

Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
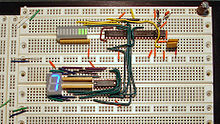
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
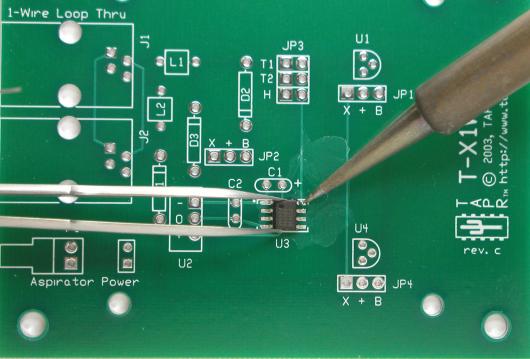
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 – вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Лужение провда - Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
 К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.
Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Советы: как правильно паять
Лучше выбрать паяльник с возможностью замены жала, которых сегодня широчайший выбор. Это иглы, лопатки, конусы.
Обязательно уделите очистке жала несколько минут перед каждым новым включением, в самых сложных случаях воспользуйтесь напильником. Для того чтобы удалить с жала остатки выгоревшего флюса, окисла и пыли, удобно использовать кусочек картона или дерева.
При использовании простого паяльника, чтобы защитить от статики, желательно соединить проводниками инструмент и корпус ремонтируемого устройства с антистатическим наручным браслетом.
Когда паяльник разогревается, “насухую” его не в коем случае не оставляйте. Обмакните жало паяльника в канифоли, сразу как оно разогреется до температур, способных ее расплавить. Хороший слой канифоли на жале защитит паяльник от окисления. Когда будет достигнута температура плавления, его нужно залудить.
Хранить припой не рекомендуется в металлических коробочках, крышках, консервных банках, т.к. он прилипает на их поверхности . Металл таких коробочек (особенно которые используются в качестве подставки для паяльника) сильно разогревается, дозирование становится затруднительным, получается оловянно-канифольная каша, с которой работать тяжело.
У спаиваемых поверхностей должна быть равная температура – это закон!
Очистите заранее, обезжирьте бензином или каким-нибудь другим растворителем и залудите площадки контакта перед пайкой. Характерная ошибка — часть компонентов сначала паяют, а после откусывают оставшуюся длину ножек, убирают ненужные капли припоя.
Также важно учесть, что у электронных компонентов есть предельные температуры, особенно аккуратно нужно действовать с интегральными микросхемами и полевыми транзисторами. При температурах 260-300С время пайки не более 5-10 секунд.
Варьируя длину жала – можно варьировать и температуру. Но гораздо удобнее делать это при помощи регулируемого трансформатора или ручного регулирующего устройства. К владельцам паяльных станций это не относится.
https://www.youtube.com/watch?v=s5C2_bJrrro
Температура жала паяльника, должна соответствовать применяемому припою и общему теплоотводу спаиваемых деталей. На первых порах затруднительно определить правильную темперетару, но со временем вы начнете определять её «на глаз». Красивая, аккуратная и долговечная спайка начнет получаться у вас с приобретением опыта.








")

