

- Рейтинг самых популярных флюсов для пайки
- Из истории пайки и металлургии
- Что нужно знать о соединении проводов?
- Классификация альтернативных видов припоя
- Как сделать своими руками
- Особенности легкоплавких флюсов для пайки
- Флюс из ортофосфорной кислоты
- Провод к проводу: как припаять, совету по выбору паяльника и описание процедуры паяния
- Классификация паяльных приборов
- 4. Спирто-канифольный флюс
- Эксплуатация различных видов паяльного оборудования
- Изготовление паяльника, имеющего импульсный принцип действия
Рейтинг самых популярных флюсов для пайки
1. Флюс Kingbo RMA-218
|  | |
2. Флюс Amtech RMA-223
|  | |
3. Флюс-гель Rexant «BGA и SMD»
|  |
Из истории пайки и металлургии
Известны сведения, что пайка применялась в Месопотамии уже 5000 лет назад. Избранные шумерские мечи за 3000 лет до Рождества Христова собирались указанным методом. Неправильный процесс пайки приводит к печальным последствиям. Экспедиция Скотта к Южному полюсу погибла из-за того, что ёмкости, паяные оловом, растеряли запас горючего.
В США зарегистрировано общество сварщиков. Это официальная организация, которая занимается специфическими вопросами соединения металлов. Любой желающий вправе проверить на aws.org. Американское общество сварщиков стало некоммерческой организацией, основанной в 1919 году с целью изучения и описания процессов сварки и пайки. Издания упомянутого социума полны наукоёмких определений.

Логотип Американского общества сварщиков
AWS охватывает свыше 73.000 человек и состоит из 22 отделов, делящихся на 250 секций, раскиданных по миру. Благодаря этой организации, знания, касающиеся сварки и пайки, постоянно систематизируются и поддерживаются в свежести. Первые трудности американское государство стало испытывать в период I мировой войны, когда скорость создания боевой техники сильно пострадала из-за отсутствия стандартов. Президент Вудроу Вилсон обратился за помощью к профессору Комфорту Адамсу для создания специального комитета, способного заняться вопросом.
28 марта 1919 года родилось AWS. Уже за первый год существования организация выросла до 217 участников, обзавелась собственными публикациями и штаб-квартирой. В первые годы общество жило за счёт сборов в пользу собственного журнала. Сегодня общество занимается обучением профессионалов мира, продолжает научные публикации, ведёт аккредитацию специалистов.
Что нужно знать о соединении проводов?
Пайка проводов – неотъемлемая процедура при монтаже электропроводки. Качественно выполненная пайка, соединенные провода в распределительной коробке, правильная скрутка – все это позволяет сделать долговечную электропроводку.
Сегодня продолжают использоваться электропроводки, выполненные из алюминиевого и медного провода. Стоит отметить, что качество и долговечность медных проводов делает их выгоднее для потребителей, несмотря на стоимость материала.
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.

Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
Классификация альтернативных видов припоя
На основании такого признака, как тип пайки, эти устройства можно разделить на две основные группы — свинцовые и бессвинцовые.
Что такое припой, думаем, объяснять не надо. Как и флюсы, припои для пайки сильно различаются по своим характеристикам. Грубо говоря, припой состоит из сплава олова и свинца, но пропорции могут быть разными. Существует очень много марок припоев, которые различаются температурой плавления, плотностью, теплопроводностью, электрическим сопротивлением и некоторыми другими параметрами.
Чем больше в припое свинца, тем больше температура его плавления. Ты можешь задать вопрос: «А не все ли равно, каким припоем паять? Зачем больше одного вида припоя?». На самом деле все очень просто. Приведем пример: как ты знаешь, все силовые элементы питания электронных устройств в процессе работы довольно сильно разогреваются.
Если припаивать такие элементы припоем с низкой температурой плавления, пайка со временем может разрушиться, при этом нарушится электрический контакт, и прибор перестанет работать. Это довольно часто случалось с ламповыми телевизорами, так как рабочая температура электронных ламп очень высока, и без должной вентиляции контакты ламповых разъемов начинали плавиться (а то и кипеть!
), что нередко заканчивалось возгоранием телевизора (о пожарах, вызванных ламповыми телеками, думаем, ты слышал). В то же время, не все элементы электронных устройств можно паять при высокой температуре, например, многие микросхемы могут не выдержать даже кратковременного разогрева до той температуры, при которой плавится припой с большим содержанием свинца, предназначенный для монтажа силовых элементов.

Есть еще некоторые причины существования большого количества марок припоев, например, несколько разных марок применяются при ступенчатой пайке, когда рядом стоящие на одной печатной плате элементы паяют разными припоями (в сторону уменьшения температуры плавления). Делается это для того, чтобы при монтаже одного элемента не зацепить уже припаянную деталь.

Доработка жала паяльника.
Еще пару десятилетий назад лампу паяльную использовали везде при необходимости нагреть поверхность или металл. Ее часто применяли на производстве, потому как замены ей не было. Сейчас с современными технологиями появились альтернативные варианты, поэтому паяльная лампа стала немного вытесняться. Но не всегда удобно воспользоваться современной техникой.
Если нет возможности воспользоваться горелкой зимой на морозе, то на помощь приходит лампа паяльная. Практически у каждого мужчины в хозяйстве сохранилась паяльная лампа с советских времен, которой периодически пользуются в следующих случаях:
- часто возникает необходимость воспользоваться паяльником, а данное устройство отлично подходит для нагрева самого паяльника и припоя;
- в случае если необходимо сварить между собой металлы с температурой нагрева до 1000 градусов;
- расплавить металл с температурой нагрева до 900 градусов;
- когда необходимо снять старое лаковое покрытие с металлических предметов;
- для разогрева и оттаивания замороженной воды в трубах и канализации;
- в морозы с помощью паяльной лампы отогревают автомобильные двигатели;
- иногда требуется разобрать резьбовые соединения, которые заржавели от старости, паяльная лампа как нельзя кстати подходит для этой работы;
- при разведении скота данное устройство используют для осмоления шкур забитых животных.
Не каждый сразу понимает, зачем нужна паяльная станция. Для большинства это просто удобная подставка. Мы утверждаем, что технологический режим часто определяет успех или неудачу мероприятия. Пайкой принято называть процесс соединения двух металлов при помощи припоев без плавления. В процессе активно участвует флюс, в задачи которого входит удаление оксидной плёнки, улучшение свойств смачиваемости и прочие. К припою предъявляется ряд условий:
- От припоя зависит прочность будущего соединения.
- Сплав, использующийся в этом качестве, обязан хорошо смачивать соединяемый металл.
- В местах контакта неизбежно образуется диффузия, процесс не должен снижать прочности.
Если говорить подробно, характеристики припоя удобно отображать в виде температурных диаграмм, наподобие тех, что иллюстрируют состояния стали. Оказывается, у смеси двух металлов вне зависимости от процентного состава композиции одинаковая точка отвердевания. Но окончательное плавление происходит при разной температуре.

К примеру, при смешивании серебра и меди образуется сплав с соотношением компонентов 72:28, причём точка плавления (ликвидус) максимально приближена к кристаллизации (солидус). Этим обеспечивается гомогенность припоя при работе. В противном случае подвижные его фракции при относительно низких температурах отделяются.

Процесс пайки
Все это приводит к возникновению неоднородности, что затрудняет процесс пайки. Припой, для которого ликвидус и солидус различаются слишком сильно, рекомендуется заранее прогревать чуть сильнее необходимого уровня. Много трудностей ждёт человека, неправильно выдерживающего технологию. Список явлений, влияющих на процесс пайки и снижающих качество:
- Водородная хрупкость присуща сталям, меди и серебру. Суть явления — окислы металлов восстанавливаются атомами водорода, легко проникающими в кристаллическую решётку. Получившаяся вода внутри создаёт гигантское давление, разрушающее металлы в области шва. Сложнее прочего приходится с медью, а сталь можно на время предварительно выдержать при температуре до 100 градусов Цельсия, чтобы избавиться от водорода.
- В сталях (и прочих сплавах), содержащих хром, при пайке идёт активное образование карбида металла. В результате коррозийная стойкость шва резко снижается. Карбид обнаруживает тенденцию откладываться в некоторых частях кристаллической решётки. Процесс возможно выправить нагревом до 1000 – 1130 градусов, что заставит соединение вновь раствориться, но для большинства паяных швов подобный подход недопустим. Вместо этого применяется нагрев лишь до 870 градусов с последующим охлаждением в печи до 540 градусов.
- В ходе термических нагрузок при пайке часто замечается растрескивание металла. Чтобы избежать этого, вместо закалки часто применяют отжиг. Стараются сборные соединения выполнить без механического напряжения в точках шва. Нагрев производится постепенно. Обратная сторона монеты – массивные детали доводят до кондиции по возможности быстро. В этом случае нагрев при пайке не успевает захватить весь объем, что значительно снижает напряжение. Ключом становится правильная технология. Играет роль правильный выбор припоя.

Сплав для работы
- Никель при нагреве в присутствии серы растрескивается. Это вызвано образованием легкоплавких сульфидов, откладывающихся по границам зёрен кристаллической решётки. Такой металл восстановлению не подлежит. Задача решается добавлением в сплав хрома и тщательной очистки среды от любых примесей веществ с серой в составе (нефть, краска, смазка и пр.). По схожей причине для пайки железа и никеля не используются соединения с фосфорным компонентом.
Итак, флюс – это такой сплав металлов, имеющий легкоплавкую структуру, который применяют для спаивания двух разных материалов. Этот сплав можно сделать и своими руками, если вы знаете особенности соединения двух разных материалов при термической их обработке.
Соединение двух материалов при помощи флюса выходит при условии, если на уровне шва будет выдержана та или иная температура. В зависимости от того, какой материал берется, температура варьируется в пределах от 50 до 500 градусов. Температура плавки припоя обязано быть намного выше температуры плавки материала, который вы обрабатываете.
Такая вещь, как флюс для пайки имеет несколько разновидностей, его нужно выбирать в зависимости от таких факторов:
- металл;
- температура пайки.
- температура самого флюса;
- параметров поверхности работы;
- прочности материала;
- его устойчивости к коррозии.
Есть две группы флюсов:
- твердые, которые имеют высокий температурный порог;
- мягкие, такие флюс имеют небольшую температуру плавки.

, он создает достаточно прочный тип соединения. Но его недостаток состоит в том, что иногда высокая температура может вызвать перегрев ключевой детали конструкции и выведение ее из строя.
А температура плавки легкоплавких припоев составляет от 50 до 400 градусов. В этот вид флюсов входят такие компоненты:
- свинец;
- олово;
- другие примеси.
Такие флюсы в основном применяются для пайки предметов радиотехники при их установке.
Также есть и сверхлегкоплавкие припои, которые используют для пайки и соединения транзисторов.
Чтобы запаять тонкие поверхности, следует применять мягкие флюсы, а для пайки проводов с большим диаметром нужно брать твердый припой, имеющий высокий температурный порог.

Требуемые характеристики флюса такие:
- способность нормально проводить тепло и ток;
- прочность конструкции;
- способность к растяжке;
- устойчивость к коррозии;
- различия температурных показателей при плавке припоя и основных материалов.
В виде припоя используются такие материалы, как:
- прутья;
- ленты;
- проволочные катушки;
- трубочки с колофонием;
- прочие флюс.
Наиболее распространенная форма – это прут из олова, диаметр сечения которого составляет 1-5 метров.
Есть также и многоканальные виды флюсов, которые имеют несколько источников поступления припоя для создания более прочных соединений. Они могут продаваться в мотках или колбах, иметь спиралевидную форму и содержаться в бобинах. Для одноразового применения лучше всего брать небольшой кусок проволоки размером со спичку.
Флюсы для пайки мягкого типа способны плавиться при температуре до 400 градусов. С их помощью шов становится прочным, мягким и эластичным.
Легкоплавкие флюсы подразделяются на такие категории:
- с минимальным количеством олова;
- свинцово-оловянные;
- специальные;
- сверхлегкоплавкие.
Как сделать своими руками
На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
С целью пайки радиотехнических проводов можно применять припои в виде тонких прутьев, имеющих диаметр 2 мм, которые легко делаются своими руками.
Чтобы их сделать, потребуется сосуд, на дне которого делается отверстие, а затем в него нужно будет вылить оловянно-свинцовый припой в расплавленном виде. Сосуд при этом должен располагаться над жестяным листом или же над металлической плитой. После того как прутья застынут, их можно будет разрезать на куски требуемой длины.
Такую смесь можно еще разлить в формы:
- жестяные желобы;
- дюралюминиевые ёмкости;
- гипсовые.
Это все осуществляется следующим способом:
- отвесьте на весах нужное количество свинца и олова;
- расплавьте металл в металлическом тигле над газовой горелкой, перемешивая его при этом с помощью стального стержня;
- снимите тонкую пленку с расплавленной поверхности при помощи стальной пластинки;
- разлейте сплав по формам.
Независимо от того, какой вид флюса вы используете, протрите готовую пайку тряпочкой, предварительно смоченной в ацетоне или же ректификате. Шов очищается жесткой щеткой, которую нужно перед этим окунуть в растворитель.
На рынке можно приобрести жидкие и гелеобразные безотмывочные флюсы, которые обладают такими преимуществами:
- отсутствие компонентов, провоцирующих окисление и коррозию;
- флюс такого типа не проводит ток;
- не нужна очистка после пайки.
Жидкий флюс такого вида нужно наносить при помощи ватной палочки или кисточки. Также можно сделать приспособления для его нанесения самостоятельно на основе обычного шприца и силиконового шланга, который и будет наполняться жидким флюсом.

Пайка – один из лучших методов соединения металлов. Она обеспечивает
и не занимает много времени по сравнению со сваркой.
Однако пайка вреда тем, что во время нее выделяются вредные газы, поэтому нужно не забывать о защитных перчатках, очках и фартука на основе плотной ткани.
Кроме того, риск отравления можно значительно снизить за счет применения смесей от хороших производителей.
Если нет желания покупать дорогостоящее устройство или же, напротив, заказывать паяльный фен из Китая, то Вы можете сделать это устройство своими руками.

Детали, которые могут понадобиться в реализации проекта, есть практически в каждом доме. Кроме того, их можно купить в ближайшем магазине электроники. Для нагнетания воздуха будет использоваться вентилятор от персонального компьютера. Чтобы провод не оторвался при работе от детали, его нужно прикрепить к блоку.

Для корпуса понадобится резистор на 10 Вт. Его размер позволяет оборудовать небольшое нагревательное устройство, просто нужно освободить трубку от внутренних элементов. Обязательно изолируйте металлический корпус от нагревательных и проводящих элементов. Для этого можно использовать любую доступную изоляцию, но лучше всего себя зарекомендовала слюда.

Видео инструкция о том, как сделать паяльный фен своими руками.
Для воздуховода потребуется простая консервная банка, он вырезается из емкости. Края нужно подровнять, чтобы при работе они не нанесли вред острыми торцами. Для предотвращения нагревания воздуховода рекомендуется его обмотать стеклотканью – для этого нужно сделать 3 слоя. Ручка может быть изготовлена от тубы из-под шприца. Для соединения кабеля и нагревателя используются клеммники, их подбирают под размер провода.
Особенности легкоплавких флюсов для пайки
Важно правильным образом выдержать режим. Особенно сказанное касается температуры. Если брать микросхемы BGA (поверхностный массив шариков), паяльник в этом случае бессилен. Вместо этого подложка предварительно прогревается феном до нужной температуры, потом чип ставится на место. Технология основана на том, что нижняя контактная часть поверх многочисленных ножек содержит небольшие шарики припоя. Они формируются из специальных заготовок с использованием металлических шаблонов.
Для поддержания нужной температуры используется паяльная станция. Важно поверхность после процедуры спиртом очистить от флюса. Чтобы в дальнейшем избежать коррозии. Потому нередко паяльные станции содержат наряду с традиционным жалом подобие строительного фена. Причём устройство регулируется для подстройки температуры.
Обычно используется раскалённый воздух, удаётся найти в продаже модели, работающие за счёт инфракрасного излучения или явления индукции (как новейшие кухонные плиты). Паяльная станция позволяет полностью контролировать процесс. Если это рабочее место для монтажа SMD-чипов, подложка предварительно прогревается до 150 градусов Цельсия, порой бывает и горячее.

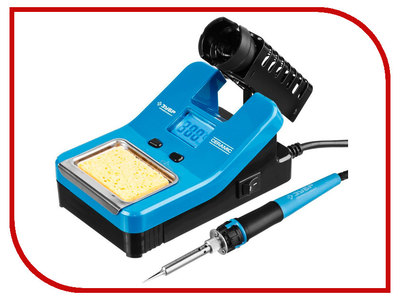
Домашняя станция для пайки
Маркировка такого флюса содержит в себе процент содержащегося в нем олова. Также такие припои содержат сурьму в незначительном количестве и могут использоваться для неответственных видов соединений, которые не подвержены нагрузке или вибрации.
Флюс без свинца с низким содержанием олова используют для пайки контактов на небольших электрических схемах при температуре до 300 градусов.
При температуре от 60 до 145 градусов сверхлегкоплавкие флюсы способны переходить в жидкое состояние и применяться для ручной пайки деликатных деталей. Соединение при этом не слишком прочное.
А специальные припои нужны тогда, когда нужно получить совместимость характеристик с основным типом материала. Для этого берутся составы, которые не поддаются пайке, в том числе:
- алюминий;
- никель;
- низкоуглеродистая сталь;
- чугун.
Так, для пайки алюминиевых деталей нужно сделать припой, который почти целиком состоит из олова, а для лучше диффузии в него нужно добавить в незначительном количестве цинк, буру и кадмий.
Флюс из ортофосфорной кислоты
На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.

Чем смывать: растворителем, бензином, спиртом.
Еще одна распространенная паяльная кислота — ортофосфорная (H3PO4). Она успешно справляется с удалением оксидов с поверхностей металлов и защищает их от образования новых соединений с кислородом, образующих на металле препятствующую спаиванию деталей пленку. Неслучайно ортофосфорная кислота входит в состав большинства средств для антикоррозийной обработки стальных конструкций.
Для пайки сплавов хрома и никеля кислота применяется не в чистом виде. Флюс почти на 1/3 состоит из этилового спирта. На долю H3PO4 приходится 32%, и 6% в составе занимает канифоль. В иных составах для лужения и паяния объем кислоты может доходить почти до 100%. Зачастую ортофосфорная кислота разводится вместе с хлористым цинком, массовое содержание которого во флюсе может колебаться от 50% до тысячных долей процента.

Таблица кислотных флюсов.
Ортофосфорная кислота входит в состав активного флюса Ф-38 Н, с помощью которого проводится пайка:
- легированной, малоуглеродистой и среднеуглеродистой стали;
- меди и ее сплавов;
- хромоникелевых сплавов.
Ф-38 Н применяется для пайки в местах с затрудненным доступом и защищает спаянные детали от коррозии. В его составе:
- солянокислый диэтиламин;
- H3PO4 (25%).
Ортофосфорная кислота взрыво- и пожаробезопасна, но работа с ней и ее хранение должны проводиться с соблюдением всех мер предосторожности. Смывать вещество после попадания на кожу или глаза также следует проточной водой. Длительность промывания составляет не менее 10-ти минут.
Кто-то из умельцев, не найдя в доме канифоли или иного флюса, догадался использовать для обработки элементов перед пайкой обычный аспирин. Таблеткой ацетилсалициловой кислоты можно воспользоваться при ремонте бытовых приборов. Правда, при нагревании аспирина образуются едкие пары, поэтому работать с ацетилсалициловым флюсом следует в проветриваемом помещении. Один из способов лужения: посыпать порошком аспирина деталь. По-другому, провода кладутся на целую таблетку и прогреваются паяльником.
На основе салициловой кислоты выпускается флюс ВТС, который часто используется в электромонтаже. Этот состав обеспечивает защиту спаянным деталям от коррозии, поэтому ему отдается предпочтение при проведении такого рода операций. ВТС применяется для обработки меди и ее сплавов, а также элементов из драгоценных металлов. В состав флюса входят:
- раствор салициловой кислоты и этанола (C2H5OH) — 6,3%;
- триэтаноламин — 6,3%;
- технический вазелин — 63%.
Жидкие флюсы наносятся на поверхности кисточкой. В этом случае обеспечивается более точное и равномерное смачивание ими подлежащих пайке элементов, поэтому кисточка должна находиться в любом комплекте для паяния. В то же время, как уже писалось выше, и более активные флюсы, и менее активные в той или иной степени разрушающе воздействуют и на соединенные поверхности, и на припой. Если по окончании работы не удалить флюс, то на стальных деталях, к примеру, процессы ржавления будут протекать в гораздо более быстрых темпах.

Чтобы исключить подобное, после пайки покрытые флюсом детали нужно обработать нейтрализаторами. Самый простой из них — вода. Чтобы удалить Ф-38 Н, ничего, кроме нее, применять не надо. Хорошо нейтрализует действие соляной, ортофосфорной, ацетилсалициловой кислоты сода, так как является основанием. После пайки на детали следует нанести содовый раствор, который затем смывается водой. Остатки ВТС удаляются спиртом или ацетоном.
Провод к проводу: как припаять, совету по выбору паяльника и описание процедуры паяния
На шестом месте расположились различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.

Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
Современное оборудование для пайки предназначено для выполнения качественного соединения элементов. И для того чтобы оно могло наиболее эффективно справляться с этой задачей, при его выборе необходимо обращать внимание на следующие конструктивные и технические особенности:
 Тип нагревательного элемента. На сегодняшний день в магазинах можно приобрести два вида паяльных устройств в зависимости от используемого в них типа нагревателя — керамические и нихромовые. Керамическим нагревателям требуется минимум времени для нагрева, однако, они отличаются неустойчивостью к неравномерному прогреву и могут треснуть. Однако если паяльное оборудование оснащено системой термостабилизации, то такие нагреватели могут демонстрировать хорошую теплоотдачу, высокую мощность и долговечность. По сравнению с ними нагреватели из нихрома не обладают столь длительным сроком службы, поэтому выбирать их следует, если прибором для пайки планируется пользоваться нечасто. Главное достоинство нагревателей из нихрома — более низкая цена по сравнению с керамическими.
Тип нагревательного элемента. На сегодняшний день в магазинах можно приобрести два вида паяльных устройств в зависимости от используемого в них типа нагревателя — керамические и нихромовые. Керамическим нагревателям требуется минимум времени для нагрева, однако, они отличаются неустойчивостью к неравномерному прогреву и могут треснуть. Однако если паяльное оборудование оснащено системой термостабилизации, то такие нагреватели могут демонстрировать хорошую теплоотдачу, высокую мощность и долговечность. По сравнению с ними нагреватели из нихрома не обладают столь длительным сроком службы, поэтому выбирать их следует, если прибором для пайки планируется пользоваться нечасто. Главное достоинство нагревателей из нихрома — более низкая цена по сравнению с керамическими.- Диапазон регулируемых температурных режимов.
- Скорость разогрева.
- Мощность. Для обеспечения качественной работы паяльного оборудования необходимо учитывать цели его использования. Если говорить конкретнее, то нужно учитывать тип пайки, который нужно выполнить, а также компоненты, с которыми предстоит работать. Исходя из этого, становится понятно, что именно на мощность нужно обращать в первую очередь внимание при выборе станции. Особенно об этом следует помнить тем покупателям, которые выбирают оборудование для ремонта чувствительных видов аппаратуры — навигаторов, планшетов и пр.
- Напряжение.
- Эргономические параметры — форма, размеры и вес.
А также не следует оставлять без внимания и объективные факторы, которые смогут помочь в выборе подходящего устройства для пайки:
 Если исходить из действующих в мире стандартов, то все работы, связанные с изготовлением и ремонтом электроники, должны проводиться с использованием метода бессвинцовой пайки. Поэтому в выбираемом оборудовании максимальный температурный режим не должен превышать отметку 250 градусов Цельсия.
Если исходить из действующих в мире стандартов, то все работы, связанные с изготовлением и ремонтом электроники, должны проводиться с использованием метода бессвинцовой пайки. Поэтому в выбираемом оборудовании максимальный температурный режим не должен превышать отметку 250 градусов Цельсия.- Расположение микросхем в корпусе типа BGA. На первый взгляд может показаться, что в этом есть определенный смысл, ведь так можно уменьшить габариты изделия. Но в то же время возникает и негативный момент — пайка становится более трудоемкой операцией из-за труднодоступности компонентов.
Невзирая на то, какой тип паяльного оборудования вы решили приобрести, вы в любом случае должны позаботиться о наличии запасного комплекта сменных жал.
Рабочие жала для станции могут иметь различную форму и площадь краев, которые в свою очередь могут повлиять на конечный результат.
Дело в том, что с увеличением площади края улучшается теплообмен во время пайки. К тому же форма жала может ограничить перечень элементов, которые с его помощью можно обрабатывать, а также максимально допустимый температурный режим.

Всё это учитывают хорошие производители и заботятся о том, чтобы используемые для изготовления паяльных жал материалы обладали хорошей теплоотдачей.
Домашние мастера, которым приходится работать паяльником, не всегда довольны получаемым результатом. Дело в том, что с помощью обычного паяльника не всегда можно наиболее эффективно и качественно выполнить ту или иную задачу.
Именно поэтому специалисты советуют приобрести специальную паяльную станцию, которая благодаря своим техническим и конструкционным особенностям может помочь добиваться более качественного результата с меньшими временными затратами.
Выбирая устройство для пайки, нужно также не забыть и про жала для работы. Учитывая, что это один из главных рабочих элементов, он также может в значительной степени повлиять на конечный результат.
Каждому мужчине в жизни приходилось что-нибудь к чему-нибудь припаять. Температурное воздействие на детали для их последующего соединения считается чуть ли не самым верным способом присоединения. Считается, что паять достаточно просто, но нельзя не учитывать того факта, что для успешного проведения данной процедуры потребуется наличие определённых навыков и опыта.
Статья ниже позволит пользователям, которые не имеют должного опыта и умения, ознакомиться с процессом пайки проводов, а также поможет осуществить выбор паяльного устройства. Это тоже может вызвать определённые вопросы у человека, который будет паять впервые и просто-напросто не знает как правильно паять.
Содержание
- 1 Как выбрать паяльник
- 2 Как правильно припаивать?
- 3 Выводы
Классификация паяльных приборов

При пайке микросхем чаще всего используют канифоль.
Нужно отметить, что флюсы разделены на несколько типов, которые различаются по степени воздействия на обрабатываемые детали до пайки, во время и после нее. К примеру, канифоль и многие составы на ее основе относятся к флюсам с наименьшей активностью, поэтому они часто применяются в пайке микросхем. Возможностей канифольных составов хватает для удаления при невысоких температурах тонких оксидных пленок на меди, латуни и других медных сплавах.
Такие флюсы называются бескислотными (неактивными, нейтральными). Их применение в сфере производства и ремонта радиоэлектроники обусловлено еще одним обстоятельством: бескислотные составы являются диэлектриками, не образующими ток утечки.

На основе канифоли делаются и активированные флюсы. В их состав в малых объемах включаются органические кислотные и аминовые соединения (салициловая кислота, фосфорный анилин и т.п.). С использованием активированного компонента спаиваются не только детали из меди и ее сплавов (при этом даже не требуется очистка окислившихся поверхностей), но и из серебра, железа и различных сталей, никеля и его сплавов.

Антикоррозийные флюсы используются для освобождения подлежащих спайке поверхностей от коррозии.
- Кислотные (активные) — эти составы готовятся на основе соляной кислоты. Она применяется и в чистом виде. С ее помощью подвергаются пайке изделия из железа. Еще одним компонентом флюса из соляной кислоты является хлористый цинк. Такой состав получается в результате простой реакции цинка с HCl. Его легко приготовить в домашних условиях, но он выпускается и промышленностью. Этот флюс всем известен под названием «кислота паяльная». Сферы его применения — паяние меди, железных сплавов, серебра. Являясь реагентом с высокой химической активностью, кислотный флюс гораздо эффективнее уничтожает пленки различного рода на обрабатываемых поверхностях, но так же энергично он взаимодействует и с самим металлом. Поэтому паяльные кислоты и т.п. вещества требуют дальнейшей нейтрализации. Еще одно свойство активных составов — высокая электропроводимость. По указанным причинам кислотные флюсы нельзя применять в радиоэлектронике. К кислотным относится и ортофосфорная кислота, но составы с ее содержанием включены в категорию антикоррозионных добавок.
- Антикоррозионные флюсы — их задача заключается в освобождении подлежащих спайке поверхностей от коррозии и защите соединения от образования окислов в дальнейшем. Как уже говорилось, обязательным компонентом антикоррозионного состава является ортофосфорная кислота (ее используют и в производстве различных антикоррозийных пропиток). С кислотными составами антикоррозионные флюсы сближает присутствие в них кислот, в том числе и органических, но эти флюсы не действуют разрушающена материалы и образуют на них защищающий от окисления слой.
- Защитные флюсы — в эту категорию включены инертные по отношению к металлу вещества. Они предназначены только для защиты предварительно зачищенных деталей от образования окисей. К защитным флюсам относят вазелин, воск и даже оливковое или минеральные масла (оружейное, веретенка) и сахарную пудру. К слову, масло используется как флюс для пайки алюминия. Оно не удаляет оксидную пленку с поверхности этого металла. Очищать поверхностный слой от нее придется ножом или иным острым предметом, но если место пайки покрыто маслом, то алюминий под этой мембраной лишается возможности взаимодействовать с кислородом, хотя известно, что реакция его окисления происходит мгновенно.
- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта. Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом. Этот флюс нейтрален и используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на предварительно залуженных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно взять лазер;
- бур, смешанный с канифолью. Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов. Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс, применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом. Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл. Кроме того, после пайки нужно тщательно почистить плату.
Нельзя оставлять остатки флюса, они не только имеют непривлекательный вид, но и вредны. В электрических схемах они могут вызвать короткое замыкание, если не очистить поверхность вовремя.
Чтобы осуществить пайку трубочками с колофонием, нужно сделать следующее:
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.
Такой метод не стоит практиковать для больших поверхностей с хорошей теплопроводностью, поскольку чтобы нагреть металл в достаточной мере, мощности паяльника будет мало.
Паяльная станция позволяет выполнять узкоспециализированные задачи, поэтому она более предпочтительна. Эти устройства можно классифицировать в зависимости от целей использования. Именно они и определяют комплектационный набор конкретной модели. Существует несколько видов паяльных устройств:
 Термовоздушная. Прибор, который поставляется с феном и позволяет выполнять пайку горячим воздухом.
Термовоздушная. Прибор, который поставляется с феном и позволяет выполнять пайку горячим воздухом.- Индукционная. Небольшое по размерам устройство, которое, несмотря на это, обладает довольно большим рабочим потенциалом и выносливостью.
- Импульсная. Предназначена для монтажа и демонтажа современных схем.
- Инфракрасная. Наиболее подходящий вид устройств для проведения в домашних условиях ремонта мобильного телефона или планшета.

Помня о том, что именно паяльные станции чаще всего используются при изготовлении и ремонте электроники и в них заинтересованы не только профессионалы, но и любители, производители решили создать для них новый тип устройств, обладающих более широким функционалом и сочетающим возможности оборудования разных типов.
Одна из особенностей таких устройств заключается в том, что к ним можно подключить несколько модулей, превращающих их в устройства для выполнения контактной или бесконтактной пайки, а также совершения других операций благодаря прилагаемому комплекту насадок и наконечников.
Рассматривая различные модели оборудования для пайки, необходимо особое внимание обратить на способ управления станции. В зависимости от этого можно выделить два типа устройств — цифровые и аналоговые.
При использовании приборов аналогового типа обязательно постоянное присутствие рядом с ними мастера, поскольку по достижении определенной температуры прибор должен быть отключён, иначе это приведет к перегреву паяльного жала.
В то же время у обесточенного устройства температура начинает снижаться и для возобновления пайки придётся подождать некоторое время, пока температура опять не поднимется до рабочей температуры.
В цифровых станциях работу поддерживает специальное программное обеспечение, которое следит за температурой нагрева жала и регулирует его при необходимости.
Из этого следует, что лучше всего выбирать для пайки устройства с цифровым режимом контроля, ведь в этом случае мастер может рассчитывать на более стабильный и точный уровень поддержания необходимой температуры.
4. Спирто-канифольный флюс

На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.

На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Эксплуатация различных видов паяльного оборудования
- Для обеспечения качественной работы выбираемое оборудование для пайки должно поддерживать определенный температурный режим.
Для микросхем допустимым является температурный диапазон от 190 до 240 градусов. Если во время припаивания температура окажется выше, то вы рискуете перегреть микросхему, из-за чего она станет неработоспособной. В результате вы не только напрасно потратите время, но и лишитесь дорогостоящей детали.
- Еще одна характеристика, которой должно обладать оборудование для пайки, — стабильная площадь и струя нагрева.
По сравнению с миниатюрной паяльной станцией фен способен поддерживать необходимую температуру нагрева в струе воздуха, которая остается таковой даже при небольших изменениях расстояния между прибором и печатной платой. При работе феном площадь нагрева остаётся стабильной. Она определяется прямотекущей струей воздуха.

Паяльный фен, который создает нестабильную струю горячего воздуха, имеющую форму конуса, которая начинает при приближении расширяться и сужаться при удалении, позволит вам быстро и качественно выполнить работу. Часто мастера, решившие изготовить фен для пайки микросхем своими руками, не учитывают стабильность нагрева и равномерность потока воздуха, из-за чего им становится неудобно работать.
- Еще одно требование — безопасность и удобство пользования.
Говоря о безопасности, имеется в виду, что вы не станете производить кардинальные изменения в конструкции имеющего электроприбора, нарушая заводскую схему проектирования узлов соединений, тем более если они имеют рабочее напряжение 220 В. Чтобы перестраховаться, вы можете подключать изготовленный своими руками прибор для пайки не напрямую, а через трансформатор, который можно сделать из блока питания компьютера. Тем самым вы обезопасите себя от серьёзных неприятностей.
Что же касается удобства в использовании, то здесь имеется в виду, что прибор должен быть послушным в ваших руках и не требовать больших усилий для выполнения тех или иных манипуляций. Фен должен иметь такое исполнение, чтобы ваша вторая рука оставалась свободной. Тогда с её помощью вы сможете держать пинцет или осуществлять другие необходимые действия.
Как уже писалось выше, спаиваться может не только медь и сплавы на ее основе. Пайкой можно соединять и другие металлы. Поскольку они обладают разными физико-химическими свойствами, то для их обработки применяются и разные флюсы, которые следует выбирать в зависимости от предназначения.
Ортофосфорная и паяльная кислоты могут использоваться для обработки поверхностей из нержавейки (зачастую в домашних условиях невозможно отремонтировать детали из легированной стали иным способом, чем пайка). Правда, следует помнить, что паяльная кислота — активный флюс на основе кислоты, поэтому он должен удаляться сразу после соединения элементов.

Бура применяется для пайки медных труб, а также чугуна. В «меню» буры также входит пайка нержавеющих сталей, драгоценных металлов, сплавов кобальта с хромом. Этот флюс незаменим при прокладке и ремонте водопроводных систем. Эта соль (Na2B4O7) борной кислоты (H3BO3) может применяться без добавок, но для улучшения характеристик флюса используется смесь Na2B4O7 с H3BO3 в равных пропорциях.
Добавление в состав фтористых и хлористых солей делает его более активным. Флюс из буры применяется при высокотемпературной пайке, после которой необходимо удалять его соли. Смесь можно приготовить самостоятельно. Компоненты смеси растираются в лабораторной посуде. После этого они растворяются в дистиллированной воде. Потом воду следует полностью выпарить.
- Канифоль. Различают канифоль по количеству в ней жирных кислот, чем темнее — тем больше кислот в составе. Хоть и является неактивным флюсом, но учитывая наличие кислот в составе, остатки канифоли лучше удалять с пайки. Является самым популярным и доступным материалом. К недостаткам можно отнести выделение большого количества дыма при пайке и быстрое покрытие копотью жала паяльника. Твердую канифоль тяжело использовать при пайке, поэтому ей лудят паяльники и провода, а для соединения радиоэлементов лучше применять жидкую канифоль в спирту.
 Паяльная кислота. Состав данного флюса включает в себя сильные кислоты — ортофосфорную или соляную и хлористого цинка, который может достигать 50% в растворе. Доступный и дешевый материал, разъедающий все жировые пленки и позволяющий спаивать почти любые виды металлов. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
Паяльная кислота. Состав данного флюса включает в себя сильные кислоты — ортофосфорную или соляную и хлористого цинка, который может достигать 50% в растворе. Доступный и дешевый материал, разъедающий все жировые пленки и позволяющий спаивать почти любые виды металлов. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.- Бура. Является солью борной кислоты и представлена в виде порошка. Для получения жидкого флюса ее смешивают с борной кислотой и водой. Работает при очень высоких температурах, поэтому ее можно применять при работах со строительным феном. Бура — активный флюс, поэтому необходимо тщательно смывать остатки.
- Паяльный жир. В зависимости от состава может быть как нейтральным, так и активным. Состоит из канифоли, вазелина, парафина, хлоридов цинка и аммония. Очень хорошо показывает себя при очищении сильно загрязненных поверхностей, поскольку парафин в составе вытягивает всю грязь от места пайки. Медленно испаряется, почти не дает нагара, но остатки долго испаряются.
 ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.
ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.- СКФ. Спирто-канифольный флюс состоит из этилового спирта (60−80%) и сосновой канифоли (20−40%). Неактивный материал, который можно изготовить самостоятельно, добавив в спирт измельченную канифоль. Слабо коптит, удобен в нанесении. К недостатку относят быстрое высыхание по причине испарения спирта, поэтому хранить его следует в плотно закрытой таре.
- Оксидал. Применяется для чистки жала паяльника, а также пайки сильно окисленных и загрязненных медных проводов.
Вышеперечисленные материалы являются самыми доступными и популярными. Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.
Ввиду разнообразия разновидностей паяльного оборудования подобрать прибор для пайки, максимально удовлетворяющий стоящим задачам, бывает непросто. Собираясь приобрести ту или иную модель, советуем первым делом изучить их технические возможности и рекомендованную производителем область применения.
Домашние мастера, которым приходится выполнять мелкие операции паяльником, часто оказываются в ситуации, когда происходит перегрев чувствительных элементов прибора, но ничего поделать с этим не могут из-за отсутствия возможности правильно настроить температуру рабочего жала.

Тем, кто сталкивается с этим достаточно часто, обязательно стоит подумать о том, чтобы приобрести именно паяльную станцию с феном взамен обычного паяльника.
Такие станции поставляются с блоком питания, который позволяет по своему усмотрению настраивать напряжение, а также температурный режим прибора.
Однако не стоит рассчитывать, что после покупки паяльной станции с системой термостабилизации вы сможете обеспечить для себя комфортные условия работы. Прежде чем остановить выбор на определенной модели, необходимо сравнить все предлагаемые станции по такой характеристике, как мощность. Особенно об этом нужно побеспокоиться мастерам, которые собираются использовать тугоплавкие припои.
Если этому моменту не уделить внимание, то во время работы такой станцией могут возникнуть следующие негативные последствия:
- вследствие превышения допустимой температуры пайки компоненты схемы начнут перегреваться;
- из-за сильного перегрева значительно уменьшится срок службы жала паяльника;
- резко сократится долговечность нагревательного элемента;
- постоянный перегрев дорожек на плате;
- низкое качество пайки.
Если подобные ситуации приходится наблюдать довольно часто, то стоит подумать о замене используемого оборудования на специальные устройства для бессвинцовой пайки. Они не только обладают более высоким показателем мощности, но и могут быть использованы и для свинцовой пайки.
Изготовление паяльника, имеющего импульсный принцип действия
Содержание

Импульсный паяльник представляет собой прибор, предназначенный для проведения монтажных работ при сборке схем электронных устройств. Нагревательный элемент такого прибора представляет собой жало, изготовленное из медной проволоки. Нагрев рабочего элемента осуществляется за счет пропускания через него электротока низкого напряжения.
Инструмент импульсного типа действия использует небольшое количество электрической энергии. Высокая экономичность такого паяльника обусловлена тем, что электроток пропускается через рабочий наконечник только в процессе проведения пайки. Прибор состоит из преобразователя сетевого электрического напряжения в напряжение с высокой частотой.
Преобразователь на выходе выдает электроток с частотой 18-40 кГц. Помимо этого, в состав устройства входит высокочастотный понижающий трансформатор и микропроцессорная схема управления. Вторичная обмотка в понижающем трансформаторе на своих концах имеет токосъемники, предназначенные для закрепления на них жала.

Схема трансформатора импульсного паяльника.
Жало к токосъемникам крепится при помощи болтов. Современные импульсные устройства для осуществления пайки имеют в своей конструкции индикаторы уровня мощности и эффективную подсветку области проведения работ. Корпус современного инструмента изготавливается из термостойкой пластмассы.
Преимуществами таких приборов являются низкое энергопотребление, небольшая масса инструмента и компактность, которая обеспечивается применением в конструкции современных высокочастотных преобразователей. Некоторые устройства имеют помимо индикатора и регулятор мощности, что позволяет проводить работы как с небольшими изделиями, так и с деталями электронных схем значительного размера.
В состав конструкции наиболее простого инструмента импульсного принципа действия входят следующие конструктивные элементы:
- трансформатор электронного принципа действия;
- светодиодные индикаторы;
- медная проволока для изготовления жала инструмента;
- кнопка включения-выключения;
- пластиковый корпус;
- диэлектрическая стойка.

Электросхема импульсного паяльника.
Схема устройства импульсного паяльника значительно сложнее, нежели устройство обычного инструмента, имеющего в своей конструкции нагревательный элемент. Для того чтобы изготовить импульсный паяльник своими руками, потребуется подготовить электронный трансформатор.
Для его изготовления можно использовать импульсный блок питания, применяемый для запуска ламп дневного света с мощностью 40 ватт. Трансформатору из такого блока питания требуется некоторая доработка. Суть ее заключается, в том, что требуется удаление вторичной обмотки и установка дополнительной намотки в виде одного-двух витков медного провода с диаметром в 1 мм.
На месте воображаемого ствола пистолета монтируется стойка, изготовленная из диэлектрика, на которой закрепляется петля из медной проволоки — жало. Оно подключается к вторичной обмотке трансформатора устройства, при замыкании цепи при помощи кнопки-курка происходит нагрев жала. Для визуализации работы инструмента в цепь можно впаять светодиод.
 для SMD компонентов: какой лучше выбрать?")







")

