

- Почему алюминий плохо паяется?
- Принципы классификации
- Как удалить оксидную пленку?
- Кислотная (активная) группа
- ТОП-10 флюс компонентов для пайки радиодеталей
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Состав припойного материала
- Припой HTS-2000
- Припой Castolin
- Припой Chemet
- На основе спирта
- Проволока с канифолью
- Водные растворы и подручные средства
- Паяльник для пайки алюминия
- Состав припойного материала
- Гелевые
- Горелки для пайки алюминия
- Российские марки
- Что лучше — сварка или пайка алюминия?
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Принципы классификации
Каждый, кто занимается пайкой, должен иметь представление о том, какие флюсы существуют. Есть несколько общеизвестных и вполне доступных веществ, например, бура или канифоль, на основе которых делают другие составы.
Вообще же, виды флюсов разнообразны, как разнообразны материалы деталей и способы пайки. Подходы к классификации отображает ГОСТ. Деление на группы происходит по нескольким признакам:
- температурному диапазону применения;
- виду растворителя (спиртом или водой растворяются флюсовые вещества);
- виду активатора (основное вещество, вызывающее защитные процессы);
- физическому состоянию (порошок, жидкость, паста, гель).

Флюсы проявляют максимальную активность в разных диапазонах температур. Одна группа рекомендована для пайки при относительно низких температурных показателях, до 450 ℃; вторая – при температурах, превышающих указанное значение.
Существует также деление флюсов по механизму действия, тесно связанному со свойствами активатора. Реакции взаимодействия с материалами деталей могут иметь химический или электрохимический характер. В некоторых ситуациях флюсы обеспечивают только защиту, в других оказывают реактивное действие.
Несмотря на разнообразные характеристики составов, требования к ним едины. Средство должно обладать строго определенной текучестью, чтобы состав покрывал рабочую площадь деталей, но не вытекал за ее пределы.
Препараты не должны вступать в неконтролируемые реакции. Флюс всегда должен иметь меньшую плотность и способность к адгезии (прилипчивость), чем масса припоя.
Флюсовые компоненты не могут подлежать выгоранию или испарению. Очень важна заключительная стадия. Нужно иметь возможность после окончания работы легко очистить место пайки от налета.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.

Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк без проблем . Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Кислотная (активная) группа
Одну из исторически первых групп составляют канифольные флюсы.
Техническую канифоль получают из древесной смолы, поэтому флюсы на ее основе иногда называют смолосодежащими.
Светлая канифоль не содержит никаких добавок, имеет нейтральный характер. Такой флюс удобен для работы с обычным паяльником. Средство продается в готовом к использованию виде, предназначено для пайки меди и медных сплавов легкоплавящимися припоями.
Спирто-канифольный флюс содержит одну пятую часть канифоли, четыре пятых части этилового спирта. Смесь готовят простым растворением смолы в этаноле, применяют для пайки в труднодоступных местах деталей из меди и медных сплавов, для которых используют легкоплавкие припои.
Канифольно-глицериновый флюс – трехкомпонентная смесь, содержащая 89 % этилового спирта, 14% трехатомного спирта глицерина, 6% канифоли.
Состав готовят следующим образом: сначала в этаноле растворяют глицерин, потом туда добавляют канифоль. Флюс рекомендуют использовать для герметичной пайки легкоплавкими припоями деталей из медных сплавов или чистой меди в труднодоступных местах.
Остатки флюсов с канифолью после окончания работы хорошо удаляются кисточкой, смоченной в ацетоне или спирте. Все представленные выше флюсы не являются активными.
Активные флюсы делают на основе соляной или ортофосфорной кислоты, в редких случаях – фтористоводородной кислоты, в их состав может входить хлористый цинк, хлористые или фтористые металлы. Такие флюсы еще называют коррозионными.
Активный флюс хорошо растворяет оксидную пленку, но его остатки могут разъедать металл. Для пайки радиоэлементов, плат такие составы надо применять с осторожностью, тщательно удаляя остававшуюся пленку. Обычно их используют для коррозионностойких сталей, меди и ее сплавов, оцинкованного железа, никеля, нихрома.
ТОП-10 флюс компонентов для пайки радиодеталей

Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.
Жидкий флюс
Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и , но перечислять их не буду — все должны быть в равной степени хорошие.
Для того чтобы обеспечить высокое соединение участков пайки микросхем, промышленность предлагает разнообразные варианты выпуска припоев. Ниже приведём наиболее известные варианты:
- Раствор таблетки аспирина в одеколоне, салициловом спирте, нашатырь с глицерином. Это самый простой способ, который можно изготовить самостоятельно.
- Паяльная кислота или ортофосфорная. Самый массовый вариант припоя, который имеет один характерный недостаток, это резко токсичный запах, который негативно влияет на организм.
- Бура. Для этого флюса предусмотрен вариант высокой температуры пайки до 900 С, то есть можно паять горелкой. По окончании работы необходимо смывать обрабатываемую поверхность.
- Паяльный жир. Медленный вариант припоя, который имеет вялую текучесть. Рекомендуется использовать для тех частей поверхностей металлов, которые имеют очень сильное загрязнение, например — радиатор автомобиля.
- Флюсы различной направленности. Серия ЛТИ, ТАГС, ЗИЛ, ФИМ и т.д. Очень сильный эффект пайки, который позволяет добиться хороших результатов соединения поверхностей изделия. Недостаток — необходимо постоянно проветривать помещение от скопления газов и продуктов испарения.
- Канифоль. Природный материал, который подарен матушкой-природой. Отличная способность к соединению любых сложных изделий. Недостатки мизерные, чаще всего материал издаёт едкий запах, который затрудняет рабочий процесс пайки.
- Спиртовой канифольный флюс или ФКС или СКФ. Самый доступный и популярный флюс в радиоэлектронике, который на 60-80% состоит из обычного спирта, а оставшаяся часть 20-40% это обычная канифоль. Такой состав можно приготовить даже в домашних условиях.
- Бронза. Рынок гелевых паст представлен широко, мы рекомендуем обратить внимание на Amtech RMA-223, где в составе присутствует канифоль, а также растворитель.

Флюс Amtech RMA-223
- Серебро. Отличный гелевый флюс, который не оставляет после себя налёта и используется при пайке сложных компонентов радиодеталей. Отличный вариант серия EFD 6-142-A Flux-Plus.

Флюс EFD 6-142-A Flux-Plus
- Золотая безканифольная серия. К этой группе можно смело отнести Interflux 2005, которую используют как для свинцовой, так и для безсвинцовой пайки. Положительные стороны — многозадачность, отрицательная — очень высокая цена. В некоторых случаях небольшой тюбик в 35 грамм может достигать отметки в 2 тысячи рублей.
Состав припойного материала
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000
Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
А вот реальный опыт пайки припоем HTS-2000. Припой прилипает плохо по началу, но потом вроде бы даже взялся. Проверка давлением показала, что место пайки травит. Есть мнение, что HTS-2000 нужно паять только с флюсом. Выводы делайте сами.
Припой Castolin

Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam 190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.
Трубчатый припой Castolin 192fbk в сердечнике содержит флюс, так что можно паять без рекомендуемого жидкого флюса Castolin Alutin 51 L. В видеоролике ниже показан процесс пайки. Хороший припой — можно брать по цене 100 — 150 руб. за пруток весом 10 грамм.
Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.
Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих {amp}gt; 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Другой Мастер сравнивал HTS 2000 с флюсом Fontargen F 400M и припой Castolin 192FBK.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
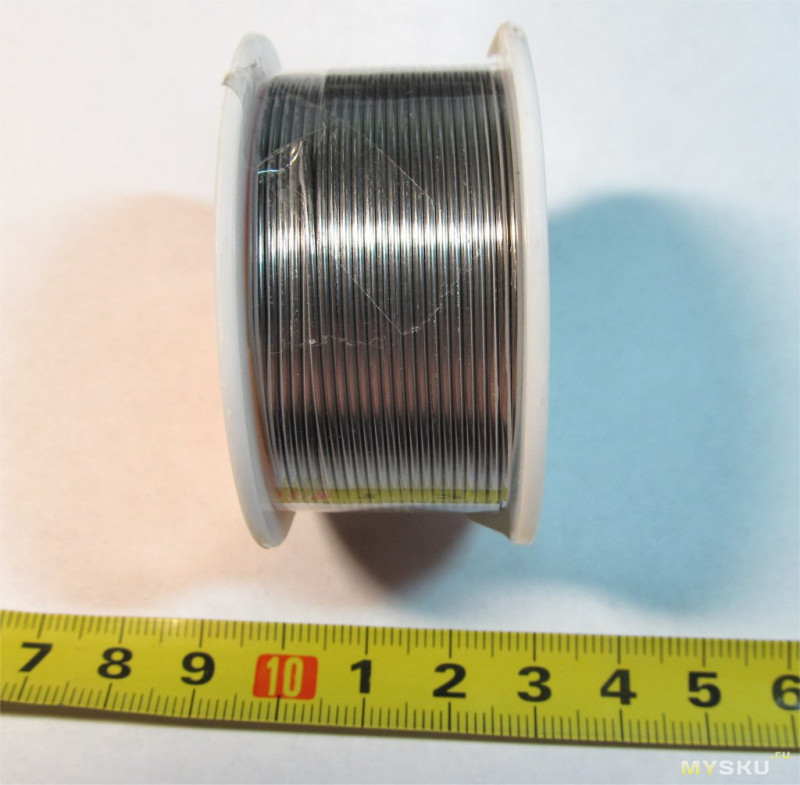
В данном обзоре речь пойдёт о проволочном припое 63/37 (63% олова и 37% свинца, аналог ПОС-63) с флюсом. 100 гр проволочного припоя Ø1мм намотано на пластиковую катушку и зафиксировано от разматывания полиэтиленовой плёнкой.
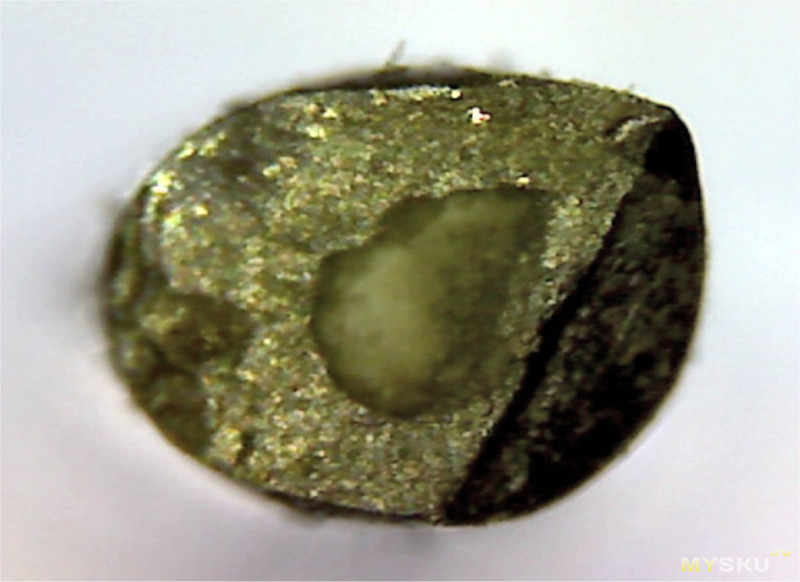
В состав трубок входят как традиционные, так и специальные припои.

В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.
Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
На основе спирта
Для обычной пайки деталей из драгоценных и цветных металлов, важной работы с изделиями из черных металлов применяют раствор. В нем содержится этанола – 75%, канифоли – 24%, хлорида цинка – 1%. Все компоненты флюса растворяют накануне.
Если нужно получить особенно прочное соединение при пайке таких же деталей, то применяют пасту. В ее состав следует ввести 80% вазелина, 16% канифоли, 4% хлорида цинка. Остаточный налет после окончания работы легко удаляется кистью, смоченной в ацетоне.
Паять никелевые, платиновые изделия рекомендуют с флюсом, в состав которого преимущественно входит этанол с добавкой 3% глицерина и 1,4 % хлорида цинка. После окончания пайки рабочее место промывают обычной водой.
Для радиомонтажной пайки применяют флюс из этанола (от 63% до 74%), канифоли (от 20% до 25%), хлорида диэтиламмония (от 3% до 5%) и 1-2% триэтаноламина. Остатки смеси по окончании пайки можно смыть ацетоном, спиртом или оставить на поверхности.
Для многих металлических сплавов (железа, нихрома, серебра, бронзы, цинка, нержавейки) подходит флюс из 70% этанола, 22% канифоли, 6% хлорида фениламмония и 2% триэтаноламина.
Хорошими качествами обладают флюсы из 75% этилового спирта, 25% канифоли и 5% метафенилендиамина или солянокислого гидразина. Они удовлетворяют всем требованиям пайки.
Универсальный состав при нагревании может выделять летучие компоненты. Поэтому пайку нужно проводить в присутствии работающей вентиляции. Хранение флюсов на основе этанола требует особых условий.
Емкость с раствором должна быть закрыта герметично. Если флакон оставить слегка приоткрытым, спирт начнет улетучиваться, Это приведет к увеличению концентрации оставшихся реагентов, изменению свойств флюса.
Проволока с канифолью
Флюсовая порошковая проволока — нужна для сварки алюминия, а не для пайки. Не путайте эти два понятия. Достоинством этой проволоки является сварка без применения газа. Это электросварка для алюминия. Интересная штука, но дорогая. Покажу хороший видеоролик о сварке порошковой проволокой.
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.
Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.

Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Водные растворы и подручные средства
Если во всех предыдущих флюсовых растворах базовым являлось жидкое органическое вещество, то состав с аббревиатурой ФИМ радует возможностью приготовления на воде.
К воде нужно добавить 16% ортофосфорной кислоты с плотностью 1,7 г/мл и 3,7% этанола. Флюс применяют для пайки стальных, медных сплавов, драгоценных металлов. Промывать рабочую зону по окончании следует водой.
Можно приводить еще много составов с разными пропорциями компонентов. Способы приготовления зависят от конкретных рабочих потребностей и условий пайки.
Если появилась срочная нужда спаять что-то на удаленной даче, где вообще ничего купить невозможно, то пригодятся экстремальные советы. Например, растворить аспирин в одеколоне или нашатырь в глицерине.
Можно использовать салициловый спирт, фруктовый сок (в нем есть природные кислоты) и растительное (желательно оливковое) масло. Конечно, на детали образуется налет, нагар, но, в крайнем случае, эти советы помогут выйти из положения.
Специалисты по пайке часто готовят флюсы самостоятельно, поэтому рецептов составления растворов довольно много. Однако всегда моно купить готовые препараты. Производители поставляют их на рынок с избытком.
Паяльник для пайки алюминия

Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.
Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.
лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.
Состав припойного материала
Среди готовых к использованию составов можно выбрать флюс для свинцовой, безсвинцовой или безканифольной пайки. Производят флюсы в виде паст, которые удобно наносить на металл. Иногда флюсовые составы помещают в полую проволоку припоя.
Постоянно большим спросом пользуется многофункциональная бура. Этот флюс известен давно, пригоден для пайки чистой меди, медных сплавов, чугунной и стальной продукции.
Буру применяют в виде порошков или растворов, в чистом виде или с борной кислотой и другими добавками. Флюс имеет доступную цену, надежную репутацию на рынке продукции для пайки.
Гелевые
Среди гелевых флюсов выделяется продукция Flux-Plus. Конечно, он немало стоит, но цена компенсируется прекрасными качествами, удобством применения для пайки.
Популярны гели компании Amtech. Оригинальная продукция имеет большую стоимость. Маркировка флюсов может быть обманчивой. Подделанная продукция тоже имеет такие надписи.
Как ни странно, это единственный вид флюса, подделка которого не разочарует. Китайский продукт также обладает хорошими свойствами при пайке. В отличие от оригинала остаточный налет приходится снимать.
Горелки для пайки алюминия
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят .
Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.
Российские марки
Среди отечественных продуктов заметен СКФ – флюс паяльный из спирта и канифоли. Готовый раствор можно применять сразу. Все компоненты уже перемешаны. Он удобен в применении, остаточный слой легко снимается бензином или спиртом.
На рынке много узконаправленных составов для пайки от российских производителей, обозначенных аббревиатурами: ЛТИ, ТАГС, ЗИЛ, КРС, ЛК и так далее. Они содержат высокоактивный хлористый аммоний, аммиак, амины, хлорид цинка, другие активные реагенты.
Некоторые виды подходят для работы только с твердыми припоями. Есть виды, предназначенные для конкретных сплавов. Так, для пайки алюминия были разработаны специальные реактивные составы. Следует тщательно изучить этикетку, после этого выбрать флюс.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.








")

