

Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.

Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Паяние и лужение
Паянием называется соединение металлических деталей при помощи расплавленного сплава — припоя. Для паяния используют мягкие припои, температура плавления которых ниже 300°С, и твердые — с температурой плавления свыше 700°С.

Мягкими припоями служат оловянно свинцовистые сплавы, например ПОС50 и ПОСЗО — цифрами указано содержание в них олова в процентах. К твердым припоям относятся медноцинковые сплавы (ПМЦ48—содержание меди в процентах) и серебряные сплавы (ПСр25— содержание серебра в процентах).
Для очистки и предохранения поверхности от окислов применяют различные флюсы. При паянии мягкими припоями флюсами служат хлористый цинк и канифоль, медно-цинковыми припоями—обезвоженная бура, серебряными — фтористый натрий. Нагревать места соединения и расплавлять припой можно паяльниками, паяльными лампой или трубкой и газовой горелкой. Наконечники паяльников изготавливают из меди как наиболее теплопроводного материала.
Перед паянием поверхности металлов очищают напильниками и металлическими щетками, затем нагревают до температуры плавления припоя и при помощи флюса удаляют с поверхности окислы, после чего вводят припой. После охлаждения спаянных деталей обрабатывают полученный шов.
Паяние алюминия и его сплавов является весьма трудной операцией в связи с тем, что на воздухе, а особенно при нагреве на их поверхности образуется тугоплавкая пленка окислов, препятствующая паянию. Перед паянием поверхности сначала обезжиривают бензином или спиртом, затем зачищают напильником или металлической щеткой.
При паянии алюминия припоем может служить сплав из 25% Zn, 40% Sn, 15% А1 и 20% Cd, а также другие сплавы.
В качестве флюса при паянии мягкими припоями применяют смесь из 85% хлористого цинка, 10% хлористого аммония, 5% фтористого натрия; при паянии твердыми припоями — смесь из 10% фтористого калия или натрия, 8% хлористого цинка, 32% хлористого лития и остальное — хлористый калий.
Лужением называется покрытие поверхности изделия оловом или его сплавом для предохранения от коррозии.

Поверхности, подлежащие лужению, подвергают механической очистке, затем нагревают, удаляют с них окислы и наносят полуду (олово) двумя способами: натиранием (большие изделия), а небольшие изделия — погружением в расплавленную полуду.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Пайка, лужение и склеивание
2.16. Пайка, лужение, заливка вкладышей, металлизация и склеивание
Пайка – это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления припоя значительно ниже, чем соединяемых металлов.
Неразъемное соединение металлов пайкой может быть выполнено паяльником, в газовом пламени, пайкой в печах, в ванне, химическим способом, автогенной пайкой и др.
Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства.

Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
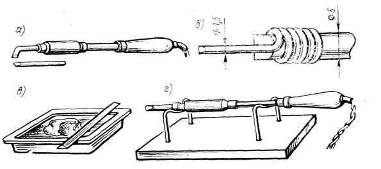
Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы (рис. 35).
а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
Мягкими припоями являются оловянно-свинцовые (с добавлением или без добавления сурьмы). Температура плавления этих припоев от 183 до 305 °C.
Твердость припоя определяется маркой и химическим составом применяемых для припоя металлов. Припои делаются на основе меди, латуни, серебра, никеля и алюминия. Кроме того, различают жаропрочные и нержавеющие припои на основе никеля, марганца, серебра, золота, палладия, кобальта и железа. Температура плавления твердых припоев составляет от 600 до 1450 °C
К химическим очищающим и травящим средствам относятся: соляная кислота, хлорид цинка, бура, борная кислота, нашатырь. Можно очистить поверхность механическими средствами, абразивным материалом или напильником либо металлическими щетками. Во время пайки поверхность предохраняется от окисления такими средствами, как стеарин, скипидар и канифоль.
Хлорид цинка – это химическое соединение соляной кислоты с цинком. Получают его путем помещения в разбавленную соляную кислоту кусочков цинка. После окончания реакции (прекращение выделения водорода) хлорид цинка следует слить в другую посуду, оставив осадок в прежней посуде. Разбавлять кислоту следует путем добавления в нее воды, а не наоборот.
Мягкие припои применяются для неразъемного соединения и уплотнения металлов при незначительных требованиях к прочности и выносливости соединения на растяжение и удар, твердые припои – для неразъемных и герметичных соединений большой прочности и выносливости на растяжение и удары.
Припои выпускаются в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.

Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка.
Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл.
Для лужения и цинкования в зависимости от детали и ее назначения нужно иметь чистое олово, цинк или их сплавы, паяльную лампу либо газовую горелку, очищающие средства, необходимые для обезжиривания и очистки поверхностей, подвергающихся лужению или цинкованию, ванны для плавки олова или цинка, обтирочный материал и клещи.
Подшипниковый сплав – это сплав металлов (олова, свинца, меди, сурьмы и др.), служащий для изготовления вкладышей подшипников скольжения заливкой. Во вкладышах из подшипникового сплава при вращении в них валов возникает очень незначительное трение.
Подбор наиболее соответствующих заданным условиям подшипниковых сплавов производят с учетом их физико-механических свойств, в частности антифрикционных свойств, способности выдерживать определенные давления и температуры, твердости, вязкости, литейных качеств и др.
Свойства подшипникового сплава определяет его главный компонент.
Различают подшипниковые сплавы на оловянной, свинцовой, алюминиевой, кадмиевой, цинковой, медной (бронза, латунь) и других основах. Чаще всего используют подшипниковые сплавы на основе олова, свинца или меди.
Жидкий подшипниковый сплав получают в графитовом или чугунном тигле. Тигель подогревают паяльной лампой, на кузнечном горне или пламенем газовых горелок.
Температура отливки подшипниковых сплавов на основе олова или свинца составляет от 450 до 600 °C. Температура плавления бронзы составляет от 940 до 1090 °C. На расплавленный подшипниковый сплав перед разливкой насыпается измельченный древесный уголь, который предохраняет сплав от окисления.

Металлизация напылением – это нанесение металлического покрытия на поверхность изделия путем разбрызгивания под давлением расплавленного металла.
Эта операция выполняется с помощью специальных пистолетов. Металлизация применяется с целью предохранения изделий от коррозии, а также для ремонта изношенных деталей машин, для исправления дефектных отливок, а также для исправления дефектов, возникающих в результате обработки резанием.
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ), называемым клеем, их соединения и выдерживания под некоторой нагрузкой до затвердения клея. В ряде случаев применяется подогрев склеенных деталей.
Клей представляет собой вязкое вещество, обладающее склеивающей способностью. Клей состоит из наполнителя, отвердителя, растворителя связующего компонента, пластификатора.
В зависимости от назначения клея в качестве наполнителя применяются древесная мука, измельченный асбест, порошки металлов, их окислы и др. В зависимости от отвердителя различают клеи холодного и горячего отвердения.

Различают следующие виды клеев: белковые или растительные (крахмал, декстрин, гуммиарабик, резиновый клей), животные (костный, рыбий, козеиновый, мездровый, столярный и др.), синтетические (карбинольные, карбамидные, смоляные и др.).
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ, полиамидные ППФЭ-2/10, МПФ-1, карби-нольные и полиуретановый ПУ-2. Этими клеями кроме металлов можно склеивать также и неметаллические изделия, такие как дерево, стекло, керамику, искусственные материалы, кожу, ткани бумагу и т. д.
В слесарном деле клей используется прежде всего для соединения как металлических деталей, так и металлических деталей с неметаллическими. Для этого используют карбинольный клей.
Склеиваемые поверхности следует тщательно очистить механическим способом, затем обезжирить авиационным бензином, бензолом или толуолом. После обезжиривания изделие высушивают, не касаясь пальцами поверхностей, предназначенных для склеивания.
Из цветных металлов хуже всего склеивается медь, немного лучше – латунь и бронза.
Работник, выполняющий операции металлизации, лужения, пайки или склеивания, соприкасается с расплавленным металлом, кислотами, щелочами и парами разных едких и вредных для организма веществ. Помещения, в которых выполняются указанные операции, должны иметь хорошую вентиляцию.
Работники должны иметь защитную одежду, очки и рукавицы. Паяльная лампа должна быть технически исправна. При накачке топлива нельзя создавать высокое давление, нельзя также доливать топливо в разогретую лампу. Кислоты и щелочи следует держать в стеклянных бутылях, а разводить их необходимо, доливая кислоты в воду, а не наоборот. На рабочем месте не должно быть тряпок, разлитого масла и смазки.
Поделитесь на страничке
Следующая глава {amp}gt;
Правильный порядок действий

Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др. Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице.
Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС 61, ПОС 40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведен в таблице.Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.

В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.





")

