

- Пайка на установках.
- Припой.
- Пайка клещами.
- Флюсы.
- § 16-4. Сварка соединений в обмотках
- Подготовка поверхности к окраске.
- § 16-5. Лужение
- Устройство нагревательного элемента паяльника.
- Отделка машин после испытания.
- Самодельная подставка для паяльника.
- Проверка параллельности оси вращения вала относительно опорной плоскости.
- § 18-1. Основные определения
- § 18-2. Организационные формы сборки
- Поточная сборка.
- Измерение воздушного зазора.
- Запрессовка подшипниковых щитов в станину.
- Приспособления и инструменты, применяемые при сборке.
Пайка на установках.
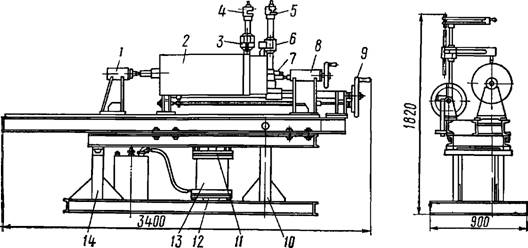
На рис. 16-2 показана установка для пайки с петушками коллектора выводных концов якорей различных типоразмеров.На сварной раме установки расположены неподвижная бабка 1, подвижная бабка 8, устройства для передвижения электрододержателей с закрепленными в них электродами 3 и 6.Вдоль оси якоря электрододержатели передвигаются при вращении штурвала 9, а по вертикали — винтами 5 и 4.
Расстояние между электродами изменяется винтом 7.Наклон якоря 2 в процессе пайки на угол до 45° может быть произведен пневматическим подъемником 13, закрепленным на шарнирах 11 и 12, и изменением высоты стоек 10 и 14.Установка питается от понижающего трансформатора мощностью 12 та, снабженного регулятором вторичного напряжения, позволяющим получить шесть значений силы тока от 500 до 1100 а.
В качестве примера контактной пайки рассмотрим пайку якоря тягового электродвигателя припоем Пср-2,5.Спаиваемые поверхности подготавливают до начала пайки. Концы секций еще при изготовлении катушек якоря облуживают припоем Пср-2,5.Шлиц у каждой коллекторонй пластины до начала укладки обмотки якоря обезжиривают, тщательно промывая кистью, смоченной в спиртовом растворе хлористого цинка и хлористого аммония по 10 г каждого вещества на 1 л спирта.
В готовый раствор на каждый литр добавляют по 50 г толуола.Перед осадкой выводных концов катушек в шлиц коллекторных пластин места пайки волосяной кистью промазывают флюсом. После установки якоря 2 в центра станка, вращая якорь, места соединений концов секций с петушками коллекотра при помощи кисти еще раз промывают флюсом.
Угольный электрод 3 подводят до соприкосновения с верхней частью петушка пластины, в которую впаивается конец катушки, а медный электрод 6 опускают на середину той же пластины.Электроды к пластинам должны прилегать плотно. Нагрев петушков в процессе пайки осуществляется при пропускании тока за счет выделения тепла в месте контакта с электродом.
Дополнительно петушки разогреваются от раскаленного угольного электрода.Во время пайки пруток припоя подносят к верхней части шлица коллектора и по мере расплавления его и затекания в шлиц пластины пруток перемещается к нижней части петушка. Образование расплавленной капли припоя с вогнутым мениском на границе петушка с пластиной свидетельствует о конце пайки.
После этого якорь поворачивают для пайки следующей пластины, цикл повторяется и так до тех пор, пока не будут пропаяны все пластины.При отработке технологии пайки каждого якоря опытным путем устанавливаются количество припоя, необходимое для качественной пайки концов катушек, сила тока и время пайки одной пластины.

Эти данные указываются в технологическом процессе.Качество пайки целиком зависит от точности соблюдения режимов пайки и хорошей подготовки поверхностей спаиваемых деталей.На установках для контактной пайки можно производить пайку выводных концов якорей с коллекторами и мягкими припоями, подобрав для этого соответствующие режимы.
Припой.
В радиотехнике для соединения между собой поверхностей узлов и деталей применяют припой — сплав свинца и олова в различных пропорциях.
Как правило, припой изготавливают в виде проволоки, или трубки заполненной флюсом. Лучше отдать предпочтение припою в виде проволоки, так как флюсом придется пользоваться в любом случае.
Обычно припои различаются по температуре плавления и твердости, и маркируются буквенными и числовыми значениями, например, ПОС-60.
ПОС — припой оловянно-свинцовый, цифра 60 означает процентное содержание олова в сплаве, соответственно свинца 40%. Чем больше свинца в припое, тем он темнее, и температура плавления припоя выше. Для домашнего быта лучше приобрести припой ПОС-60 с температурой плавления около 190 °С, и к тому же обладающий хорошей прочностью.
Пайка клещами.
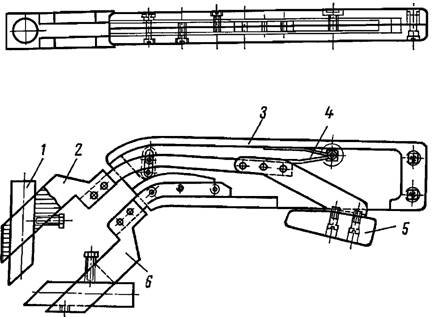
Специальные клещи (рис. 16-3) применяют для пайки припоем ПМФ концов катушек. Ток от трансформатора подводится к губкам 2 и 6 гибким кабелем.Пайка соединений такими клещами производится следующим образом. Скрутку спаиваемых проводов вместе с проложенной пластиной припоя сжимают между электродами 1, нажимая рукой на рычаг 5.
Рис. 16-3. Клещи для пайки твердыми припоями
Флюсы.
Флюсы предназначены для растворения и удаления окислов с поверхности спаиваемых деталей, служат для защиты поверхностей металла и припоя от окисления, и обеспечивают хорошее смачивание поверхности деталей жидким припоем.
Например, жало паяльника сделано из меди, которая при нагреве окисляется, и на рабочей поверхности жала образуется корка нагара. Если Вы прикоснетесь таким жалом к припою, то он естественно расплавится, но на рабочей поверхности не останется, а просто скатится, соответственно запаять что-либо таким паяльником Вы не сможете.
Самым распространенным и доступным флюсом является канифоль, которая изготавливается из сосновой смолы. Выглядит она как янтарь, прозрачная с желтоватым оттенком.
§ 16-4. Сварка соединений в обмотках
Методами сварки соединяются у некоторых двигателей выводные концы обмоток якорей с петушками коллектора и межкатушечные соединения всыпных обмоток асинхронных двигателей.
Концы катушек, подлежащие сварке, скручивают между собой. К ним подводят один из концов сварочного однофазного трансформатора, второй конец трансформатора соединяют с угольным электродом. При касании электродом торцов свариваемых проводов возникает электрическая дуга, которая оплавляет концы проводов, соединяя их в единое целое.
Для защиты глаз от вредного воздействия на них дуги сварку необходимо производить в защитных сварочных очках.При сварке возникновение электрической дуги и оплавление концов проводов происходят за доли секунды. Любая передержка дуги может привести к пережогу металла. Соединение становится хрупким и при изгибе проводов в процессе сборки схемы рядом с местом сварки провода могут обломиться. Вот почему некоторые заводы предпочитают не сваривать, а паять межкатушечные соединения припоем ПМФ.
Подготовка поверхности к окраске.

И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально.Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Как Вы заметили, медь стала темно-синей, поэтому берем напильник, и проходимся по рабочей части жала, снимая с него окалину. Теперь быстро макаем жало в баночку с канифолью, и припоем касаемся к обеим сторонам.
Затем по дну ванночки мелкими движениями, если бы Вы работали ластиком, водим жалом вперед-назад, периодически макая его в канифоль для лучшего смачивания, пока рабочая часть с обеих сторон не покроется припоем. Получилось!Таким белым жало должно быть всегда.
Запомните! Залог хорошей пайки – это чистое от окислов, и хорошо облуженное жало паяльника. Припой должен быть тонким слоем равномерно распределен по всей рабочей поверхности жала.
Ну вот. Паяльник для пайки Вы подготовили, и теперь можно смело приступать к практике. Во второй части статьи как правильно паять паяльником с канифолью Вы узнаете, как облудить и спаять между собой проводники.Удачи!
Технологический процесс сборки электрических машин постоянного тока отличается от процесса сборки машин переменного тока. Машины с неразъемной станиной (рис. 18-9) собираются в следующей последовательности. Вначале подготавливают к сборке якорь, индуктор и подшипниковые щиты.Собственно сборка электрической машины начинается с запрессовки в станину переднего щита (со стороны коллектора).

Якорь. С помощью горизонтального гидравлического пресса в холодном состоянии на вал напрессовывается вентилятор. На оба конца вала надевают внутренние крышки, со стороны привода напрессовывается шарикоподшипник, а с противоположной стороны, разобрав роликоподшипник, напрессовывают только внутреннее кольцо.
Шарикоподшипник запирается на валу втулкой, которая насаживается в горячем состоянии, предварительно нагретая в печи до температуры 130—150°.На наружное кольцо подшипника напрессовывается подшипниковый щит, в подшипник закладывают консистентную смазку и подшипник закрывают наружной крышкой. В таком виде якорь подготовлен к вводу в индуктор.Индуктор.
Сборка индуктора заключается в установке в станину главных и дополнительных полюсов с катушками, соединения их по схеме, изолировки межкатушечных соединений и проверки правильности соединения.Перед установкой в станину сердечники главных и дополнительных полюсов с помощью пневматического пресса запрессовывают в их катушки.
Рис. 18-9. Общий вид тягового электродвигателя:1 — якорь; 2 — шайба; 3, 5, 12, 13 — крышки подшипников; 4, 14 — подшипники; 6 —щеткодержатель; 7, 11 — подшипниковые щиты; 8 — щетки; 9 — индуктор; 10 — замазка; 15 — смазка жировая; 16 — втулка; 17 — крышка; 18 — кожух
Для предохранения от истирания изоляции катушки о сердечник между сердечником и катушкой перед запрессовкой прокладывают металлические фланцы. Установка в индуктор сердечников полюсов с катушками небольшого веса не представляет особых затруднений. Левой рукой сборщик поддерживает в индукторе сердечник с катушкой, а правой вставляет в отверстия станины болты и ввертывает их в сердечник полюса.

Тяжелые полюса при установке в индуктор поддерживаются с помощью местных подъемников или мостового крана.На заводе «Электротяжмаш» (г. Харьков) для поддержания и ввода в индуктор дополнительных полюсов пользуются специальным приспособлением, представляющим собой крестовину с центральным стержнем в середине, за который оно подвешивается на крюк крана.
Дополнительные полюса устанавливаются на крестовину вокруг центрального стержня и вместе с приспособлением вводятся в станину. С помощью такого приспособления удобно устанавливать полюса в станину.После установки полюсов расстояние между ними проверяют контрольными штихмасами.Катушки главных и дополнительных полюсов между собой и с выводными кабелями соединяют согласно схеме, свертывая их наконечники болтами с шайбой и гайкой.
Межкатушечные соединения и соединение концов катушек с выводами изолируются несколькими слоями стеклолакоткани и стеклянной ленты.Изоляция выводных кабелей в местах входа и выхода из станины машины предохраняется резиновыми втулками, которые надевают на кабель.У собранного индуктора, подключив обмотку возбуждения к источнику постоянного тока, проверяют полярность полюсов компасом.
Подшипниковый щит. До сборки подшипникового щита со станиной на щит стороны коллектора устанавливается и соединяется по схеме комплект щеткодержателей, а если на якоре предусмотрен роликоподшипник, то в щит запрессовывается наружное кольцо его.Щеткодержатели на подшипниковом щите закрепляют в определенном месте и при этом выдерживают жесткий допуск на расстояние их относительно друг друга и оси щита.
Если щеткодержатели закреплены на отдельных пальцах, то их положение определяется отверстиями под пальцы, которые сверлят в щите по кондуктору.При креплении щеткодержателей на кольцевой поворотной траверсе установку их на траверсу удобнее производить с помощью приспособлений (рис. 18-10).Сборка щеткодержателей происходит в следующей последовательности.
В каждый из четырех щеткодержателей 2 вставляют вилку 3, выполненную по размерам паза под щетку, вместе с вилками щеткодержатели устанавливают в приспособление и эксцентриками 8 через оси 7 прижимают к оправке 1.При этом вилки своими концами входят в пазы оправки, изготовленные с более жесткими допусками на взаимное расположение, чем щеткодержатели на траверсе.В заточку втулки 6 устанавливают изолирующую траверсу 5, к которой винтами 4 привертывают щеткодержатели.
С поверхности, подлежащей окраске, необходимо удалить продукты коррозии, пленки окислов, минеральные масла и другие загрязнения.Для лучшего сцепления лакокрасочного материала с металлом окрашиваемая поверхность должна быть несколько шероховатой, а для получения хорошего внешнего вида после окраски — ровной.
В зависимости от характера и степени загрязнения поверхности применяют механический, химический и другие методы очистки.Механические методы очистки применяются для удаления ржавчины и пленок окислов. Существует несколько способов механической очистки деталей. Самой простой и распространенной является очистка поверхностей ручным и механизированным инструментом с помощью металлических щеток, шкурки, наждачных камней.
Однако такая подготовка поверхности малопроизводительна и требует значительных физических усилий.Более эффективным и производительным способом является очистка с помощью струи металлической дроби, которой в специальных камерах обдувается очищаемая деталь. Применяется она большей частью для очистки поверхностей литья.

Детали с обработанными поверхностями металлической дробью обдувать нельзя, так как на них дробь оставляет следы и поверхность становится шероховатой.К химическим методам относятся обезжиривание, травление, ультразвуковая очистка.Обезжиривание — процесс удаления жировых и масляных загрязнений органическими растворителями или растворами щелочей и щелочных солей.
Детали перед окраской обезжиривают щелочными растворами в специальных моечных машинах конвейерного или тупикового типа.Иногда детали обезжиривают, промывая их в бензине. Такой метод обезжиривания не может быть рекомендован из-за повышенной пожароопасности.При травлении растворами кислот или кислых солей с поверхности обрабатываемых деталей удаляются окислы.
Ультразвуковая очистка деталей основана на действии переменных давлений, возникающих в жидкости под воздействием ультразвуковых колебаний. Эти давления возникают в результате собственно колебаний жидкости и вследствие кавитации. За счет амплитуды колебаний давление жидкости достигает нескольких атмосфер, и этого бывает достаточно для отрыва частиц загрязнений, слабо сцепленных с поверхностью детали.
В физическом понимании кавитация — нарушение, разрыв сплошности потока жидкости с образованием в нем пустоты, в которую выделяются пузырьки насыщенного пара и растворенных в воде газов.Конденсация газопаровых пузырьков кавитации, попадающих позже в область с нормальным или повышенным давлением, сопровождается смыканием поверхностей пузырьков (т. е.
их сжатием)и, как следствие этого, повышением давления. Смыкание поверхностей газовых пузырьков вызывает местные гидравлические удары. Этими ударами сбиваются загрязнения с очищаемых деталей.Ультразвуковая очистка производится в специальных ваннах, наполненных моющими жидкостями. В дно ванны встраиваются мембраны магнитострикционных преобразователей, соединенных с генератором ультразвуковой чистоты.

Одна из таких ванн показана на рис. 18-12.Принцип действия магнитострикционных преобразователей основан на способности некоторых ферромагнитных материалов (никеля, сплавов кобальта с железом и др.) изменять свои геометрические размеры (удлиняться или укорачиваться в направлении приложенного магнитного поля).Рис. 18-12.
Магнитное поле создается навитой на пакет преобразователя обмоткой, по которой протекает от генератора переменный ток. В результате колебаний мембраны преобразователя в жидкости возбуждаются ультразвуковые колебания. Сочетание действия ультразвукового поля с действием моющей жидкости в десятки раз ускоряет процесс очистки деталей.
В ультразвуковых ваннах с поверхности деталей удаляются жировые и масляные загрязнения, оксидные пленки и нагар.Аппаратура ультразвуковых установок сравнительно дорога, поэтому экономически целесообразно применение ультразвуковой очистки небольших по размеру деталей в условиях крупносерийного и массового производства.
Для защиты от коррозии и обеспечения прочного сцепления с наносимым слоем лака или эмали поверхность металла грунтуют (слой грунтовки в жидком виде наносят на предварительно очищенную поверхность).Литые чугунные и стальные станины, подшипниковые щиты л крышки целесообразнее всего грунтовать в литейных цехах сразу после очистки литья дробью.
У подготовленных таким образом заготовок поверхности, не подлежащие обработке, хорошо предохраняются от коррозии в процессе хранения и обработки. Такие станины перед окраской обычно не требуют зачистки.Для сглаживания поверхностей служит шпаклевка. Шпаклевкой можно выровнять поверхности с небольшими по глубине неровностями, так как большой слой шпаклевки снижает прочность покрытия.
Шпаклевка приготавливается в виде пасты из тонкомолотого порошка мела, извести или гипса с лаковым или масляным связующим. Наносится она на загрунтованную поверхность стальными шпателями (лопаточками) слоями не более 0,5 мм с последующей просушкой каждого слоя.Перед нанесением лакокрасочных материалов шпаклеванную поверхность шлифуют шкуркой.
§ 16-5. Лужение
Лужение — процесс нанесения на металлическую поверхность детали тонкого защитного слоя неокисляемого металла, предохраняющего деталь от коррозии или служащего подготовкой к последующей пайке. Чтобы получить неокисляемый контакт, на станинах лудят места для присоединения заземления и кабельных наконечников.
Для подготовки под пайку облуживают выводные концы катушек машин постоянного тока, шлицы коллекторных пластин, выводы контактных колец фазных роторов.При подготовке под пайку поверхности детали облуживают тем металлом, который будет применяться при пайке в качестве припоя. При пайке медно-фосфористым припоем подлежащие пайке поверхности не облуживают.
Предварительное лужение деталей позволяет получать качественное соединение со сплошной пропайкой соединяемых поверхностей.Существуют два способа лужения — гальваническое и горячее. Гальваническое лужение выполняется в ваннах с электролитом. Анодом при этом является электрод из предназначенного для лужения металла (олово, кадмий);

на место катода навешивается деталь, подвергающаяся лужению. При пропускании через электролит постоянного тока низкого напряжения на катоде (деталь) осаждается слой полуды. Толщина этого слоя пропорциональна времени нахождения детали в электролите под действием тока.При горячем лужении детали с подготовленной поверхностью (очищенные от грязи и смазанные флюсом) опускают в ванну с расплавленным припоем и выдерживают в ней в течение времени, необходимого для разогрева детали под лужение. На вынутой из ванны детали виден слой полуды.
Операции лужения предшествуют следующие подготовительные работы: обезжиривание поверхностей шлица в водном растворе тринатрий- фосфата и эмульгатора ОП-7 соответственно по 30—35 г и 0,5—1 г на 1 л воды, обмазка кистью боковых и торцовых поверхностей пластины водным раствором извести для предохранения их от облуживания, сушка пластин.
После лужения боковые поверхности пластин очищают от известковой обмазки.Все эти операции являются ручными и малопроизводительными. Нанесение обмазки и последующая очистка детали от нее загрязняют участок. Поэтому на ряде заводов защита боковых и торцовых поверхностей от облуживания производится нанесением на них гальваническим методом тонкого слоя хрома (0,22 мкм).
Время выдержки, необходимое для разогрева пластин, зависит от массы одновременно загруженных пластин.Лудильные ванны бывают с индукционным нагревом и нагревом спиралями сопротивления (рис. 16-4).Ванна 5, в которой расплавляется припой, имеет массивные стенки, аккумулирующие тепло. За счет этого тепла при загрузке холодных пластин температура в ванне понижается незначительно.
Ванна установлена на сварном основании 1. Для расплавления припоя под ее днищем находятся три блока спиралей 3, которые для удобства замены перегоревших спиралей выдвигаются.Ванна и блоки спиралей обмурованы снаружи теплоизоляцией 4 и 2. Для загрузки и выгрузки пластин из ванны служит подъемный механизм 9.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Отделка машин после испытания.
Долговечность и надежность работы электрической машины зависят главным образом от качества обмоток. Поэтому в процессе производства обмоток состояние их изоляции проверяется неоднократно. Контроль и испытание обмоток производят с целью определения соответствия их чертежу и предупреждения попадания поврежденных обмоток на следующие операции изготовления.Контроль и испытание обмоток производят на следующих стадиях изготовления:
- в процессе и по окончании изготовления катушек обмотки;
- в процессе укладки в пазы сердечника и на готовом якоре (роторе, статоре);
- по окончании сборки электрической машины.
В данной главе рассматриваются методы контроля и испытания обмоток на первых двух стадиях.Третий этап испытаний, включающий в себя типовые и контрольные испытания готовых машин, рассмотрен в гл. XIX.У изготовленных обмоток (кроме катушек всыпной обмотки) производится контроль геометрических размеров на соответствие заданных чертежом, проверяется прочность витковой изоляции проводов катушек и ее наружной изоляции по отношению к корпусу, у полюсных катушек, кроме того, проверяется полярность, правильность маркировки выводов.
У катушек параллельного возбуждения в процессе изготовления проверяются активное сопротивление и количество витков.У катушек с всыпной обмоткой, не имеющих наружной изоляции от корпуса и витки которых после намотки не прилегают друг к друту, нет необходимости проверять прочность изоляции. Катушки эти проходят проверку после укладки в пазы.
В процессе укладки обмоток в пазы якоря и по окончании его изготовления производятся следующие операции испытания и контроля;а) после насадки коллектора на вал сердечника проверяют коллектор на отсутствие замыканий между пластинами на электрическую прочность его по отношению к корпусу. Несмотря на то что проверка указанных параметров коллектора уже производилась в процессе его изготовления, повторное испытание коллектора на сердечнике перед укладкой обмотки необходимо для того, чтобы исключить возможность попадания случайно пропущенных ранее бракованных или поврежденных при транспортировке и насадке на вал коллекторов;
б) после укладки обмотки в пазы сердечника проверяется прочность ее изоляции относительно корпуса и отсутствие витковых замыканий;в) после пайки и обточки коллектора проверяется правильность соединений, целостность цепи (наличие обрывов), прочность изоляции и отсутствие витковых замыканий;
г) у готового якоря проверяется прочность изоляции и отсутствие витковых замыканий.Как видно из сказанного выше, изоляция обмоток проверяется после каждой операции, при выполнении которой может быть нарушена целостность изоляции. Величина испытательного напряжения при испытании на электрическую прочность межвитковой изоляции обмоток согласно ГОСТ 183—66 равна 1,3 номинального напряжения. Под повышенным напряжением обмотка при испытании должна находиться в течение 5 мин.
Под операцией отделки понимают обычно сборочные переходы по установке и закреплению кожуха, зажатие колодкой выводных концов в клеммовой коробке и закрытие ее крышкой, установку шпонок на конец вала и его консервацию, крепление к станине машины заводского щитка.
После того как собраны сборочные единицы, приступают к сборке машины.В отличие от сборки электрических машин переменного тока подшипниковые щиты в индуктор машин постоянного тока запрессовывают поочередно.Рис. 18-10. Приспособление для сборки траверз со щеткодержателямиВначале в индуктор со стороны коллектора запрессовывают передний подшипниковый щит с собранными на нем деталями.
Для выполнения этой операции станину устанавливают в вертикальное положение, щит вставляют в индуктор, в отверстие станины ввертывают вручную на несколько ниток болты.Затягивая поочередно болтовертом болты, расположенные диаметрально противоположно, щит запрессовывают в станину.Ввод якоря в индуктор и запрессовку заднего щита в станину можно производить как при вертикальном, так и горизонтальном расположении индуктора.

При сборке машины в вертикальном положении якорь в индуктор вводится с помощью крана, которым вал захватывается за подъемное кольцо, навертываемое на резьбовой конец вала якоря.Подшипниковый щит в станину запрессовывается также за счет затяжки болтов, крепящих щит к станине. При сборке в горизонтальном положении щит в станину не запрессовывается, а свободно вставляется, так как перед этим горловину станины разогревают специальным индукционным нагревателем.
Таким способом собираются на заводе «Электротяжмаш» тяговые тепловозные электрические машины. Для ввода якоря в индуктор применяется приспособление, конструкция которого аналогична приспособлению для ввода ротора в статор.По данным завода, сборка машин в горизонтальном положении с применением разогрева горловины станины более производительна, чем сборка в вертикальном положении.
Отделка машины производится до и после испытания машины. Непосредственно после сборки устанавливают комплект щеток; в роликоподшипник со стороны коллектора закладывают смазку и щит закрывают крышкой. Таким образом, электрическую машину подготавливают к испытанию.После испытания коллекторные люки станины закрывают крышками;
на конец вала навертывают гайку и устанавливают шпонку; конец вала смазывают антикоррозионной смазкой, обертывают бумагой и обвязывают бечевкой; на концы выводных кабелей закрепляют ярлычки согласно схеме соединений; сверлят отверстия для крепления заводского щитка и щиток заклепками прикрепляют к станине. После операции окраски электрическую машину отправляют на склад.
Рис. 8-11. Крановый электродвигатель постоянного тока серии ДП с разъемной станинойОсобенности сборки электродвигателей с разъемной станиной.
Для удобства сборки, ухода и ремонта в процессе эксплуатации крупные машины постоянного тока изготовляют с разъемной станиной. На рис. 18-11 показан общий вид такого двигателя.Основное отличие (обусловленное конструкцией) сборки электродвигателей с разъемной станиной в сравнении с обычными двигателями заключается в установке якоря и подшипниковых щитов в станину.
В процессе сборки якоря оба подшипниковых щита с запрессованными в них наружными кольцами роликоподшипников устанавливают на якоре.После установки полюсов в нижнюю часть станины и соединения их по схеме на нижнюю часть накладывают якорь с подшипниковыми щитами.Все это затем сверху накрывают второй половиной индуктора и половинки станины скрепляют между собой болтами.
1 — входной тамбур; 2 — камера обливания; 3 — паровой тоннель; 4 — рециркуляционная вентиляция; 5 — выходной тамбур; 6 — вытяжная вентиляция; 7 — подвесный конвейер; 8 — насосная установка; 9 — бак с лакокрасочным материалом

Рис. 18-16. Схема установки для ручного электроокрашивания:Время пребывания изделий в паровом туннеле колеблется в пределах 5—15 мин; оно зависит от применяемого лакокрасочного матешала и его вязкости, конфигурации окрашенных изделий, конценрации паров растворителей.Применение описанного метода окраски изделий позволяет повысь производительность труда, улучшить качество окрашиваемой поверхности, создать возможность одновременного окрашивания деталей различных размеров и конфигураций.
После окраски изделия подвергаются сушке для получения прочной пленки, хорошо сцепленной с материалом изделия.Сушка покрытий может быть естественной и искусственной. Естественная сушка происходит на воздухе при температуре в помещении цеха не ниже 12° и применяется для изделий, покрытых лакокрасочными материалами, образующими пленку за счет удаления летучих растворителей (нитролаки, нитроэмали).
Искусственной сушке при повышенной температуре в специальных печах подвергаются изделия, покрытые лакокрасочными материалами, образующими пленку в результате полимеризации.Физическая сущность процесса сушки описана в гл. XV.Для окраски деталей и собранных машин организуются окрасочные участки, отделения или цеха.
Участки создаются для окраски деталей или выполнения отдельных промежуточных операций окрашивания, например участок грунтовки литья.Окраска собранных машин является завершающим этапом их изготовления, поэтому окрасочные отделения располагаются в конце технологического потока цеха.В условиях массового производства при значительном объеме малярных работ окрасочные отделения могут быть выделены в окрасочные цеха.В крупносерийном и массовом производствах окраска собранных электрических машин производится на малярно-сушильных конвейерах.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.

И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.Все. Ваша подставка готова.
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник.Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Проверка параллельности оси вращения вала относительно опорной плоскости.
Проверку обмоток на отсутствие межвиткового замыкания производят следующими методами.Метод индуктирования напряжения. Указанным методом проверяется прочность витковой изоляции катушек якорей с петлевой и волновой обмотками, статоров и фазных роторов и у катушек возбуждения.Испытание якорей производится с помощью специального электромагнита (рис. 17-1, а).
Он состоит из полюсных наконечников 1 и 2, сердечника с катушкой 3. На катушку подается переменный ток частотой 500—1000 Гц, в результате чего возбуждается магнитный поток. Если положить испытуемый якорь на полюсные наконечники, то поток замкнется через якорь и в его обмотке наведется переменная электродвижущая сила.
При наличии в какой-либо катушке короткозамкнутых витков или при замыкании пластин коллектора, к которым присоединены концы катушки, в катушках потечет большой ток. В зубцах паза с короткозамкнутыми витками будет создаваться сильный магнитный поток.Пазы с дефектными катушками можно обнаружить с помощью стальной пластинки, проведя ею по окружности якоря.
Зубцы, к которым пластинка сильно притягивается и дребезжит, укажут на наличие между ними паза с короткозамкнутыми витками. Рис. 17-1. Проверка обмоток на отсутствие короткозамкнутых витков методом индуктирования напряжения:а — у якоря на специальном электромагните; б — у ротора с помощью телефонной трубки;
в — у катушки возбужденияКатушки с короткозамкнутыми витками у статоров и фазных роторов можно обнаружить с помощью телефонной трубки 1У присоединенной к катушке небольшого П-образного магнита, питаемой переменным током высокой частоты (рис. 17-1, б).Магнит передвигают по окружности ротора или статора.
При прохождении его над пазами с исправными катушками в телефоне слышится равномерное гудение. Когда магнит находится над пазом с короткозамкнутыми витками, в телефонной трубке будет слышен резкий звук. Пазы с дефектными катушками отмечают мелом, и изделие отправляют в ремонт.На еще более простом приспособлении (рис.
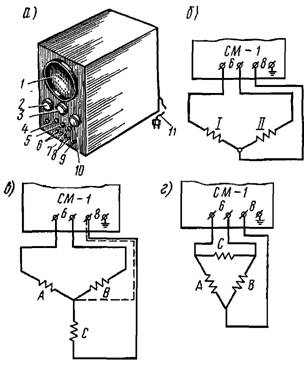
17-1, в) проверяется наличие короткозамкнутых витков у катушек возбуждения до укладки их в машину. Приспособление представляет собой электромагнит 3, запираемый откидным ярмом 1. На одном из сердечников электромагнита находится первичная катушка 4, которая питается от высокочастотного генератора (500—1000 Гц) переменного тока, на другой — надевается испытуемая катушка 2 с разомкнутыми выводами.

При включении цепи в сердечнике электромагнита возбуждается катушкой 4 магнитный поток.Если в испытуемой катушке нет короткозамкнутых витков и цепь разомкнута, то индуктироваться напряжение в ней не будет.При наличии же короткозамкнутых витков или дефектов витковой изоляции, из-за которых при пропускании тока произойдет витковое замыкание, по короткозамкнутым виткам испытуемой катушки потечет большой ток, который вызовет сильное гудение сердечника и нагрев замкнутых витков.
Рис. 17-2. Метод милливольтметраИндуктированием напряжения в испытуемой катушке невозможно проверить наличие короткозамкнутых витков в катушках якорей с обмотками лягушачьей и петлевой с уравнительными соединениями, так как в них всегда имеются короткозамкнутые контуры из катушек обмотки и уравнительных соединений.
Поэтому якоря с указанными обмотками на отсутствие короткозамкнутых витков проверяются методом милливольтметра (рис. 17-2).К двум коллекторным пластинам, находящимся одна от другой на расстоянии полюсного деления, специальными щупами, закрепляемыми на коллекторе хомутом, подводится постоянный ток.
Величина тока регулируется реостатом. Ток устанавливается такой величины, при которой отклонение стрелки милливольтметра, присоединенного к двум коллекторным пластинам, хорошо видно.Присоединяя милливольтметр при помощи щупов поочередно к каждой паре коллекторных пластин, замеряют падение напряжения в катушке.
При исправной обмотке показания милливольтметра будут мало отличаться друг от друга, так как омическое сопротивление каждой катушки практически одинаково.При замыкании витков катушки или коллекторных пластин омическое сопротивление уменьшится, следовательно, уменьшится и падение напряжения. По значительному отклонению показания милливольтметра судят о наличии замыкания в катушке якоря или коллекторных пластинах.
После проверки обмотки одного полюсного деления щупы, подводящие постоянный ток к коллекторным пластинам, переставляют к пластикам следующего полюсного деления и продолжают проверку.По показаниям милливольтметра можно проверить правильность соединения обмоток с пластинами коллектора, качественное выполнение пайки, обнаружить обрывы.
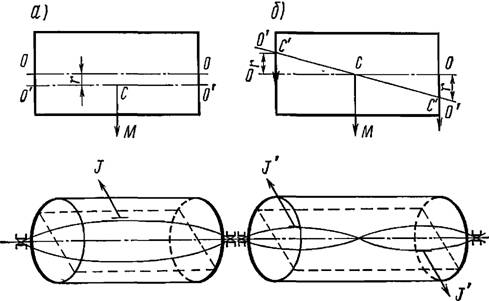
Согласно стандарту непараллельность оси вращения вала относительно опорной плоскости машины не должна превышать 0,15 : 100 (0,15 мм на длине 100 мм) для исполнения нормальной точности и 0,07 : 100 — повышенной точности. Для определения непараллельности оси вращения выступающего конца вала измеряют индикатором расстояния h1 и h2 от опорной плоскости лап до образующей вала (см. рис. 19-3, б).
Размеры hi и h2 замеряют в трех положениях вала после его поворота примерно через каждые 120°, за результат принимаются средние значения измерений для каждой крайней точки посадочной части выступающего конца вала.У машин с двумя выступающими концами вала различных диаметров проверку производят по большому диаметру вала.

Ось вращения вала будет непараллельной в том случае, если размеры 1п{ и h2 будут различны. Их разность, отнесенная к длине 100 мм, определит величину непараллельности, которая будет равна (hi — h2) 100//. Подсчитанная по этой формуле величина не должна быть более допустимой.Рис. 19-3. Проверка высоты и непараллельности оси вращения вала относительно оси опорной поверхности лап
Разность величин —h2 в зависимости от направления наклона оси вала может быть положительной или отрицательной.При проверке непараллельности оси вращения вала опорной поверхности лап нет необходимости замерять абсолютную величину h1 и h2, а можно определить только их разность.В случае совмещения проверки высоты оси вала с проверкой непараллельности оси вращения определяют абсолютную величину размеров и h2 вышеописанными методами. Размер h рассчитывают по формуле
§ 18-1. Основные определения
Сборка является одним из важных этапов в производстве любых механизмов, от качества выполнения ее во многом зависит надежность и долговечность работы изделия. Трудоемкость сборки электрической машины средних габаритов составляет 4—8% от общей трудоемкости ее изготовления.Любая машина состоит из деталей и сборочных единиц.
Деталь — изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. Например, вал, станина электродвигателя.Сборочная единица — изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, клепкой, сваркой, пайкой, опрессовкой, склеиванием, укладкой и т. п.).
Изделие — любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.Технологический процесс сборки, как и механической обработки, состоит из операций и переходов. Исходя из определения понятий операция и переход (см. гл. I), сформулируем определение операции и перехода применительно к сборке.
Сборочной операцией называется часть технологического процесса сборки изделия, выполняемая над одной сборочной единицей одним или несколькими рабочими одновременно на одном рабочем месте до перехода к сборке следующей сборочной единицы.Переходом называется часть операции, которая выполняется без смены инструмента одним рабочим или бригадой.
§ 18-2. Организационные формы сборки

В зависимости от положения изделия при сборке сборка может быть стационарной или подвижной, а в зависимости от расположения сборочных мест относительно друг друга — поточной или непоточной.При стационарной сборке рабочий или группа рабочих собирают изделия на неподвижных рабочих местах (все необходимые детали и сборочные единицы подаются к рабочему месту.
Стационарная сборка электрических машин в зависимости от габаритов изделия может производиться на: а) специально отведенной площадке цеха,б) верстаках, в) оборудованных стендах.Стационарная сборка применяется в единичном и серийном производствах и производится концентрированным или дифференцированным методом.
При концентрированном методе сборочный процесс не расчленяется на операции и общая сборка электрической машины от начала до конца производится одним рабочим. Такой метод сборки характерен для единичного производства, он требует высокой квалификации рабочих, больших затрат времени на сборку и значительных сборочных площадей.
Подвижная форма сборки применяется в крупносерийном и массовом производствах и производится только дифференцированным методом.При дифференцированном методе весь процесс разбивается ii а отдельные операции и каждую из них выполняет отдельный рабочий или группа рабочих. Изделие в процессе сборки перемещается от одного рабочего места к другому.
Рабочие места оснащены необходимыми сборочными инструментами и приспособлениями, на них выполняется одна и та же операция. Такой метод является более прогрессивным, так как позволяет специализировать сборщиков на определенных операциях, в результате чего повышается производительность труда.В электромашиностроении находят применение оба вида сборки.
Поточная сборка.
Поточной называется такая сборка, при которой сборочный процесс расчленен на отдельные операции, примерно равные или кратные по времени и выполняемые непрерывно, а собранные готовые изделия с поточной линии сходят через определенные промежутки времени, называемые тактом.В поточной линии рабочие места расположены в порядке выполнения сборочных операций.
Метод поточной сборки может быть осуществлен как при неподвижном, так и при подвижном собираемом объекте.Поточная сборка при неподвижном объекте применяется при большом такте сборки или выпуске тяжелых машин, перемещение которых затруднительно. В этом случае изделия собираются на последовательно расположенных неподвижных стендах, а рабочие после выполнения каждым своей операции переходят от одного стенда к другому.
После выполнения последней операции сборки с каждого рабочего места снимается готовое изделие.Поточная сборка при подвижном объекте, или иначе поточная подвижная сборка, может производиться как при непрерывном, так и при периодическом перемещениях собираемых изделий от одного рабочего места к другому.

При непрерывном перемещении изделия сборочная операция выполняется во время движения конвейера при прохождении изделия в зоне рабочего места. Скорость конвейера устанавливается в зависимости от величины такта и расстояния между двумя соседними рабочими местами; таким образом, изделие с одного рабочего места на другое должно переместиться за время, необходимое для выполнения одной операции.
Периодическая подача изделия с одного рабочего места на другое может осуществляться одним из следующих способов:а) передачей вручную по рольгангу или на тележках;б) передачей механическими транспортными устройствами (приводным рольгангом, механизированной тележкой, транспортерной лентой и др.);
в) шаговым конвейером;г) периодически перемещающимся пластинчатым конвейером.Сборка изделия на таких конвейерах производится во время ихостановок, равных длительности выполнения операции. Сумма времени движения конвейера для перемещения изделия от одного рабочего места к другому и остановки для выполнения операции равна такту.
На выбор того или иного метода перемещения изделия в процессе сборки влияют величина такта, габариты собираемых изделий, трудоемкость и сложность сборочных операций и другие технологические факторы. Для организации поточной сборки важное значение имеет точность разбивки операций по времени выполнения.
механизация сборочных работ за счет применения специальных инструментов и приспособлений, например болтовертов для одновременного завинчивания всех болтов, крепящих подшипниковый щит;предварительное соединение деталей в сборочные единицы;увеличение количества рабочих на данной операции, если это возможно по условиям сборки.
Такт определяется исходя из количества выпускаемых изделий, мин/гит:где Фр.м — годовой (суточный) фонд времени сборочного места в часах при принятой сменности работы;Всб — годовой (суточный) выпуск изделий в штуках.Скорость конвейера определяется, м/мин: при непрерывном движении конвейерапри периодически движущемся конвейерегде I — расстояние между осями двух рабочих мест;
tр — время остановки конвейера, в течение которого производится выполнение сборочной операции на одном рабочем месте.Скорость движения сборочного конвейера непрерывного действия составляет 0,25—4 м/мин. Расстояние между осями рабочих мест зависит от габаритов собираемых электрических машин. Для средних машин оно составляет 1,25—1,5 м.
Рабочая длина конвейера, м,где Мсб — количество сборочных мест;-Мрез — количество резервных мест на конвейерной ленте. Общая длина конвейера равна рабочей длине плюс длина приводной и натяжной станций. Количество сборочных мест принимается равным количеству сборочных операций при выполнении каждой операции одним рабочим или может быть рассчитано по формулегде Тп — трудоемкость сборки одного изделия в человеко-часах.

Резервные места на конвейерной ленте служат для установки на нее перед сборкой транспортной партии статоров и после сборки — готовых машин. При увеличении выпуска электрических машин эти места используются как рабочие.Непоточная сборка применяется в мелкосерийном и индивидуальном производствах. Изделие собирается на одном рабочем месте.
Измерение воздушного зазора.
Величина зазора между ротором и статором и особенно равномерность его по всему диаметру влияют на рабочие характеристики электрической машины. Поэтому он не может быть произвольным, а должен быть выдержан в определенных пределах. Разница одностороннего зазора, измеренного в двух диаметрально противоположных точках по данным ВНИИЭМ [24], должна быть не более 30%, а в крановых двигателях она допускается и до 40%.
Величину зазора проверяют щупами дважды. Первый раз — после ввода ротора в статор, когда ротор лежит на расточке железа статора, при этом измеряют общий зазор. Второй раз замеряют односторонний зазор в трех точках после запрессовки подшипниковых щитов.Для прохода щупа в подшипниковом щите предусмотрены три отверстия, которые расположены напротив расточки статора под углом 120° друг к другу. После замеров в отверстия ввертывают болты-заглушки.
Метод безвоздушного распыления основан на распылении лакокрасочного материала за счет превращения потенциальной энергии в кинетическую. При этом методе нагретый до 50—100° лакокрасочный материал под давлением 4—6 Мн/м2 (40—60 кПсм2) подают к соплу. При выходе из него вследствие большого перепада давления легко летучая часть растворителя, входящая в лакокрасочный материал, мгновенно испаряется, это сопровождается огромным увеличением объема (в 1500—1800 раз) и дроблением лакокрасочного материала.
Основные преимущества метода безвоздушного распыления перед пневматическим:а) сокращение расхода лакокрасочных материалов (на 25—30%) за счет уменьшения потерь на туманообразование;б) уменьшение расхода растворителей, так как. можно применять краски с повышенной вязкостью;в) возможность окраски изделий вне окрасочных камер (при наличии местной вытяжной вентиляции для удаления паров растворителей) ;
Запрессовка подшипниковых щитов в станину.
Данная операция является наиболее сложной и ответственной операцией сборки электрической машины. Сложность ее заключается в том, что запрессовываются одновременно два подшипниковых щита, которые в машинах с шариковыми подшипниками сопрягаются по двум поверхностям.Отверстие щита сопрягается с наружным кольцом подшипника, а замковая поверхность — со станиной.

При запрессовке щитов в станину необходимо обеспечить совпадение крепежных отверстий с соответствующими отверстиями внутренней крышки и станины. Для этой цели в одно из отверстий внутренней крышки ввертывается технологическая шпилька, которая вводится в отверстие щита, устанавливаемого для запрессовки напротив расточек станинй, а в два диаметрально противоположных отверстия щита вставляются болты, которые на две — три нитки вручную ввертываются в станину.
Сориентированные таким образом щиты запрессовываются в станину с помощью двусторонних пневматических или гидравлических прессов, а крепящие их к станине болты завертываются болтовертами. В процессе запрессовки недопустимы перекосы щитов.Внутренние лабиринтные крышки создают определенные неудобства при сборке электрической машины.
Применение в машинах небольших габаритов шарикоподшипников с защитными шайбами позволяет отказаться от внутренних крышек и тем самым упростить сборку.После запрессовки подшипниковых щитов в станину заполняются консистентной смазкой камеры подшипников на две трети объема и лабиринтные канавки наружных крышек, затем подшипниковые щиты с каждой стороны машины закрываются наружными крышками.
Приспособления и инструменты, применяемые при сборке.
При сборке электрических машин, кроме приспособления для ввода ротора в статор, применяются пневмо- или электроболтоверты для завертывания болтов. В условиях массового производства при сборке машин на конвейерах пневмоболтоверты оснащаются насадками, которыми завертываются не по одному, а одновременно все болты, крепящие крышку или щит.
Для измерения зазора используется набор щупов, представляющих собой тонкие закаленные пластины шириной до 8 мм и длиной, позволяющей измерить зазор между ротором и статором на всей длине пакета.Рис. 18-8. Конвейер для сборки крановых электродвигателейЩупы обычно изготовляются в инструментальных цехах заводов.
Толщина их устанавливается в зависимости от величины зазора машины, для проверки которого они предназначены, а разница в соседних размерах щупов по толщине составляет 0,05 мм.Конвейерная сборка. В условиях массового и крупносерийного производства электрические машины собираются на конвейерах. Конструкции конвейеров бывают различными.
Транспортерная лента конвейера сборки электродвигателей средней мощности изготовляется из металлических пластин или дисков (рис. 18-8) и чаще всего имеет периодическое перемещение.Запрессовка подшипниковых щитов в станину выделяется в отдельную операцию и производится с помощью пневматических или гидравлических прессов, встроенных в линию.
В конструкциях некоторых прессов для запрессовки подшипниковых щитов предусмотрено устройство для подачи консистентной смазки в камеру подшипников в процессе запрессовки щитов.Технологический процесс сборки на конвейере, например электродвигателей единой серии А02 5-го габарита, состоит из следующих операций:
- запрессовки пакета с обмоткой в станину;
- проточки замков статора на полуавтомате;
- ввода ротора в статор;
- установки на вал внутренних крышек;
- запрессовки подшипниковых щитов в станину с одновременной запрессовкой подшипников на вал и в подшипниковый щит в холодном состоянии;
- установки наружных крышек подшипников;
- ввертывания болтов, крепящих подшипниковые щиты и крышки.
 https://www.youtube.com/video/MKZBAqnGoZ4
https://www.youtube.com/video/MKZBAqnGoZ4
Первые две операции сборки выполняются на отдельном оборудовании, установленном рядом с конвейером.







")

