

- Особенности аргоновой сварки
- Принцип действия
- Техника сваривания
- Самодельный аппарат ТИГ на инверторе
- Особенности метода
- Принцип работы горелки
- Основные нюансы готового изделия
- Источник тока
- Плюсы и минусы
- Типовая конструкция
- Конструкция, принцип работы полуавтоматического сварочного оборудования
- АПР-91 – схема переделки
- Характеристики аппарата
- Настройка
- Расчет и чертеж навеса
- Создание навеса из профильной трубы
- Виды креплений элементов навеса и их размеры
- Как рассчитать ферму
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Принцип действия
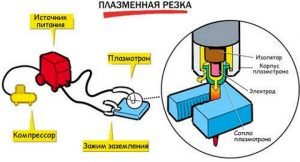
В настоящее время существует множество вариантов ручных плазморезов, как и множество различных вариантов, их работы. Одна из таких установок — это резак с прямым принципом действия. Работа этого типа устройства основывается на применении электрической дуги.
Эта дуга имеет вид цилиндра, к которому подведена струя газа. Именно за счет такой необычной конструкции, в этом аппарате можно достичь колоссальной температуры примерно в 20 000 градусов.

Кроме того этот аппарат способен не только развивать огромную температуру, но и быстро охлаждать другие рабочие элементы.
Для лучшего понимания мы разделили этапы работы осциллятора на две стадии:
- Стадия 1. Напряжение проходит по обмотке повышающего трансформатора и затем поступает на конденсатор, тем самым заряжая его. У каждого конденсатора есть своя величина емкости тока, поэтому он мгновенно выдает ток на разрядник, когда заряжен до необходимой величины.
- Стадия 2. Происходит так называемый пробой — резкое возрастание силы тока. Колебательный контур становится закороченным, что приводит к появлению тех самых затухающих колебаний или импульсов. Эти колебания формируют ток высокой частоты, который затем из катушки и блокировочного конденсатора переходит на сварочную дугу.
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт.
Техника сваривания
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
В самодеятельном строительстве навес из профильной трубы, если он не имеет фундамента, кровли и боковых стен из горючих материалов, можно спокойно оставить без оглядки на архитектурные и противопожарные ограничения. Единственное, что нужно будет сделать:
- Подобрать подходящий проект навеса из профильной трубы;
- Спланировать конструкцию на конкретной площадке;
- Выполнить проверочный расчет навеса из профильной трубы на устойчивость конструкции под весом снежной шапки максимальной толщины;
- Составить смету и последовательность выполнения операций.
Важно! При разработке проекта потребуется сделать оценку наиболее приемлемого варианта фундамента, которого было бы достаточно для удержания тяжелого стального каркаса из профильной трубы для навеса.
Размер сечения профилированной трубы, из которой будет планироваться постройка навеса, напрямую зависит от размеров площадки, и в первую очередь от длины балки перекрытия между опорами. Чтобы определить количество и сортамент необходимого материала, потребуется, используя чертеж навеса из профильной трубы, составить деталировку, и только после этого планировать смету.
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.

Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Перед началом работы следует позаботиться о безопасности. Рядом должны находиться средства пожаротушения электрических приборов:
- ящик с песком;
- пенный или углекислотный огнетушитель;
- емкость с водой
График работы следует соблюдать указанный на инверторе. Оборудование должно остывать положенное ему время.
Без заземления работать нельзя.
Резать металл следует на специальном верстаке. Сварщик должен стоять или сидеть в удобной позе.
Ниже представлена детальная схема осциллятора для сварки алюминия или иных металлов. Основным элементом схемы является трансформатор, именно он способствует увеличению напряжения с 220 В до необходимого значения.

Также есть колебательный контур, он является одним из важнейших компонентов. В контуре обязательно должен быть блокировочный конденсатор. В колебательный контур также входит разрядник и катушки зажигания. Сам контур генерирует затухающие импульсы высокой частоты, что впоследствии упрощает зажигание сварочной
и поддерживает ее стабильное горение.
В нашем осцилляторе основным элементом управления будет специальная кнопка. Она отвечает за включение разрядника и одновременную подачу газа в сварочную зону. Плюсовой и минусовой контакт являются выходными. Плюсовой подается к горелке сварочного аппарата, а минусовой подается к свариваемой детали.
Осцилляторы, изготовленные на заводе или дома своими руками, могут работать по одному из двух принципов: принципу непрерывного или принципу импульсного действия. Первый принцип менее эффективен, поскольку такие осцилляторы нужно использовать с дополнительными устройствами, защищающими от перенапряжения. Импульсное действие предпочтительнее. Такие осцилляторы обеспечивают хорошее горение дуги на протяжении всей работы.
Если вы часто используете в своей работе самодельный осциллятор для сварки
своими руками, то отнеситесь серьезно к
. Порой «самоделки» начинающих сварщиков могут работать некорректно, что приводит к печальным последствиям. Не важно, для каких целей вы используете осциллятор: для
на производстве или мелкого домашнего ремонта. В любом случае, нужно соблюдать технику безопасности. При сборке осциллятора используйте только качественные комплектующие и проведите небольшой тест перед началом серьезных сварочных работ.
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.

Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.
Работу по раскрою металлических листов выполнить не так-то просто без специального оборудования.
Поэтому все домашние мастера, который сталкиваются с подобной задачей, должны позаботиться о наличии в своем арсенале такого инструмента, как аппарат ручной плазменной резки.
Это оборудование отличается компактными размерами и позволяет в домашних условиях легко разрезать железные листы на фрагменты подходящего размера.
Чтобы упростить работу с этим оборудованием, нелишним будет каждому домашнему умельцу получить представление о существующих разновидностях этих аппаратов, их конструкции, принципе работы и правилах выбора.
Выполнить раскрой металла без использования специального оборудования — задача непростая. Но покупка необходимой техники требует значительных затрат — гораздо проще и дешевле изготовить плазморез своими руками, тем более что эта работа не займет много времени. Что же для этого потребуется, можно ли сделать подобное устройство из инвертора, и какие материалы нужно будет приобрести?

Как правило, плазмой листовой металл режется на крупных производствах, и делается это при изготовлении деталей сложной конфигурации. На промышленных станках режутся любые металлы: сталь, медь, латунь, алюминий, сверхтвердые сплавы.
Примечательно, что плазменный резак вполне можно сделать собственноручно, хотя возможности устройства в этом случае будут несколько ограниченными. В крупносерийном производстве самодельный ручной плазморез непригоден, но вырезать им детали в своей мастерской, цехе или гараже удастся.
В отношении конфигурации и твердости обрабатываемых заготовок ограничений практически нет. Однако они касаются скорости резания, размеров листа и толщины металла.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Принцип работы горелки
Плазменная резка своими руками происходит за счет превращения потока воздуха, проходящего через электрическую дугу, в плазму с температурой 3000 – 6000⁰C. Металл мгновенно расплавляется на ограниченном участке и выдувается. Принцип работы аналогичен газовой резке.
Основные нюансы готового изделия
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Любое строительное сооружение держится благодаря правильно спланированной специальной системе или ферме. Нельзя просто так изменять ее геометрические размеры, даже при смене жестких узлов на шарнирные. Если стержни не несут нагрузки вне узла, то компоненты фермы сжимаются или растягиваются. Такие системы можно создать, воспользовавшись прямыми стержнями, связанными узлами ферм из трубных изделий. То есть, в итоге получается оригинальное висячее строение, включающее верхний и нижний пояса со стойками и раскосами между ними.

Сегодня современное строительство немыслимо без применения ферм. Но чаще всего последние востребованы при возведении покрытий огромных пролетов. Согласно такому принципу сооружаются спорткомплексы, мосты, сцены, подиумы, павильоны и др. Тот, кто нуждается в подобной конструкции, может купить ее в готовом виде или же самостоятельно сварить из труб, но прежде стоит разобраться, как рассчитать навес из профильной трубы.
Рассмотрим последний вариант, представляющий длительное и трудоемкое мероприятие.
Источник тока
Легкий малогабаритный аппарат работает от бытового источника тока 220В. Он легко регулируется, потребляет мало электроэнергии. Большинство сварочных бытовых инверторов имеют рабочий коэффициент 50% и выше. Они имеют систему охлаждения. Платы мало греются, по сравнению с устройством другого оборудования.
В качестве источника питания используется трансформатор, преобразующий электрический переменный ток в сварочный. Он более мощный, позволяет резать металл до 100 мм. Переделать трансформатор проще, чем другие выпрямители. Он имеет ряд недостатков для применения его в бытовых условиях:
- тяжелый;
- габаритный;
- работает от трехфазного тока 380В;
- потребляет много электроэнергии;
- низкий КПД.
Для массового производства партий однотипных деталей в мастерских и цехах, изготавливаются плазморезы из сварочного автомата своими руками.
Самодельный плазморез стоит начинать проектировать с поиска генератора тока. В качестве такового может служить привычный инвертор, стоимость которого будет намного меньше обыкновенного оборудования для резки. Большим плюсом его работы является высокочастотное стабильное напряжение, за счет чего дуга будет гореть постоянно, обеспечивая первоклассный рез.

- питание от сети в 220 B;
- производительность работы — 4 кВт;
- холостой ход — 220 B;
- при 10-минутном цикле работы расчетный режим работы — 60%;
- широта стабилизации силы тока — от 20 до 40 A.
А также можно использовать и сварочный трансформатор с переменным током, но лучше инверторный аппарат применять с аргонной сваркой.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Типовая конструкция
В список оборудования для изготовления плазмореза своими руками из инвертора входят:
- инвертор;
- компрессор;
- плазмотрон.
Пошаговый план создания плазмореза начинается со сборки плазмотрона. Самоделка включает в себя несколько деталей, требующих высокой точности изготовления. Все их можно купить готовые:
- в центре электрод из тугоплавкого металла;
- электродная втулка держит электрод и закручивает воздух;
- изоляционная втулка закрывает электрод от контакта с водой;
- фторопластовый корпус;
- сопло.
Самоделка требует аккуратности и точного изготовления всех деталей.
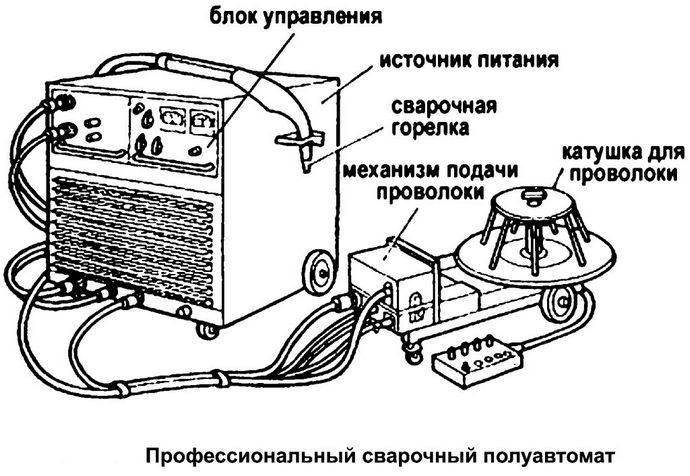
Конструкция, принцип работы полуавтоматического сварочного оборудования
Электроды занимают значимое место в сборке инверторного плазмореза. В плазмотрон нужно подобрать специальный электрод из соответствующего материала. В этих целях применяют детали из следующих тугоплавких веществ:
- Бериллий.
- Цирконий.
- Торий.
- Гафний.
Эти электроды отличаются способностью создания тугоплавкой пленки оксида во время нагрева, что защищает инструменты от повреждений и повышает уровень предохранения. Если выбирать между этими материалами, то для сварки в бытовых условиях оптимально остановиться на гафниевых и циркониевых электродах, потому что два других элемента вырабатывают токсичные испарения.
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
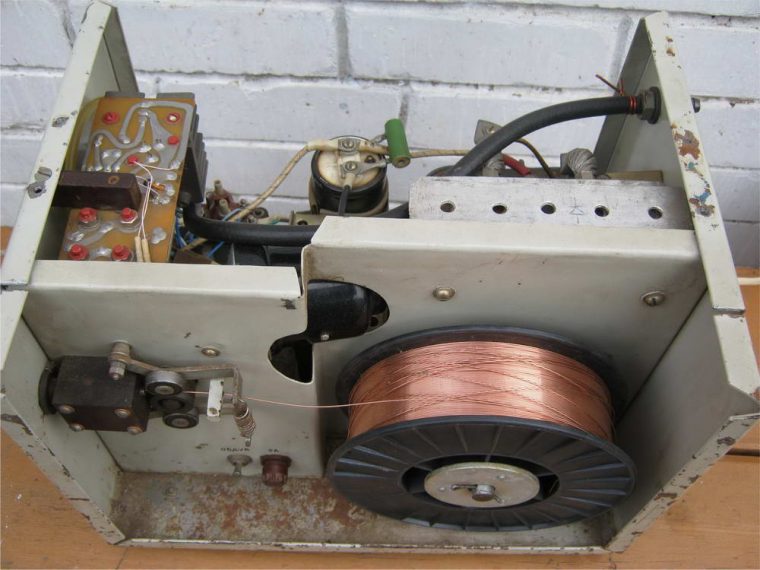
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
АПР-91 – схема переделки
Существуют разнообразные чертежи и видеоуроки изготовления сварочных плазморезов. Для получения правильного, а, главное, работающего агрегата, необходимы навыки и умение разбираться в схематическом материале и чертежах. Для переделки в самодельный плазморез уже имеющегося сварочного инвертора нужно в электросхему аппарата добавить осциллятор.
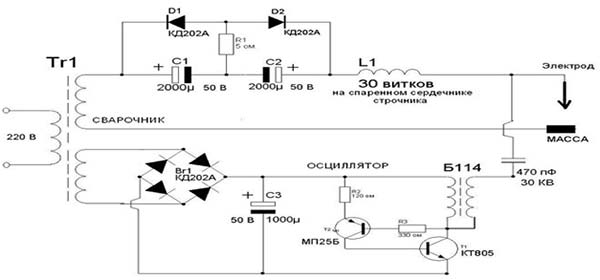

Схема работает следующим образом:
- На резаке расположена кнопка пуска, нажимая на которую, на секцию управления подводится напряжение.
- Реле обеспечивает подачу воздуха для прочистки плазмотрона, за пару секунд освобождая его камеру от конденсата.
- Осциллятор ионизирует область между соплом и электродом, вследствие чего загорается дуга.
- К изделию направляют плазмотрон и зажигается рабочая дуга.
- Реле геркона отключает сопло и поджиг.
Подробный чертеж для изготовления плазмореза показан для инвертора АПР-91. Специалисты считают эту модель наиболее удобной для переделки.
Кроме инвертора и компрессора, в изготовлении плазмореза используется много деталей. От самого плазмотрона, до подведенных к нему кабелей и шланга.
Характеристики аппарата
https://www.youtube.com/watch?v=jFL-r67COw4
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.

Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Расчет и чертеж навеса
Грамотный расчет и создание хорошего чертежа подразумевают соблюдение ряда стандартов и требований, предъявляемых к конструкциям из профильных труб. Впрочем, маленькие односкатные навесы не нужно рассчитывать так уж точно – небольшой козырек из профильной трубы большим весом не отличается, поэтому никакой опасности такого рода конструкции не представляют. Крупногабаритные навесы для стоянок или бассейнов нужно обязательно рассчитать, чтобы избежать проблем.
Чертеж навеса из профтрубы всегда начинается с эскиза – простого наброска, на котором указан тип конструкции, ее основные особенности и примерные габариты. Чтобы точно определить размеры будущего навеса, стоит провести замеры на участке, где конструкция и будет располагаться. В том случае, если навес будет пристраиваться к дому, то необходимо также измерить стену, чтобы точно знать размеры профильной трубы для навеса.
Можно рассмотреть методику расчета на примере конструкции, расположенной на площадке 9х7 м, расположенной перед домом с размерами 9х6 м:
- Длина навеса вполне может равняться длине стены (9 м), а вылет конструкции на метр короче ширины площадки – т.е. 6 м;
- Нижний край вполне может иметь высоту 2,4 м, а высокий стоит поднять до 3,5-3,6 м;
- Угол наклона ската определяется в зависимости от разницы высот нижнего и верхнего краев (в данном примере получается около 12-13 градусов);
- Для расчета нагрузок на конструкцию нужно найти карты, отображающие уровень атмосферных осадков в данном регионе, и отталкиваться от них;
- Когда размер конструкции и предполагаемые нагрузки рассчитаны, остается составить подробный чертеж, подобрать материалы и приступить к сборке навеса.
Чертежи ферм из профильной трубы для навеса должны отображаться отдельно со всеми подробностями. Также стоит помнить, что минимальный уклон навеса составляет 6 градусов, а оптимальное значение – 8 градусов. Слишком малый наклон не позволит снегу сползать самостоятельно.
Закончив с чертежами, подбирается соответствующий материал и его количество. Расчет нужно проводить точный, а перед приобретением стоит добавить около 5% допуска – при работе очень часто происходят небольшие потери, да и брак встречается нередко. По подобным расчетам можно сделать и каркас гаража из профильной трубы, что достаточно востребовано.
Создание навеса из профильной трубы
Конструкция навеса особой сложностью не отличается. Если чертеж навеса и необходимые для его сборки материалы уже есть, то можно приступить непосредственно к обустройству конструкции.
Изготовление навеса из профильной трубы осуществляется по следующему алгоритму:
- Сначала размечается и подготавливается участок под навес. Нужно подобрать место для фундаментных ям и выкопать их, а потом засыпать дно всех ям щебнем. В ямах устанавливаются закладные элементы, после чего фундамент заливается цементным раствором.
- К нижним частям стоек навеса привариваются стальные детали квадратной формы, размер которых совпадает с габаритами закладных деталей, как и диаметр отверстий под болты. Когда раствор застынет, столбы для навеса из профильной трубы прикручиваются к закладным деталям.
- Следующий шаг – сборка каркаса. Профильная труба на этом этапе размечается и разрезается на необходимые куски, и только после этого может осуществляться изготовление ферм из профильной трубы для навеса. Сначала при помощи болтов крепятся боковые фермы, потом фронтальные перемычки, а последними при необходимости обустраиваются раскосные решетки. Собранный каркас устанавливается на стойки и фиксируется выбранным способом.

Перед монтажом кровли навес нужно покрасить или покрыть антикоррозионным составом, чтобы предотвратить возможное разрушение материала – во время сборки базовое покрытие повреждается, и металлические детали в результате теряют сопротивляемость коррозии. Кроме того, нужно понимать, что внешняя обработка не защищает конструкцию от разрушения изнутри, поэтому края труб необходимо закрыть заглушками.
Виды креплений элементов навеса и их размеры
Для сборки элементов навеса из профильной трубы могут использоваться разные способы:
- Одним из наиболее распространенных способов фиксации навесов из профтруб является болтовое соединение. Качество такого соединения достаточно высокое, при этом сложностью оно не отличается. Для работы потребуется дрель со сверлом по металлу, а также болты или саморезы, диаметр которых зависит от сечения трубы.
- Еще один способ, которым крепятся элементы навеса – сварное соединение. Сварочные работы требуют определенных навыков, да и оборудование потребуется более дорогое, чем для болтового соединения. Впрочем, результат того стоит – сварка обеспечивает высокую прочность конструкции без ее ослабления.
- Для фиксации небольших навесов из труб диаметром до 25 мм можно использовать систему краб, которая представляет собой специальные хомуты разной формы (детальнее: «Какие бывают краб системы для профильных труб, правила выполнения соединений»). Чаще всего при монтаже навесов применяются Т-образные и Х-образные хомуты, обеспечивающие соединение трех или четырех труб соответственно. Для стяжки хомутов требуются болты с соответствующими гайками, которые часто приходится докупать отдельно. Главный недостаток краб-систем – возможность сборки конструкции только под 90-градусным углом.
Как рассчитать ферму
Подбирая трубы для обустройства крупногабаритного навеса из профильной трубы, необходимо изучить следующие стандарты:
- СНиП 01.07-85, в котором описана зависимость между степенью нагрузок и весом составляющих элементов конструкции;
- СНиП П-23-81, описывающий методику работы со стальными деталями.
Рассчитать ферму треугольной формы, где в качестве материала выступает квадратная труба можно, воспользовавшись калькулятором и особой компьютерной программой.








