъявите претензии изготовителю.
После пайки паста не оплавилась и осталась в виде массы отдельных шариков припоя:
— уменьшите стадию предварительного нагрева (не более 120 с), чтобы флюс не истощался;
— если используется паста с истекшим сроком годности или паяльная паста хранилась с нарушениями условий хранения, проведите испытания пасты «на шарики припоя» согласно IPC-TM-650, метод 2.4.43. Если паста покажет плохие результаты, замените ее.
— сократите межоперационные интервалы.
Бугристые, неровные, матовые паяные соединения на отдельных крупных выводах микросхем:
— настройте температуру и время на стадиях предварительного нагрева и пайки так, чтобы крупные теплоемкие компоненты успели прогреться;
— предотвратите вибрацию конвейера печи в процессе пайки.
Отдельные выводы компонентов приподняты над галтелью припоя:
— обеспечьте равномерное нанесение пасты на контактные площадки;
— откорректируйте давление при установке компонентов.
Отсутствие контакта отдельных выводов компонентов с оплавленным припоем из-за деформации выводов или некомпланарности поверхности контактных площадок. Чаще всего дефект наблюдается на компонентах с малым шагом:
— проверьте компланарность выводов перед установкой;
— исключите ручные операции установки компонентов;
— проверьте равномерность металлизации, используйте печатные платы с покрытием ENIG.
Рис. 63. Пустоты в пайке
Рис. 64. Устранение пустот коррекцией термопрофиля
Рис. 65. Основные дефекты, возникающие на технологическихоперациях
Пустоты в паяных соединениях:
— обеспечьте медленное повышение температуры на стадии предварительного нагрева (0,5–1,5ºС/с), чтобы паста не разбрызгивалась в результате закипания флюса;
— повысьте температуру пайки;
— уменьшите количество паяльной пасты на контактных площадках.
Нанесение паяльной пасты
Стандартное нанесение паяльных паст производится с помощью трафаретной печати. Альтернативой этому процессу является поточечное нанесение капель пасты диспенсером, однако это менее продуктивно. Станки трафаретной печати по принципу действия мало отличаются от аналогичных станков для полиграфических работ, но сами трафаретные формы обязательно выполняются из металлических листов. Такие станки снабжаются системой очистки трафаретов, предотвращающей загрязнение поверхности платы паяльной пастой.
В качестве альтернативы припоя используется паяльная паста. Как совершенно другая структура, она имеет ряд преимуществ и недостатков, которые ограничивают ее применение или же делают его единственно возможным. В состав паяльной пасты входят несколько компонентов:
- флюсовая основа;
- припой, т. е. металлическая фракция;
- связующие вещества — основа, определяющая консистенцию;
- для неактивных флюсов (несмываемых) — активаторы.
Поскольку подобная продукция выпускается различным составом и, соответственно, назначением, нужно знать, как выбрать паяльную пасту. Действие заключается в подборе основных веществ припоя и особенностей использования флюса. Фактура материала и его консистенция имеют несколько преимуществ:
- точечное нанесение, возможность работы с очень мелкими элементами;
- использование паяльного фена средней мощности;
- применение в случаях, где нет технической возможности задействовать обычные припои.
Многие пасты выпускаются для промышленного производства, поскольку их консистенция позволяет легко дозировать материал. Применение этого вещества характеризуется простым нанесением, легким дозированием, а также быстрой скоростью проведения работ. Для домашнего использования этот вид также считается наиболее аккуратным, не оставляет лишней массы припоя, упрощает обучение новичкам.
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре 2… 10°C. В помещении не должно быть слишком холодно или жарко.
Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.

Приготовление паяльной пасты
Прут припоя нужно натереть в мелкий порошок. Для этого можно воспользоваться напильником по металлу, что долго, или применить бормашину с диском по дереву.
В отличие от напильника, ее зубья не забиваются припоем. Поскольку опилки при пилении бормашиной разлетаются, то потребуется соорудить для них сборник из срезанного одноразового стакана. При этом сам припой должен находиться в пакете, чтобы сохранить весь порошок.
Важно подавать пруток на край режущего диска под острым углом, тогда он будет натираться в более мелкую пыль. Обязательно следует держать руки подальше от диска.
Полученные опилки засыпаются в ступку. В них добавляется соль крупного помола и все с силой перетирается пестиком. По мере измельчения нужно добавлять новую соль, поскольку кристаллики старой разрушаются.
Истертые опилки разводятся в воде. Соль растворяется, в результате оставшийся остаток и будет измельченным припоем. Для полного обессоливания его потребуется промыть пару раз. После выпада осадка вода сливается.
Крахмал разводится в небольшом количестве холодной воды. Размешав его для взвешивания всех частиц, раствор заливается в кипяток.
В мокрый осадок опилок припоя добавляется немного воды. Смесь перемешивается до взвешивания частиц и переливается в горячий кисель. После очень тщательного помешивания стакан с соединенными растворами оставляется в покое до образования осадка.
В густой кисельной массе на дно оседает только тяжелый припой. Его более легкие мелкие частицы всплывают к верху. Кисель переливается в другую емкость, чтобы не потревожить осадок. Паста делается только из мелких плавающих частиц. Для их добычи потребуется добавить в кисель больше воды, чтобы уменьшить концентрацию крахмала, снизив тем самым густоту.
После промывания от крахмала осадок мелких частиц припоя нужно отжать, сложив его в салфетку. Грубого обезвоживания масса досушивается в бумажном лотке. На батареи этой займет 10 мин. Высушенный осадок имеет слипшиеся комочки. Их можно растереть пальцем через салфетку.
В высушенные мелкие опилки добавляется паяльный флюс. Пропорция флюс/порошок примерно 40/60 по объему. Ингредиенты замешиваются в пасту.
Паста закладывается в медицинский шприц 5 мм с вытянутым поршнем. Его носик нужно соединить с инсулиновым шприцем с помощью термоусадочной трубки.
Нажимая на поршень большого шприца нужно выдавить пасту в инсулиновый шприц. При таком способе она перетечет без образования карманов воздуха.
В дальнейшем полученная паста может выдавливаться через тонкую иголку медицинского шприца, или более толстую от флюса. Это позволит регулировать подачу в зависимости от размера спаиваемых деталей. Достоинство этой пасты в ее свойстве глубоко проникать в мелкие капилляры. Конечно, ее сделать не так просто, но процесс интересный, а паять с ней одно удовольствие.
Пайка светодиода.
Специфические дефекты, возникающие при монтаже микросхем в корпусах bga и pga
Дефект «голова на подушке»:
— паяльная паста оплавилась не полностью, поверхность паяного соединения шероховатая и повторяет форму частиц паяльной пасты. Откорректируйте температурный профиль на стадиях предварительного нагрева и/или пайки.
Трещины и разрывы в паяном соединении:
— повысьте температуру или время пайки.
Трещины и разрывы между шариком и подложкой микросхемы:
— снизьте скорость охлаждения после пайки.
Окисление паяного соединения (косметический дефект):
— уменьшите температуру и/или время пайки.
Коллапс шариковых выводов:
— обратите внимание на материал выводов BGA. Если это сплав SnPb, то и паяльная паста, используемая при пайке этой микросхемы, должна быть из того же сплава. Уменьшение высоты шариковых выводов на 25% — предельно допустимое;
— ограничьте растекание припоя паяльной маской согласно IPC-7095A.
«Холодная пайка» — низкая электрическая и механическая прочность паяного соединения, увеличение сопротивления контактов:
— увеличьте температуру пайки.
Деформация или деструкция паяных соединений:
— предотвратите вибрацию конвейера печи;
— снизьте скорость охлаждения согласно стандарту J-STD-020;
— используйте качественные материалы для печатных плат (температура стеклования диэлектрика должна составлять не менее 150С);
— при конструировании печатных плат руководствуйтесь стандартами IPC-7095 и IPC-7351.
Бугристые, неровные, матовые паяные соединения:
— уменьшите температуру пайки, чтобы шариковые выводы не перегревались;
— предотвратите вибрацию конвейера печи в процессе пайки.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
- для начала необходимо очистить, обезжирить и просушить плату;
- после этого плату необходимо надежно зафиксировать в горизонтальном положении;
- в отмеченных точках соединения равномерно наносится паста;
- мелкие детали устанавливаются на поверхность платы;
- иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
- прогревать установленные SMD-компоненты можно феном;
- когда припой полностью испарится, температуру плавки можно увеличить;
- паять необходимо осторожно, соблюдая все необходимые требования безопасности;
- после работы плату нужно остудить и промыть.
Для монтажа микросхем применяются паяльники с температурой в пределах 250… 300°С. Нежелательно брать для такой работы устройства с конусовидными насадками. Чтобы добиться максимальной эффективности, следует воспользоваться тонкой проволокой для контакта пасты с паяльным жалом.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.
Для пайки кабелей паста наносится на них в зоне соединения. После этого к массе прикладывается паяльное жало.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.




")

