

Процесс пайки алюминия
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
- зона спаивания обильно покрывается флюсом;
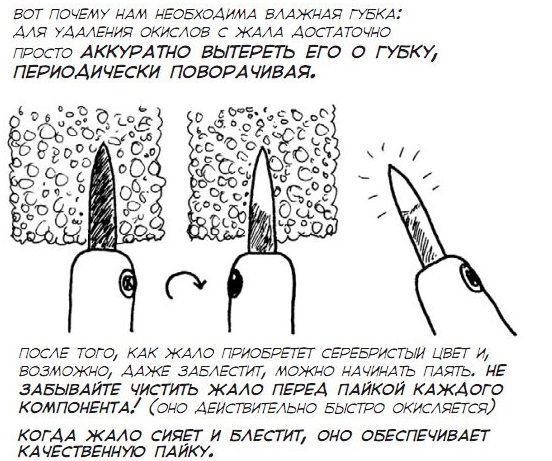
- раскаленное жало паяльника очищается путем погружения в канифоль;
- часть припоя наносится тонким слоем на место соединения (лужение);
- производится наложение основного слоя припоя.
После окончательного застывания, место обработки протирается влажной губкой и шлифуется инструментом с абразивной поверхностью.
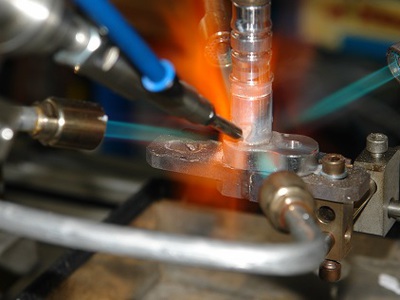
Несколько иначе происходит пайка алюминия газовой горелкой. Заготовки должны быть разогреты по всей поверхности, иначе эффективного соединения не достигнуть. Используется проволочный припой, расплавляемый пламенем газовой горелки непосредственно на стыке деталей. Предварительно место соединения обрабатывается флюсом.
Важным моментом является использование индивидуальных средств защиты от вдыхания паров флюса. Лучше всего использовать респиратор и обеспечить хорошее проветривание рабочего пространства.
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его.

Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества.

Пайка алюминиевым припоем кх718fcww09020
Понадобится

Стержневой припой для пайки алюминия можно поспрашивать в технических магазинах для сварочных работ. Но из-за узкого направления, применения его довольно трудно найти, да и цена довольно дорогая.
Самый доступный способ это купить его на
Стоит он там недорого, берите сразу пачку — со временем пригодится.
Так он выглядит без упаковки. Обычный кусок проволоки на вид, но не совсем: внутри этого стержня содержится специальный порошок.
Указана температура плавления в Фаренгейтах, если переводить в нам удобные единицы, то будет 370-400 градусов Цельсия.
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
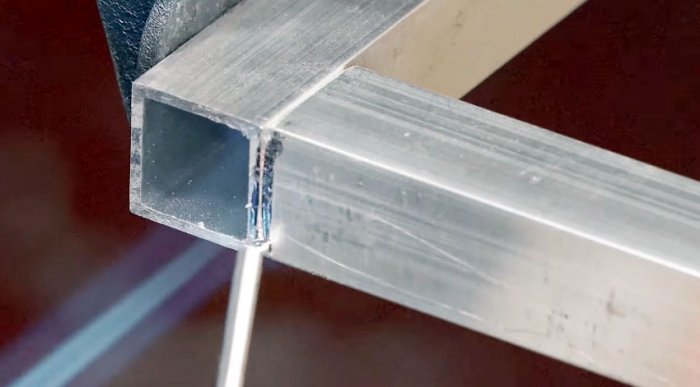
Как паять алюминий оловом своими руками
Приступим непосредственно к пайке. Для начала необходимо подготовить поверхность металлов. Берем грубую металлическую щетку и чистим место будущей пайки.
Если говорить более точно, то нужно не только очистить поверхность от различной грязи и окислов, но и создать крупную шероховатость для лучшего сцепления припоя с поверхностью.
Таким методом нужно зачищать обе детали в месте будущего соединения.
Теперь фиксируем струбциной части и зажимаем все в тиски для устойчивости и надежности.
Берем газовую горелку. Причем чем толще металл, тем мощнее должна быть горелка, способная прогреть детали до температуры пайки.
Нагреваем соединение.
Спустя некоторое время, паяльным стержнем касаемся нагретых деталей на секунда.
Если расплавления нет — продолжаем нагревать.
Пробуем повторно. И как можно заметить — припой начал плавиться.
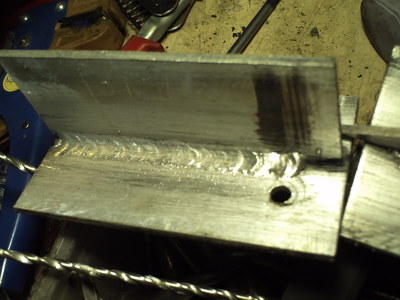
Не убирая горелки, припой размазываем по соединительному шву. Он отлично растекается.
После того как припой равномерно распределился, ждем пару секунд чтобы припой затек во все доступные места.
Далее выключаем горелку и ждем полного остывания.

Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
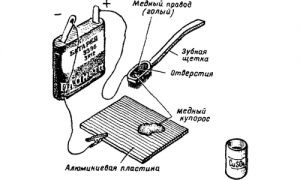
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к « » источнику постоянного тока.

В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Припои и флюсы для пайки
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.

Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Чтобы алюминий или его сплав вступил во взаимодействие с припоем, нужно разрушить пленку на его поверхности в месте будущего соединения. Эту функцию выполняет флюс – вещество способное:
- удалять оксидные образования;
- нормализовать поверхностное натяжение металла;
- улучшать распределение припоя.
При выборе флюса необходимо внимательно изучить прилагаемую аннотацию. В ней указывается, для какого металла предназначено изделие и вид припоя, с которым оно взаимодействует наиболее эффективно.
Из активных флюсов отечественного производства при пайке алюминия своими руками рекомендуются марки:
- Ф 61 – при работе с алюминиевыми сплавами и в низкотемпературных режимах.
- Ф 64 – для крупных и массивных деталей.
- Ф 34А – при использовании тугоплавких припоев, требующих применения высокой температуры.
Зарубежным аналогом, пользующимся популярностью в нашей стране, является Castolin Alutin 51L. Наибольшая эффективность достигается при взаимодействии с припоями той же фирмы.
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.

Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Для соединения серебряных частей нужно выбирать флюс для пайки такой, чтобы он смог не допустить появления оксидной пленки и мог обезжирить паяльную зону. Пайка серебра выполняется очень просто: прогрейте поверхность металла до получения защитной пленки с помощью газовой горелки.
Флюс для серебра имеет такие характеристики:
- соединение максимально крепкое;
- отсутствие горючести;
- рабочая температура колеблется в пределах от 520 до 820 градусов.
Качество пайки и возможность получения паяного соединения во многом зависят от правильного выбора флюса. При выборе флюса учитывают следующие основные факторы: паяемый материал, тип припоя, необходимость очистки изделия от остатков флюса после пайки, способ нагрева, температура и скорость пайки.
Из всех приведенных факторов основным при выборе флюса является паяемый материал. Алюминий, магний, нержавеющая сталь и некоторые другие металлы невозможно паять, применяя канифольные флюсы.
Для пайки таких металлов следует брать активные флюсы, обеспечивающие во время пайки удаление окисной пленки и смачивание основного металла. Трудно поддаются пайке с канифолью сталь и чугун. Эти металлы легко паять с хлористым цинком или другими активными флюсами.
Совершенно недопустимо применять кислотные флюсы при пайке электрической, радиоэлектронной или другой аппаратуры, промывка которой после пайки невозможна.
В этом случае могут быть выбраны только некоррозионные флюсы, имеющие после пайки твердый, нелипкий и негигроскопичный остаток с хорошими изоляционными свойствами. Органические флюсы при действии на них открытого пламени быстро разлагаются и теряют свою активность.
По этой причине их не следует применять при пайке газопламенными горелками. Пастообразные флюсы удобно применять при пайке в печах или с нагретым ТВЧ. Если пайку осуществляют быстро, необходим активный флюс, при длительной пайке флюс может быть менее активным, но должен обладать достаточной стойкостью против разложения.
Определение этих свойств производят на предварительно очищенной пластинке основного металла. Для этого на одну ее сторону наносят слой флюса, а с другой стороны подогревают горелкой.
После испарения влаги на пластинке остается белый налет, который затем плавится и равномерно растекается по металлу. Если при нагреве флюс собирается в шарики, он считается непригодным для данного металла.
В случае, когда расплавленный флюс используют для пайки погружением, он должен обеспечить удаление всех окислов с поверхности металла и способствовать хорошему затеканию припоя в зазор.
Для определения коррозионной активности флюса его вместе с припоем наносят на металлическую пластинку и подвергают образец воздействию внешней среды при нормальной и повышенной температуре во влажной атмосфере. Степень коррозионной стойкости системы основной металл–припой–флюс определяют визуально при небольшом увеличении или взвешиванием образца (без флюса) до и после испытания.
Рекомендации по выбору типа флюса в зависимости от паяемого металла даны в таблице.
| Канифоль | Медь, латунь, олово, кадмий, серебро, палладий, золото, платина; стали, покрытые медью, оловом, серебром, кадмием |
| Древесная смола | |
| Глицерин, цинк хлористый, аммоний хлористый | Медь, латунь, бронзы, оцинкованное железо, никель, палладий; золото, платина, серебро; стали, покрытые никелем, серебром, цинком и медью |
| Соли гидразина | Медь, латунь, серебро, золото, палладий, платина, никель, кадмий, свинец, олово |
| Триэтаноламин, фторборат металлов | Оцинкованное железо, алюминий, бериллиевая бронза, медь, латунь |
| Цинк хлористый | Медь, латунь, бронза, сталь, чугун, свинец, никель, палладий, инконель, золото, платина, серебро, цинк, хлористые стали, монель, нихром |
| Цинк хлористый, соляная кислота | |
| Цинк хлористый, аммоний хлористый | Углеродистые и малоуглеродистые стали, медь, латунь, бронза, цинк, олово, свинец |
| Цинк хлористый, плавиковая кислота | Чугун; латуни и бронзы, содержащие алюминий, кремний, марганец |
| Цинк хлористый, хлориды олова, меди, натрия, калияСоляная кислота | Медь, латунь, бронза, сталь, чугун, никель, хромоникелевые сплавы, оцинкованное железо, монель |
| Цинк хлористый, органические кислоты, соляная кислота, хлориды меди, олова | Нержавеющая сталь, никель, чугун |
| Хлориды и фториды цинка, лития, натрия, кадмия | Алюминий и его сплавы |
| Фосфорная кислотаСпирт | Бронза, содержащая марганец; хромистая сталь |
| Стеарин, воск, вазелин, жиры | Цинк, свинец, олово, кадмий, медь, латунь |
| Бура | Углеродистые стали, чугун, медь, твердые сплавы |
| Бура, борная кислота | Малоуглеродистые стали, чугун, медь, латунь |
| Бура, борная кислота, фториды кальция, натрия | Нержавеющая сталь, жароупорные и твердые сплавы |
| Хлориды и фториды натрия, магния, калия, лития, серебра, бария | Титан и его сплавы, цирконий и его сплавы |
| Хлориды и фториды натрия, калия, бария, алюминия, криолит | Алюминий и его сплавы |
| Хлориды, фториды, бораты | Алюминиевые бронзы и латуни, содержащие не более 5 % Аl |
| Хлориды, фториды | Магний и его сплавы |
| Фтористый аммонийФторборат аммонияФторборат калияФтористый водород, аргон * | Нержавеющая сталь, жаропрочные сплавы |
| Трехфтористый бор, аргон * | Сплавы, содержащие алюминий, магний, хром, титан, кремний, нержавеющая, сталь |
| Борметиловый и борэтиловый эфир ** | Медь, углеродистые, малоуглеродистые и нержавеющие стали |
| Литий, натрий, калий, рубидий, цезий *** | Нержавеющая сталь |
| * Для получения газа при пайке в контейнере.** Для получения газа при пайке газопламенными горелками.*** Для получения газообразного металла при пайке в вакууме. |
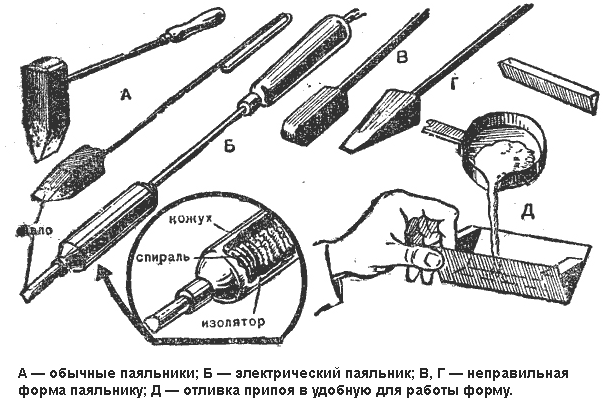
Инструменты
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Этапы пайки алюминия
- Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
- Заготовки должны быть надежно закреплены в тисах или струбцинах.
- Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
- Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
- Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
- При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
 Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.

Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
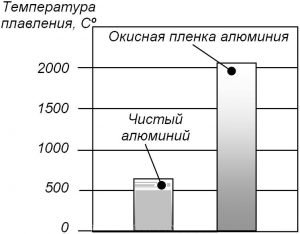
Способность металла создавать на своей поверхности прочную оксидную пленку является основной проблемой при производстве пайки. Ее невозможно удалить механическим путем с помощью зачистки, так как процесс образования новой пленки занимает по времени менее секунды. Такое препятствие не позволяет произвести лужение поверхности, потому что является тугоплавким, а основной материал (алюминий) обладает температурой плавления в 660(сплавы еще меньше).
Чтобы решить возникшую задачу, необходимо применение специальных флюсов и припоев. Может понадобиться дополнительное нагревание поверхности на газовой плите или посредством паяльной лампы.
Пайка алюминия своими руками может производиться с помощью обычного паяльника мощностью 100 и более Ватт либо газовой горелки. Второй вариант используется при обработке больших площадей и длинных стыков. Но нельзя допустить перегрева основной детали, потому что она может расплавиться или получить деформацию (изменение геометрии).







")

