

Что это такое и зачем нужен?
Флюс для пайки – это распространенное химическое вещество, применяемое при паянии для очистки рабочих поверхностей от жировых загрязнений и оксидных пленок. Благодаря такой обработке снижается натяжение поверхности деталей, что значительно улучшает растекание припоя. Помимо этого, паяльный флюс обладает способностью защищать спаянные места от негативного воздействия окружающей среды.
Применяемые в паянии флюсы, согласно стандартам, должны обязательно соответствовать нижеперечисленным требованиям:
- обладать меньшей температурой плавления, чем припой;
- обеспечивать равномерное растекание припоя (в газообразном состоянии) и его затеканию между соединяемыми деталями (в жидком состоянии);
- не вступать в химические взаимодействия с паяемым металлом (сплавом);
- удалять (разрушать) с поверхности элементов образовавшуюся неметаллическую пленочку.
На сегодняшний день в продаже можно встретить флюс в виде пасты, жидкости и порошка, при этом последний выглядит как мелкие кристаллы белого цвета.
Часто мастера изготавливают флюс самостоятельно в домашних условиях, но его все же рекомендуется приобретать в готовом виде, поскольку «магазинный» состав апробирован к многократной работе.
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
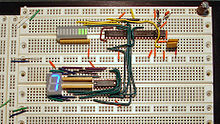
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
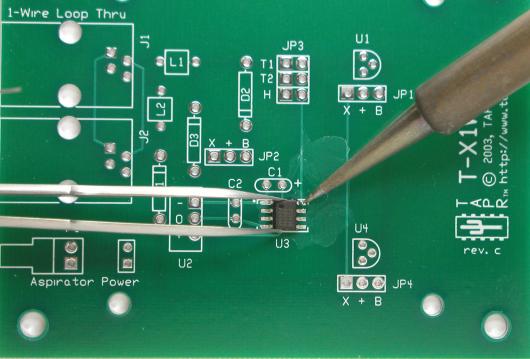
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
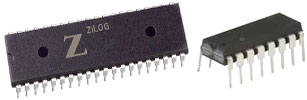

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
По природе активатора
Химические вещества, используемые при паянии, в зависимости от содержания активатора в их составе подразделяются на активные и пассивные. Активный вид выпускается на основе кислотосодержащих реагентов: это может быть хлористый цинк, аммоний, соляная или ортофосфорная кислота. Он безотмывочный и отлично справляется с окислами, старыми налетами жира, но со временем на местах припайки таким флюсом могут появляться следы коррозии и «выедания» металла. Кислотосодержащие материалы редко применяют в быту, поскольку они могут вызывать ожоги кожи и выделять вредные человеческому здоровью пары. К активным флюсам, которые нашли широкое распространение, относят хлористый аммоний, бура и нашатырь.
Неактивный (химически пассивный) материал применяется обычно для очистки с поверхности сплава отложений жира и незначительных окислов. Нейтральный флюс может иметь в составе воск, стеарин или же канифоль. Он содержит такие органические вещества, которые не только защищают поверхность сплавов от окисления, но и не провоцируют образование коррозии.
Сейчас многие применяют при пайке неактивные легкоплавкие припои, но они имеют и один незначительный минус – под влиянием температуры на местах спайки приобретают темный цвет.
Порядок применения
 Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;

- Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;

- Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.








")

