

- Характеристики процесса
- Сечение жала
- Как паять паяльником
- Марки мягких припоев для пайки паяльником
- Основные технические характеристики мягких припоев для пайки электрическим паяльником
- Флюс для пайки паяльником
- Популярные флюсы для пайки электрическим паяльником
- Паяльные пасты (тиноль) для пайки
- Как вычистить жало паяльника
- Что такое припой, и какие припои бывают
- Подготовка к процессу пайки
- Подготовка флюса
- Припои для пайки
- Виды паяльных жал никелированных
- Инструкция как лудить провода
- Процесс пайки электропаяльником
Характеристики процесса
Внутри паяльника стоит ТЭН определённой мощности. Он обычно помещён в изолирующую рубаху из керамики или другого жаростойкого материала. Это нужно для того, чтобы все тепло шло внутрь, где находится жало. Основное отличие паяльников в мощности и форме. В зависимости от этого мастер и решает, что именно следует использовать.
Нужно понимать, что очень часто работают этим инструментом в электронике. В этом случае очень важно не превысить мощность рассеивания сравнительно хрупких резисторов, микросхем, конденсаторов. Если это произойдёт, то вся работа должна быть переделана заново. С той разницей, что придётся испорченный элемент докупить в магазине. Вот почему так важно научиться паять правильно.
https://www.youtube.com/watch?v=ytadvertiseru
Сложно сказать, какая именно мощность потребуется в данном случае. Обычно радиолюбители ориентируются на размеры.
Во-первых, оценивается мощность паяльника. Понятно, что агрегатом на 100 Вт лезть в материнскую плату попросту опасно. Для этого разумнее приобрести паяльник на 20 или хотя бы 50 Вт. Обратите внимание, что не каждый паяльник питается именно от сети 220 В. Есть множество примеров несоблюдения этого правила.

Производитель руководствуется простой логикой: для маломощного паяльника требуется витая спираль, которая вносит большие потери на частоте 50 Гц. Поэтому логично перейти на постоянный ток. В этом случае индуктивность уже не играет большой роли. Если включить маломощный паяльник для постоянного тока (крайний справа на фото) в сеть переменного тока 220 В, то изделие сгорит.
Однако китайцы выпускают достаточно малого размера паяльники (второй слева). Представленный на фото имеет мощность всего 40 Вт и питается от стандартной розетки. Наконец, по умолчанию, в СССР выпускали паяльники на 100 Вт (крайний слева). Возникает вопрос – как определить мощность и напряжение питания?
Это главная трудность, потому что зачастую паяльник не имеет различимых обозначений. Если брать китайский, то на нем приклеен красно-белый стикер (см. фото) с информацией, а того, что с деревянной ручкой, мощность указана на вилке. Кроме того, защитный кожух 100-ваттного паяльника промаркирован соответствующим образом.
Сечение жала
Очень часто роль играют размеры жала (металлического стержня для пайки). Так, например, 100-ваттный паяльник имеет солидной толщины медную палку. Если нужно паять что-то более тонкое, то жало меняют. Именно у данного паяльника оно просто вытаскивается, а где купить запасное – уже другой вопрос. Например, жала продаются в специальных магазинах для радиолюбителей и могут стоить приличной суммы.
Так например, китайский паяльник на 40 Вт с отличным острием обошёлся в 40 рублей (FixPrice), тогда как одно только жало подобного рода может стоить отдельно и 300 рублей. В этом плане придётся думать своей головой, что и где покупать. Система крепления также разная. Например, у паяльника постоянного тока оно выкручивается, а у китайского держится на винтах (как и того, что с деревянной ручкой).
Как паять паяльником
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Как вычистить жало паяльника
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Поверхность любого металла (за некоторым исключением) покрывается оксидной плёнкой. В результате припой просто не ложится. Группа веществ, предназначение которых заключается в удалении оксидной плёнки с поверхности, называется флюсами. Они бывают твёрдыми и жидкими, а также продаются в смеси с припоем в виде паст.
Важно понять – для каждого случая применяется свой состав. Отличие лишь в цене, на которой нужно стараться экономить. При действии высоких температур и канифоли с поверхности медной проволоки удаляется оксидный слой. Кроме того, растворяется лаковая изоляция, если таковая имеется (это характерно для обмоток трансформаторов).
Одновременно флюс улучшает смачиваемость поверхности. За счёт этого припой без проблем растекается, а потом пристаёт и застывает. Этим образуется в меру эластичный, упругий и прочный контакт. Вот почему пайку применяют не только радиолюбители, но и многие другие профессии. В том числе для ремонта автомобилей.
Итак, для каждого типа поверхности продаётся свой флюс. Например, сталь травят соляной кислотой, часто используется хлорид цинка. Следует понимать, что после процесса пайки поверхность зачищается, в противном случае продолжится её разрушение. Избавляются от остатков флюсов щётками, наждаком, часто промывают слабым раствором (5%) соды место действия кислот, а затем – горячей и холодной водой.
Обратите внимание на смачиваемость: чтобы паять алюминий, недостаточно счистить верхний слой надфилем. Это почти ничего не даёт, потому что припой не растекается по поверхности. Смачиваемость плохая. После обработки кислотой расстановка сил кардинально меняется. Что касается стали, то и для неё есть специальные кислоты (см. фото).
Очень часто путают нашатырный спирт с нашатырём. Первое есть гидроксид аммония (10-% раствор), а второе – хлорид. Тем и другим запаять провода в чистом виде нельзя, но зато применяют для изготовления самых различных флюсов. Например, разведения нашатыря водой позволяет получить соляную кислоту. Здесь уже каждый любитель изобретает со временем свои рецепты, многие из которых можно прочитать в открытом доступе. А ещё паять алюминий паяльником можно при помощи таблетки аспирина.
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.

Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Что такое припой, и какие припои бывают
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.

Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Припой является смесью металлов. Главная задача в том, чтобы получить максимальную прочность и электропроводность при минимальных затратах. Чаще всего приходится иметь дело с оловянно-свинцовыми припоями, но для пайки алюминия применяются и цинковые. Температура плавления последних выше, и это один из критериев, по которому принято вести различие:
- Особолегкоплавкие – температура плавления ниже 145 градусов Цельсия.
- Легкоплавкие – температура плавления выше 145 градусов Цельсия, но ниже 450.
- Среднеплавкие – температура плавления выше 450 градусов Цельсия, но ниже 1100.
- Высокоплавкие – температура плавления выше 1100 градусов Цельсия, но ниже 1850.
- У тугоплавких припоев температура плавления выше 1850 градусов Цельсия.
Применять горелку приходится уже где-то в верхней части третьей группы. Потому что температура плавления слишком высока, чтобы её взял паяльник. Добавим к этому, что удельная электропроводность олова более высокая, нежели у свинца, по этой причине составы с большим содержанием металла для солдатиков дороже.
https://www.youtube.com/watch?v=upload
Процент содержания более дорогих металлов обычно фигурирует в названии марки. Например, в ПОС (припой оловянно-свинцовый) это может быть 10, 60 или даже 90%. Кроме того в состав часто входит сурьма. Её процент обычно стоит после тире, например, ПОССу 40-0,5. Сурьму добавляют, как и многие другие примеси, для улучшения качеств припоя.
В Европе сейчас вводится запрет на свинцовосодержащие припои. Их заменяют на серебряные, несмотря на то, что повышается температура плавления. И возрастает стоимость, конечно же. Но не нужно думать, что высокая цена означает непременное качество. Олово очень дорогое, но экспедиция Скотта к Южному полюсу погибла из-за оловянной чумы в 1912 году.
Строго говоря, процесс чумы до конца никто объяснить не может. Считается, что олово нужно для этого заразить, и тогда швы припоя буквально осыпаются. Экспедиция же Скотта взяла с собой бочки горючего, паянные чистейшим металлом. Были проведены исследования, и установлено, что добавление даже небольшого процента свинца блокирует развитие чумы.
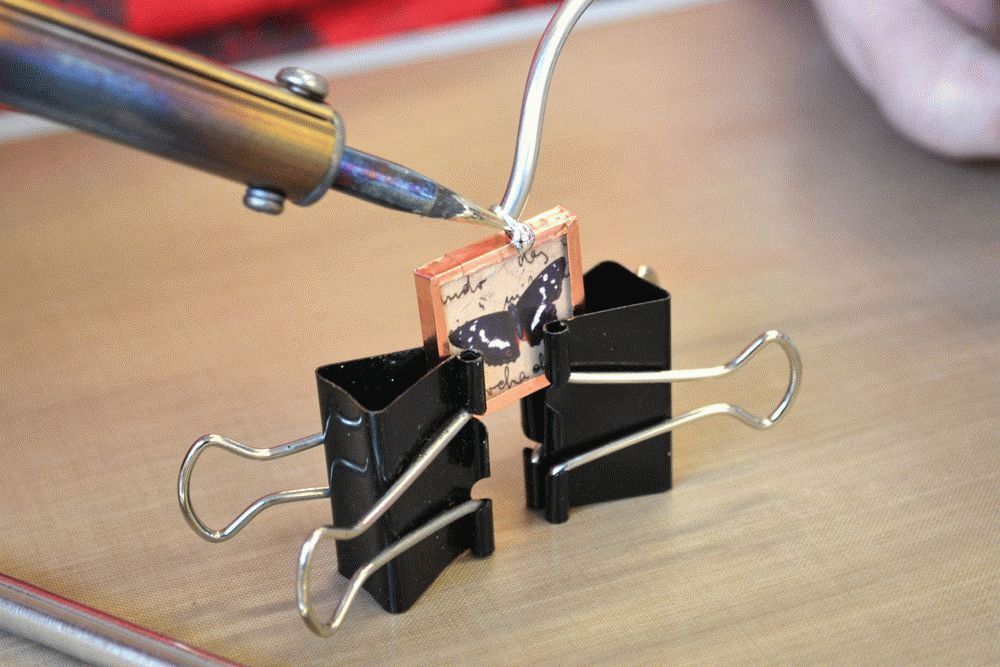
Следует сказать, что помимо перечисленных, кое-где применяются медные припои. Их температура плавления сравнительно высока, поэтому приходится применять горелку. В этом случае на поверхность обычно насыпают (реже пользуются жидким) флюс для зачистки. Потом все зависит от характера задачи. Например, для пайки наконечника кабеля первый зажимается в тиски колбой вверх, а внутрь насыпается крошка из припоя.
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.

Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
Подготовка к процессу пайки

Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Подставкой
, на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом
, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
Перед работой с паяльником, его жалу придают определенную форму
. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем
. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
https://www.youtube.com/watch?v=ytaboutru
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем
применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей
используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа
применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки
используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов
активные кислые флюсы на основе хлорида цинка.
Для пайки стали
эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.

Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
При подаче припоя на детали с паяльника
, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
При подаче припоя на соединяемые детали
, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть
. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.

Одножильные провода
перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить
. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс .
Рассмотрим, как лудить провода паяльником
. Разобравшись, вы поймете что данный процесс совсем не сложен.
Виды паяльных жал никелированных
https://www.youtube.com/watch?v=ytpressru
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Инструкция как лудить провода
Рассмотрим пошагово как лудить провода:
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Процесс пайки электропаяльником
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
https://www.youtube.com/watch?v=ytcreatorsru
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
https://www.youtube.com/watch?v=ytcopyrightru
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.







")

