

- На каких физико-химических процессах основана пайка
- Особенности выбора
- Что представляют собой припой и пайка
- Пайка медных труб
- Как выбрать припой
- Плюсы и минусы разных видов припоев
- Возможности паяного соединения
- Низкотемпературные
- Высокотемпературные
- С фосфором
- С цинком и серебром
- Флюсы для работы твердыми припоями
На каких физико-химических процессах основана пайка
Спаяные медные трубы
При пайке припой, нагреваясь, сначала размягчается, а потом уже переходит в жидкое состояние. Этот температурный интервал носит название зоны плавления припоя. Соединяемые детали во время пайки нагревают, но не доводят до жидкого состояния. Процесс сплавления жидкого припоя происходит тогда, когда температура припоя становится выше температуры его плавления.
Время пайки, или период от нагрева места спайки до момента перехода припоя в твердое состояние, его кристаллизации, составляет в среднем 4-5 минут. Необходимо также, чтобы паяльный инструмент генерировал столько тепла, чтобы за 2 минуты нагрева расплавленный припой вступал в реакцию с соединяемыми поверхностями. В таком случае флюс и детали не перегреются.
Во время пайки припой вступает в физико-химические взаимодействия с соединяемыми медными трубами. Эту его способность называют паяемостью.
Сама природа всех физических и химических процессов, происходящих при пайке, очень сложна и полностью не изучена. Однако всю процедуру пайки кратко можно описать следующим образом. Подготовительными этапами в формировании соединения можно считать нагрев, плавление и смачивание, или контакт жидкого металла с нагретой поверхностью детали.
В результате смачивания твердого металла жидким происходит замена поверхности твердого металла на поверхность раздела фаз жидкость-твердое тело. В ней происходят растворно-диффузионные, диффузионные и химические процессы взаимодействия между жидким припоем и соединяемыми деталями (трубами из меди).
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
- Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.

Низкотемпературные припои для пайки медных труб
- Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.

Высокотемпературные припои для пайки медных труб
Braze Tec
Температура плавления, °С | 645 ― 815 |
Температура рабочая, °С | 710 |
Прочность готового соединения на разрыв , МПа | 250 |
Плотность материала, г/см³ | 8,2 |
Какую температуру могут выдержать соединения, °С | 150 |
- Температура плавления: 630 – 730 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы
- Какой флюс подходит: LP 5.
Ролот 15
- Температура плавления: 650 – 800 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы.
- Какой флюс подходит: LP 5.
Особенности выбора 
Большая зависимость здесь наблюдается от температуры плавления, так как чем она выше, тем большему влиянию подвергается металл трубы. Если это не принципиально важно, как в толстых трубах, на которых не лежит большая ответственность, то лучше выбирать твердый припой для меди с высокой температурой плавления.

При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.
Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
Что представляют собой припой и пайка
Припоем является металл, либо сплав, применяемый для соединения двух металлических деталей с целью получения единой конструкции. Процесс соединения деталей при помощи припоя называется пайкой.
Припои могут применяться в различных отраслях и иметь разнообразную форму выпуска: чашки, проволоки, прутки, фольга и т.д. Химический состав применяемого припоя зависит от того, какая необходима температура плавления, от вида соединяемых деталей и их размера и от других параметров.
В основе привоев могут быть следующие металлы:
- олово;
- серебро;
- цинк;
- сурьма;
- свинец;
- медь.
Важно отметить, что у припоев должна быть более низкая температура плавления в сравнении с металлами, из которых изготовлены основные детали, лишь слегка нагреваемые в процессе пайки и не подверженные деформации. Это делает пайку гораздо более выгодным методом соединения, нежели сварку.
По температуре плавления среди припоев выделяют следующие виды: легкоплавкие (от 145 и до 450°С), среднеплавкие (до 1100°С) и высокоплавкие (до 1850°С). Легкоплавкие предназначены для мягкой пайки, среднеплавкие и высокоплавкие – для твердой пайки.
Твёрдый припой для пайки медных труб
Помимо припоя при пайке применяют так называемый флюс, необходимый для защиты соединяемых припоем поверхностей от окисления. Для получения прочного соединения методом пайки важно точно выбрать припой и флюс.
Пайка медных труб

По причине того, что медь слабо подвержена коррозийным процессам, она легко поддается пайке. С нею в процессе стыковки лучше всего контактируют олово, серебро, другие сплавы и металлы.
Для соединения медных изделий задействуют капиллярную пайку. Она основана на способности жидкости за счет адгезии перемещаться по узким каналам, в том числе и против направления действия силы тяжести. Благодаря явлению капиллярности, припой способен равномерно заполнить зазоры вне зависимости от того, каким образом располагаются трубы.
Процесс пайки при этом может происходить с использованием легко-, средне – и высокоплавких припоев. За счет первого вида выполняют низкотемпературную пайку, а двух других – высокотемпературную. В основе выбора припоя лежат условия, в которых будет эксплуатироваться готовый трубопровод.
К легкоплавкому виду, еще называемому мягким припоем для пайки медных труб, принадлежит олово и сплавы с ним: оловянно-медные, оловянно — серебряные, оловянно-медно-серебряные. К такому же типу принадлежат припои, главным компонентом в которых является свинец, но они токсичны и по этой причине их нельзя использовать при прокладке трубопроводов для подачи питьевой воды.
Медь благодаря своей слабой подверженности коррозии прекрасно поддается пайке. При этом нет необходимости применять тяжелую артиллерию средств для подготовки соединяемой поверхности. Лучше всего контактируют в процессе пайки с медью серебро, олово и другие металлы и сплавы.
Электрический аппарат для пайки медных труб REMS
Для медных трубопроводов применяют капиллярную пайку, основанную на явлении капиллярности, т.е. возможности движения жидкости по узким каналам за счет адгезии даже в направлении, противоположном воздействию силы тяжести. Благодаря этому свойству припой может равномерно заполнять зазоры, не зависимо от положения труб.
Поведение припоя в процессе пайки
При этом пайка может проводиться с применением как легкоплавких припоев, так и средне- и высокоплавких. При помощи первых осуществляют низкотемпературную пайку, вторые и третьи необходимы для высокотемпературной пайки. Выбор припоя зависит от условий эксплуатации готового трубопровода.
Припой для пайки медных труб
К легкоплавким, их еще называют мягкими, припоям относится олово, а также славы, в которых оно является основным компонентом: оловянно-серебряные, оловянно-медные, оловянно-медно-серебряные. К этому типу относятся и припои на основе свинца. Но он токсичен, поэтому применение припоев с этим металлом не допустимо при монтаже водопровода для питьевой воды.

Несмотря на то, что мягкие припои не особо прочные, при капиллярной пайке даже с применением низкотемпературных припоев возможно получение высокопрочных сантехнических труб. Легкоплавкие припои применяют для соединения медных труб, диаметр которых составляет 6 -180 мм. Их предпочитают по той простой причине, что они работают при низких температурах. В то время как при высоких температурах медь может потерять твердость.
Среднеплавкие и высокоплавкие припои объединяют под названием «твердые припои». Для высокотемпературной пайки медных труб используют припои на основе меди и серебра, а также некоторых других металлов. Они позволяют получить прочный и устойчивый к воздействию высоких температур и давления шов.
Медно-фосфорный припой L-CuP6
Наиболее популярные среди них:
- серебряные;
- медно-фосфорные;
- медно-серебряно-цинковые.
Два последних не требуют применения флюса.
Флюс для пайки меди, алюминия и других металлов
Основное преимущество твердых припоев связано с прочностью и высокой температурной устойчивостью полученных швов. Высокотемпературной пайкой осуществляют соединение медных труб диаметром 6-159 мм, в водоснабжении диаметр труб, соединяемых такой пайкой, не должен быть меньше 28 мм.
На практике среди мягких припоев наиболее популярный оловянно-медный, среди твердых для соединения медных труб чаще применяют медно-фосфорные припои. Точная рецептура их изготовления и процентное содержание компонентов колеблется у разных производителей.
Электрический аппарат для пайки медных труб REMS
Флюс для пайки меди, алюминия и других металлов
Твёрдый припой для пайки медных труб
Спаяные медные трубы
Припой для пайки труб из меди
Пайка медных труб
Поведение припоя в процессе пайки
Припой для пайки медных труб
Как выбрать припой
https://www.youtube.com/watch?v=z0YhZ7c80hI
Невзирая на то, что мягкие припои считаются недостаточно прочными, при применении капиллярной сварки можно получить качественную сантехническую конструкцию. Легкоплавкие припои используют для стыковки медной трубной продукции диаметром 6 –180 миллиметров. Им отдают предпочтение потому, что они работают при невысоких температурах. Дело в том, что медь при высоких показателях температуры способна потерять прочность.
Все припои, принадлежащие к средне- и высокоплавкому виду, относятся к твердому типу. Для высокотемпературной пайки изделий из меди применяют припои на основе меди, серебра и других металлов. Благодаря их использованию, получается шов, отличающийся прочностью и устойчивостью к действию повышенного давления и высоких температур.

Среди них наиболее востребованы:
- медно-фосфорные;
- медно-серебряно-фосфорные;
- серебряные.
В последнем случае требуется не только припой, но и флюс паста для пайки медных труб.
Плюсы и минусы разных видов припоев
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров. При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.
Перед тем, как приступить к созданию медного трубопровода, следует убедиться в отсутствии на поверхности каких-либо дефектов, которые довольно часто можно обнаружить при нарезке труб. Надежность швов во многом зависит от чистоты изделий, которые используют в рабочем процессе. Для продукции диаметром 6-108 миллиметров ширина места соединения может быть 7-50 миллиметров.
Возможности паяного соединения
В системах поставки газа, воды, теплоносителей часто устанавливают трубы с тонкими стенками. Такие трубопроводы легче паять, чем сваривать.
Правда, процесс идет относительно легко при работе с чистой медью или ее сплавами, содержащими цинк, олово, свинец, другие химические элементы стойкие к окислению. Даже в случае образования оксидов, они легко удаляются.

Если в составе сплавов есть титан, алюминий, кремний, хром, то образующийся в результате окисления продукты удалить сложно. В большинстве случаев для производства труб применяются сплавы первого типа.
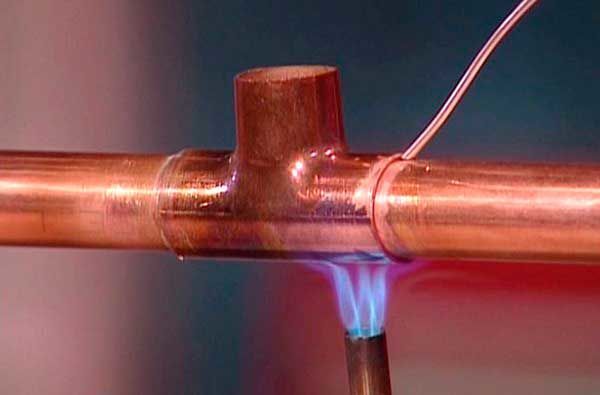
Медные трубы можно соединять и ремонтировать пайкой посредством твердых или мягких припоев. Каждый способ имеет свои особенности. Пайка меди твердым припоем проводятся при большой температуре. В этом случае применяют горелку.
Низкотемпературные
С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно.
Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.
Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.
Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.
Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.
Высокотемпературные
Совсем другие возможности по эксплуатации трубопроводов появляются после проведения твердой пайки. Горячая, почти кипящая, вода может находиться в трубопроводах под давлением 16 атм.
Жидкие растворы с температурой 65 ℃ позволено закачивать в системы при давлении 25 атм. Теплая вода, нагретая до 30 ℃, может при необходимости пребывать в трубопроводах под давлением 40 атм.
С фосфором
Для твердой пайки идеально подходит медно-фосфористый (медно-фосфорный) припой. Фосфора в нем только 6 %. Все остальное составляет медь.
Совсем небольшое количество фосфора существенно понижает температуру плавления меди, делая процесс энергетически экономным.
Фосфорный припой обеспечивает прочное соединение, не требует применения флюсов. Благодаря большой концентрации меди припой имеет почти такой же коэффициент расширения, как и материал труб. Это значительно упрощает работу.
Пользуется популярностью припой на основе меди (92 %) с фосфором (6 %) и серебром (2 %). При расплавлении он выполняет функцию не только припоя, но и флюса.

Для ремонта холодильного оборудования, смесителей, мощных электрических машин, кондиционеров применяют припой на основе меди с добавками приблизительно 6 % фосфора, 4 % олова, около 0,95 % циркония.
Этот сплав нужно погружать в момент максимально возможного нагрева деталей. Пруток припоя с цирконием вводят в рабочую зону до тех пор, пока он не станет полностью растекаться.
Фосфорсодержащие сплавы не могут быть использованы для пайки цветных металлов с концентрацией никеля больше 10 %, алюминиевой бронзы, чугуна, стальных сплавов.
Если планируется пайка медных изделий с бронзой или латунью, а также высокотемпературное соединение бронзы с латунью без специального флюса обойтись будет невозможно. Следует приобрести готовый состав, уточнив диапазон его возможных применений.
С цинком и серебром
Пластичное, прочное соединение образуются с помощью медно-цинкового припоя, состоящего из 30 % цинка, 26 % меди и 44 % серебра.
Он имеет относительно высокую стоимость, применяется для пайки пищевых медных изделий. Абсолютно безвредный состав образует соединение с высокой теплопроводностью, не подвергающееся коррозии.
Флюсы для работы твердыми припоями
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.

Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Составы для пайки в жидком виде
Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Во многих случаях высокотемпературную пайку медных изделий без флюсов провести невозможно. Для очистки рабочей зоны, предотвращения окисления используют несколько соединений бора: метаборную кислоту, оксид бора (ангидрид кислоты), тетраборат натрия.

К флюсам, предназначенным для пайки стальных сплавов, производители добавляют фториды кальция и калия. Композиции из борной и плавиковой кислот с добавкой гидроксида калия можно применять как для пайки меди, так и различных стальных сплавов.
Самый простой флюс для пайки меди при высоких температурах – это бура. Она универсальна по действию, доступна, имеет небольшую цену.
Флюсы поступают в продажу в виде растворов, сыпучих порошков, твердых кусочков. Часто для удобства флюс соединяют с припоем. Пруток припоя можно обмазать сверху, положить кусочек во внутреннюю полость стержня.
В тех редких случаях, когда припой для работы с медью имеет форму порошка, его соединяют (при необходимости перетирают) с сухим флюсом.







")

