

- 1 Что Такое Пайка Волной?
- 2. Технические Особенности Пайки Волной
- 1 Оборудования для Пайки Волной
- 3 Флюс
- Бессвинцовые припои
- В настоящее время традиционный процесс сборки печатной платы состоит из следующих этапов:
- Выбор оптимального теплового профиля
- Выполнение пайки
- Конденсационная пайка (в паровой фазе)
- Лазерная технология
- Отличие бессвинцовой технологии от стандартного процесса
- Пайка волной: второе дыхание технологии — статьи по электронике
- Пайка инфракрасным излучением
- Подготовительные мероприятия
- Последовательность операций при применении пайки волной
- Проведение испытания. настройка процесса
- Флюсование заготовки
- 6、заключение
1 Что Такое Пайка Волной?
Возвращаясь в то время, когда технология поверхностного монтажа была еще недостаточно продвинутой, «пайка волной» была достаточно распространённой техникой пайки. Этот метод использовали для размещения деталей почти на каждой ПП. Пайка волной – часть массового производства, которая поможет вам быстро изготавливать много ПП.
Вам нужно будет провести каждую ПП над ванной с жидким припоем. Там насос создаст волну припоя, которая будет напоминать стоячую «волну». Эта волна омывает печатную плату и припаивает электронные компоненты к её поверхности. Итак, контакт между припоем и зажимом творит чудеса.
После этого печатные платы обдуваются воздухом или опрыскиваются водным спреем для безопасного охлаждения. Это позволит надежно закрепить компоненты на своих местах. Кроме того, пайка волной проводится с использованием защитного газа, вроде азота, что позволяет уберечь припой от повреждений. На Изображении 1 демонстрируются расположенные на ПП компоненты, готовые к пайке.
Изображение 1: Процесс Пайки
2. Технические Особенности Пайки Волной
Технически, в этом процессе пайки используется целый контейнер с припоем. Он может подвергаться воздействию высоких температур, в результате чего его стержень плавится, и образуется расплавленное олово. Жидкий припой принято называть «озерной водой».
Печатные платы выступают своего рода лодками. Они плывут по бурному или спокойному озеру, позволяя олову закреплять детали на плате. После ванной припоя вы заметите насколько быстро происходит охлаждение. И что тогда? Припой закрепит электронные компоненты на ПП.
Более того, вы должны убедиться, что температура настроена должным образом. Если же этого нет, то плата может подвергнуться механическим повреждениям. Что в свою очередь может привести к потере проводимости и появлению трещин. А низкая температура может вызвать чрезмерное утолщение слоев припоя, что также чревато проблемами с платой.
1 Оборудования для Пайки Волной
На рынке вы сможете найти разные аппараты для пайки волной. Можно использовать оборудование как со свинцовым, так и бессвинцовым припоем. Выбор за вами. Однако основные принципы их работы схожи. Конвейер – это важная часть аппарата. Он отвечает за перемещение печатных плат.
Далее вы увидите поддон с припоем и насос, отвечающий за генерацию первичной волны. Кроме того, там будет спрей для распыления флюса и отсек предварительного нагрева. Следовательно, именно эти четыре части и формируют паяльный аппарат. Припой в аппаратах для пайки волной в основном состоит из смеси металлов.
Если оборудования будет использовать свинцовый припой, то он будет на 49.5% состоять из свинца, на 50% из олова и на 0.5% из сурьмы. Однако в последних моделях свинец практически не используются, из-за рисков, связанных со здоровьем. В большинстве случаев используются сплавы олова-никеля-меди и олова-серебра-меди. Изображение 2 демонстрирует оборудование для пайки волной.
Изображение 2: Оборудование для Пайки Волной
3 Флюс
При пайке волной вам необходимо нанести на поверхность печатной платы жидкий флюс. Вы увидите, что флюс улучшит качество паяных соединений. Однако жидкость на компонентах и печатных платах при хранении подвергает их воздействию атмосферы. Такое воздействие может вызвать из окисление и ухудшить качество пайки.
Флюс в основном удаляет грязь и оксиды с поверхности металлов. Кроме того, он также создает пленку, препятствующую взаимодействию воздуха с металлической поверхностью во время воздействия высоких температур. Таким образом припой не окислится. Тем не менее, было бы полезно, если бы вы использовали жидкое олово для во время процесса пайки волной.
В настоящее время температура плавления бессвинцового припоя SAC305 составляет около 217 °C. А флюс в свою очередь нельзя долго подвергать воздействию высоких температур. Следовательно, если вы хотите использовать флюс, его стоит наносить перед тем, как плата подвергнется воздействию припоя.
Флюс можно добавлять двумя способами. Первый способ заключается в том, чтобы вспенивать флюс, а второй – распылять его. При вспенивании флюса он пристает к печатной плате, которая проходит сквозь него. Основным недостатком этого способа является то, что вы можете заметить, что флюс ложится неравномерно. Таким образом в местах, где его нет, качество пайки будет значительно хуже.
Во втором случае флюс распыляют через сопло по мере движения печатной платы. Минусом является то, что распыление происходит слишком быстро. Следовательно, флюс может просто-напросто загрязнить лицевую часть платы. Поэтому, если флюс попадает прямо на плату, это может вызвать её коррозию.
Бессвинцовые припои
В последние несколько лет процесс перехода на новый тип припоя — бессвинцовый припой — быстро развивался.
Пионерами в этой области считаются японские производители, которые уделяют большое внимание защите окружающей среды и стремятся получить новую безопасную и перспективную технику сборки печатных плат.
Основными причинами перехода на новый вид припоев (помимо экологической безопасности) являются более высокие эксплуатационные характеристики таких припоев.
Однако есть ряд причин, по которым промышленное применение этого типа припоя все еще ограничено.
Дело в том, что у бессвинцовых припоев более высокая температура пайки, что сказывается на сложности паяльного оборудования: необходимо выдерживать более узкую границу теплового профиля.
Оборудование должно иметь датчики температуры, расположенные по всей площади нагрева печатной платы и контролировать тепловой профиль в режиме реального времени.
Естественно, переоборудование сборочного цеха под использование припоев бессвинцового типа для производителей экономически невыгодно, однако, по мнению специалистов, борьба за более чистую окружающую среду и требования по повышению качества пайки с постоянной тенденцией Уменьшение размеров устройств приведет к полному переходу электронной промышленности на бессвинцовую к концу 2005 года.
пайка волной
В настоящее время традиционный процесс сборки печатной платы состоит из следующих этапов:
- Установка компонентов
- Пайка паяльной пастой оплавлением;
- Нанесение клея и установка выводных элементов;
- Пайка волной.
Как правило, в большинстве случаев при проектировании устройств можно избежать использования свинцовых компонентов, за исключением клемм и разъемов.
В связи с этим вынужденно расширяется технологическая цепочка сборки печатных плат.
Производители печатных плат разработали и производят ряд клеммных колодок и соединителей для печатных плат, совместимых с пайкой оплавлением — конвекционной печью и парофазной пайкой, что позволяет использовать свинцовые компоненты непосредственно в процессе поверхностного монтажа.
Появление таких компонентов стало возможным благодаря использованию производителями печатных плат специального изоляционного материала, а также ряду технических и конструктивных решений.
- Исключаются дополнительные операции, связанные с выводами компонентов: нанесение клея, установка выводных элементов, сушка, пайка волной припоя — сокращение времени монтажа;
- Упаковка соответствует технологическому процессу — сокращение времени монтажа;
- Не требуется предварительной сушки — сокращение времени монтажа;
- Ручная пайка исключена — стабильность результатов технологического процесса;
- Закрытое нанесение паяльной пасты — экономное использование материалов;
- Фланцы, спаянные в одном технологическом цикле с контактами разъема — сокращение времени сборки.
Выбор оптимального теплового профиля
При использовании бессвинцовых паяльных паст разница температур между участками плат большей и меньшей массы должна быть минимальной.
Это достигается за счет правильного профиля температуры пайки. Следующие методы могут уменьшить разницу температур:
Увеличенное время предварительного нагрева: Этот метод позволяет значительно уменьшить разницу температур, однако по мере увеличения времени предварительного нагрева флюс испаряется, что приводит к ухудшению смачиваемости из-за окисления паяемых поверхностей.
Увеличьте температуру предварительного нагрева. Обычно температура предварительного нагрева составляет 140-160 ° C, однако для бессвинцовых паяльных паст она может быть увеличена до 170-190 ° C.
Поскольку температура предварительного нагрева увеличивается, скачок температуры между этапами предварительного нагрева и пайки будет меньше, чем в обычном тепловом профиле; поэтому не будет такой заметной разницы температур между разными частями печатной платы, вызванной разной скоростью нагрева.
Недостатком этого метода, как и предыдущего, является быстрое испарение флюса (даже на стадии предварительного нагрева), что сказывается на надежности пайки.
Использует ли ваша компания компоненты SMD на печатных платах, но приходится ли паять клеммы и разъемы вручную или в лучшем случае припоя волной?
В современной электронике четко прослеживается тенденция перехода от выводных компонентов к SMD-компонентам — уменьшение габаритов и веса конечного продукта уже давно является обязательным требованием рынка.
Выходные компоненты используются, когда требуется дополнительное механическое крепление элемента к плате с большим собственным весом (в частности, трансформаторы) или возможными механическими нагрузками (например, разъемы).
Выполнение пайки
Температурный режим при выполнении припоя устанавливается в диапазоне от 240 до 260 °С в среднем. Важно соблюсти оптимальный для конкретной заготовки уровень термического воздействия, так как понижение градуса может привести к образованию непропаев, а превышение – к структурной деформации функционального покрытия платы.
Само время контактной операции длится от 2 до 4 сек., а высота припоя при пайке волной рассчитывает индивидуально с учетом толщины платы. Например, для однослойных конструкций припой должен охватывать примерно 1/3 от толщины конструкции. В случае с многослойными заготовками глубина погружения составляет 3/4 толщины платы.
Процесс реализуется следующим образом: с помощью компрессора паечной установки в ванне с расплавленным припоем формируется волновой поток, по которому перемещается плата с размещенными на ней элементами. В момент контакта нижней части платы с припоем происходит образование паянных соединений.
Конденсационная пайка (в паровой фазе)
Данная технология подходит для мелкосерийного производства печатных плат и позволяет монтировать SMD-элементы любого типа, не боясь перегрева.
Нагрев платы с электронными компонентами, предварительно установленными на паяльную пасту, осуществляется за счет конденсации пара в камере автоматизированной установки. Источник пара – химически инертная жидкость, не провоцирующая возникновения коррозии.
Пар кипящей жидкости вытесняет воздух из камеры, поэтому пайка осуществляется в бескислородной среде. Так как температура пара стабильна, исключен перегрев компонентов и обеспечивается безупречная повторяемость процесса. Данный вид пайки печатных плат позволяет создавать изделия любой сложности, включая гибкие платы, многослойные, на алюминиевом основании.
Лазерная технология
Лазерное излучение – мощный источник тепловой энергии, воздействующий локально. При пайке электронных компонентов нагреву подвергается отдельный вывод или ряд выводов. При этом современные установки для сборки электронных модулей позволяют осуществлять монтаж со скоростью около 10 выводов в секунду, что приближает производительность такой селективной пайки к классическим видам групповой.
Пайка лазером незаменима при создании сложных микроэлектронных устройств. К достоинствам технологии относят:
- минимальное температурное воздействие на корпус электронных компонентов, что позволяет припаивать термочувствительные элементы без риска перегрева;
- низкую степень окисления припоя;
- возможность изготовления модулей с высокой плотностью монтажа и минимальным шагом выводов без возникновения шариков припоя и перемычек.
Весь технологический цикл может быть автоматизирован и включать в себя лазерный контроль качества паяных соединений.
От других видов паек печатных плат лазерная отличается более высокой стоимостью оборудования.
Отличие бессвинцовой технологии от стандартного процесса
Если говорить о принципиальных моментах, то бессвинцовая пайка практически ничем не отличается от традиционной Sn / Pb-технологии, кроме температуры.
Однако для некоторых операций рабочего процесса могут потребоваться некоторые изменения.
Так, например, новые типы припоев и флюсов могут повлиять на характеристики паяльной пасты.
Свойства пасты, такие как срок годности, срок годности, текучесть, могут измениться, что потребует изменения конструкции ракеля и режимов оплавления.
Под воздействием повышенных температур пайки может произойти набухание корпусов ИС, растрескивание кристаллов и нарушение работы схем.
Подобные эффекты происходят и в печатных платах. U
Под влиянием температуры происходит расслоение основания, ухудшается плоскостность, что отрицательно сказывается на точности установки ИМС, особенно в больших случаях.
Чтобы оценить влияние повышенных температур и увеличения времени пайки, требуется повторная сертификация существующей технологии пайки. Такие исследования в настоящее время проводят SEMI и JEDEC.
Что касается оплавления, то влияние бессвинцовой пайки на разных этапах процесса неодинаково.
Все основные изменения связаны, прежде всего, с более высокой температурой пайки. Требуется более тщательный подбор комплектующих и базовых материалов.
Остальные проблемы связаны с охлаждением устройства и поддержкой платы.
Многокомпонентные сплавы, содержащие более двух металлов, особенно чувствительны к скорости охлаждения.
Эти припои могут образовывать различные интерметаллические соединения в зависимости от скорости охлаждения.
Исследования стандартной технологии поверхностного монтажа и пайки волной пайки показали, что на выбор сплава влияют как экономические, так и технологические факторы.
Так, например, сплавы на основе индия очень дороги, их нерационально использовать для пайки волной припоя, когда необходимо загружать в ванну большое количество припоя.
Однако этот материал может успешно применяться для изготовления выводов кристаллов flip-chip.
Технологии всех составляющих производственного процесса постоянно совершенствуются.
Большинство вопросов, связанных с процессом пайки, уже решены.
Достаточно подробную информацию о способе пайки своей продукции производители предоставляют на своих сайтах в соответствующих разделах.
Пайка волной: второе дыхание технологии — статьи по электронике
В статье рассказывается о технологии создания инертной среды в установке пайки волной припоя и опыте ее внедрения на действующем российском предприятии.
Монтаж компонентов посредством волновой пайки, несмотря на развитие современных технологий, продолжает широко использоваться на производстве во всем мире. Но что делать компании, если она уже закупила оборудование без впрыска азота? Можно ли усовершенствовать технологию, не инвестируя в новое оборудование?
Отвечаем: можно! Французская компания Air Liquide представляет новое решение Nexelia Inertwave по модернизации существующего оборудования оснащением системой создания инертной среды, которое уже снискало успех во всем мире. В данном материале рассказывается о результатах внедрения данной технологии российским производителем электронных изделий – НВП «Болид» (см. рис. 1).
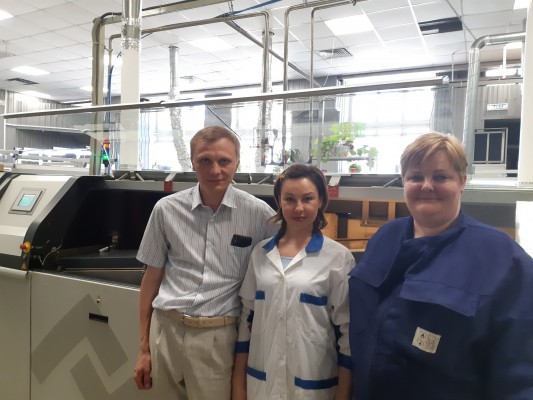
Рис. 1. Алексей Ионов (начальник производства компании «Болид»), Ольга Жиляева (руководитель направления «Технологии и исследования» компании Air Liquide) и Жудит Альт (эксперт по пайке и термообработке в Восточной Европе компании Air Liquide) у новой установки
Компания Болид имеет современную хорошо оснащенную производственную площадку по производству электронных изделий. В том числе и технологию пайки волной припоя. Из-за особенностей конструкции изделий, выпускающихся на предприятии, данная технология очень востребована и применяется с 2004 года.
Компания была основана в 1991 году, а в 1997 году предприятие запустило собственное производство. Линейка продуктов компании насчитывает более 250 изделий. Сейчас НВП «Болид» производит компоненты для систем безопасности и пожарной сигнализации – датчики, блоки управления, согласующие элементы, источники питания, контрольно-пусковые шкафы и т. д. Тиражи – от единиц до сотен тысяч для массовой продукции. Производство включает несколько технологических участков – поверхностного монтажа, объемного монтажа, функционального контроля, финишной сборки и т. д.
Конечно, как у любого живого организма в компании возникают производственные вопросы, желание усовершенствования некоторых процессов, качества продукции. Одним из этапов как стало внедрение французской технологии Nexelia Inertwave, чему предшествовало непростое принятие решения.
Стоило ли рисковать? Улучшится ли качество пайки, сократятся ли расходы, нужно ли что-то менять в отработанной годами технологии? Будет ли работать международный опыт в России? Ответы на эти вопросы приведем ниже.
СТАРАЯ НОВАЯ ТЕХНОЛОГИЯ
Технология Nexelia Inertwave для волновой пайки уже широко применяется в Европе, а также в ряде других регионов, в целом, в списке уже более 2500 установок. Это универсальное газовое решение, которое может адаптироваться под специфические задачи практически любого производства. Решение полностью встраивается в производственный процесс, обеспечивая контроль инертной атмосферы в печи во время процесса пайки.
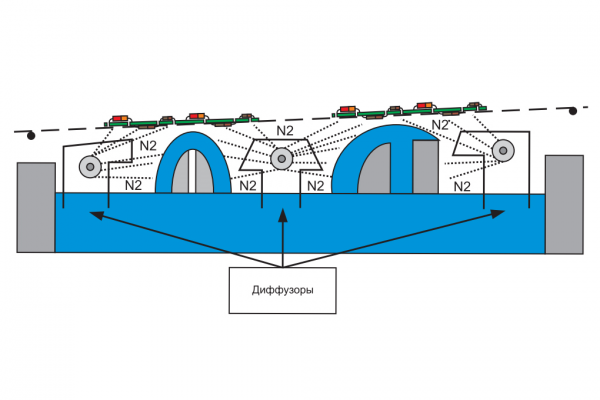
Технологии формирования инертной завесы для ванны с припоем создается посредством удержания газообразного азота на границе печатной платы и волны припоя. Когда волны припоя достигают печатной платы, азот концентрируется в пространстве между платой и припоем, полностью покрывая волны припоя. За долю секунды в атмосфере в нижней части платы содержание кислорода становится менее 10 ppm, что сопоставимо с исходным качеством азота. Эта система работает в открытом пространстве, для нее не требуется какого-либо ограждения или завесы для поддержания инертной атмосферы.
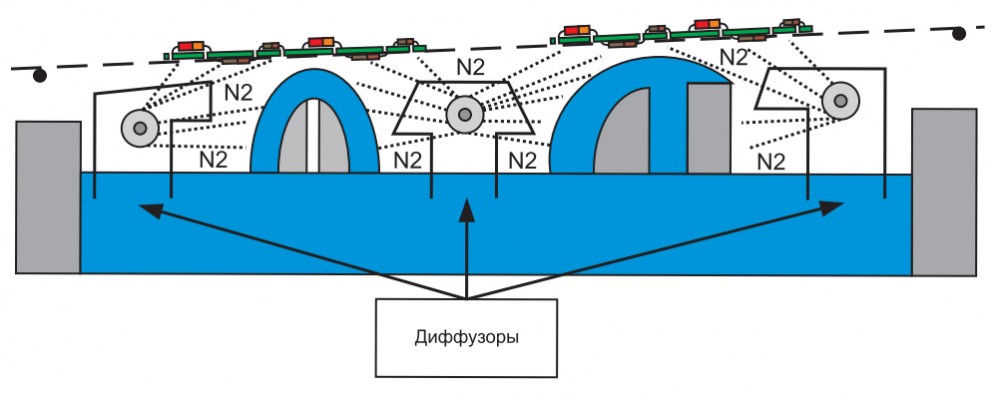
Рис. 2. Принцип действия новой системы подачи азота
Система подачи азота состоит из панели газораспределения, системы впрыска и соединяющего их гибкого трубопровода. Газовая панель регулирует поступление азота из азотной установки и направляет его к устройству впрыска. Система впрыска в свою очередь включает три пористых распылителя, заключенных в титановую раму – камеру повышенного давления (ресивер). Ресиверы соединены друг с другом, превращая систему в единую сборную конструкцию (см. рис. 2). Эта конструкция служит для нескольких целей. Она включает в себя распылители и направляет ламинарный поток азота над поверхностью волны припоя и поддерживает всю систему в положении, в котором предотвращается проникновение воздуха со стороны тигля. В каждом ресивере имеются отверстия специальной формы, что позволяет обеспечивать равномерное дозированное поступление инертной атмосферы к волне припоя. Этот метод обеспечивает необходимую скорость подачи газа и оптимизирует процесс впрыска защитного газа. Кроме того, он предотвращает засорение (забивание) азотных распылителей парами флюса. В зоны крутого наклона волн, критические с точки зрения образования шлака, благодаря барботированию расплавленного припоя постоянно поступает инертный газ и за счет этого образование шлака сильно уменьшается. Вся конструкция находится между форсунками волны припоя.
Для безопасности оператора при обслуживании оборудования предусмотрена система отключения подачи азота. И хотя сам азот не опасен, но при его большой концентрации возникает риск удушья, особенно в малом помещении.
Основной особенностью новой технологии является метод подачи газа. Небольшое повышение давления азота и его направленная диффузия через отверстия в ресивере позволяет устанавливать эту конструкцию в систему волновой пайки любого типа. Поэтому установка не требует каких-либо изменений форсунок или иных модификаций системы формирования волны припоя. Данная особенность позволяет пользователю оборудовать или модернизировать установку фактически любой марки и модели для пайки волной припоя.
Процесс модернизации начинается с запроса исходных данных у клиента, на основе которых специалисты Air Liquide предлагают решение, позволяющее достичь определенных результатов по сокращению уровня образования шлака до 80%, расхода флюса до 30%, а также повышению качества выпускаемых изделий. Правда, в последнем случае стоит сделать оговорку – степень повышения уровня качества в каждом случае индивидуальна и зависит от сложности платы, продукции и используемых материалов.
На следующем этапе изготавливается рамка – индивидуально под каждую машину. Вначале делается шаблон рамки, и уже после «примерки» сама рамка. Далее в течение месяца заказчик тестирует систему на производстве, и, исходя из данных, решает вопрос о продолжении использования.
Практика внедрения данной технологии показывает, что затраты на модернизацию и потребленный азот низки, в сравнении с экономией, качеством и получением дополнительного времени для производства. Учитывая, что для любой отрасли важен экономический эффект, в настоящее время наша система используется во многих сферах – в автомобилестроении, телекоммуникациях, космосе, приборостроении и других.
Особый интерес к Nexelia Inertwave проявляют компании, которые переходят на бессвинцовую технологию. Азот дает возможность увеличения «технологического окна» и управления температурным режимом. Поэтому и производители технических газов, и производители припоя, и производители оборудования, такие, как, например, Rehm Thermal Systems, Heller, Cookson, рекомендуют использовать эту технологию. Осакский университет в Японии провел исследования в данной области и рекомендовал использовать азот при пайке.
ПРОВЕДЕНИЕ ИСПЫТАНИЯ. НАСТРОЙКА ПРОЦЕССА
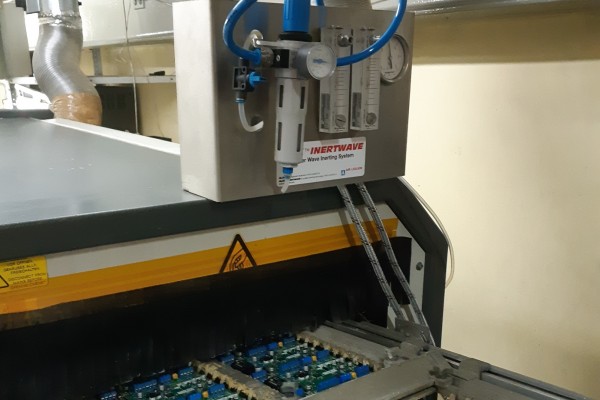

Рис. 3. Установка ERSA с внедренной технологией
Для компании Болид специлисты Air Liquide предложили провести тест с установкой системы подачи газа Nexelia Inertwave на старую модель ERSA 330 (см. рис. 3). Цель теста – последующее внедрение на производстве при достижении заранее оговоренных результатов по увеличению качества пайки и снижению производственных затрат. Задачи были поставлены следующие:
- сокращение шлака до 80%;
- сокращение расхода припоя до 40%;
- улучшение качества пайки не ниже стандартов IPC A-610 D, 7.5.5.;
- снижение простоя машины, увеличение производительности машины (снижение времени по очистке машины).
В течение месяца на производстве замеряли вышеперечисленные показатели с уже установленной системой.
В этот период производился монтаж двухсторонних плат различного размера и различной сложности. За месяц был произведен монтаж свыше 50 тысяч плат общей площадью свыше 65 тыс дм2. Общее количество паяных соединений превышает 3 млн.
Важно отметить, что чистота азота играет важную роль в качестве пайки. Компания «Болид» также установила мобильную бочку компании Air Liquide, которая не требует лицензии, регистрации в РосТехНадзоре и полностью обслуживается поставщиком. Чистота азота сохраняется независимо от расхода газа. Немаловажный фактор, что вся система газоснабжения является безопасной и контролируется компанией Air Liquide. Таким образом, производство избавилось от «головной боли» по работе, контролю азота и высвободило время для решения более важных производственных вопросов.
РЕЗУЛЬТАТЫ
После проведения испытания в течение 1 месяца и последующего использования технологии направленного впрыска азота Nexelia Inertwave результаты подтвердились в работе и даже превзошли ожидания. Основной целью модернизации процесса пайки в среде азота являлось улучшение качества и снижение количеств дефектов. Благодаря внедрению технологии расход припоя снизился практически вдвое при одном и том же объеме продукции. Необходимо подчеркнуть, что модернизации подверглась «старушка» Ersa 330 ETS. Установке уже 13 лет, но она исправно работает и задействована в ряде продуктов.
Применение азота позволило снизить уровень шлака, и, соответственно – снизить количество дефектов, так как любая пылинка, попадая на соединение, может привести к «непропаю» или короткому замыканию. В отличие от пайки в воздушной атмосфере, в среде азота таких дефектов случается гораздо меньше. Кроме того, благодаря качественному азоту увеличивается поверхностное натяжение на волне расплавленного припоя и увеличивается смачивание поверхности контактов, что также положительно сказывается на процессе пайки.
Установка работает с ноября 2022 года, причем именно ноябрь и декабрь стали пиковыми по уровню загрузки производства. Сейчас, анализируя производственные данные за полгода, можно отметить 5-кратное сокращение количества шлака:
Результаты внедрения технологии Nexelia Inertwave:
- сокращение шлака > 85%;
- сокращение расхода припоя > 52%;
- улучшение качества > 90%
На предприятии «Болид» был реализован первый проект в России. И, как показал опыт, его реализация для компании позволила решить важные задачи по повышению качества пайки помимо экономики проекта. Экономический эффект также достигается за счет значительного снижения времени на обслуживание оборудования. Для ТО нужно просто отключить систему, открыть крышку, и тщательно почистить рамку. Это один раз в месяц. И собирать шлак после 5 циклов. Но при круглосуточном производстве сбор шлака можно делать в ночную смену.
Подробнее о компании Air Liquide и ее решениях
Статья впервые опубликована в журнале «Производство электроники» №5 в 2022 г.
Понравилась статья? Поставьте лайк
ЭлектроникаПроизводство электроникиБессвинцовая пайкаМонтаж штыревых компонентов (THT)
Пайка инфракрасным излучением
Технология инфракрасной пайки заключается в воздействии сфокусированным потоком ИК-лучей на участки объекта пайки. Для изготовления плат используется полуавтоматическое и автоматическое оборудование. По типу источника излучения различаются три вида установок:
- ламповые;
- панельные;
- комбинированные, с лампами и панелями.
Конструкция усовершенствованных ИК-печей позволила избавить технологию от ряда недостатков – предусмотрен отвод испарений флюсов, обеспечивается максимально равномерный нагрев изделий, без появления горячих точек, за счет предварительного прогрева плат.
Инфракрасная пайка:
- подходит для серийного и массового изготовления печатных плат;
- не требует предварительно приклеивать компоненты при одностороннем монтаже;
- позволяет изготавливать платы с высокой плотностью расположения компонентов;
- дает возможность фиксировать электронные компоненты всех типов, включая элементы с контактными площадками, скрытыми под корпусом;
- позволяет осуществлять дифференцированный подвод тепла – обеспечивать разный режим нагрева для разных зон платы.
При этом важно учитывать, что для каждого типа печатного узла требуется правильно подобрать режим пайки. Кроме того, есть ряд ограничений, касающихся материала изготовления печатных плат, выбора элементной базы.
Подготовительные мероприятия
Начальный этап, в ходе которого решаются две задачи – выбор компонентной базы и перечня необходимых расходных материалов для операции, а также настройка оборудования. В рамках первой задачи, в частности, производится подготовка основы для платы, фиксируются ее размеры и намечаются контуры паяных соединений.
Из расходных материалов пайка волной требует подключения специальных агентов для снижения будущего образования окислов. Кроме того, могут использоваться и модификаторы технических свойств конструкции, если планируется ее применять в агрессивных средах.
Оборудование для выполнения данной операции, как правило, представляет собой компактную, но многофункциональную машину. Возможности типовой установки для пайки волной припоя рассчитываются на обслуживание однослойных или многослойных плат с рабочим диапазоном по ширине порядка 200 мм.
Что касается настройки данного аппарата, то в первую очередь устанавливаются динамические характеристики и форма волны. Основная часть этих параметров регулируется через сопло подачи волны, в частности, позволяющее задавать потоку Z- и Т-образные формы. В зависимости от требований к печатному узлу назначаются и показатели скорости с направлением волны.
Последовательность операций при применении пайки волной
При применении пайки волной после разупаковки и очистки платы и подготовки компонентов обычно выполняется следующий набор операций.
- 1. Нанесение клея. Нанесение клея выполняется с помощью ручного или автоматического дозатора из специальных шприцев, в которых клей поставляется. Клей наносится в области расположения компонентов, монтируемых на поверхность, таким образом, чтобы обеспечить приклейку компонента к плате, но не покрыть клеем контактные площадки. Клей, как правило, наносится по одной капле на компонент или по две капли, образующие «седло». Последний способ применяется обычно для компонентов в цилиндрических корпусах для предотвращения скатывания компонента. Установка компонентов на клей необходима для их фиксации, в противном случае компоненты могут быть смыты волной припоя.
- 2. Установка компонентов, монтируемых на поверхность. Установка компонентов производится аналогично установке при применении пайки оплавлением. Точность установки компонента при использовании клея должна быть достаточно высокой, поскольку компоненты фиксируются клеем и характерного для пайки оплавления самовыравнивания не происходит. Обычно точность установки определяется размерами и расположением контактных площадок. Следует заметить, что для компонентов с матричным расположением выводов пайка волной не применяется, поскольку их контактные поверхности расположены под корпусом компонента и в их зону доступ волны невозможен.
- 3. Полимеризация клея. Полимеризация клея завершает процесс фиксации компонентов. Обычно полимеризация производится в сушильных шкафах при повышенной температуре и необходимой вентиляции. Процесс полимеризации определяется типом применяемого клея.
- 4. Установка компонентов в отверстия. Эта группа операций полностью аналогична установке компонентов при применении технологии монтажа в отверстия. Компоненты должны фиксироваться для обеспечения правильности их положения в процессе пайки. При применении смешанной технологии с пайкой волной компоненты, монтируемые в отверстия, устанавливаются со стороны, противоположной компонентам, монтируемым на поверхность.
- 5. Нанесение флюса. Флюс наносится на поверхность платы со стороны пайки, т.е. с той стороны, на которую установлены по- верхностно-монтируемые компоненты.
- 6. Пайка волной. Пайка волной осуществляется аналогично методу монтажа в отверстия. Компоненты, предназначенные для монтажа на поверхность, выдерживают воздействие волны припоя в течение нескольких секунд, поэтому волна может проходить непосредственно по корпусам компонентов. Корпус компонента может препятствовать попаданию припоя на контактные площадки, образуя так называемую теневую зону. Для устранения этого эффекта платы проектируются таким образом, чтобы волна двигалась вдоль сторон микросхем, на которых располагаются выводы, и поперек ЧИП-компонентов. Если микросхема имеет выводы по четырем сторонам, она устанавливается на плату под углом 45°. После выполнения пайки плата может подвергаться отмывке и сушке.
Проведение испытания. настройка процесса
Для компании Болид специлисты Air Liquide предложили провести тест с установкой системы подачи газа Nexelia Inertwave на старую модель ERSA 330 (см. рис. 3). Цель теста – последующее внедрение на производстве при достижении заранее оговоренных результатов по увеличению качества пайки и снижению производственных затрат. Задачи были поставлены следующие:
- сокращение шлака до 80%;
- сокращение припоя до 40%;
- улучшение качества пайки не ниже стандартов IPC A‑610 D, 7.5.5.;
- снижение простоя машины, увеличение производительности машины (снижение времени по очистке машины).

В течение месяца на производстве замеряли вышеперечисленные показатели с уже установленной системой.
В этот период производился монтаж двухсторонних плат различного размера и различной сложности. За месяц был произведен монтаж свыше 50 тысяч плат общей площадью свыше 65 тыс дм2. Общее количество паяных соединений превышает 3 млн.
Важно отметить, что чистота азота играет важную роль в качестве пайки. Компания «Болид» также установила мобильную бочку компании Air Liquide, которая не требует лицензии, регистрации в РосТехНадзоре и полностью обслуживается поставщиком. Чистота азота сохраняется независимо от расхода газа.
Немаловажный фактор, что вся система газоснабжения является безопасной и контролируется компанией Air Liquide. Таким образом, производство избавилось от «головной боли» по работе, контролю азота и высвободило время для решения более важных производственных вопросов.
Флюсование заготовки
Как и в сварочных процессах, при выполнении пайки флюс играет роль очистителя и стимулятора формирования качественного соединения. Применяются порошковые и жидкостные флюсы, но в обоих случаях главная их функция заключается в предотвращении процессов оксидирования металла до начала реакции пайки, иначе припой не свяжет поверхности соединения.
Нанесение жидкого флюса производится с помощью распылителя или пенообразователя. На момент укладки смесь должна быть разбавлена с необходимыми активаторами, канифолью и мягкими кислотами, что улучшит реакции. Пенные растворы наносятся с помощью трубчатых фильтров, образующих мелкопузырчатую пену.
В процессе пайки волной с металлизацией такие покрытия улучшают смачивание и стимулируют действие модификаторов. Обычно и жидкие, и твердые флюсы предусматривают выполнение отдельных операций промывки или зачистки излишек материала. Но есть и категория несмываемых активных веществ, которые полностью входят в структуру распаечного материала и не требуют какой-либо зачистки в дальнейшем.
6、заключение
В этом руководстве мы разобрали все, что касается процесса пайки волной. Кроме того, мы упомянули альтернативные техники. Нашей целью было ответить на как можно большее количество вопросов о пайке волной. Поэтому теперь вы можете спокойно решить, какой из предложенных методов подходит именно вам.
Более того, вы можете связаться с нами, если хотите изготовить ПП или получить удовольствие от ее сборки. Вы также можете узнать у нас, какие техники мы используем для r сборки ПП. Мы поможем вам всеми возможными способами.
И если у вас все ещё остаются вопросы, наша команда специалистов и инженеров с радостью на них ответит. Мы знаем, как удовлетворить ваши потребности. Пишите нам по адресу [email protected]




")

