

- Подготовка к работе
- Правила проведения работ
- Сварка при помощи проволоки
- Дополнительные параметры
- Способы соединения
- Устройство горелки и шланга сварочного полуавтомата
- Вывод
- Расстояние от контактного наконечника до изделия
- Особенности метода
- Преимущества и недостатки сварки полуавтоматом
- Как правильно настроить сварочный полуавтомат
- Плюсы и минусы
- Применяемое оборудование
- Настройки аппарата
- Техника сваривания
Подготовка к работе
Для MIG/MAG сварки в основном используют те же виды разделок кромок, что и под MMA сварку. Например, сварку небольших толщин выполняют без разделки по зазору или без него, а при сваркебольших толщин сварку ведут в V-образную разделку, которую получают за счет скоса кромок или конструкции собираемого узла.
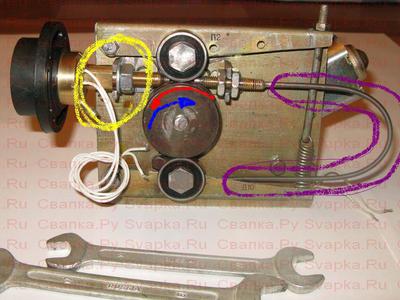
Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки.
Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.

Полуавтомат должен быть настроен с учетом двух факторов: марки металла и его толщины. От этого будет зависеть выбор диаметра проволоки, расход газа при сварке в защитном газе и расход флюса при соединении под его слоем. Нормы расхода указаны на шильдике и в технической документации к аппарату. Проволока на кассете должна быть чистой, без налета ржавчины и следов влаги.
Ее необходимо правильно установить в механизм подачи. Нужно проследить за величиной вылета проволоки. Как это правильно это сделать, указано в инструкции по эксплуатации конкретной модели аппарата. Установив кассету с необходимым диаметром и подготовив кромки заготовок в зависимости от толщины и загрязненности, поступают следующим образом:
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Правила проведения работ
На начальном этапе настройка полуавтомата заключается в подборе силы сварочного тока с учетом толщины используемого в работе металла. Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции.
При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы.

После того, как проведена настройка силы тока или напряжения, проводится настраивание скорости подачи рабочей проволоки. Скорость подачи должна соответствовать табличным показателям. Для изменения скорости подачи рабочей проволоки можно использовать сменные шестерни, которые имеются в комплекте оборудования, поставляемого совместно со сварочным аппаратом.
Режим сварки, который используется в процессе работы, зависит от большого количества факторов. Все эти факторы, влияющие на качество работы, должны учитываться при проведении подготовки оборудования к работе.
Если планируется в процессе проведения работ использование газа или смеси газов для создания защитной среды, то перед включением аппарата следует открыть вентиль подачи газовой смеси. Перед использованием газа на редукторе следует выставить рабочее давление, которое необходимо в процессе работы. Перед использованием газового баллона его следует проверить на целостность и исправность.
Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ. Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки.
https://www.youtube.com/watch?v=jFTL_loBcME
В процессе работы не следует перегружать аппарат и непрерывно использовать его.
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).

Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма.
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |

Влияние режимов сварки на форму шва.
Вначале подберите силу сварочного тока, учитывая толщину металла, который вы будете варить. Обязательно хорошо изучите инструкцию или руководство по эксплуатации полуавтомата, потому что в них прилагаются таблицы, в которых вы найдете соответствия этих двух величин. Учитывайте, что с низким сварочным током аппарат будет варить плохо.
Далее, следуя указаниям инструкции и таблицы (ни в коем случае не на глаз), настройте нужную скорость подачи сварочной проволоки. Ее можно отрегулировать, используя сменные шестерни, которые прилагаются к полуавтомату. Существуют модели и со специальными коробками скоростей.

Классификация полуавтоматов.
Теперь можете приступать к настройке величины тока и напряжения. Это делается с помощью регулировочных устройств. Источники питания могут быть разными: сварочный трансформатор либо машина постоянного тока. Обязательно проверьте ваши настройки на пробных изделиях (опытной наплавке), при необходимости корректируя режим сварки до наиболее оптимального.
Что касается проволоки, то ее настройка достаточно проста. Ее поступление по специальному шлангу в мундштук или из него регулируется положением переключателя (рычага), который вы сможете найти на аппаратном ящике. При перемещении переключателя в позицию «Вперед», вы обеспечите поступление проволоки в сторону держателя к месту сварки.

Для того чтобы начать работу, выставляйте рычаг на положение «Вперед». Когда воронка наполнится флюсом, устанавливайте держатель так, чтобы наконечник мундштука располагался в зоне сварки. Теперь нужно будет открыть заслонку флюсовой воронки и нажать кнопку «Пуск», сделав одновременно легкое движение (чиркнув) держателем по месту сварки. В результате ваших действий должна загореться дуга, и начаться сам сварочный процесс.

Десять правил сварочных работ.
Режим сварки, который вы подбираете, зависит от многих факторов и составляющих. Вы обязательно должны их учитывать.
Помните, что если вы используете в работе газ, то перед тем, как приступить непосредственно к сварке, вы должны открыть на баллоне вентиль и установить на редукторе то рабочее давление, которое вам нужно. Обязательно убедитесь до начала работ в том, что баллон не поврежден и находится в исправном состоянии.
Стоит знать, что по параметру скорости подачи электрода настройка будет зависеть от конкретного показателя толщины металла, с которым вы работаете, состава и диаметра самого электрода. Если скорость подачи выставлена очень быстрая, то электрод может не успеть расплавиться, поэтому у вас не выйдет шов.
Попробуйте тогда немного уменьшить параметры, но не перестарайтесь. С очень низкой скоростью вы получите слишком быстрое сгорание электрода, который не будет успевать расплавлять металл. Шов может либо не получиться вовсе, либо выйдет очень некачественным. Только после многих проб и ошибок с каждым конкретным показателем толщины металла вы выработаете для себя свою собственную таблицу, актуальную для вашего полуавтомата и задач, которые вы перед ним ставите.
Не перегружайте аппарат, чтобы не подвергать опасности свое здоровье и не сокращать его ресурсы. Учтите, что сварка не может происходить в непрерывном режиме. Обязательным является наличие регламентированных перерывов. Помните про необходимое проветривание помещения, в котором идут сварочные работы.

Схема полуавтоматической сварки.

Функциональная схема источника питания сварочного полуавтомата.

Панель сварочного полуавтомата.
Сварка при помощи проволоки
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.
разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов.
Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Этот вид соединения частей полуавтоматом осуществляется с помощью порошковой проволоки, у которой в конструкции имеется специальная шихта. Она еще называется самозащитной, т. к. ограждает металл расплавленного шва в процессе соединения частей от вредных компонентов, находящихся в воздухе. Варить полуавтоматом без газа можно при выполнении монтажных и строительных работ по месту их проведения.

Рисунок 2 — Сварочный полуавтомат

Перед сваркой необходимо убедиться, что выбранные защитный газ и проволока сочетаемы и применимы для решения вашей задачи. Вопросы выбора защитных газов были обсуждены ранее в статье Защитные газы. Рекомендации по типам и расходам газов, в зависимости от типа и диаметра электродной проволоки, можно найти в каталогах поставщиков сварочных материалов.
Устанавливаемые значения скорости подачи проволоки (которая определяет величину тока сварки, I) и напряжения (U) зависят от толщины свариваемого металла, типа сварного соединения, пространственного положения, типа и диаметра сварочной проволоки, типа защитного газа которые планируется использовать. Эти контрольные значения можно найти в таблицах справочников или нормативной документации.
- Выбранное соотношение параметров
- Рабочая области параметров сварки
- Тепло выделяемое дугой
При сварке человек не видит, в какой точке рабочей области параметров он находиться. Однако это можно оценить по поведению дуги и результату сварки. Если параметры подобраны корректно, дуга стабильна и имеет правильную длину. При этом тепловложение в изделие оптимально и брызг не образуется. Наплавленный валик имеет гладкую поверхность и плавный переход к основному металлу.
Для данной скорости подачи проволоки напряжение слишком велико. Подающий механизм подает в зону сварки меньшее количество проволоки, чем может быть расплавлено. На конце проволоки появляется крупная капля, совершающая небольшие вращательные движение и появляются брызги. Сварка становиться медленнее, а на кромках образуются подрезы. Теперь, чтобы вернуться в рабочую области параметров сварки, начнем поднимать скорость подачи проволоки.
Дуга опять становиться стабильной, но рабочая точка находиться в верхней зоне рабочей области. Для нашего изделия тепловыделение дуги оказывается очень высоким. Возрастает риск получения прожога, особенно на тонком изделии. Теперь, не меняя скорости подачи проволоки, начинаем снижать напряжение до исходного уровня, что приводит к выходу рабочей точки из рабочей области параметров сварки. Для данной скорости подачи проволоки напряжение оказывается слишком мало. Выделяемого тепла недостаточно чтобы расплавить электродную проволоку.
В результате дуга укорачивается на столько, что проволока начинает утыкаться в изделие. При этом чувствуется, что горелка пытается, как бы сама себя поднимать. Такое низкое тепловыделение приводит к тому, что формируется достаточно гладкий, но колеблющейся по ширине наплавленный валик с высоким округлым усилением и невысокой глубиной проплавления.
Теперь будем уменьшать скорость подачи проволоки, опять возвращаясь в рабочую зону. Возвращаем рабочую точку в более нижнюю часть рабочей зоны, чем это было установлено в самом начале. Дуга опять становиться стабильной, но тепловыделение для нашего изделия очень низкое. В результате холодный наплавленный валик ровно не растекается по свариваемой поверхности. В дополнение можно получить недостаточное проплавление.

Находим оптимальную рабочую точку, параллельно поднимая скорость подачи проволоки и напряжение. Другими словами в качестве резюме можно сказать, что в рабочей точке должно поддерживаться правильное соотношение между скоростью подачи проволоки и напряжением и выполняться два условия.
- Рабочая точка всегда должна оставаться внутри рабочей области параметров сварки для выбранной комбинации сварочной проволоки и защитного газа.
- Рабочая точка должна находиться на уровне обеспечивающим такое тепловыделение, которое необходимо для оптимального проплавления свариваемого изделия.
В дополнении к скорости подачи проволоки и напряжению, на сварочном источнике можно устанавливать третий параметр сварки называемой индуктивностью. Она изменяется подключением сварочного кабеля к одному из двух или трех разъемов вторичной цепи источника питания либо плавной регулировкой, так называемой электронной индуктивности.
Снижая индуктивность, мы уменьшаем тепловложение в изделие, увеличиваем частоту коротких замыканий проволоки на сварочную ванну, и повышаем вязкость расплавленной ванны, что весьма желательно при сварке небольших толщин. При сварке больших толщин требуется большее тепловложение, поэтому надо устанавливать более высокое значение индуктивности. При сварке в режиме «струйного переноса» индуктивность не оказывает ни какого влияния на процесс сварки.
Скорость сварки также оказывает значительное влияние на форму шва и глубину проплавления. Если скорость сварки слишком велика для выбранного напряжения и скорости подачи проволоки, то удельное тепловложение в единицу длины шва будет недостаточным. Шов получиться узким, а проплавление недостаточным. Если же скорость сварки слишком мала, то тепловложение в шов и сварочную ванну будет излишним. Из-за этого сварочная ванна будет иметь очень большие размеры, создавая вокруг себя очень широкую зону термического влияния.

Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
Дополнительные параметры
Правильность установки параметров сварки очень сильно влияет на результат сварки. Параметры можно подразделить на те, которые задаются с оборудования и те, которые поддерживаются человеком в процессе сварки. К первым относятся напряжение, скорость подачи проволоки и индуктивность, ко вторым – угол наклона горелки, вылет электродной проволоки и скорость сварки.
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.

Простейшее устройство, позволяющее проводить настройку агрегата для работы, — это дроссель. Оно имеет несколько ступеней настройки при переключении рычага. Каждая из них соответствует увеличению или уменьшению уровня индуктивности. Еще одним из устройств, используемых в конструкции прибора для проведения настройки, является активный дроссель.
При применении в конструкции сварочника этого устройства при настройке не потребуется осуществлять механическое переключение, что обеспечивает наличие плавной настройки агрегата. Использование в устройстве прибора активного дросселя дает возможность осуществлять более точную настройку сварочного аппарата.
Величина рабочего тока при использовании полуавтомата должна быть настроена таким образом, чтобы в процессе проведения сварных работ не происходило прожигания металла. Чтобы правильно определить нужные параметры рабочего тока, требуется при проведении ответственных работ выполнить экспериментальную сварку на металлической пластине, изготовленной из того же металла, что и заготовка, которая подвергается свариванию.
Способы соединения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Устройство горелки и шланга сварочного полуавтомата
Величина угла наклона сварочной горелки относительно продольного направления сварного шва зависит от пространственного положения при сварке. Приблизительно считается, что этот угол не должен превышать 15° относительно перпендикуляра к сварному шву. На этом же рисунке проиллюстрирована разница в положении горелки при сварке углом вперед и углом назад.
При сварке углом назад, сварочная горелка наклонена в направлении хвостовой части сварочной ванны. Большая часть тепла при этом вкладывается в расплавленную ванну, при этом глубина проплавления увеличивается. Сварка углов вперед является более часто используемой и среди прочего применяется для сварки тонкостенных деталей и изделий из алюминия.
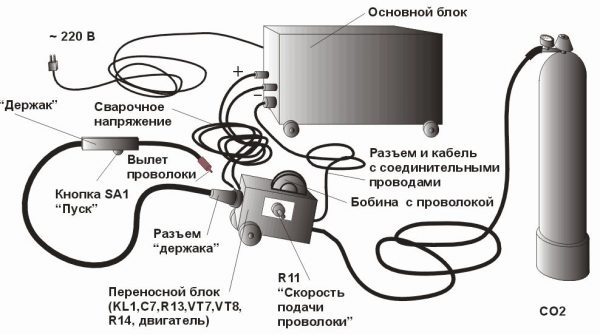
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа.
По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Вывод
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Расстояние от контактного наконечника до изделия
В процессе сварки сварщик может варьировать расстояние от контактного наконечника до точки сварки, изменяя положение горелки относительно изделия. Данное расстояние необходимо сохранять неизменным в течение всего процесса сварки; иначе говоря, варьируя данное расстояние, мы оказывает влияние на величину сварочного тока, и изменяем тепловложения в изделие.
- Расстояние от контактного наконечника до изделия
- Вылет электродной проволоки
Назад в раздел
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Полуавтомат в процессе функционирования выдает сварочный ток большой плотности. Процесс проведения сваривания с использованием полуавтомата осуществляется значительно легче, так как подача электродной проволоки в зону проведения сварочных операций осуществляется автоматически. Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.

Устройство сварочного полуавтомата.
Для питания сварочного полуавтомата используется ток бытовой электрической сети с напряжением в 220 вольт. Основными компонентами полуавтоматического сварочного агрегата являются:
- механизм, обеспечивающий автоподачу электродной проволоки в зону проведения сваривания;
- источник электропитания;
- горелка.
Горелка устройства является одним из основных компонентов конструкции. Использование этого элемента конструкции позволяет осуществлять подачу защитного газа, флюса и специальной проволоки в зону проведения сварки.
Подающие проволоку механизмы могут быть нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие.
Тянуще-толкающие устройства являются универсальными.
Современными производителями выпускаются различные варианты агрегатов, которые можно применять при выполнении операций. Такими агрегатами можно проводить дуговую сварку алюминия, стали и изделий из других металлов. Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Он считается более популярным, чем автоматическая сварка, из-за большей плотности сварочного тока. В отличие от ручной механизированной сварки, при работе с полуавтоматом вы получаете подачу электрода в сварочную зону, а прочие операции сварщик тоже должен делать вручную. Электродом служит специальная проволока.

Основные режимы сварки полуавтоматом.

Источником питания служит использование постоянного обратного тока (для этого на изделие нужно подавать минус). Основными частями полуавтомата являются: механизм подачи проволоки, источник питания и горелка (см. рисунок 1). Именно ее считают главным функциональным органом инструмента. Благодаря ее работе в зону сваривания происходит подача защитного газа, флюса, сварочной проволоки. Подающие механизмы бывают нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие или универсальные.
Налажено производство разных серий сварочных полуавтоматов, используя которые вы можете выполнять многие работы (к примеру, дуговая сварка алюминия, стали, прочих металлов, ремонт кузовов автомобилей и т. д.).
Преимущества и недостатки сварки полуавтоматом

Работа сварочного полуавтомата.
- С ним вы сможете работать с тонколистовой сталью, сваривая части и детали, толщина которых составляет до 0,5 мм;
- Он обладает низким порогом чувствительности к коррозии, ржавчине и остальным загрязнениям или вредным процессам для основного металла;
- Немаловажную роль играет и его адекватная стоимость, которая намного ниже, чем другие виды сваривания;
- С таким аппаратом вы можете работать с металлами, которые обладают внешним покрытием. Еще с его помощью делается пайка оцинкованных деталей, не повреждая при этом цинковое покрытие.

Устройство горелки полуавтомата.
Но есть и свои минусы. Основным является то, что металл будет разбрызгиваться, если вы не станете использовать защитный газ. Вторым существенным недостатком полуавтомата отмечают большое излучение его открытой дуги.
Несмотря на это, такой тип сварки очень часто используют как в разных отраслях промышленности, так и в автосервисах или для домашних работ. Наиболее часто полуавтоматы применяют, если нужно варить черную и нержавеющую сталь, алюминий. Как защитный газ широко используют смеси углекислого газа, гелия, аргона или берут их в чистом виде.

Подготовка к работе сварочного полуавтомата.
Как и каждое техническое устройство, полуавтоматические агрегаты для проведения сварных операций обладают целым рядом преимуществ и недостатков. К основным преимуществам и достоинствам этого типа приспособлений можно отнести следующие:
- при помощи оборудования можно работать с тонколистовой сталью, осуществляя сваривание элементов конструкции, толщина которых может составлять 0,5 мм;
- полуавтоматическое оборудование обладает низким порогом чувствительности к коррозионным процессам, ржавчине и иным загрязнениям или вредным процессам для основного металла заготовки;
- установки для осуществления процесса полуавтоматического сваривания имеют относительно невысокую стоимость, она значительно ниже, чем у оборудования другого типа;
- при помощи использования этих аппаратов можно проводить технические операции с металлическими изделиями, обладающими внешним покрытием.
Использование оборудования позволяет работать с оцинкованными деталями, не повреждая оцинкованного покрытия.

Настроечная таблица для сварочного полуавтомата.

Помимо приведенных достоинств и преимуществ, оборудование этого типа имеет и некоторые недостатки. Основным недостатком использования является возникновение эффекта разбрызгивания капель расплавленного металла при отсутствии защитной среды из инертного газа. Еще одним недостатком применения агрегата является высокая степень излучения, возникающая при формировании электрической дуги.
Несмотря на наличие недостатков, этот тип оборудования широко применяется в промышленности, автосервисе и домашнем хозяйстве. Чаще всего эта разновидность оборудования применяется при проведении сварных работ с черным металлом, нержавейкой и алюминием.

Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Как правильно настроить сварочный полуавтомат
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Перед тем как вы начнете работать, аппарат нужно настроить.

Таблица силы ток.
- насколько интенсивной будет эксплуатация полуавтомата (профессиональная работа или бытовое использование);
- какая предполагается нагрузочная способность питающей сети;
- что вы хотите сваривать (цветной металл, нержавеющая или низкоуглеродистая сталь, алюминий и т. д.);
- какие вы выдвигаете требования к качеству сварки (степень ответственности свариваемых конструкций);
- какая предполагается толщина свариваемых металлов;
- каким характером должны будут обладать сварные соединения (по длине сварочных швов, их пространственному положению, по габаритам конструкций и прочее).
Плюсы и минусы

Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.

Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.

Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Настройки аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”.
Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.

Таблица ориентировочных режимов сварки для углеродистых сталей
Техника сваривания

Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.








