

- Характеристики процесса
- Сечение жала
- Почему алюминий плохо паяется?
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Припой HTS-2000
- Припой Castolin
- Припой Chemet
- Припой для пайки алюминия
- Припой Chemet
- Как удалить оксидную пленку?
- Припой для пайки алюминия
- Канифоль и флюсы
- Припой Chemet
- Канифоль и флюсы
- Подготовка к процессу пайки
- Подготовка флюса
- Припои для пайки
- Инструкция как лудить провода
Характеристики процесса
Внутри паяльника стоит ТЭН определённой мощности. Он обычно помещён в изолирующую рубаху из керамики или другого жаростойкого материала. Это нужно для того, чтобы все тепло шло внутрь, где находится жало. Основное отличие паяльников в мощности и форме. В зависимости от этого мастер и решает, что именно следует использовать.
Нужно понимать, что очень часто работают этим инструментом в электронике. В этом случае очень важно не превысить мощность рассеивания сравнительно хрупких резисторов, микросхем, конденсаторов. Если это произойдёт, то вся работа должна быть переделана заново. С той разницей, что придётся испорченный элемент докупить в магазине. Вот почему так важно научиться паять правильно.
Сложно сказать, какая именно мощность потребуется в данном случае. Обычно радиолюбители ориентируются на размеры.
Во-первых, оценивается мощность паяльника. Понятно, что агрегатом на 100 Вт лезть в материнскую плату попросту опасно. Для этого разумнее приобрести паяльник на 20 или хотя бы 50 Вт. Обратите внимание, что не каждый паяльник питается именно от сети 220 В. Есть множество примеров несоблюдения этого правила.
Производитель руководствуется простой логикой: для маломощного паяльника требуется витая спираль, которая вносит большие потери на частоте 50 Гц. Поэтому логично перейти на постоянный ток. В этом случае индуктивность уже не играет большой роли. Если включить маломощный паяльник для постоянного тока (крайний справа на фото) в сеть переменного тока 220 В, то изделие сгорит.
Однако китайцы выпускают достаточно малого размера паяльники (второй слева). Представленный на фото имеет мощность всего 40 Вт и питается от стандартной розетки. Наконец, по умолчанию, в СССР выпускали паяльники на 100 Вт (крайний слева). Возникает вопрос – как определить мощность и напряжение питания?
Это главная трудность, потому что зачастую паяльник не имеет различимых обозначений. Если брать китайский, то на нем приклеен красно-белый стикер (см. фото) с информацией, а того, что с деревянной ручкой, мощность указана на вилке. Кроме того, защитный кожух 100-ваттного паяльника промаркирован соответствующим образом.
Сечение жала

Очень часто роль играют размеры жала (металлического стержня для пайки). Так, например, 100-ваттный паяльник имеет солидной толщины медную палку. Если нужно паять что-то более тонкое, то жало меняют. Именно у данного паяльника оно просто вытаскивается, а где купить запасное – уже другой вопрос. Например, жала продаются в специальных магазинах для радиолюбителей и могут стоить приличной суммы.
Так например, китайский паяльник на 40 Вт с отличным острием обошёлся в 40 рублей (FixPrice), тогда как одно только жало подобного рода может стоить отдельно и 300 рублей. В этом плане придётся думать своей головой, что и где покупать. Система крепления также разная. Например, у паяльника постоянного тока оно выкручивается, а у китайского держится на винтах (как и того, что с деревянной ручкой).
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.
Жидкий флюс
Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и , но перечислять их не буду — все должны быть в равной степени хорошие.
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam 190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.
Трубчатый припой Castolin 192fbk в сердечнике содержит флюс, так что можно паять без рекомендуемого жидкого флюса Castolin Alutin 51 L. В видеоролике ниже показан процесс пайки. Хороший припой — можно брать по цене 100 — 150 руб. за пруток весом 10 грамм.
Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.
Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих {amp}gt; 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.
Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.
лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят .

Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.
А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось:
- пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.
- пайка проводов электропроводки — 15 руб. за пайку.
- ремонт велосипедных рам — от 500 руб.
- пайка алюминия для пищи, например, кастрюль — от 100 руб.
Затраты:
- Газовый баллончик с горелкой 700 — 1000 руб.
- Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.
- Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.
- Желание — бесценно!

Бизнес-план:
- Потратить 2000 руб. на инструмент и опыт
- Отбить затраты за 2 ремонта.
- Еще останется на 3-4 ремонта минимум.
- Рентабельность 200 — 300 %!
А теперь обещанное. Вот так примерно выглядел мой радиатор.
В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был.
У меня получилось вот так.
А вот и Кузнечик. Думаю, что цвет говорит сам за себя.

Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно.
Припой для пайки алюминия
Припой Chemet
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — 490… 910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Поверхность любого металла (за некоторым исключением) покрывается оксидной плёнкой. В результате припой просто не ложится. Группа веществ, предназначение которых заключается в удалении оксидной плёнки с поверхности, называется флюсами. Они бывают твёрдыми и жидкими, а также продаются в смеси с припоем в виде паст.
Важно понять – для каждого случая применяется свой состав. Отличие лишь в цене, на которой нужно стараться экономить. При действии высоких температур и канифоли с поверхности медной проволоки удаляется оксидный слой. Кроме того, растворяется лаковая изоляция, если таковая имеется (это характерно для обмоток трансформаторов).
Одновременно флюс улучшает смачиваемость поверхности. За счёт этого припой без проблем растекается, а потом пристаёт и застывает. Этим образуется в меру эластичный, упругий и прочный контакт. Вот почему пайку применяют не только радиолюбители, но и многие другие профессии. В том числе для ремонта автомобилей.
Итак, для каждого типа поверхности продаётся свой флюс. Например, сталь травят соляной кислотой, часто используется хлорид цинка. Следует понимать, что после процесса пайки поверхность зачищается, в противном случае продолжится её разрушение. Избавляются от остатков флюсов щётками, наждаком, часто промывают слабым раствором (5%) соды место действия кислот, а затем – горячей и холодной водой.

Обратите внимание на смачиваемость: чтобы паять алюминий, недостаточно счистить верхний слой надфилем. Это почти ничего не даёт, потому что припой не растекается по поверхности. Смачиваемость плохая. После обработки кислотой расстановка сил кардинально меняется. Что касается стали, то и для неё есть специальные кислоты (см. фото).
Очень часто путают нашатырный спирт с нашатырём. Первое есть гидроксид аммония (10-% раствор), а второе – хлорид. Тем и другим запаять провода в чистом виде нельзя, но зато применяют для изготовления самых различных флюсов. Например, разведения нашатыря водой позволяет получить соляную кислоту. Здесь уже каждый любитель изобретает со временем свои рецепты, многие из которых можно прочитать в открытом доступе. А ещё паять алюминий паяльником можно при помощи таблетки аспирина.
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
https://www.youtube.com/watch?v=bUwCTf26-yw
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.

Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Галерея изображений
Фото из

Технология соединения деталей медного трубопровода пайкой базируется на капиллярном растекании расплавленного припоя в тонком зазоре между свариваемыми частями

В сборке медных трубопроводов используются трубы разной жесткости: R 290 — твердые, R 250 — полутвердые, R 220 — мягкие. Твердые и полутвердые поставляются в стержнях, мягкие в бухтах

Для пайки мягких медных труб достаточно стандартной паяльной лампы, огонь которой способен разогреть свернутый в бухту припой

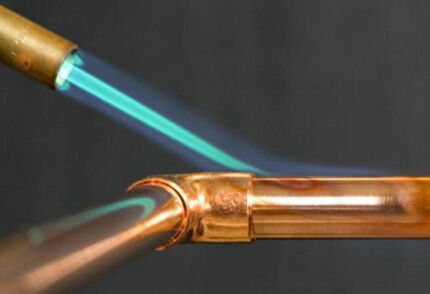
Для выполнения высокотемпературной пайки потребуется ацетиленовая или пропановая горелка и твердый стержневой припой

Для оперативного выполнения низкотемпературной пайки производят фитинги с предварительно вплавленным в них легкоплавким припоем. Правда приобрести можно соединители и с тугоплавким припоем

В местах соединения медных труб их обрабатывают флюсом, который применяется в качестве смазки и протравки металла. Наносят его без излишков

Высокотемпературную плавку производят с использованием стержневого припоя, выполненного из сплавов меди с бронзой или меди с серебром

Низкотемпературную пайку медных труб проводят с использованием мягкого припоя, поставляемого в виде намотанной на катушки проволоки

Принцип соединения медных труб пайкой

Разновидности медных труб по жесткости

Паяльная лампа для низкотемпературной пайки

Пайка труб ацетиленовая горелкой

Фитинги для ускорения и облегчения пайки

Нанесение флюса на свариваемые участки

Припой для высокотемпературной плавки

Мягкий припой для низкотемпературной пайки
В этом случае процесс соединения элементов из меди проходит при температуре превышающей 450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.

Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.

В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк без проблем . Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .

Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Припой для пайки алюминия
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Припой является смесью металлов. Главная задача в том, чтобы получить максимальную прочность и электропроводность при минимальных затратах. Чаще всего приходится иметь дело с оловянно-свинцовыми припоями, но для пайки алюминия применяются и цинковые. Температура плавления последних выше, и это один из критериев, по которому принято вести различие:
- Особолегкоплавкие – температура плавления ниже 145 градусов Цельсия.
- Легкоплавкие – температура плавления выше 145 градусов Цельсия, но ниже 450.
- Среднеплавкие – температура плавления выше 450 градусов Цельсия, но ниже 1100.
- Высокоплавкие – температура плавления выше 1100 градусов Цельсия, но ниже 1850.
- У тугоплавких припоев температура плавления выше 1850 градусов Цельсия.
Применять горелку приходится уже где-то в верхней части третьей группы. Потому что температура плавления слишком высока, чтобы её взял паяльник. Добавим к этому, что удельная электропроводность олова более высокая, нежели у свинца, по этой причине составы с большим содержанием металла для солдатиков дороже.
Процент содержания более дорогих металлов обычно фигурирует в названии марки. Например, в ПОС (припой оловянно-свинцовый) это может быть 10, 60 или даже 90%. Кроме того в состав часто входит сурьма. Её процент обычно стоит после тире, например, ПОССу 40-0,5. Сурьму добавляют, как и многие другие примеси, для улучшения качеств припоя.
В Европе сейчас вводится запрет на свинцовосодержащие припои. Их заменяют на серебряные, несмотря на то, что повышается температура плавления. И возрастает стоимость, конечно же. Но не нужно думать, что высокая цена означает непременное качество. Олово очень дорогое, но экспедиция Скотта к Южному полюсу погибла из-за оловянной чумы в 1912 году.
Строго говоря, процесс чумы до конца никто объяснить не может. Считается, что олово нужно для этого заразить, и тогда швы припоя буквально осыпаются. Экспедиция же Скотта взяла с собой бочки горючего, паянные чистейшим металлом. Были проведены исследования, и установлено, что добавление даже небольшого процента свинца блокирует развитие чумы.
Следует сказать, что помимо перечисленных, кое-где применяются медные припои. Их температура плавления сравнительно высока, поэтому приходится применять горелку. В этом случае на поверхность обычно насыпают (реже пользуются жидким) флюс для зачистки. Потом все зависит от характера задачи. Например, для пайки наконечника кабеля первый зажимается в тиски колбой вверх, а внутрь насыпается крошка из припоя.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы

Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще

Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Припой Chemet

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы

Припои и флюсы для пайки паяльником медных проводов
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Подготовка к процессу пайки

Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Подставкой
, на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом
, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
Перед работой с паяльником, его жалу придают определенную форму
. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
https://www.youtube.com/watch?v=N9QwpYEQpUw
Жало рабочего инструмента должно быть равномерно покрыто припоем
. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.

Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем
применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей
используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа
применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки
используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов
активные кислые флюсы на основе хлорида цинка.
Для пайки стали
эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
При подаче припоя на детали с паяльника
, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
При подаче припоя на соединяемые детали
, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.

Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть
. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Одножильные провода
перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить
. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс .

Рассмотрим, как лудить провода паяльником
. Разобравшись, вы поймете что данный процесс совсем не сложен.
Инструкция как лудить провода
Рассмотрим пошагово как лудить провода:
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Похожие записи:
 Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью  Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром
Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром  Латунный припой купить, цены на припой для пайки латуни и меди, для пайки латунных трубок г. Москва — ПО Трубное решение
Латунный припой купить, цены на припой для пайки латуни и меди, для пайки латунных трубок г. Москва — ПО Трубное решение , припой медный, медно-фосфорный, серебряный, офлюсованный, серебрянный. Магазин запчастей для холодильников") Припой HARRIS (Харрис), припой медный, медно-фосфорный, серебряный, офлюсованный, серебрянный. Магазин запчастей для холодильников
Припой HARRIS (Харрис), припой медный, медно-фосфорный, серебряный, офлюсованный, серебрянный. Магазин запчастей для холодильников



")

