

Качество ремонта промышленной электроники зависит, в том числе, от качества монтажа микросхем после ремонта к контактной площадке платы. Микротрещины в пайке BGA, изъяны пайки из-за некачественной пасты, шариков BGA или флюса могут сами по себе быть причиной некорректной работы вполне рабочей микросхемы. Неисправности появляются из-за дефектов пайки, термического воздействия, вибрации, холодной пайки, недостаточного смачивания флюсом и пр. Качественная пайка подразумевает не только наличие профессионального инструментария и расходников, но и соблюдение технологии и огромный опыт инженера.
Гайд от инженеров компании Первый ампер поможет разобраться, что такое пайка BGA и как влияет качество пайки на стабильную работу и срок службы оборудования.
- Что такое BGA микросхема?
- Шарики BGA. Что это и для чего?
- Как перепаять BGA микросхему? Какие этапы работы существуют для этой процедуры?
- В чем сложность операции, и почему ее не может сделать слесарь на заводе?
- Какие понадобятся инструменты для пайки?
- Нижний подогрев для пайки BGA. Для чего применяется, что дает? Какая температура необходима? Какие альтернативы такого метода?
- Где ключ у BGA микросхемы?
- Флюс для пайки BGA. Что это и для чего?
- Термовоздушная паяльная станция. Для чего она?
- Паяльник для пайки. Чем отличаются паяльники для электроники, как это влияет на качество пайки?
- Микроскоп бинокулярный. Для чего он, в какой момент используется?
- Как непрофессионалу понять, что нужна эта операция?
- Что приводит оборудование к такой поломке до и после ремонта?
- Реклама
- Статьи по теме
- Свойства микросхем в корпусах BGA
- Приемы BGA монтажа
- Самые грубые ошибки при пайке паяльником и оловом
- Никогда не работайте без очков
- Не снимайте паяльником изоляцию с кабеля
- Не паяйте под напряжением
- Повреждение соседних устройств
- Доработка андерфилла
- Повреждение паяльной маски
- Повреждение контактной площадки
Что такое BGA микросхема?
BGA (от англ. Ball grid array — решетка из массива шариков) — это тип фиксации микросхемы на печатной плате, для которого создается подушка или корпус из металлических шариков. Микросхема должна располагаться на плате и надежно крепиться во избежание микродвижений и отвала от платы. Для этого шарики от 0,15 мм до 1 мм наносят на обратную сторону микросхемы, контактирующую с платой. Далее микросхему равномерно прогревают термофеном (в небольших мастерских) или паяльной станцией (в профессиональных лабораториях), и шарики начинают плавиться. Благодаря поверхностному натяжению корпус центрируется на равном расстоянии от платы. Именно правильно подобранные температура и время способствуют созданию идеального расплавленного припоя. Благодаря этому шарики не деформируются и закрепляют чип ровно над тем посадочным местом, которое запланировано согласно схеме контактов на плате и микросхеме.
Шарики BGA. Что это и для чего?
Шарики BGA используются для крепления микросхемы к печатной плате. Фактически они образуют ножки или опоры между платой и микросхемой. Шариковые выводы формируются двумя способами. Допустимо нанесение шариков BGA фабричного производства вручную, если выводов менее 50. В остальных случаях, когда шариков может быть 1000 и более, применяется нанесение пасты BGA через трафарет, что гарантирует равномерное заполнение и безупречное покрытие поверхности чипа. Именно этот метод сейчас используется в большинстве случаев.
Процесс перекатки шариков через трафарет называется реболлинг. Трафарет представляет собой металлическую пластину с отверстиями, в которые втирается и утрамбовывается паста BGA. Его выбирают с таким же шагом шариков, как на микросхеме. Качественный трафарет плоский, без изгибов, вмятин, не выгибается в процессе нагрева.
Если шарики имели изначальный заводской брак, демонтаж и ремонт этого участка может понадобиться в оборудовании с минимальным сроком эксплуатации. Если микросхема вышла из строя за время работы прибора или имеет другие функциональные недостатки, установка новой также требует формирования новых шариков для припаивания новой исправной микросхемы. Иногда корпус из шариков необходим, когда плата изготавливается с нуля.
Как перепаять BGA микросхему? Какие этапы работы существуют для этой процедуры?
Перепайка микросхемы требует не только опыта работы с высокотемпературным оборудованием и знания технологии, но и максимальной осторожности инженера, так как часто приходится спасать исправную микросхему. Поэтому половина успеха приходится на аккуратный демонтаж. И только опытный мастер может демонтировать чип, не повредив посадочные пятачки чипа и не испортив контактную дорожку. Этапы перепайки включают такие шаги:
- Демонтаж с использованием инфракрасной паяльной станции.
- Удаление припоя специальной впитывающей оплеткой с применением флюса.
- Формирование новых выводов микросхемы из пасты BGA или шариками через трафарет.
- Подготовка площадки.
- Нанесение флюса.
- Позиционирование и монтаж новой микросхемы.
В чем сложность операции, и почему ее не может сделать слесарь на заводе?
Самостоятельно припаять микросхему таким способом можно, только имея полный набор инвентаря, что крайне редко встречается в мастерской штатного технического персонала на производстве. Однако наличие расходников и инструментария не гарантирует высокое качество работы. Теоретические знания можно получить у опытного мастера, но сам процесс требует огромного опыта подобных работ. На результат может влиять даже недостаточные смачиваемость флюсом, удаление припоя и подготовка рабочей области при формально правильном соблюдении технологии.
Какие понадобятся инструменты для пайки?
Профессионалы в ремонтных мастерских имеют целый набор трафаретов для разных микросхем, изготовленных с помощью лазерных технологий. Для подогрева микросхемы необходима инфракрасная паяльная станция, прогревающая одинаково всю площадь печатной платы и сохраняющая выверенную температуру в течение всего заданного времени. Также инженер использует обычную паяльную станцию с паяльником и термофеном, стереомикроскоп для работы с мельчайшими компонентами, лезвия, вакуумный электрический пинцет и обычный пинцет с загнутыми губками для снятия чипа после распаивания и точной установки на плату. Для проведения процедуры применяются различные расходники: флюс, термоскотч, медная оплетка, растворитель флюса и загрязнений.
Нижний подогрев для пайки BGA. Для чего применяется, что дает? Какая температура необходима? Какие альтернативы такого метода?
Если для демонтажа микросхемы от платы нагревать только микросхему, ее температура может быть выше, чем температура шариков припоя и платы. Это грозит перегревом и выходом из строя микросхемы, которая может быть вполне рабочей и не нуждаться в замене. Кроме того, верхний прогрев не создает одинаковую температуру по всей поверхности микросхемы, что не подходит для больших чипов.
Нижний подогрев обеспечивает равномерный прогрев плат большой площади (от 100 до 600 мм), при этом практически исключаются геометрические изменения плоскости плат. Без этого невозможно, не повредив плату, снять большой чип и совершенно невозможно установить обратно. Плата встанет “пузырем”. Температура нижнего подогрева выставляется алгоритмами программного обеспечения паяльной станции и составляет, в зависимости от профиля, примерно 200 градусов.
При одновременном прогреве сверху и снизу шарики плавятся равномерно по всей площади, что позволяет быстро демонтировать микросхему и предотвращает разрушение проводников на печатной плате.
Где ключ у BGA микросхемы?
Как правило, ключ на микросхеме выполнен либо медной металлизацией в виде треугольника или уголка на микросхемах с открытым кристаллом, либо в виде медной полосы на микросхемах, где кристалл залит пластиком. Все контакты на чипах и платах содержат буквенно-цифровой адрес, то есть матрица имеет буквенное обозначение по горизонтали и цифровое по вертикали. Буквы I, O, Q, S, X и Z не используются в обозначениях, так как их можно перепутать с цифрами 1,0, 5, 2. Х не фигурирует, потому что часто используется в наименовании серии электронного компонента у разных производителей. Ключи на плате и микросхеме должны совпадать в процессе установки перед пайкой, как и распиновка.
Флюс для пайки BGA. Что это и для чего?
Флюс для пайки — это специальный состав, включающий в себя органические и неорганические вещества. Флюс чаще используют для подготовки места спая, но иногда он используется и для очистки контактного поля. Флюс улучшает смачиваемость соединяемых деталей и помогает припою лучше растекаться. Во время такого прогрева металлы окисляются, появляется оксидная пленка. Флюс растворяет окислы, способствуя лучшей текучести припоя.
Термовоздушная паяльная станция. Для чего она?
Термовоздушная паяльная станция представляет собой мощный фен, где для нагрева используется не жало, как в электропаяльниках, а струя горячего воздуха высокой температуры (до 500 градусов). Стабильная температура поддерживается регуляторами мощности, а температура отображается на индикаторе станции. Воздух поступает по гибкому шлангу на сопло и передается на поверхность через насадки разного размера, что предохраняет от нагревания соседние элементы. Этот инструмент незаменим для щадящего демонтажа и максимальной плотности соединений при монтаже микросхем. Такая паяльная станция применяется при вспомогательных работах для оплавления шариков на микросхеме. Также в такой конструкции специалисты паяют микросхемы BGA с малым количеством выводов для сокращения времени замены таких микросхем.
Паяльник для пайки. Чем отличаются паяльники для электроники, как это влияет на качество пайки?
Для работы с электронными компонентами профессионалы имеют набор паяльников, отличающихся от обычных электропаяльников для пайки проводов. Они меньше по размеру и имеют более тонкие варианты заточек и специальные наконечники. Узкопрофильные паяльники предназначены для нанесения тонкого слоя припоя или точечного нагрева. Также, как и более массивные для более грубых работ, паяльники для электроники бывают нихромовые, керамические, индукционные и импульсные.
Паяльники различного типа нагрева имеют и разные варианты контроля за температурой жала для поддержания температуры в точке пайки. Также для качественной пайки необходим запас по мощности и быстрая реакция блока управления на изменение температуры в зоне пайки. Чем стабильнее температура в области пайки, тем лучше результат.

Микроскоп бинокулярный. Для чего он, в какой момент используется?
Микроскоп бинокулярный или стереомикроскоп необходим инженеру для рассматривания миниатюрных электронных компонентов во время диагностики и оценки качества ремонта. Также он используется для поиска трещин, коррозии проводников печатной платы, позиционирования элементов поверхностного монтажа, чтения маркировки. Этот инструмент имеет 2 окуляра и один объектив, что позволяет ему демонстрировать объемное стереоизображение. Благодаря этому мастер видит все повреждения не на плоскости, а в трехмерном измерении. Стереоскоп значительно улучшает глубину диагностики и ускоряет ремонт.
Как непрофессионалу понять, что нужна эта операция?
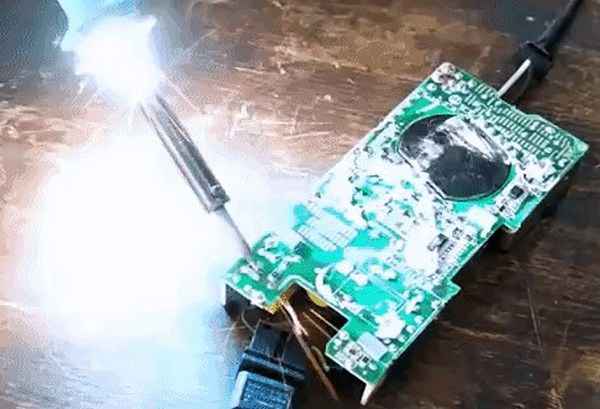
Дефекты пайки приводят к дребезгу, пропадающему контакту, перепаду напряжения, изменению тока нагрузки. Старт холодного и теплого блока отличаются, а техника ведет себя нестандартно. Самое опасное в дефектах пайки (микротрещинах) — это искрение и воздушный пробой в работающей электронике. Всё это может сопровождаться сильным нагревом из- за малого сечения проводника. При этом плата начинает чернеть и обугливаться, появляется нагар, который проводит электрический ток.
Что приводит оборудование к такой поломке до и после ремонта?
Разные микросхемы в сложной промышленной электронике отвечают за разные функции: питание, управление процессами, системами охлаждения и пр. Правильная работа микросхемы в таком корпусе возможна только при однородности и одинаковой форме шариков BGA и полноценном контакте спаиваемых поверхностей. В процессе эксплуатации удары, вибрация, перегрев, перепады напряжения, а также засорение системы охлаждения и отсутствие своевременной очистки приводят к деградации компонентов системы. В некоторых случаях невнимание к первым признакам оборачивается потерей микросхем без возможности восстановления. Для устаревшего или произведенного в единственном экземпляре на заказ это критично. Отслеживание нехарактерных проявлений и регулярное обслуживание уберегут технику от серьезной аварии и масштабного ремонта.
Дефекты паяных соединений и контроль пайки

Дефекты паяных соединений. Различные дефекты в паяном шве ослабляют соединение и могут привести к его быстрому разрушению.
К основным дефектам паяных соединений относятся следующие:
— низкая прочность шва;
— отсутствие галтелей припоя у кромок соединений;
— шлаковые включения в шве;
— наплывы или натеки припоя;
— пористость шва;
— трещины в шве;
— прожог и оплавление основного металла;
— смещения и перекосы в паяных соединениях.
Низкая прочность шва вызывается в основном двумя причинами: плохим смачиванием и плохим затеканием припоя.
Плохое смачивание припоем поверхности металла происходит вследствие плохой очистки зоны пайки от жира, окисной пленки и других загрязнений, а также слабой активности флюса и его малого количества, недостаточного нагрева поверхности изделия. При плохом смачивании шов получается непрочным, так как припой свертывается в шарик и не растекается.
Плохое затекание припоя в зазоры между поверхностями деталей происходит в результате слишком малого или большого зазора между паяемыми деталями, а также перекосов в соединении. При этом зазор заполняется припоем неполностью и шов получается непрочным.
Отсутствие галтели припоя у кромок соединения происходит вследствие недостаточного количества припоя, превышения заданной температуры нагрева, а также слишком длительного нагрева зоны пайки. Отсутствие надлежащей галтели снижает прочность соединения.
Шлаковые включения в паяном шве появляются в том случае, когда температура плавления припоя ниже температуры плавления флюса, а также удельный вес флюса больше удельного веса припоя и поэтому флюс не вытесняется из зазора расплавленным припоем. Оставшийся в шве флюс ухудшает качество шва, так как может вызвать коррозию.
Наплывы или натеки припоя в месте соединения возникают в результате недостаточного нагрева спаиваемых поверхностей. Они также снижают качество шва.
Пористость шва является следствием недостаточного количества припоя, высокой температуры нагрева, испарения компонентов припоя и флюса в процессе пайки, выделения газов из паяемого металла. Пористость снижает качество шва и, следовательно, снижает прочность паяного соединения.
Трещины в шве могут возникнуть в результате смещения деталей при затвердевании припоя, резкого охлаждения шва после пайки, применения припоя, коэффициент теплового расширения которого значительно отличается от коэффициента теплового расширения основного металла. Трещины в паяном соединении не допускаются.
Прожог и оплавление основного металла могут возникнуть в результате высокой температуры нагрева, а также слишком длительного нагрева паяемого изделия.
Смещения и перекосы в паяных соединениях пройсходят в результате плохого скрепления деталей перед пайкой.
Большинство дефектов паяных соединений могут быть исправлены. Для этого необходимо нагреть шов до температуры плавления припоя и произвести подпайку дефектных мест, строго соблюдая требования технологии.
Контроль пайки. Нарушение технологического процесса неизбежно приводит к появлению дефектов паяного шва и ослаблению соединения. Поэтому необходимо осуществлять тщательный контроль качества работ «а всех операциях технологического процесса пайки.
Контроль на подготовительных операциях имеет целью не допустить применения материалов изделия, припоя и флюса, не указанных в чертеже. Ведут наблюдение за правильной сборкой и подгонкой соединяемых деталей, за соблюдением величины зазоров и выполнением других требований, предусмотренных картами технологического процесса и техническими условиями.
Особенно важно проводить тщательный контроль технологии в условиях крупносерийного и массового производства.
Качество сборки и скрепления- изделий перед пайкой проверяют внешним осмотром. Качество очистки поверхности изделия определяют по интенсивности растекания по ней капли чистой воды.
Качество пайки готовых изделий проверяют двумя методами: без разрушения изделий и с разрушением изделий (выборочно). Второй метод особенно широко применяют в условиях крупносерийного и массового производства однотипных паяных изделий.
Контроль паяных изделий без разрушения осуществляется путем внешнего осмотра, проверкой изделий на герметичность, путем просвечивания рентгеновскими лучами, методом окрашивания и ультразвуковым методом.
Проверка качества пайки с разрушением производится путем испытания образцов паяных изделий на разрыв, определением микроструктуры металла шва, исследованием паяного соединения способом разъема, испытанием на коррозийную стойкость и т. д.
Внешним осмотром готовых паяных изделий проверяют, ровный и чистый ли валик шва, нет ли внешней пористости, раковин, посторонних включений и непропаев.
Испытанию на герметичность подвергают изделия, предназначенные для хранения жидкостей, газов или для работы под давлением. Шов с одной стороны окрашивают мелом, а с другой обильно смазывают керосином. Неплотность шва определяют по появлению мокрых пятен на меловой стороне. Паяные сосуды испытывают на герметичность в воздухе или погружением в воду, при этом в сосудах создают избыточное давление.
Контролю рентгеновскими лучами подвергают изделия, работающие под давлением или в особо тяжелых условиях. Просвечиванием выявляют дефекты паяного шва, которые на экране имеют вид светлых полос и пятен.
Способ окрашивания заключается в следующем. На испытуемый паяный шов наносят слой жидкости, состоящей из 15% трансформаторного масла, 5% скипидара, 10 г красной краски на 1 л жидкости. Затем поверхность шва промывают 5%-ным водным раствором кальцинированной соды и на обсохшую поверхность пульверизатором наносят тонкий слой каолина. В месте дефектов оставшаяся жидкость окрашивает каолин в красный цвет.
Ультразвуковым способом выявляют в паяном шве трещины, непропаи, шлаковые включения, газовые поры и пр. Контроль осуществляют с помощью осциллографа, на экране которого появляется условное изображение дефекта.
Контроль микроструктуры паяного шва осуществляют с целью выявления непропаев, трещин, шлаковых включений, пор и т. п. Для исследования вырезают образцы в месте пайки и из них изготавливают шлифы, которые подвергают травлению специальными реактивами и просматривают под микроскопом.
Химический анализ заключается в проверке химического состава основного металла, припоя, флюса, травильных и обезжиривающих растворов.
Реклама
Элементарные понятия об электрическом токе
Статьи по теме
Использование микросхем в корпусах типа BGA (от английского Ball Grid Array — матрицы шаровидных выводов) позволяет увеличить плотность поверхностного монтажа.
При этом усложняется технология изготовления печатных плат и возникают дефекты при пайке микросхем такого типа. Также увеличиваются требования к качеству материалов, оборудования и технологии пайки.
Вместе с «ЗУМ-СМД» рассмотрим несколько технологических способов, которые помогут уменьшить вероятность ошибок при smd-монтаже микросхем в корпусах BGA.
Свойства микросхем в корпусах BGA
В отличие от корпусов классических микросхем, у которых выводы расположены по бокам устройства, компоненты BGA типа в качестве электродов имеют шаровидные площадки на нижней широкой прямоугольной поверхности изделия. Поэтому выводы смонтированной микросхемы закрыты самим корпусом интегрального компонента. Такая конструкция в большой степени защищает их от скопления загрязнений между выводами и появлению нежелательных гальванических связей. Однако это накладывает ограничения на методы пайки, качество соединений и делает невозможным визуальное исследование состояния монтажа.
На качество монтажа чипов, упакованных в корпуса BGA типа, влияет состояние интегральных компонентов. Дефектами могут быть:
- заводской брак;
- нарушение технологии лужения выводов, использование некачественных материалов;
- ненадлежащие условия хранения, отсутствие целостности упаковки;
- повреждения при транспортировке, падения, механические воздействия и др.
Для восстановления состояния выводов используют реболлинг. Эту операция применяют, в основном, для демонтированных микросхем и для BGA компонентов, которые подверглись механическим воздействиям или длительное время хранились в разгерметизированном состоянии.
Приемы BGA монтажа
Одним из положительных свойств при пайке BGA компонентов является самоцентрирование. Этот эффект проявляется при формировании паянного соединения, когда расплавленный припой, находящийся на контактных точках печатной платы, соприкасается с разогретыми выводами микросхемы. При этом, если электроды BGA микросхемы расположены в точном соответствии напротив smd-контактов печатной платы, то сближаясь происходит смачивание соединяемых контактов припоем.
В этом случае локальные силы, удерживающие припой в каплевидном состоянии, стремятся равномерно распределиться на поверхности контактов, чем максимально центрируют их расположение. Для проявления такого эффекта необходимо соблюдение дополнительных условий:
- контакты на всей поверхности должны обладать хорошей смачиваемостью припоем;
- корпус в момент соединения не должен быть жестко зафиксирован, но ему нужно иметь возможность смещаться.
Для качественной пайки многовыводных BGA микросхем повышаются требования по копланарности всей поверхности монтажа. Неравномерность плоскости печатной платы может быть устранена частичной шлифовкой, а некопланарность микросхемы нейтрализуется величиной слоя припоя.
Корпуса BGA микросхем имеют классификацию чувствительности к влажности при разгерметизации для подготовки к монтажу. Для некоторых компонентов время хранения составляет всего 24 — 72 ч при 60% RH, поэтому требуется учет и контроль состояния влажности. Если же эти условия были нарушены, то для качественного монтажа требуется длительная сушка в температурном диапазоне +90° С — +125° С в течении 1 — 2 суток. Оснащение производства шкафами сухого хранения позволит увеличить время хранения разгерметизированных BGA микросхем.

Ошибки при пайке паяльником
Подключая светодиодную ленту или ремонтируя разъем какого-то устройства, никак не обойтись без пайки паяльником. Именно пайка способна обеспечить надежное контактное соединение, которое не отвалится и не будет корродировать со временем.
Технология пайки не такая сложная, но и в ней есть масса нюансов, при несоблюдении которых можно раз и навсегда испортить, как деталь, так и само оборудование для пайки. В более тяжёлых случаях можно получить травму.
Все кто уже имеет опыт работы с паяльником не забывают про элементарные правила безопасности. Но что делать новичкам в этом случае? Как не допустить ошибок при пайке олова паяльником?
Самые грубые ошибки при пайке паяльником и оловом
Пайку паяльником можно запросто сравнить со склеиванием. Только здесь вместо клея используется смесь расплавленных металлов, олова и свинца в разных пропорциях. Припой — так называется металл для пайки паяльником.
У обычного припоя температура плавления достаточно низкая, она намного ниже, чем температура плавления основного металла. Так, например, медь плавится при температуре 1050 градусов, а такой распространённый припой, как ПОС-61 всего лишь при температуре 190 градусов.

Поэтому повредить медную деталь каплей разогретого припоя не получится. Однако этого нельзя сказать о напольном покрытии или одежде. Вследствие этого возникает первое правило — никогда нельзя размахивать паяльником или обстукивать его жало в момент нагревания.
При сильном ударе олово разлетится в стороны, что можно привести к получению серьезных травм или порче имущества. Если нужно быстро очистить жало паяльника от расплавленного припоя, то лучше всего будет воспользоваться куском деревяшки из мягкой породы дерева.
Никогда не работайте без очков
Даже работая с радиодеталями никогда нельзя забывать про защитные очки. Отпружинившая ножка радиодетали, и расплавленный припой разлетится в стороны, что грозит получением серьезных травм при пайке. Никогда нельзя забывать о технике безопасности, которая придумана не просто так.

Также, при пайке образуется дым от флюса, поэтому помещение должно хорошо проветриваться. Некоторые, а особенно активные флюсы, содержат в своём составе кислоту. Вдыхание паров кислоты может привести к отравлению организма. Как вариант защиты в данном случае, может стать небольшой вентилятор на столе рядом с паяльником.
Не снимайте паяльником изоляцию с кабеля
Некоторые умельцы умудряются использовать разогретый паяльник для снятия изоляции с кабеля. Делать это категорически не стоит. Во-первых, таким образом, пластик попадает между жил и достать его потом оттуда проблематично. Во-вторых, серьёзно портится жало паяльника, которое приходится заново лудить.

Не стоит пытаться использовать паяльник для пайки и не совсем по своему прямому назначению. Например, запаивать им дырку в полипропиленовых трубах, чтобы устранить течь. Каждый инструмент нужно применять только по своему назначению. В случае с полипропиленовыми трубами существует специальный паяльник, как раз и предназначенный для этих целей.
Не паяйте под напряжением
Вроде бы никто не должен сомневаться в том, что пайку под напряжением следует исключить в полной мере. Но нет, некоторые все-таки умудряются паять под напряжением, выключая лишь микропереключатель на устройстве, но, не вытягивая самой вилки кабеля питания из розетки.
Как правило, делается это специально, чтобы потом быстро все проверить. Однако такой подход к пайке совершенно неправильный. Он грозит тяжёлыми последствиями, например, коротким замыканием. Кстати, данный момент, относится не только к устройствам, работающим от 220V, но и к мобильным гаджетам со встроенными аккумуляторами.
Повреждение соседних устройств
При увеличении плотности компонентов на печатной плате увеличивается необходимость защиты соседних термочувствительных компонентов рядом с BGA, таких как керамические конденсаторы, кристаллы и компоненты с пластиковыми корпусами, например, разъемы. Эти устройства должны быть защищены от воздействия тепла при процессе пайки. Если этого не сделать, они могут быть повреждены в явной или «скрытой» форме. Кроме того, долгосрочная надежность таких компонентов тоже может пострадать от воздействия тепла, даже если внешне это не будет заметно. Хотя такие компоненты могут выдерживать пиковую температуру 2600C (как определено в J-STD-002), их надежность может пострадать в среднесрочной и долгосрочной перспективе, если слой интерметаллического соединения будет слишком толстым. Материал соседнего андерфилла может «вытечь», поскольку его температура расплавления ниже, чем температура ликвидуса бессвинцового припоя.
Существует много разных способов экранирования внутри и вокруг зоны доработки BGA. Повышение температуры ликвидуса бессвинцового припоя увеличило рабочие температуры в тех зонах, где находятся чувствительные компоненты с серьезными ограничениями по температуре корпуса и времени воздействия (IPC JSTD-075 является стандартом для максимальных времени/температуры воздействия для всех не полупроводниковых устройств). Толщина интерметаллического слоя, которая в определенной степени отражает механическую прочность паяных соединений, может стать слишком большой при длительном воздействии температур выше ликвидуса. Если она станет слишком большой, паяные соединения станут хрупкими. А это в свою очередь влияет на надежность паяных соединений.
Чтобы предотвратить эти негативные воздействия на соседние устройства при доработке BGA, необходимо качественное экранирование. Исследование показало, что эффективность экранирования «историческими» материалами, такими как пленка KaptonTM и нержавеющая сталь, не столь высока, как при использовании современных материалов, таких как экранирующий гель на основе глины (Рис.5) и нетканые керамические материалы. Исследование подтверждает, что для полной защиты устройства от теплового повреждения гелевый материал на основе глины в качестве теплового щита в два раза более эффективен, чем пленка Kapton, при близком расстоянии, и в три-четыре раза более эффективен при больших расстояниях. Керамический материал из нетканого волокна практически также эффективен, как гель, с точки зрения термозащитных свойств, но его не нужно отчищать после использования.
В современных устройствах, таких как смартфоны и планшеты, используется андерфилл, чтобы корпус BGA мог выдержать требования испытаний на падение без повреждений паяных соединений. Для специалиста по доработке проблема заключается в пластичности андерфилла. Так как свойства вязкости, даже если они выше температуры плавления, создают беспорядок под корпусом BGA. Даже если BGA с андерфиллом можно отделить от платы, приложенная механическая сила может потенциально повредить устройство или плату.
Рис. 5: Гель на основе глины защищает и экранирует устройства от термального повреждения.
Доработка андерфилла
Температура размягчения андерфилла ниже, чем температура пайки печатной платы. Это значит, что под BGA, также как и под любым другим не защищенным устройством андерфилл размягчается и расширяется до того, как припой расплавится. Это приводит как к появлению липкости, так и проблемам с удалением устройства. Во время извлечения андерфилл будет вытекать, так как локальное давление выталкивает припой, когда он достигает температуры плавления. В результате это все приводит к хаосу на поверхности устройства. При извлечении устройства с печатной платы механическое усилие от специальной насадки или рычага может причинить плате значительные повреждения (Рис.6).
Помимо того, что плата может быть повреждена при извлечении устройства, могут также возникнуть повреждения вокруг и под зоной устройства при удалении андерфилла с печатной платы. Эти повреждения могут быть вызваны соплом для удаления припоя, которое может поцарапать или повредить контактные площадки паяльной маски при удалении остатков андерфилла. Более того, прилипание андерфилла может быть таким сильным, что площадки просто оторвутся от платы. Подобное явление чаще случается с площадками, не имеющими соединений под BGA.
Рис. 6: Результаты механической зачистки BGA с андерфиллом.
Один из способов избежать серьезных повреждений при подготовке места для BGA после извлечения устройства – использование высокоскоростной фрезерной системы. При таком решении используется не прямое нагревание для размягчения андерфилла, а затвердевший андерфилл отшлифовывается с помощью высокоскоростной фрезеровки, также как и остатки шариков припоя. При выполнении данной механической операции требуется высокая точность (Рис.6).
Если шлифовка будет не достаточна, то останется слишком много андерфилла на месте размещения BGA устройства, что делает площадки не годными для пайки. Данный способ доработки должен выполняться очень аккуратно и точно, чтобы механическая вибрация и нагрузка при доработке не привели к снижению надежности печатной платы.
Повреждение паяльной маски
Повреждение паяльной маски под устройством BGA происходит по нескольким причинам. Это может быть повреждение в виде отсутствия маски, либо нарушении адгезии маски с печатной платой. Это может быть вызвано использованием паяльной оплетки при подготовке площадки, неконтролируемым источником тепла при извлечении BGA, аномально высоким количеством циклов нагрева печатной платы или плохой изначальной адгезией паяльной маски. В результате возникает проблема в виде стекания припоя в гантелевидной форме, что создает его недостаток в паяных соединениях. Плохо приклеенная паяльная маска может приводить к коротким замыканиям и другим нарушениям.
Существует множество способов починить паяльную маску, каждый из которых имеет свои преимущества и недостатки. Простой способ точечного ремонта паяльной маски – использование ручки для ремонта (IPC 7721 2.4.1), которая обычно затвердевает воздушной сушкой или запеканием. Другой способ, приведенный в IPC 77212.4.1, — с помощью использования жидкой паяльной маски. Она может быть нанесена на зоны, где нужен ремонт. Затем она отверждается воздействием температуры или ультрафиолета. Еще один вариант ремонта маски под BGA – трафарет, остающийся на месте. Это достаточно надежный способ размещения BGA с одновременным ремонтом маски. Наконец, существует метод трафаретного ремонта маски. Этот метод экономит время ремонта, так как ультратонкий трафарет определяет область, где ремонтируется маска. Заменяющий материал маски наносится на открытые участки трафарета и отверждается. После затвердевания трафарет удаляется, а затвердевшая новая маска остается на своем месте.
Ручки для ремонта паяльной маски маркируются как «простые в использовании» инструменты для ремонта печатных плат, которые могут заменить паяльную маску. Вы просто проводите ручкой по месту, где требуется нанесение паяльной маски. Жидкость вытекает из мягкого наконечника и затем отверждается воздухом или теплом. Наконечники таких ручек достаточно большие по сравнению с современными BGA, поэтому достаточно сложно точно нанести материал маски. Из-за пористой природы наконечника он имеет тенденцию собирать с платы остатки материалов (включая остатки флюса, маски и чистящих средств). Втянутые остатки могут потом загрязнить другие участки платы. Оператор, выполняющий ремонт паяльной маски с помощью этого метода, должен обладать очень высоким уровнем мастерства, но при этом качество ремонта все равно остается достаточно низким.
Наиболее распространенным способом для ремонта паяльной маски на микросхемах класса 2 и 3, если это разрешено, является использование жидкой паяльной маски для замены.
В этом случает квалифицированный специалист выборочно наносит кисточкой или тампоном небольшое количество паяльной маски на поврежденные участки под BGA (предварительно удалив BGA), стараясь не попадать материалом на компонент или участки для пайки. В зависимости от типа используемой маски она может быть подвергнута либо нагреванию, либо ультрафиолету. На современных устройствах с очень малым шагом точное размещение сменной паяльной маски требует большой ловкости рук и использования микроскопа.
Для экономии времени можно разработать и создать трафарет, используя GERBER файлы печатной платы. Это поможет выборочно наносить паяльную маску на конкретные зоны под BGA. Трафарет нужно отклеить от базовой основы, выровнять и разместить на поверхности печатной платы. Сменная маска наносится микроваликом на поверхность трафарета, затем отверждается. После затвердевания трафарет удаляется в ионизирующей среде, чтобы не нанести повреждения статическим зарядом компонентам в этой области. Этот метод хоть и экономит время при ремонте нескольких плат, требующих ремонта в одной и той же зоне, или же при ремонте на очень сложной большой площади, все же требует специалиста с очень высоким уровнем квалификации.
Рис. 7: Трафарет для ремонта паяльной маски, остающийся на месте после ремонта.
Последний метод ремонта паяльной маски – использование полупостоянного трафарета для BGA, остающегося на месте. Такой трафарет обладает преимуществом простого размещения BGA, а также обеспечивает изоляцию между площадками и предотвращает замыкания между IO. Это позволяет зафиксировать высоту зазора между основанием BGA и печатной платой для контроля высоты схлопывания, при этом выполняя функцию пластыря. После установки трафарета он действует как трафарет для ремонта паяльной маски (Рис.7). Это позволяет даже начинающему специалисту по ремонту восстановить поврежденную паяльную маску под BGA.
Повреждение контактной площадки
Другой распространенной проблемой является потенциальное повреждение площадки в процессе доработки BGA. Повреждение площадки обычно является результатом неправильной подготовки участка в результате разнообразных проблем при обработке. В этот список входят загрязнение на фитиле припоя, неправильная температура наконечника, слишком большое давление паяльника на материал, неправильный выбор наконечника припоя или просроченный флюс. Дополнительным фактором отслоения площадки может быть неправильный температурный профиль при процессе извлечения BGA.
Наконец, бывают случаи, когда изначальная адгезия площадки с подложкой недостаточна из-за нарушений при производстве печатной платы.
Процедура подготовки площадок под BGA после извлечения устройства BGA приведена в IPC 7711, процедура 4.1.3, а выравнивание площадок в 4.2.1. Среди неправильных методов выравнивания площадок можно вспомнить так называемую «выскребание палубы» (англ. ‘scrubbing the deck.’). Это происходит, когда фитиль проталкивается вперед-назад по нижней части площадки BGA. Это приводит царапинам на маске и выгибанию или отслоению контактных площадок. Правильная процедура (Рис.8) предполагает, что паяльная оплетка двигается вверх-вниз на площадках, не царапая поверхность и не повреждая площадки.
Рис.8. Правильная техника подготовки площадки не повреждает маску или контактные площадки.




