

- Расходные материалы
- Условия обеспечения прочности
- Зачем нужны припой и пайка
- Подготовка рабочего места
- Зачем нужна паяльная паста
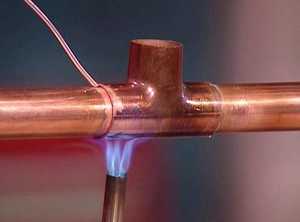
- Пайка труб из меди – технология процесса
- Технология пайки мягким припоем
- Виды флюсов и припоев, особенности работы с ними
- Твёрдая пайка медных соединений
- Крепёж для медных труб
- Разница между пайкой медни и латуни
- Как правильно паять медные трубы своими руками: видео
- Техника безопасности при спаивании труб из меди
Расходные материалы

Порядок пайки медных труб.
Что потребуется для пайки:
- Флюс на салициловой кислоте.
Химический состав флюсов для пайки медных труб довольно сложный: в нем есть и спирт, и вазелин, и даже чуть-чуть золота. Его использование приводит к великолепному качеству швов. - Группа растворителей на фосфоре.
Отлично очищают детали от окислов и дополнительно вытесняют ненужную воду из места пайки. - Канифоль.
Ее практически не используют в чистом виде. В смесях она отлично комбинируется с солями натрия: если расплавленная канифоль покрывает поверхность пайки пленкой, то соль натрия играет роль антиоксиданта. Есть и недостаток: смесь не любит нагрева. - Домашняя смесь на аспирине.
Можно сделать смесь и самостоятельно: берем вазелин, спирт, за основу – таблетки аспирина. Особой эффективностью такая смесь не отличается. С ней можно работать лишь на электромонтажных заданиях. - Паста для пайки медных труб.
Эта флюс паста для пайки меди стоит подороже, но овчинка выделки стоит. Применяется в ответственных заданиях. Паста отлично прилипает к рабочей поверхности, растекается тонким слоем при нагревании – великолепный вариант. - Припой для пайки медных труб.
Выбор вида припоя зависит от того, что именно вы собираетесь паять. Если главными критериями являются прочность и стойкость к высоким температурам, нужно выбирать припой из медной проволоки с долей фосфора. Самым популярным и доступным является мягкий припой – из олова. Он годится для всех водопроводных систем. Сюда же можно отнести и фитинги для медных труб под пайку.
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб
труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую. - Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.

Инструменты, необходимые для пайки медных труб своими руками

Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов.Пошаговая инструкция соединения мягким припоем медных труб
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы.Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга.Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов.Шаг 4.

Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня.Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения.Шаг 7.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии.
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.

Внешний вид правильно спаянной медной трубы
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.

Коррозия оцинкованной трубы при неправильной пайке с медной

Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни.
Условия обеспечения прочности
Одним из условий герметичности и прочности паяных изделий является соответствующая ширина паяного соединения. Для обеспечения этого условия используются специальные устройства разъёмов, двухконечных колен, колпачков, тройников. Медь может паяться:
- мягкими припоями (температура плавления ниже 450 C);
- твёрдыми припоями (температура плавления выше 450 C).
Типы припоя, используемые на медных водопроводных трубах:
- 40 процентов свинца / 60 процентов олова, например ПОС-61;
- 95 процентов олово-сурьмы / 5 процентов свинца;
- 50-процентный свинцовый припой рекомендуется на линиях сплава меди, которые не должны использоваться для питьевой воды;
- бессвинцовый припой, для труб, используемых в водоснабжении.
Отопительные системы, а также водопроводные разводки обычно производятся из медных труб. Стоимость меди достаточно велика, однако по причине высоких прочностных и эксплуатационных характеристик именно медь чаще всего используется для подобных целей. Среди прочих достоинств обязательно следует выделить антибактериальные и антикоррозийные свойства, а также замечательную теплопроводность.
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления ( 660 °С).
Зачем нужны припой и пайка

График температуры плавления меди.
Изделия из меди очень хорошо поддаются пайке. Дело в том, что медь — химически малоактивный металл, даже при нагревании и плавке слабо реагирует с кислородом, содержащимся в воздухе, и другими химически активными веществами. Именно поэтому ее сравнительно легко можно очистить от оксидов и загрязнений, не используя при этом агрессивные и сложные флюсы.

К тому же существует достаточно много металлов и сплавов с низкой температурой плавления, прекрасно смачивающих в расплавленном состоянии медь. Благодаря этому с медными деталями можно осуществлять практически любые виды пайки, используя для этого очень большое количество разнообразных припоев. Можно получить паяные швы с очень широким спектром свойств.

Припой для меди необходимо выбирать исходя из их состава и температуры плавления.
- Низкотемпературные, которые плавятся при температурах не более 450°C. Прочность шва, создаваемого при такой спайке, сравнительно невелика, но зато, благодаря сравнительно невысокой температуре, не меняются физические свойства спаиваемых деталей, прежде всего их прочность.
- Припои, имеющие более высокую температуру плавления, считаются высокотемпературными. Прочность шва при этой спайке выше, но существует вероятность уменьшения прочности спаиваемых деталей в результате их отжига.
Что касается их химического состава, то чаще всего применяются следующие виды:
- оловянные, свинцовые и свинцово-оловянные;
- оловянно-медные, оловянно-серебряные и оловянно-медно-серебряные;
- медно-серебряно-цинковые и медно-фосфорные;
- серебряные.
Припои из первой группы являются низкотемпературными и используются наиболее часто для пайки радиоэлектронных схем. Они же обычно используются в быту для починки разнообразных металлических изделий. При изготовлении печатных схем, для снижения температуры плавления, к сплаву часто добавляется кадмий или висмут.
Остальные из перечисленных металлов и сплавов в домашних условиях чаще всего применяют для соединения трубопроводов, изготовленных из меди. Для их надежной, прочной и легкой стыковки между собой разработана капиллярная техника соединения, которая может быть как низко- так и высокотемпературной.

Пайка медных труб при помощи припоя.
При вставке трубы в фитинг промежуток, остающийся между ними, имеет ширину не более чем 0,4 мм. Благодаря этому при пайке возникает капиллярный эффект: расплавленный припой заполняет все это пространство. Происходит это потому, что силы взаимодействия между молекулами меди и расплавленного металла больше, чем между молекулами самого расплава.
Благодаря этому эффекту расплав почти мгновенно заполняет весь промежуток между трубой и фитингом, а соединение в результате получается прочным и надежным. Нужно только проследить, чтобы соединяемые поверхности были предварительно хорошо зачищены и были использованы соответствующие флюсы.
Поскольку свинец токсичен, применять содержащие его сплавы для монтажа водопроводов для питьевой воды нельзя. На деле соединение медных трубопроводов осуществляется с помощью всего четырех видов припоев:
- Оловянно-медные (S-SN97Cu3) и оловянно-серебряные (S-Sn97Ag5) относятся к низкотемпературным. Соединение выходит прочным и стойким к коррозии.
- Медно-серебряно-цинковый L-Ag44 (серебро — 44%, медь — 30% и цинк — 26%) относится к высокотемпературным. Соединение прочное, пластичное, коррозиестойкое, обладает повышенной теплопроводностью.
- Медно-фосфорные CP203 (медь — 94% и фосфор — 6%) относятся к высокотемпературным и могут использоваться без флюсов. Шов прочный, но его эластичность уменьшается при низких температурах.
- Высокотемпературный серебряный припой для пайки дает прочный, пластичный и стойкий к коррозии шов, но он дорог. Флюс при пайке необходим.
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
![]()
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.
Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.
Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.
Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.

Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.
Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.

Невзирая на то, что мягкие припои считаются недостаточно прочными, при применении капиллярной сварки можно получить качественную сантехническую конструкцию. Легкоплавкие припои используют для стыковки медной трубной продукции диаметром 6 –180 миллиметров. Им отдают предпочтение потому, что они работают при невысоких температурах. Дело в том, что медь при высоких показателях температуры способна потерять прочность.
Все припои, принадлежащие к средне- и высокоплавкому виду, относятся к твердому типу. Для высокотемпературной пайки изделий из меди применяют припои на основе меди, серебра и других металлов. Благодаря их использованию, получается шов, отличающийся прочностью и устойчивостью к действию повышенного давления и высоких температур.
Среди них наиболее востребованы:
- медно-фосфорные;
- медно-серебряно-фосфорные;
- серебряные.
В последнем случае требуется не только припой, но и флюс паста для пайки медных труб.
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров. При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.

Пайка медных труб
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.
Подготовка рабочего места
Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
 Медный резак.
Медный резак.- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.

Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом. Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов. Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество. Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник. В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Пайка труб из меди – технология процесса
Галерея изображений
Фото из

Резка медной трубы производится с помощью трубореза, резцы которого плотно сжимают трубу. В результате проворачивания получается ровная линия среза

После резки труборезом кромка разрезанной трубы слегка вогнута внутрь. Ее убираем гратоснимателем или фаскоснимателем

Соединяемые участки труб и фитингов тщательно очищаем от загрязнений, окислов и нагара, если он есть. Обезжириваем поверхности

На соединяемые поверхности наносим флюс тонким слоем. Соединяем детали, слегка проворачиваем их относительно друг друга, возвращаем на место и убираем излишки смазки

Для выполнения капиллярной пайки готовим припой. В нашем случае это оловянная легкоплавкая проволока

Готовим горелку с баллончиком к выполнению соединения пайкой. Нужна обычная горелка, разогревающая до 450°С

Обмотав место соединения оловянной проволокой, нагреваем до тех пор, пока припой не распределится в зазоре между соединяемыми деталями

Горелкой равномерно нагреваем всю область соединения. После пайки даем соединенным деталям остыть, не применяя охлаждающего масла или воды

Шаг 1: Раскрой медной трубы труборезом

Шаг 2: Удаление вогнутой кромки медной трубы

Шаг 3: Чистка и обезжиривание соединяемых деталей

Шаг 4: Обработка соединяемых поверхностей флюсом

Шаг 5: Подготовка припоя к проведению пайки

Шаг 6: Разогрев горелки для выполнения пайки

Шаг 7: Нагрев место соединения горелкой

Шаг 8: Ожидание охлаждения паяного соединения
Технология пайки медных труб совсем несложная.
Вот на какие этапы можно разделить процесс:
- Кройка и шитье: отрезать металл по нужной длине труборезом.
Место резки делать ровным, резак держать перпендикулярно к поверхности. - Зачистка заготовок металлической щеткой, удаление заусениц с торцов.
На этом этапе нельзя использовать наждачную шкурку из-за риска образования мельчайшего песка, который помешает сцеплению пропоя. - Расширение края одной из труб для того, чтобы конец другой трубы легко вошел в первую с минимальным зазором.
- Тщательная зачистка концов металлической щеткой после его расширения.
- Нанесение флюсовой смеси на конец трубы максимально равномерным тонким слоем.
- Концы труб вставить друг в друга, хорошенько прогреть до момента, когда цвет флюса на трубе станет серебристым.
- К стыку подносят припой, который тут же плавится и заполняет зазор стыка между трубами.
Процесс заканчивается при наполнении зазора припоем. - После разогрева запаянной трубе нужно дать хорошенько остыть – ни в коем случае не трогать ее в это время.
- Протереть, удалить остатки флюса.

Способ соединения труб.
Пайка медных трубок с использованием припоя основан на физическом явлении – капиллярном эффекте. Дело в том, что расплавленный припой заполняет зазор между трубами благодаря силам поверхностного натяжения. После застывания припой в зазоре превращается в крепкий монолитный шов.
Если вдруг случился дефект в виде свища или повреждения стыка, изделие можно быстро и просто отремонтировать. Для этого его достаточно нагреть и демонтировать. После удаления дефектов повторно нагреть и снова спаять.
Чисто стыковые соединения медных изделий делать нельзя – они нежизнеспособны, а у вас обязательно произойдет потоп – вся пайка разрушится. Лучше делать муфтовые соединения, расширяя конец одной из труб.

Теперь о сгибании. Гнуть с использованием трубогиба можно только мягкие отожженные трубы. Если они не отожженные, используются медные фитинги под пайку. Угол может быть 90° и меньше.
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.

Систему водопровода или отопления в частном доме можно сделать самому, важно лишь понять, как паять медные трубы, чтобы получилось надежное соединение.
Трубы из меди обладают недоступной для стальных труб гибкостью, отличаются долговечностью и устойчивостью к воздействию химических элементов, вот почему такая система предпочтительнее.
Водопровод из меди
Медь – это один из элементов, которые хорошо знакомы человечеству вот уже более 1000 лет.
Поэтому неудивительно, что она нашла применение во многих устройствах и системах, например:
- в качестве труб в системе водопровода;
- в качестве труб системы отопления частных домов.
Такие системы служат на протяжении срока эксплуатации всего дома, поэтому можно не беспокоиться об обеспечении доступа к ним – замуровывать, заливать бетоном, обшивать стеновыми панелями и т.п.
Единственное требование при монолитном размещении медных труб – использовать прокладочный материал: гофру или ПВХ-изоляцию, которые предотвращают механическое воздействие материалов на трубопроводы при изменении температурного режима (зима-лето).

Пайка углового элемента
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.

Мягкий припой медных водопроводных труб
Технология пайки мягким припоем
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.

Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Для пайки труб диаметром менее 28 мм из-за возможности перегрева материала и повреждения поверхности трубы, используется только мягкий припой для пайки медных труб. Подготовка стыка для пайки и мягкой пайки по существу такая же, как и в общих случаях: резка труб, удаление заусенцев по краям, расширение концов труб (если соединители не используются), очистка поверхности трубы в точке соединения и применение флюса. Наиболее рекомендуемыми связующими для мягкой пайки медных установок являются свинцово- оловянные припои.
Следует отметить, что по санитарным соображениям припой, содержащий кадмий и свинец, не допускается использовать в установках для питьевой воды. В этом случае используются олово — медный (S — Sn97Cu3) и оловянно — серебряный (S — Sn97Ag3) припой. Часто для пайки мягких медных установок используются флюс или разъёмы с зажимным припоем с флюсом.
В дополнение необходимо использовать паяльный поток, который растворяет оксиды с поверхности паяных элементов и защищает от повторного окисления во время пайки. Флюсы для мягкой пайки обычно представляют собой пасту, гель или жидкость, которые после пайки должны оставаться неагрессивными, а в случае установок для питьевой воды — нетоксичными, шлаками, легко моющиеся холодной водой.
Виды флюсов и припоев, особенности работы с ними
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Пайка меди
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
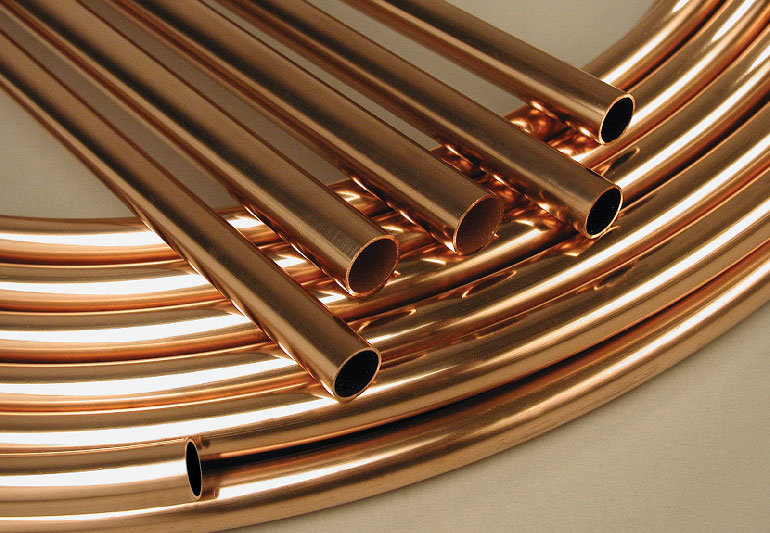
Медные трубы достаточно широко используются в быту и промышленности. Из них сооружают трубопроводы для перемещения холодной и горячей воды, тепла, газа, нефти. Эти изделия не подвержены коррозии, прочны, долговечны, не выделяют вредных веществ, поэтому применяются для подачи питьевой воды. Отлично выдерживают воздействие высоких температуры и давления.
В отличие от использования сварочных работ при стыковке или ремонте стальных труб, в отношении медных трубопроводов применяется пайка специальными материалами, инструментами и способами. Создание сетей из медных паяных конструкций позволяет экономить на различных соединительных элементах. А если работу сделать самостоятельно, то не придется платить за нее сторонним специалистам.
Водопровод из меди
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.

Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Припои могут применяться в различных отраслях и иметь разнообразную форму выпуска: чашки, проволоки, прутки, фольга и т.д. Химический состав применяемого припоя зависит от того, какая необходима температура плавления, от вида соединяемых деталей и их размера и от других параметров.
В основе привоев могут быть следующие металлы:
- олово;
- серебро;
- цинк;
- сурьма;
- свинец;
- медь.
Важно отметить, что у припоев должна быть более низкая температура плавления в сравнении с металлами, из которых изготовлены основные детали, лишь слегка нагреваемые в процессе пайки и не подверженные деформации. Это делает пайку гораздо более выгодным методом соединения, нежели сварку.
По температуре плавления среди припоев выделяют следующие виды: легкоплавкие (от 145 и до 450°С), среднеплавкие (до 1100°С) и высокоплавкие (до 1850°С). Легкоплавкие предназначены для мягкой пайки, среднеплавкие и высокоплавкие – для твердой пайки.

Твёрдый припой для пайки медных труб
Помимо припоя при пайке применяют так называемый флюс, необходимый для защиты соединяемых припоем поверхностей от окисления. Для получения прочного соединения методом пайки важно точно выбрать припой и флюс.
Пайка медных труб

Электрический аппарат для пайки медных труб REMS
Для медных трубопроводов применяют капиллярную пайку, основанную на явлении капиллярности, т.е. возможности движения жидкости по узким каналам за счет адгезии даже в направлении, противоположном воздействию силы тяжести. Благодаря этому свойству припой может равномерно заполнять зазоры, не зависимо от положения труб.

Поведение припоя в процессе пайки
При этом пайка может проводиться с применением как легкоплавких припоев, так и средне- и высокоплавких. При помощи первых осуществляют низкотемпературную пайку, вторые и третьи необходимы для высокотемпературной пайки. Выбор припоя зависит от условий эксплуатации готового трубопровода.

Припой для пайки медных труб
К легкоплавким, их еще называют мягкими, припоям относится олово, а также славы, в которых оно является основным компонентом: оловянно-серебряные, оловянно-медные, оловянно-медно-серебряные. К этому типу относятся и припои на основе свинца. Но он токсичен, поэтому применение припоев с этим металлом не допустимо при монтаже водопровода для питьевой воды.

Несмотря на то, что мягкие припои не особо прочные, при капиллярной пайке даже с применением низкотемпературных припоев возможно получение высокопрочных сантехнических труб. Легкоплавкие припои применяют для соединения медных труб, диаметр которых составляет 6 -180 мм. Их предпочитают по той простой причине, что они работают при низких температурах. В то время как при высоких температурах медь может потерять твердость.
Среднеплавкие и высокоплавкие припои объединяют под названием «твердые припои». Для высокотемпературной пайки медных труб используют припои на основе меди и серебра, а также некоторых других металлов. Они позволяют получить прочный и устойчивый к воздействию высоких температур и давления шов.

Медно-фосфорный припой L-CuP6
Наиболее популярные среди них:
- серебряные;
- медно-фосфорные;
- медно-серебряно-цинковые.
Два последних не требуют применения флюса.

Флюс для пайки меди, алюминия и других металлов
Основное преимущество твердых припоев связано с прочностью и высокой температурной устойчивостью полученных швов. Высокотемпературной пайкой осуществляют соединение медных труб диаметром 6-159 мм, в водоснабжении диаметр труб, соединяемых такой пайкой, не должен быть меньше 28 мм.
На практике среди мягких припоев наиболее популярный оловянно-медный, среди твердых для соединения медных труб чаще применяют медно-фосфорные припои. Точная рецептура их изготовления и процентное содержание компонентов колеблется у разных производителей.
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Твёрдая пайка медных соединений

Пайка меди
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев, о температуре плавления которых можно узнать здесь.
Монтаж медных коммуникаций можно осуществлять при помощи пайки или с использованием специальных обжимных фитингов. Привычные сварочные работы не используют, поскольку материал мягкий, легко деформируется. Собрать всю коммуникацию на обжимных фитингах можно, но долговечность её будет под большим вопросом.
Пайку медных труб проводят двумя способами:
- при низкой температуре – 250-300 градусов;
- при высокой температуре – более 450 градусов.
Разная температура пайки предполагает использование разного припоя. Высокотемпературная пайка справляется с расплавлением твёрдых припоев, содержащих медь или серебро. Обязательна эта технология к использованию при починке или монтаже холодильного оборудования, в промышленных трубопроводах. К монтажу бытовых коммуникаций жёстких требований по использованию методов соединения меди нет.

Низкотемпературная пайка позволяет использовать только мягкие сплавы в качестве припоя. Это не влияет на качество и долговечность соединения, если коммуникации эксплуатируют при температуре теплоносителя не выше 130 градусов и без давления.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени. Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов.
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Разница между пайкой медни и латуни

Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Как правильно паять медные трубы своими руками: видео
Несмотря на простоту процесса пайки, новички совершают промахи, ведущие к резкой потере качества соединений.
https://www.youtube.com/watch?v=z0YhZ7c80hI
Избегайте следующих моментов:
- Детали небрежно зачищены и обезжирены. Попадание грязи и посторонних частиц в припой существенно снижает качество работы.
- Недостаточный нахлест деталей. При малом нахлесте площадь соединения будет мала для безупречного «удержания» сегментов.
- Недостаточное или избыточное нанесение флюса. Флюс должен покрывать детали равномерным, но тонким слоем – так, чтобы его излишки не появлялись наружу.
- Перегрев. При перегреве флюс обгорает, образуя окалину и налёт оксида на поверхности трубы или фитинга. Горелку следует держать только до первого потемнения флюса.
- Недостаточный нагрев. Флюс расплавится, но не образует нужной сцепки.
- Несоблюдение техники безопасности. Проведение работ без защитной одежды приводит к травмированию.
Медно-фосфористый припой ЦП 6, как и другие марки, получает свои свойства благодаря уникальному составу, который разработается для тех или иных процедур. Исходя из наличия тех или иных химических элементов, а также их соотношения, материал получается приближенным к свойствам меди, бронзы или латуни, с которыми идет работа, но при этом обладает более низкой температурой плавления, что позволяет сохранить свойства основного металла.

В целом, практически все марки обладают повышенной смачиваемостью, что улучшает контакт с заготовкой. Именно это и дает отличные показатели для соединения меди. Помимо этого они обладают большой степенью проникновения, образуя прочные молекулярные связи. Некоторые из марок имеют достаточно опасную температуру плавления более 800 градусов.

Медно-фосфорный припой ЦП 6
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
- Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.

Низкотемпературные припои для пайки медных труб
- Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.

Высокотемпературные припои для пайки медных труб
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.

Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Техника безопасности при спаивании труб из меди
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Паять медные детали нужно осторожно, с соблюдением всех правил безопасности. Иначе можно получить травму – химический или термический ожог
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.

Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.








")

