

- Марки электродов по чугуну
- Применение электродов по маркам
- Применение электродов по маркам
- Что следует учитывать при сварке чугуна
- Какие электроды применять при сварке чугуна
- Медно-никелевые электроды для чугуна
- Характеристики:
- Применение:
- Электроды из железоникелевого сплава
- Характеристики:
- Применение:
- ESAB EWAC CI 421
- Характеристики:
- Применение:
- Специальные электроды для чугуна
- Характеристики:
- Применение:
- Как подготовить чугунные детали и выполнять сварку
- Как наплавить, сварить чугун полуавтоматом
- Виды и характеристики чугуна
- II. Структура и эксплуатационные характеристики чугуна
- Компактированный графитовый чугун: Ферритовая матрица + вермикулярный графит
- Влияние толщины стенки отливки и химического состава на структуру чугуна:
- Механические свойства серого чугуна
- Значение слова Градусы чугуна:
- Технология процесса сварки чугуна полуавтоматом
- Оборудование и присадки для аргонодуговой сварки чугуна
- Холодная сварка чугуна
- Процесс сварки серого чугуна
- II. Дуговая холодная сварка для неоднородных (не чугунных) сварных соединений
- Полезные советы по сварке чугуна аргоном
- Особенности сварки чугуна
- Виды чугуна
- Свариваемость чугуна и другие свойства
- Поры
- Трещины
- Непровары
- Деформации конструкции
- Свариваемость серого чугуна
- I. Белая литая и закаленная структура в сварном соединении
- II. Растрескивание сварного шва
Марки электродов по чугуну
При выборе сварочных электродов для работы с чугуном необходимо учитывать особенности этого материала. Наиболее распространенными и эффективными являются никелевые электроды. Они обеспечивают хорошую свариваемость и прочность соединений.
Другие популярные типы электродов для чугуна включают электроды на основе никеля с добавкой железа и никеля с добавкой железа и кремния. Они также обеспечивают устойчивые и прочные сварные соединения.
Применение электродов по маркам
| Марка электрода | Применение |
|---|---|
| НИИ-3 | * нижнее; |
- вертикальное снизу вверх;
- полупотолочное положение
|
| НИИ-6 | * серый чугун; - ковкий чугун;
- высокопрочный чугун
|
| ЦЛ-11 | * нижнее положение; - вертикальное снизу вверх
|
Применение электродов по маркам
- Для заварки первого слоя в соединениях, требующих чистоты поверхности после обработки и высокой плотности швов.
- Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью.
- Для наплавки тонкостенных деталей и ручной дуговой сварки.
- При восстановлении чугунных изделий, для сварки, наплавки и заварки дефектов литья.
Что следует учитывать при сварке чугуна
Причины низкой свариваемости чугуна связаны с его высоким содержанием углерода, которое составляет от 2,14% до 6,67% в сплаве. Это высокое содержание углерода оказывает негативное воздействие на процессы сварки, в частности:
- Выгорание углерода во время сварки приводит к образованию пористой структуры в сварном шве из-за отложения тугоплавких шлаков, что затрудняет сплавление металла.
- Неоднородная структура сплава в шве может привести к образованию трещин при охлаждении.
- В окрестности зоны нагрева во время сварки происходит отбеливание чугуна, что создает проблемы с образованием соединений цементита и карбида.
- Высокая текучесть чугуна создает сложности при формировании сварного шва.
- Переход чугуна из твердого состояния в жидкое происходит резко, что также влияет на процесс сварки.
Несмотря на эти проблемы, чугунные детали могут быть успешно сварены при использовании подходящих технических методов.
Какие электроды применять при сварке чугуна
Для сварки чугуна можно использовать электроды с основным и специальным покрытием. Рекомендуется использование никелевых электродов с добавками железа и кремния для обеспечения прочных сварных соединений.
Медно-никелевые электроды для чугуна
Медно-никелевые электроды для соединительной сварки, предварительной наплавки и устранения дефектов литья серых чугунов. Они подходят для холодной и горячей техники, не образуют структур с высокой твердостью после нагрева и быстрого охлаждения, поэтому риск холодных трещин минимален.
Характеристики:
- Подходят для коротких соединений
- Хороши для работы с тонкостенными деталями
- Требуют тщательной проковки шва
Применение:
- Соединительная сварка
- Работа с тонкостенными деталями
- Требуются высокие прочность и стойкость к горячим трещинам
Электроды из железоникелевого сплава
Электроды из железоникелевого сплава предназначены для профессиональной ремонтной сварки, наплавки и работы с нагруженными деталями. Наплавленный металл шва отличается высокой прочностью и стойкостью к горячим трещинам. Шлак легко отбивается, а шов без труда поддается механической обработке.
Характеристики:
- Содержат большое количество графита
- Подходят для однородной и разнородной сварки чугуна с низколегированными сталями
Применение:
- Ремонтная сварка
- Наплавка
- Работа с нагруженными деталями
ESAB EWAC CI 421
Электроды ESAB EWAC CI 421 из железоникелевого сплава с большим содержанием графита в покрытии предназначены для соединительной сварки и ремонта чугуна на холодную и с небольшим подогревом. Они обеспечивают однородность наплавленного металла, стабильно горящую дугу и легкое удаление остывшего шлака.
Характеристики:
- Большое содержание графита в покрытии
- Стабильная дуга и капельный перенос
Применение:
- Сварка серых и ковких чугунов
- Использование на высоконагруженных деталях
Специальные электроды для чугуна
Специальные электроды для чугуна предназначены для упрочняющей наплавки и ремонта деталей, которые подвергаются высокому абразивному износу. Наплавленный металл представляет собой аустенитный чугун, устойчивый к коррозии и повышенным температурам.
Характеристики:
- Наплавленный металл устойчив к абразивному воздействию и агрессивным средам
Применение:
- Упрочняющая наплавка
- Ремонт деталей, подверженных высокому износу
Как подготовить чугунные детали и выполнять сварку
Чтобы снизить риск образования пор в шве, рабочую зону детали следует очистить до блеска от загрязнений, повреждений и обезжирить. Выжечь масло и графит из места сварки можно с помощью дуговой строжки и специальных электродов. Их же используют, чтобы подготовить кромки и разделать трещины под углом 60-700 — предпочтительная форма U- и V-образная. Если электродов для строжки нет, выполните разделку болгаркой, а конец трещины засверлите.
При работе с чугуном на холодную в домашних условиях, выбирайте ток в пределах, рекомендованных для сварки выбранными электродами для чугуна.
При работе не забывайте о правилах безопасности: хорошей вентиляции, маске и крагах. Сварка чугуна требует внимания и аккуратности, ведется без спешки. Швы и наплавки чаще многопроходные. Детали нужно остужать.
Как наплавить, сварить чугун полуавтоматом
Применение полуавтоматической сварки дает возможность получать сварной шов высокого качества, благодаря составу сварочной проволоки ПАНЧ-11.
Сварка проволокой ПАНЧ-11 выполняется на постоянном токе прямой полярности без дополнительной защиты газом или флюсом.
Так как в состав проволоки ПАНЧ-11 введены специальные элементы, предотвращающие окисление сварочной ванны и способствующие формированию хорошего плотного шва.
Дуга отличается стабильностью, процесс протекает практически без разбрызгивания, сварку чугуна можно вести во всех пространственных положениях, металл шва характеризуется высокими механическими свойствами.
Силу сварочного тока, напряжение, вылет электродной проволоки и скорость сварки выбирают в зависимости от толщины свариваемого металла. Чем толщина меньше, тем меньше величины всех других параметров сварки.
При сварке чугуна проволокой ПАНЧ-11 рекомендуются следующие режимы:
- диаметр проволоки: 1,2 мм,
- сварочный ток: 80 — 180 А,
- напряжение дуги: 14 — 18 В,
- скорость подачи проволоки: ПО — 120 м/ч,
- скорость сварки: 4 — 5 м/ч.
Виды и характеристики чугуна
В зависимости от состояния и формы углерода в чугуне, его можно разделить на:
- белый чугун,
- серый чугун,
- ковкий чугун,
- ковкий чугун и чугун с уплотненным графитом.
В белом чугуне большая часть углерода находится в виде цементита (Fe3C). Поверхность излома выглядит белой, отсюда и название белый чугун. Он редко используется в машиностроении, в основном для изготовления валков и тому подобных деталей.
В сером чугуне, ковком чугуне, шаровидном чугуне и чугуне с уплотненным графитом углерод в основном находится в форме графита, а часть — в перлите.
В настоящее время наиболее широкое применение находит серый чугун, за ним следует ковкий чугун. Процедура отжига для графитизации ковкого чугуна является длительной и дорогостоящей, поэтому во многих случаях он постепенно заменяется ковким чугуном. Чугун с уплотненным графитом все еще находится на ранней стадии продвижения и применения.
II. Структура и эксплуатационные характеристики чугуна
Чугун (за исключением белого чугуна) можно рассматривать как углеродистую сталь с серьезными включениями — графитом. Его эксплуатационные характеристики в основном зависят от формы, размера, количества и особенностей распределения графита, в то время как структура матрицы также оказывает определенное влияние.
Состояние углерода в чугуне и его матричная структура определяются скоростью охлаждения (толщиной стенки) отливки и ее химическим составом.
- Формы графита в четырех типах чугуна различны:
- Серый чугун: Ферритовая матрица + чешуйчатый графит
- Легированный чугун: Ферритовая матрица + нодулярный графит
- Ковкий чугун: Ферритовая матрица + шаровидный графит
Компактированный графитовый чугун: Ферритовая матрица + вермикулярный графит
Из-за различных форм графита ослабляющее влияние на свойства матрицы неодинаково, что приводит к значительным различиям в механических свойствах четырех типов чугуна.
Чугун обладает гораздо меньшей пластичностью и вязкостью по сравнению со сталью.
В производстве изменение структуры матрицы серого чугуна в первую очередь связано с изменением количества перлита для повышения его твердости и износостойкости, в то время как прочность, упругость, пластичность и вязкость серого чугуна определяются в основном графитом.
Ковкий чугун можно упрочнить или изменить его матричную структуру путем легирования или термообработки, чтобы улучшить его механические свойства.
Влияние толщины стенки отливки и химического состава на структуру чугуна:
Пестрый чугун: Углерод частично находится в форме графита, как в сером чугуне, и частично в форме свободного цементита, как в белом чугуне, что приводит к появлению крапинок на изломе.
Механические свойства серого чугуна
Марки и механические свойства обычного и низколегированного ковкого чугуна:
| Класс | σs (МПа) | σs (МПа) | σs (МПа) | HBS |
|---|---|---|---|---|
Значение слова Градусы чугуна:
HT — серый чугун; 250 — минимальная прочность на разрыв 250 МПа.
QT — ковкий чугун; 400 — минимальная прочность на разрыв 400 МПа; 18 — удлинение 18%.
Технология процесса сварки чугуна полуавтоматом
Допустима ли наплавка, сварка белого, серого, ковкого и высокопрочного чугуна сварочным полуавтоматом? Технологические приемы и особенности сварки чугуна полуавтоматом, ответы постарались изложить в этой статье.
Сварочные работы по чугуну сравнительно сложны с технологической точки зрения. Сам по себе чугун плачевно выдерживает резкое нагревание и охлаждение.
Для получения качественного сварного шва требуется сварочное оборудование, сварочная проволока для сварки чугуна или электроды по чугуну.
Оборудование и присадки для аргонодуговой сварки чугуна
Сварка в защищенной среде аргона – это достаточно сложный технологический процесс, осуществлять который могут только опытные сварщики высокого разряда. Особенно это касается при использовании такого деликатного и сложного конструкционного материала, как чугунные сплавы различных марок.
Для аргонной электродуговой сварки деталей и прочих изделий из чугуна используют автоматические или полуавтоматические аппараты с подачей в рабочую зону инертного газа аргона. Также в отдельных случаях допустимо использование ручных аппаратов или более сложных роботизированных.

Для аргонной TIG-сварки чугуна в среде аргона используют вольфрамовые электроды и присадку соответствующей назначению сварного шва марки. Для увеличения пластичности сварного шва используют никелевую присадку, а для увеличения твердости – медную. При необходимости баланса твердости и пластичности используют медно-никелевый припой. Диаметр прутка зависит от толщины заготовок – примерно ее половина.
Для сварки чугуна в среде аргона используют двухкомпонентную сварочную проволоку, представляющую собой металлическую трубку, внутри которой заложен флюс, необходимый для предотвращения выгорания углерода и трансформацию серого чугуна в белый. Для горячей сварки используют припой ППЧ-1, для полугорячей – ППЧ-2, а для холодной – ППЧ-3.
Сам процесс аргонодуговой сварки чугуна достаточно сложный и требует высокой квалификации сварщика и применения дорогостоящего сложного сварочного оборудования, а также вспомогательных установок для предварительного разогрева и обработки кромок заготовки. Именно поэтому подобные сварочные работы необходимо доверять только профессионалам и в условиях стационарного оборудованного цеха.
Холодная сварка чугуна
Холодная сварка чугуна используется для восстановления трещин, сколов и других дефектов на поверхности деталей из чугуна. Этот метод основан на использовании специальных низкотемпературных сварочных электродов, которые создают на поверхности детали тонкий слой сварного металла. Это позволяет восстановить деталь без применения высоких температур, что может вызвать дополнительные деформации. Для процесса холодной сварки требуются специальные электроды, которые включают следующие марки: МНЧ-2, ОЗЧ-2, ОЗЧ-6, ЦЧ-4. Все эти электроды предназначены для обеспечения оптимальных результатов при холодной сварке и выбираются в зависимости от требуемых сварочных задач и условий работы.
Процесс сварки серого чугуна
(1) Дуговая сварка и полугорячая сварка
Разогрейте всю сварную деталь или локальную область с дефектами до температуры 600-700°C (темно-красный цвет), а затем выполните ремонтную сварку. Этот процесс с последующим медленным охлаждением известен как "горячая сварка".
Предварительный подогрев в диапазоне температур 300-400°C называется "полугорячей сваркой".
Сварочные электроды для горячей и полугорячей сварки:
Существует два типа электродов: чугунные электроды с графитовым сердечником (Z248) и стальные электроды с графитовым сердечником (Z208).
"Z248" в основном используется для устранения дефектов в толстых и крупных отливках, часто изготавливаемых самим пользователем.
Электроды "Z208" имеют сердечник из низкоуглеродистой стали (H08), покрытый флюсом с высоким содержанием графита, в результате чего получается сварной шов типа "чугун". Они могут быть изготовлены большинством профессиональных производителей электродов.
Условные обозначения марок сварочных электродов для чугуна:
Префикс "z" указывает на чугунный сварочный электрод.
Первая цифра в маркировке обозначает основной тип химического состава металла шва, как указано в прилагаемой таблице.
Вторая цифра обозначает различные марки в пределах одного и того же типа химического состава металла шва, в диапазоне от 0 до 9 (10 марок).
Третья цифра обозначает тип флюса и сварочный ток.
КлассМеталл сварного шва в основном состоит из следующих химических соединений
Z1XXУглеродистая сталь или сталь с высоким содержанием ванадия
Z2XXЧугун (включая ковкий чугун)
Z7XXВ стадии разработки
2. Процесс горячей сварки:
(1) Предварительный нагрев:
Для сложных отливок рекомендуется использовать общий предварительный нагрев, в то время как для простых отливок можно использовать локальный предварительный нагрев.
Общий предварительный нагрев обычно осуществляется путем нагрева всей отливки с помощью грунтовой печи или открытой печи с кирпичной кладкой, в то время как локальный предварительный нагрев может быть достигнут с помощью газа или кислородно-ацетиленового пламени.
(2) Очистка перед сваркой:
Если в месте дефекта на отливке имеется масляное загрязнение, его можно удалить путем нагрева кислородно-ацетиленовым пламенем. Затем, в зависимости от характера дефекта, для дальнейшей подготовки можно использовать такие инструменты, как ручная шлифовальная машина, зубило или пневматическое зубило. При подготовке канавки ее следует обрабатывать зубилом или шлифовать до тех пор, пока не останется никаких дефектов, а полученная канавка должна иметь гладкое дно и немного более широкое отверстие для облегчения сварочных работ и обеспечения качества сварки.
Чтобы предотвратить потерю расплавленного металла и обеспечить желаемую форму сварного соединения, перед сваркой следует придать форму кромкам, углам и дефектам проплавления. Форма и размеры показаны на рисунке ниже.
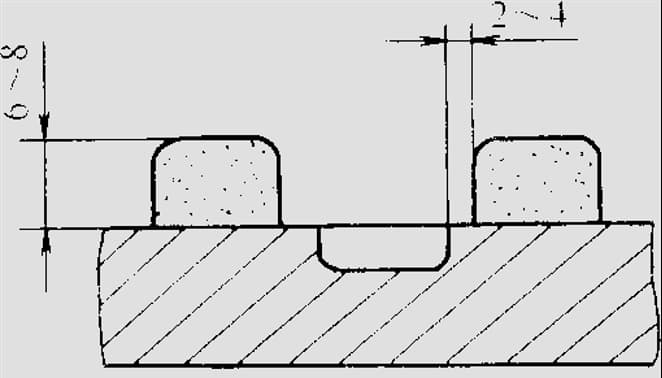
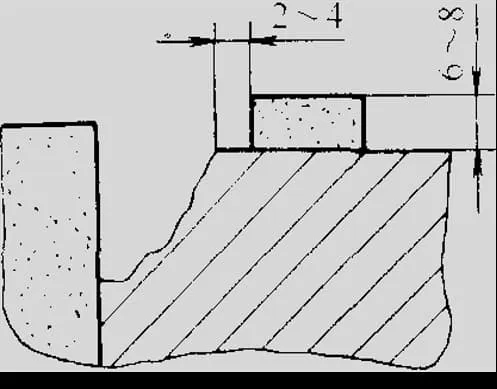
Рисунок 5.5: Формирование для ремонта горячей сваркой в различных зонах дефектов
В качестве формовочного материала можно использовать смесь формовочного песка и водяного стекла или желтую глину. Рекомендуется поместить на внутреннюю стенку кусочки графита, устойчивого к высоким температурам (обычно из отработанных графитовых электродов), чтобы предотвратить плавление или разрушение формовочного материала под воздействием тепла. Сушку формовочного материала следует производить до начала сварки.
Во время сварки, чтобы поддерживать температуру предварительного нагрева и сократить время высокотемпературной работы, предпочтительно использовать высокий ток, длинную дугу и непрерывную сварку, чтобы завершить процесс в кратчайшие сроки.
Использование дуги соответствующей длины будет способствовать расплавлению флюса и переходу графита в сварное соединение.
(5) Медленное охлаждение после сварки: Обычно сварную зону покрывают изоляционными материалами (например, асбестом) и позволяют ей остыть естественным образом вместе с печью.
3. Процесс полугорячей сварки:
Для снижения температуры предварительного подогрева и улучшения условий работы на практике было установлено, что при сварке отливок с пониженной жесткостью можно добиться удовлетворительных результатов, повысив способность графитизации сварного соединения и используя общий или локальный предварительный подогрев при температуре 300-400°C.
Полугорячая сварка часто применяется, когда напряжение в зоне ремонта отливки относительно невелико. Обычно используются электроды для чугуна "Z208" или "Z248".
Процесс полугорячей сварки аналогичен процессу горячей сварки и включает в себя высокий ток, длинную дугу, непрерывную сварку, изоляцию после сварки и медленное охлаждение.
Дуговая полугорячая сварка подходит только для случаев, когда жесткость ремонтной зоны невелика или форма отливки относительно проста.
(B) Газовая сварка:
Газовая сварка хорошо подходит для ремонта тонкостенных отливок.
Как правило, газовая сварка используется в основном для устранения дефектов в тонкостенных деталях с низкой жесткостью.
Для тонкостенных деталей с повышенной жесткостью, чтобы снизить сварочные напряжения и предотвратить образование трещин, рекомендуется использовать газовую сварку с общим предварительным подогревом детали. Температура предварительного нагрева должна составлять около 600-700°C, после сварки следует медленное охлаждение.
1. Расходные материалы для газовой сварки:
Содержание углерода и кремния в сварочной проволоке должно быть немного выше, чем при горячей сварке. Как правило, при газовой сварке (эквивалентной локальному предварительному нагреву) общее содержание w(C+Si) в сварном соединении составляет около 7%.
Единая марка газосварочного флюса, используемого для сварки чугуна в Китае, — "CJ201".
2. Процесс газовой сварки серого чугуна:
Перед газовой сваркой необходимо очистить отливку.
Выберите сварочную горелку и сварочное сопло большего размера в зависимости от толщины отливки, чтобы повысить эффективность пламени и увеличить скорость нагрева. Пламя газовой сварки обычно должно быть нейтральным или слегка науглероживающим, но не окисляющим.
Старайтесь сохранять горизонтальное положение во время сварки.
После газовой сварки отливки могут охлаждаться естественным образом.
Для небольших отливок, когда дефекты расположены на кромках и участках с пониженной жесткостью, можно использовать метод холодной сварки.
Если дефекты расположены в центре отливки, соединение имеет повышенную жесткость или отливка имеет сложную форму, метод холодной сварки может не дать хороших результатов. В таких случаях следует использовать метод горячей сварки с температурой предварительного нагрева 600-700°C или метод "нагрева для уменьшения зоны напряжения".
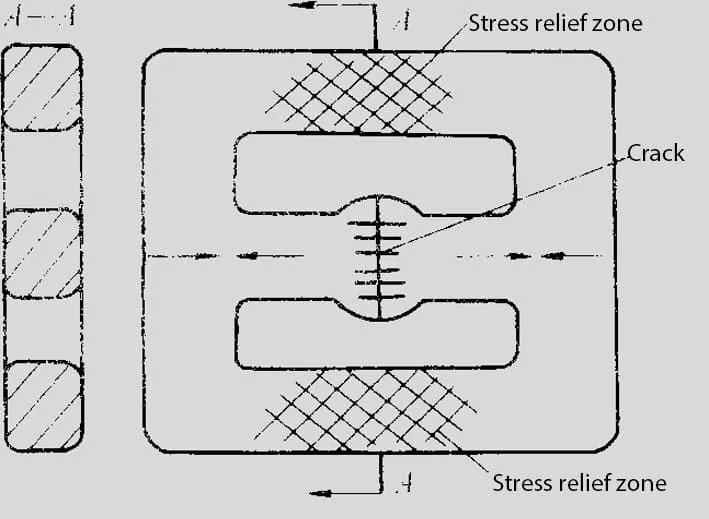
Метод нагревания для уменьшения зоны напряжения:
Этот метод, также известный как "сварка с симметричным нагревом", обычно используется для газовой сварки чугуна. Перед сваркой на отливке выбирается определенный участок, где нагрев может снизить напряжение в соединении. Эта область известна как "зона снижения напряжения", которая обычно располагается в области, препятствующей расширению и сжатию во время сварки. Во время сварки зона снижения напряжений нагревается до определенной температуры (обычно около 600-700°C, но не ниже 450°C).
Ключ к нагреванию зоны снятия стресса — выбор подходящего участка.
Как выбрать диапазон "Отопление для уменьшения стрессовой зоны":
a. Зона снижения напряжения обычно располагается в области, которая препятствует расширению и сжатию во время сварки и снижает напряжение в соединении при нагреве.
b. Следует также убедиться, что деформация в этой области не оказывает негативного влияния на другие части отливки.
c. В зависимости от условий и требований к отливке можно выбрать одну или несколько зон снижения напряжений.
Примечание 1: Из-за более длительного времени нагрева и большей площади нагрева при газовой сварке, а также более высокого термического напряжения при сварке, она более склонна к образованию холодных трещин при ремонте дефектов с повышенной жесткостью по сравнению с дуговой сваркой.
Примечание 2: Метод нагрева для уменьшения зоны напряжения не подходит для всепозиционной сварки отливок.
(3) Дуговая холодная сварка для сварных соединений типа "чугун":
В условиях холодной сварки существует два подхода к решению проблемы дефектов "белого рта":
Дальнейшее повышение способности сварного соединения к графитизации.
Увеличьте подачу тепла во время сварки, например, используя электроды большого диаметра, высокие токи и непрерывную сварку, чтобы замедлить скорость охлаждения сварного соединения.
Электроды для дуговой холодной сварки:
В настоящее время электроды для холодной сварки однородных швов также имеют марки "Z208" и "Z248". Однако их конкретные составы несколько отличаются от электродов для горячей сварки, при этом общее содержание углерода и кремния в сварном шве составляет W(C+Si) = 7,5% — 10%.
Ключевые моменты процесса дуговой холодной сварки для сварных соединений типа чугун:
Используйте электроды большого диаметра, высокие токи и непрерывную сварку.
Используйте источник питания постоянного тока обратной полярности (можно использовать и переменный ток) для сварки на высоком токе, длинной дугой, непрерывной сварки от центра к краям.
Удовлетворительные результаты могут быть получены при ремонте средних и крупных дефектов с относительно низкой жесткостью.
Этот метод в определенной степени применяется для устранения дефектов в сварных швах средней толщины и толще на станкостроительных и литейных заводах.
II. Дуговая холодная сварка для неоднородных (не чугунных) сварных соединений
Дуговая холодная сварка разнородных сварных соединений является перспективным процессом сварки.
(1) Материалы для дуговой холодной сварки неоднородных сварных соединений:
Дуговая холодная сварка разнородных сварных соединений в основном включает в себя регулирование химического состава сварного соединения для улучшения его структуры и свойств.
Гетерогенные сварные соединения можно разделить на три типа: на основе стали, на основе меди и на основе никеля, в зависимости от природы металла шва.
1. Электроды для холодной дуговой сварки сварных соединений на основе стали:
(1) Сильно окисляющиеся чугунные электроды: Марка EZFe-1 (обозначение Z100)
Хорошие технологические характеристики: Низкая стоимость электродов, хорошее сплавление металла шва с основным металлом, хорошая текучесть шлака и легкое удаление шлака.
— Однако из-за плохой обрабатываемости металла шва эти электроды подходят только для сварки необработанных поверхностей отливок и для устранения дефектов, где не требуется плотный шов и высокая стойкость к нагрузкам.
(2) Электрод из углеродистой стали EZFe-12 (Z122Fe):
— Это электрод с порошковым железом в сердечнике из низкоуглеродистой стали с титано-кальциевым покрытием. В покрытие добавляется определенное количество порошка низкоуглеродистого железа.
Он обладает такими преимуществами, как обилие источников, низкая стоимость и простота сварочных работ, и в определенной степени применяется в практическом производстве.
(3) Чугунный электрод с высоким содержанием ванадия EZV (Z116, Z117):
В качестве основы используется низкоуглеродистая сталь (H08), а в покрытие добавляется большое количество ванадиевого железа, в результате чего в металле шва образуется структура из стали с высоким содержанием ванадия.
Сварные соединения, выполненные чугунными электродами с высоким содержанием ванадия, обладают высокой прочностью, хорошей пластичностью, отличной плотностью, низкой склонностью к пористости и сильной трещиностойкостью. Поэтому они подходят для ремонта высокопрочного серого чугуна и чугуна с шаровидным графитом.
(4) CO2 сварочная проволока в газовой защите H08Mn2Si:
СО2 Сварочная проволока в газовой защите для сварки чугуна применяется в некоторых мастерских по ремонту автомобилей и тракторов, но пока не получила широкого распространения.
2. Электроды для холодной дуговой сварки на основе никеля:
Электроды из чистого никеля обладают наилучшей обрабатываемостью. В Китае в настоящее время существует три типа электродов на основе никеля с различным содержанием сплава и характеристиками.
(1) Чистый никелевый электрод EZNi (Z308):
Подходит для механической обработки. Прочность сварных соединений из чистого никеля аналогична прочности серого чугуна, при этом они обладают хорошей пластичностью, что приводит к отличной устойчивости к холодному растрескиванию. Однако никель — драгоценный металл, поэтому его не следует чрезмерно использовать при сварке.
(2) Никель-железный электрод EZNiFe (Z408):
Подходит для чугунных сварных соединений с высокими требованиями к прочности. Сварные соединения из никелированного чугуна имеют низкий коэффициент линейного расширения и хорошую трещиностойкость.
Никель-железные электроды обладают лучшими характеристиками, чем электроды из чистого никеля, и являются наиболее экономичными среди электродов на основе никеля, благодаря чему они находят более широкое применение в производстве.
(3) Никель-медный электрод EZNiCu (Z508):
Также известные как электроды Monel, они являются одним из самых ранних типов чугунных электродов. Никель-медные электроды имеют самую низкую производительность среди электродов на основе никеля, и они дороже, чем никель-железные электроды. Их можно использовать только для ремонта чугунных деталей с невысокими требованиями к прочности, но требующих обработки поверхности. В настоящее время этот тип электродов постепенно вытесняется никель-железными электродами.
При сварке чугуна электроды на основе никеля в основном используются для устранения небольших дефектов с повышенными требованиями к сварному соединению. При большой площади ремонта они используются в основном для нижнего слоя канавки с последующим заполнением другими экономичными электродами для экономии драгоценного металла никеля и снижения производственных затрат.
3. Электроды для холодной дуговой сварки на основе меди:
В настоящее время соотношение меди и железа в чугунных электродах на основе меди обычно составляет 80:20.
Общая обрабатываемость сварного соединения низкая, и оно используется в основном для устранения дефектов на необработанных поверхностях чугунных деталей.
Медно-железные электроды значительно отличаются по цвету от основного металла, что затрудняет их использование в тех случаях, когда требуется согласованность цвета с основным металлом.
Существует несколько форм медно-железных электродов:
(1) Железный порошковый электрод с медным сердечником (Z607): Покрытие является низководородным типом, а состав сварного шва составляет приблизительно 80% Cu и 20% Fe.
(2) Электрод с медным сердечником и железной кожей (Z616): Состав сварного шва составляет приблизительно 80% Cu и 20% Fe.
(3) Электрод из аустенитной стали с медью: Содержание меди в электроде должно быть больше, чем 80%, чтобы обеспечить хорошую трещиностойкость сварного соединения.
Медно-железные электроды обладают хорошей трещиностойкостью и легкодоступными материалами. Поэтому в настоящее время они в той или иной степени используются для сварки чугуна.
(II) Процесс дуговой холодной сварки для неоднородных (не чугунных) сварных соединений:
Основные положения можно свести к следующему: "Обеспечьте надлежащую подготовку, используйте соответствующий низкий сварочный ток, выполняйте сварку в коротких прерывистых режимах и сразу же зачищайте шов после сварки".
1. Предварительная подготовка к сварке:
Обычно это удаление масла и других загрязнений из зоны дефекта, тщательное наблюдение за состоянием дефекта (например, длина трещин) и подготовка соответствующих канавок для сварки.
Обычные методы очистки отливок включают механические методы с использованием шлифовальных кругов, проволочных щеток или зубил, а также химические методы с использованием растворителей, таких как трихлорэтилен, каустическая сода, бензин или ацетон.
2. Ключевые моменты дуговой холодной сварки:
Используйте соответствующий минимальный сварочный ток для обеспечения стабильной дуги и полного проплавления.
При дуговой холодной сварке разнородных сварных соединений применяйте короткую прерывистую сварку, выполняйте упрочнение после сварки и используйте технику сварки с рассеиванием.
3. Особенности процесса многослойного сварочного ремонта толстых и крупных деталей
Логически выстройте последовательность многослойной сварки.
При необходимости применяйте метод посадки проволоки: этот метод часто используется для ремонта трещин на толстых и крупных сварных конструкциях (например, на станинах крупных машин), которые испытывают значительные рабочие нагрузки.
Метод посадки проволоки в гетерогенный сварной шов при холодной сварке:
Метод посадки проволоки, как показано на рис. 4-17, представляет собой технику, при которой значительная часть напряжения в обозначенной зоне искусственно воспринимается материалом посаженной проволоки (низкоуглеродистая сталь), что предотвращает растрескивание корки.
В процессе сварки сначала сваривается винт, а затем область между винтами. При необходимости, чтобы уменьшить количество сварочного металла и уменьшить усадочные напряжения, в середину шва можно вставить узкую полоску из низкоуглеродистой стали. Это позволяет повысить эффективность сварки и сэкономить сварочные прутки. Метод посадки проволоки часто используется для заделки трещин на толстых и крупных сварных конструкциях (например, станинах больших машин), которые подвергаются значительным рабочим нагрузкам.
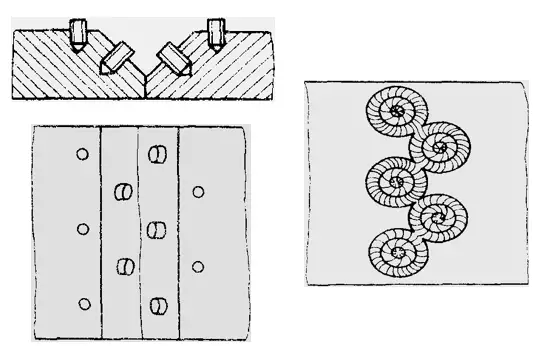
Рисунок 4-17 Схематическая диаграмма сварки с высаживанием проволоки
3. Пайка серого чугуна:
1. Преимущества пайки серого чугуна:
Во время пайки основной металл не плавится, что позволяет предотвратить появление дефектов белого литья и сохранить хорошую обрабатываемость соединения.
Пайка проводится при более низких температурах, что приводит к снижению напряжений в сварном соединении. Кроме того, отсутствие дефектов белого литья в шве снижает чувствительность к образованию трещин. Поэтому методы пайки для ремонта чугуна были изучены достаточно давно.
2. Оксиацетилено-пламенная пайка широко используется для чугуна как в отечественной, так и в зарубежной практике.
3. В прошлом для ремонта чугуна часто использовались латунные припои, в состав которых входило около 53%-55% Cu, а остальная часть приходилась на Zn. В Китае латунные паяльные материалы стандартизированы под кодом продукции "HL103". В качестве флюса для пайки можно использовать боракс. Пайка чугуна латунью в некоторой степени применяется в Китае.
4. Недостатки пайки латуни:
Прочность паяного соединения относительно невысока и обычно составляет от 117,6 МПа до 147 МПа.
Паяная область имеет ярко выраженный золотистый цвет, который значительно отличается от основного металла. Поэтому, хотя пайка латунью может подойти для некоторых ремонтных мастерских, она часто не отвечает требованиям к высококачественному ремонту сварных швов на новых чугунных деталях.
Состав паяльного сплава марганца, никеля, меди, цинка (массовая доля, %)
Состав флюса для пайки чугуна (массовая доля, %)
5. В последние годы в Китае были разработаны новые марганцево-никелево-медно-цинковые припои и соответствующие флюсы (см. таблицу), которые позволили добиться хороших результатов при пайке чугуна.
Вышеупомянутые марганцево-никелево-медно-цинковые припои и флюсы используются в основном для устранения небольших дефектов на обрабатываемой поверхности. В отличие от дуговой и газовой сварки, пайка требует воздействия на металлический блеск в месте пайки механическими методами, в противном случае пайка не будет держаться, что может препятствовать ее продвижению в пайке чугуна.
IV. Инженерные примеры ремонта сваркой серого чугуна
(A) Ремонт спиц шкива из серого чугуна с помощью сварки
Как показано ниже, спица "1" шкива из серого чугуна сломана, и сейчас она ремонтируется с помощью газовой сварки. Если газовая сварка применяется непосредственно к разрыву для холодной сварки, жесткость соединения будет высокой, что затруднит достижение хорошего качества сварки. Поэтому целесообразно использовать для сварки метод зоны термического восстановления. Литой обод колеса имеет большую толщину и препятствует усадке сварного шва во время сварки, поэтому зоной термического восстановления определена область "2".
- Во время сварки сначала нагрейте область "2" до определенной температуры. По мере нагрева этой области нагретый обод будет расширяться наружу, и зазор между трещинами в месте разрыва также будет соответственно расширяться.
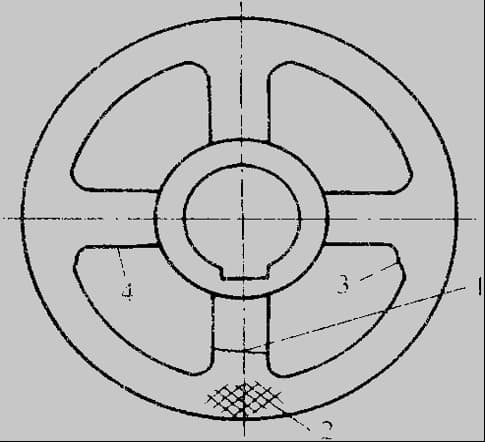
Зональная сварка с термическим восстановлением шкива
1 — Спица 2 — Зона снижения температуры 3.4 — Слабое место колеса
Как только зазор расширится до определенной степени, быстро переместите пламя, чтобы нагреть разрыв для сварки. Во время процесса сварки периодически нагревайте участок "2" для поддержания раскаленного состояния (примерно 600-700°C), чтобы обеспечить определенный уровень податливости и уменьшить сдерживающее воздействие на участок "1".
После сварки постоянно нагревайте область "2" пламенем, чтобы обеспечить ее усадку одновременно со швом. После сварки дайте ему остыть естественным образом в помещении. Поскольку зона уменьшения температуры снижает сдерживающий эффект литого колесного диска, уменьшается склонность к образованию трещин в шве.
При использовании метода зоны термического восстановления для ремонта сварных швов необходимо как снизить напряжение, так и обеспечить, чтобы деформация при нагреве не превышала допустимого диапазона (для предотвращения образования новых трещин).
В приведенном выше примере сварки шкива чем выше температура нагрева зоны снижения напряжения, тем больше зазор в сломанной спице и тем меньше напряжение в сварном соединении. Однако это может привести к чрезмерному расширению спицы, которая не сможет вернуться в исходное положение. Это эквивалентно увеличению длины сваренной спицы, что не только приводит к нарушению круглости обода колеса, но и может вызвать чрезмерное напряжение в соседних слабых местах (например, в зонах "3" и "4"), что приведет к разрыву.
Полезные советы по сварке чугуна аргоном
Дадим несколько общих рекомендаций и советов по сварке чугуна на производстве или в домашних условиях. Лучше использовать инверторный аппарат TIG с бесконтактным поджигом. Не придется каждый раз касаться изделия для возбуждения дуги, вольфрамовая игла дольше остается чистой, что сказывается на красоте шва, контроле сварочной ванны.
Если не нашли в продаже прутки для сварки чугуна, используйте проволоку. Советуем брать более толстый диаметр 1,2-1,6 мм, а не 0,6-0,8 мм, поскольку последние варианты будут быстро сгорать. Когда все-таки вынуждены использовать тонкую присадку, скрутите ее в несколько раз. Это можно сделать, сведя пару нитей проволоки вместе и зажав один конец в тиски, а второй – в патрон шуруповерта. При помощи электроинструмента закрутите проволоку, чтобы она стала более упругой и толстой, как стержень.
Силу тока важно установить ниже, чем при аргоновой сварке обычной стали. Так вы уменьшите тепловложение. Но если деталь была предварительно нагрета, можно установить силу тока и выше, увеличив проплавление. Всегда используйте обратную полярность.
Ответы на вопросы: резка металла с помощью плазмореза
Трещит чугун после сварки – это нормально?
Да, нормально. Чугун всегда будет трещать при остывании. Важно осмотреть деталь, когда она уже холодная, и убедиться в отсутствии видимых трещин. Для особо ответственных изделий применяют неразрушающие методы контроля ультразвуком или рентгеном.
Чем отличается сварка стали от сварки чугуна аргоном?
Сила тока для чугуна устанавливается ниже, нужно чаще менять стороны наложения шва. Сварка ведется короткими швами, которые накладываются не друг на друга, а всегда с заходом на основной материал.
Чем предварительно нагреть чугун?
В производственных условиях это делают методом индукции или в специальных печах. В домашних условиях подогреть чугун перед сваркой можно паяльной лампой или газовой горелкой (пропан-кислородное или ацетилен-кислородное пламя).
Можно ли поливать водой (бросать в снег) сваренные чугунные детали для скорейшего остывания?
Такая практика нередко применима при сварке стали, позволяет быстрее остудить заготовки, чтобы за них можно было браться руками для дальнейшей обработки. С чугуном такого делать нельзя! Это приведет к резкому охлаждению и появлению трещин.
Как обеспечить плавное остывание свариваемого изделия из чугуна?
Оставьте его в горниле печи, присыпав золой. Или прямо на сварочном столе засыпьте деталь толстым слоем песка.
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Особенности сварки чугуна
Некоторые сварщики не любят варить чугун, поскольку этот материал относится к трудносвариваемым. При создании шва образуется ряд дефектов, нередко работу приходится переделывать по несколько раз. Поэтому стоит рассмотреть особенности материала, чтобы знать, с чем предстоит столкнуться.
Виды чугуна
Чугун – это сплав железа с углеродом (минимальное содержание 2,14%) и другими компонентами. Чаще всего при производстве используются добавки кремния, марганца, серы, фосфора.
За счет высокого содержания углерода металл очень твердый, но хрупкий и не пластичный. Углерод может быть в виде цементита или графита. Тип и форма углерода определяют конечную марку чугуна:

По классификации металл подразделяется на: жаростойкий, износостойкий, коррозионностойкий. Возможно легирование медью и другими элементами. В зависимости от вида чугуна, его температура плавления составляет 1147-1538 ⁰С. Во время сварки чаще всего вам придется иметь дело со сплавами, плавящимися при 1500 ⁰С.
Свариваемость чугуна и другие свойства
Сваривать чугун труднее, чем обычную малоуглеродистую сталь. Чаще всего сварщики сталкиваются со следующими дефектами:
Поры
Во время ведения шва при выгорании углерода из сварочной ванны выделяются газы, что приводит к образованию пор. Последние делают шов негерметичным и ослабляют его. Жидкий металл может вступать в реакцию с азотом, водородом и водяным паром, присутствующими в окружающем воздухе. Поэтому важно надежно защищать сварочную ванну от воздействия внешней среды.
Трещины
Металл обладает пониженной теплопроводностью, поэтому место сварки сильно нагревается, а окружающие участки остаются холодными. Еще на границе шва образуется легкосплавное соединение железа и сульфида железа. Это приводит к разнице температур, напряжению и растрескиванию. Причем происходит это не сразу после сварки, а постепенно. По мере остывания можно услышать, как изделие трещит, что означает образование дефектов.
Непровары
Во время сварки из материала активно выгорает кремний. На его месте образуется оксид с повышенной температурой плавления, что препятствует свариваемости.
Деформации конструкции
Сильные внутренние напряжения от нагрева приводят к перекосам, перекручиванию и другим деформациям. При попытке выровнять деталь механическим путем, шов трескается, поскольку хрупкий и не пластичный.
Свариваемость серого чугуна
Серый чугун характеризуется высоким содержанием углерода и большим количеством примесей серы и фосфора.
Существует две основные проблемы, связанные с плохой свариваемостью: появление в сварном соединении белой литой и закаленной структуры, а также склонность к образованию трещин в сварном соединении.
I. Белая литая и закаленная структура в сварном соединении
1. Причина белого литья: При сварке серого чугуна из-за небольшого размера сварочной ванны и короткого времени ее существования в сочетании с теплопроводностью чугуна скорость охлаждения сварного шва и прилегающей зоны намного выше, чем скорость охлаждения чугуна в песчаной форме. Это приводит к образованию большого количества цементита, в результате чего структура чугуна становится белой.
2. Белая литая зона: В основном в зоне сварного шва, частично расплавленной зоне и зоне аустенита.
3. Сера, обычно содержащаяся в сером чугуне, сильно способствует образованию белого чугуна. Фосфор оказывает незначительное влияние на графитизацию, но избыток фосфора может привести к образованию хрупкой и твердой фосфорной эвтектики, тем самым снижая механические свойства серого чугуна.

Диаграмма структурных изменений в сварном соединении серого чугуна.
II. Растрескивание сварного шва
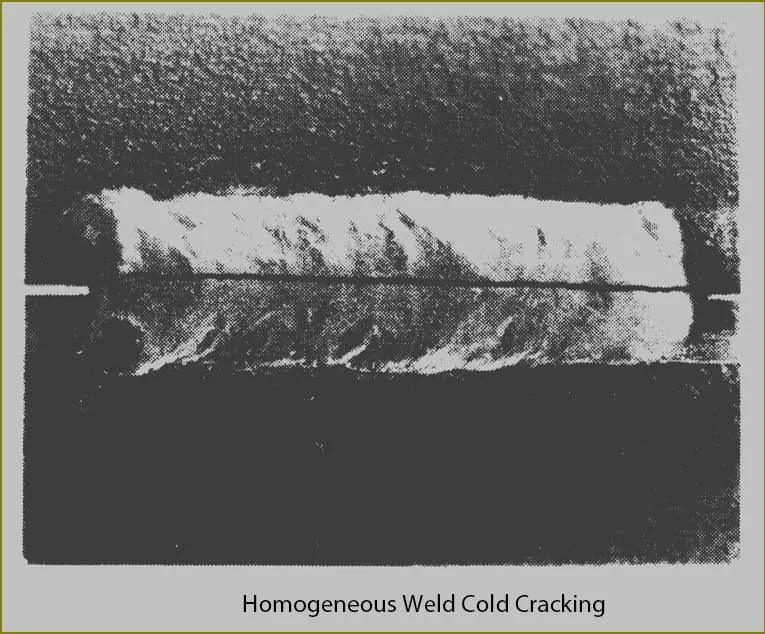
(1) Холодное растрескивание
1. Холодное растрескивание в сварном соединении
Этот тип трещин чаще всего возникает при сварке чугуна.
При использовании разнородных сварочных материалов для сварки, в результате чего образуется аустенитное, ферритное или медное сварное соединение, и при использовании разумного процесса холодной сварки металл шва менее подвержен холодному растрескиванию.
Установлено, что температура, при которой растрескиваются чугунные сварные соединения, обычно ниже 400°C. Трещины часто сопровождаются слышимыми звуками хрупкого разрушения.
Этот тип трещин часто возникает в длинных сварных швах или при ремонте крупных дефектов чугуна с высокой жесткостью.
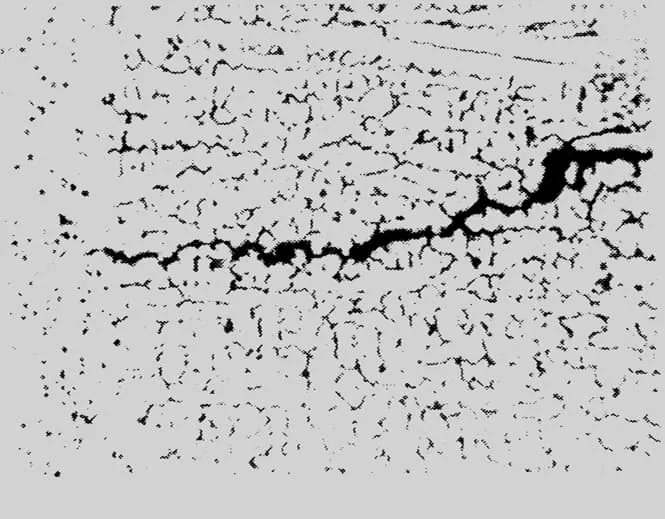
2. Холодное растрескивание в зоне термического воздействия
Большинство холодных трещин возникает в зоне термического влияния, содержащей большое количество цементита и мартенсита (рис. 4-7).
Кроме того, если чугунная деталь тонкая, даже незначительные дефекты литья (например, газовая пористость, шлаковые включения) оказывают существенное влияние на уменьшение эффективного рабочего сечения сварного шва. В таких случаях в зоне термического влияния, расположенной немного в стороне от линии сплавления, могут возникать холодные трещины.
Применение технологических мер для снижения напряжения в сварном соединении и предотвращения образования цементита и мартенсита в сварном соединении может помочь предотвратить появление холодных трещин, например, предварительный подогрев перед сваркой.

Холодные трещины в зоне термического влияния
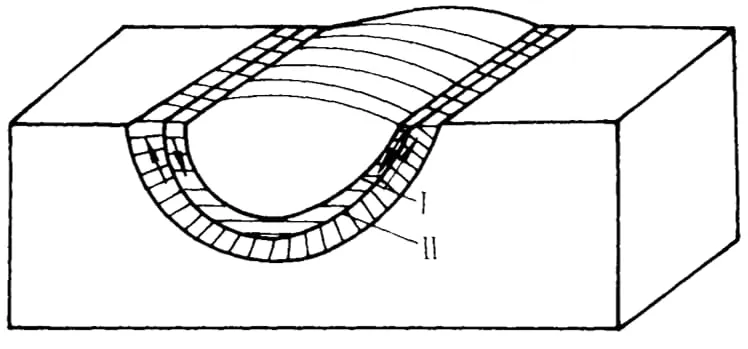
Из-за разной скорости сжатия формируются диаграммы сдвиговых напряжений в зоне полурасплава (I) и зоне аустенита (II).
(2) Горячее растрескивание
1. Сварка серого чугуна, особенно с разнородными сварными соединениями, имеет повышенную чувствительность к растрескиванию при затвердевании:
При сварке чугуна сварное соединение не чувствительно к горячему растрескиванию. Однако при использовании электродов из низкоуглеродистой стали и электродов для холодной сварки чугуна на основе никеля сварное соединение более склонно к образованию трещин затвердевания, которые являются разновидностью горячих трещин.
При сварке чугуна электродами из низкоуглеродистой стали первый слой шва подвержен образованию горячих трещин, часто скрытых в нижней части шва и плохо различимых с поверхности шва.
При сварке чугуна электродами для чугуна на основе никеля сварное соединение более чувствительно к горячему растрескиванию.
Горячее растрескивание сварных швов на основе никеля
Влияние углерода на горячее растрескивание металла шва в чугунном сварочном прутке Ni Fe
2. Профилактика: На производстве меры в основном направлены на снижение сварочных напряжений, изменение системы сплавов в сварном соединении и ограничение попадания примесей из основного материала в сварное соединение.




