

- Технические характеристики припоя ПОС-63
- Виды припоев ПОС
- Технические характеристики припоя ПОС-30
- Характеристики ПОС 61
- Технические характеристики припоев ПОС и ПОССу
- О составе ПОС
- Легирование ПОС
- Про состав припоя
- Легирование припоя
- Технические характеристики припоя ПОССу-61-0,5
- Преимущественные области применения мягких и полутвердых припоев
- Технические характеристики припоя ПОС-90
- Низкотемпературые припои
- Технические характеристики припоя ПОС-40
- Характеристики ПОССу-61-0,5
- Разновидности Припоев Оловянно-Свинцовых (ПОС)
- Характеристики ПОС и ПОССу
- Классификация припоев и система их обозначений
- Примеры обозначений марок припоев
- Свойства флюсов
- Страшная тайна припоя ПОС-60
- Свойства припоев
- ПОС 61 (ПОС 60)
- Характеристики ПОС-40
- Классификация флюсов и система их обозначений
- Характеристики ПОС-63
- Характеристики ПОС 10
- Минусы ПОС 10
- Винтажный припой
- Характеристики ПОС 30
- Минусы ПОС 30
- Припой для ценителей качественного звука
- Технические характеристики припоя ПОС-61
- Состав припоя ПОС-61
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство хороших китайских припоев также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.

Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Виды припоев ПОС
Для начала вспомним, какие бывают припои из сплавов оловянно-свинцовой группы. Самые популярные — это бессурьмянистые припои ПОС-10, ПОС-40, ПОС-61 и ПОС-90. Припой ПОС с содержанием сурьмы называется ПОССУ. Сурьма в составе припоя добавляет ему несколько процентов по прочности.

Когда мы говорим про плавление смеси олова и свинца, нужно помнить про определения солидуса и ликвидуса. При нагревании любой смеси двух и более металлов происходит сначала расплавление (преобразование из твердой в жидкую фазу) самых легкоплавных частиц. Эта температурная отметка называется солидусом сплава.
При дальнейшем росте температуры начинают плавиться более тугоплавкие компоненты. Как только они расплавятся, наступает точка ликвидуса. Теперь припой ПОС полностью расплавлен. Подробнее этот процесс поясняет картинка, выдранная из презентации на тему сплавов.
Между этими двумя точками находится состояние повышенной пластичности припоя. В этом состоянии припой можно тянуть и деформировать без потери целостности.

Существуют эвтектические сплавы — припои, у которых точка солидуса и ликвидуса совпадает. Это очень удобно при пайке и говорит о высоком качестве припоя.
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование. Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия. Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.

Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
- высокое содержание свинца;
- чаще выпускается в прутках.
Характеристики ПОС 61
ПОС-61 обычно используют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.

- Олово 59 — 61 %;
- Свинец — остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 °С. Солидус — 183 °С.
- Плотность определяет вес припоя ПОС-61 и равна 8,5 г/см3;
- Удельное электрическое сопротивление равно 0,139 Ом•мм2/м;
- Теплопроводность равна 0,12 ккал/см•с•град;
- Временное сопротивление разрыву составляет 4,3 кгс/мм2;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- наилучшее соотношение температуры плавления и прочности;
- доступность и распространенность;
- часто выпускается в виде проволоки (ПОС 61 Т2А);
- низкая стоимость.
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
Технические характеристики припоев ПОС и ПОССу
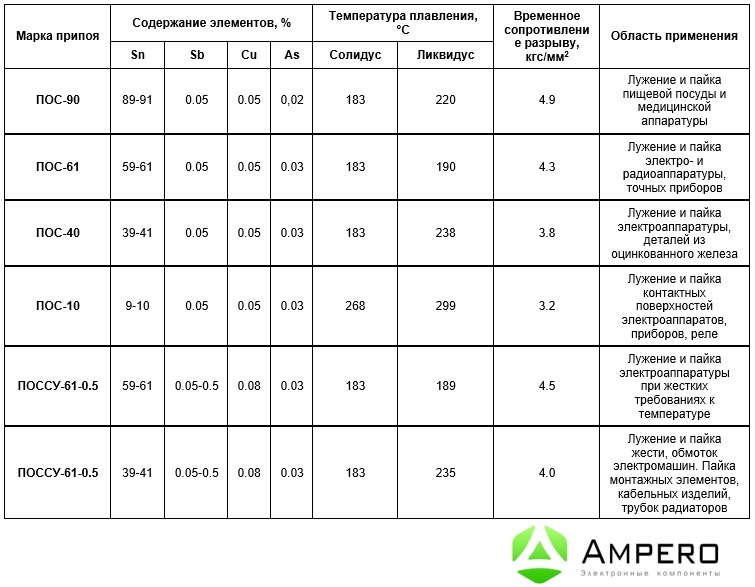
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.

Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый припой ПОСК 50-18 с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Про состав припоя
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей. По внешнему виду можно на глаз прикинуть состав припоя. Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении. Как выглядит лист олова и лист свинца смотрите на фото.

Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Легирование припоя
Для улучшения эксплуатационных характеристик применяют легирование припоя следующими веществами:
- Адгезию припоя улучшает добавка из меди, кадмия, сурьмы, алюминия, серебра и цинка;
- Пластичность припоя и стойкость к термоциклированию улучшается добавкой индия, серебра, марганца, висмута, лития;
- Прочность припоям добавляют никель, кобальт, цинк, кремний, бор, железо;
- Коррозионную стойкость припоя увеличивает никель и медь;
- Жаропрочность повышает кремний, цирконий, вольфрам, ванадий, кобальт, ниобий, гафний.
Технические характеристики припоя ПОССу-61-0,5
Маркировка припоя ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Такой припой применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. А вот его температура плавления равна 189 градусов.

Достоинства припоя ПОССу-61-0,5:
Недостатки припоя марки ПОССу-61-0,5:
- трудно найти в продаже;
- повышенная стоимость.
Преимущественные области применения мягких и полутвердых припоев
О2 — лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
ПОС90 — лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61 — лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40 — лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18 — пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М — пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5 — лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5 — лужение и пайка авиационных радиаторов;
ПОССу40-0,5 — лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5 — лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5 –лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5 — лужение и пайка радиаторов;
ПОССу18-0,5 — лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5; ПСр3Кд — горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2 — припой широкого назначения;
ПОССу30-2 — лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2 — пайка в автомобилестроении;
ПОССу8-3 — лужение и пайка в электроламповом производстве;
ПОССу5-1 — лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6 — пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4-4 — лужение и пайка в автомобилестроении;
ПОСК2-18 — лужение и пайка металлизированных керамических деталей;
ПОСИ30; ПСр3И — пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
Таблица 3.3 Мягкие припои (сплавы) с низкой температурой плавления
Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Таблица 3.4 Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев
Таблица 3.5 Медно-цинковые и медно-никелевые твердые припои
Таблица 3.6 Серебряные припои с пониженной температурой плавления
Таблица 3.7 Преимущественные области применения твердых припоев
Таблица 3.8 Медно-фосфорные припои
Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Параметры припоев для пайки алюминия приведены в табл. 3.9, 3.10.
Таблица 3.9 Химический состав и физические свойства припоев для пайки алюминия
Таблица 3.10 Другие припои для пайки алюминия
Преимущественные области применения припоев для пайки алюминия П250А, П300А и П300Б приведены в табл. 3.11.
Таблица 3.11 Преимущественные области применения припоев для пайки алюминия
Технические характеристики припоя ПОС-90
Припой марки ПОС-90 на 90 % состоит из олова и на 10 % из свинца. Еще в нем около 0,1 % сурьмы и 0,05 % меди. Применяется он в основном для пайки и лужения внутренних швов пищевой посуды и медицинской аппаратуры. Да, 10 % свинца и уже можно пихать в пищевые продукты — удивительно, но все по ГОСТу 1976 года. Согласно техническим характеристикам температура плавления припоя типа ПОС 90 равна 220 градусов.

Достоинства припоя ПОС-90:
- низкое содержание свинца;
- редко подделывают;
- низкое сопротивление;
- высокая прочность.
Недостатки припоя марки ПОС-90:
- высокая стоимость (выше, чем пос-61);
- низкая пластичность.
Низкотемпературые припои
Низкотемпературые припои предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%.
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы, а также в плавких защитных предохранителях.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), из-за этого также явлестся токсичным, как и ПОСК-50-18, в отличие от сплава РОЗЕ.
О2 — лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
ПОС90 — лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61 — лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40 — лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18 — пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М — пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5 — лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5 — лужение и пайка авиационных радиаторов;
ПОССу40-0,5 — лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5 — лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5 –лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5 — лужение и пайка радиаторов;
ПОССу18-0,5 — лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5; ПСр3Кд — горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2 — припой широкого назначения;
ПОССу30-2 — лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2 — пайка в автомобилестроении;
ПОССу8-3 — лужение и пайка в электроламповом производстве;
ПОССу5-1 — лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6 — пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4-4 — лужение и пайка в автомобилестроении;
ПОСК2-18 — лужение и пайка металлизированных керамических деталей;
ПОСИ30; ПСр3И — пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.https://eti.su/articles/spravochnik/spravochnik_1664.html
Технические характеристики припоя ПОС-40
По химическому составу припой ПОС 40 состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в таком же соотношении, как и у ПОС-10. Припой для пайки ПОС-40 часто применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.

Температура пайки припоя ПОС-40 равна 238 градусов Цельсия, а солидус — 183 градуса.
Достоинства припоя ПОС-40:
Недостатки припоя ПОС-40:
- высокое содержание свинца, что вредно для здоровья;
- завышенная температура ликвидуса.
Характеристики ПОССу-61-0,5
ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. Температура плавления равна 189 градусов.

Разновидности Припоев Оловянно-Свинцовых (ПОС)
Наиболее известными из припоев являются ПОС 10, ПОС 40, ПОС 61 и ПОС 90 (бессурьмянистые припои). А ПОС содержащие сурьму имеют наименование ПОССУ. Содержание сурьмы увеличивает прочность припоя на несколько процентов.
Если разговор идет про плавление соеденения олова и свинца, необходимо знать определения солидуса и ликвидуса. Если нагреть любую смесь из двух и более металлов, то сначала произойдёт плавление (преобразование из твердой в жидкое состояние) самых легкоплавных частиц. Это температурная точка, называемая солидусом сплава.
При дальнейшем нагреве начинают плавиться более тугоплавкие металлы в сплаве. После того как они расплавятся, наступает точка ликвидуса. После чего припой ПОС считается полностью расплавленым.
Между точками солидуса и ликвидуса находится состояние повышенной пластичности припоя. При этой температуре припой можно деформировать и тянуть, не теряя целостность.
Существуют припои, у которых точка солидуса и ликвидуса совпадает, они называются эвтектические сплавы. Этот показатель говорит о том, что припой высокого качества, такой припой очень удобен при пайке.
Характеристики ПОС и ПОССу
Характеристики припоев оловянно-свинцовой группы, показаны в таблице параметров. Здесь можно увидеть такие характеристики, как удельное электросопротивление, температуру плавления, временное сопротивление разрыву, плотность, ударную вязкость и твердость по Бринеллю, теплопроводность, относительное удлинение существующих разновидностей ПОС и ПОССУ.
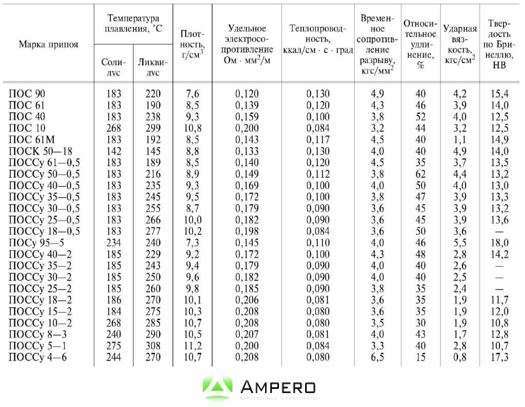
Из таблицы видно самый легкоплавкий (низкотемпературный) припой (кадмиевый ПОСК 50-18) с температурой плавления 145 °C, и самым прочный припой для пайки (ПОССу 4-6) с временным сопротивлением разрыву 6,5 кгс/мм2.
Классификация припоев и система их обозначений
Разновидности и применение припоев:
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Система обозначения припоев
Обозначение марки припоя обычно начинается с буквы «П» — припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округленно). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя.
Примеры обозначений марок припоев
ПОС61 — припой оловянно-свинцовый, олова — 61 %, остальное — свинец;
ПОССу61-0,5 — припой оловянно-свинцовый, олова — 61 %, сурьмы — 0,5 %, остальное — свинец;
ПОС61М — припой оловянно-свинцовый, олова — 61 %, остальное — свинец и добавка меди;
ПСр3И — припой серебряно-индиевый, серебра — 3 %, остальное — индий;
ПСр3Кд — серебряно-кадмиевый, серебра — 3 %, остальное — кадмий.
Свойства флюсов
Таблица 3.12 Флюсы для пайки мягкими и полутвердыми припоями (нормали электротехники ОАА.614.017-67 и ОАА.614.028-68 )
Таблица 3.13 Флюсы для пайки — состав и способы удаления остатков флюса
Таблица 3.14 Флюсы для пайки — влияние остатков флюса на изоляцию и их коррозионное действие
При пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей используют паяльную пасту (мас. част.): канифоль — 10, жир животный — 3, аммоний хлористый — 2, цинк хлористый — 1, вода или этиловый спирт (ректификат) — 1. В качестве флюса также часто используется паяльная паста: канифоль — 2,5 %, сало — 5 %, цинк хлористый — 20 %, аммоний хлористый — 2 %, вазелин технический — 65,5 %, вода дистиллированная — 5 %.
Таблица 3.15 Флюсы для пайки и сварки алюминия
Страшная тайна припоя ПОС-60

Так что «ПОС-60» — это жаргонизм или народное обозначение «припоя, которым все паяют». Мне кажется, что это связано с путаницей в обозначении ПОС-61. Потому что при содержании олова в припое по ГОСТу от 59 до 61 % логичнее его называть ПОС-60, а не ПОС-61.
Среди припоев, произведенных по международным стандартам существует припой Sn60Pb40. Это припой для пайки с содержанием олова 60 % и свинца 40 %. Его можно было бы назвать ПОС-60, если разработать хотя бы ТУ под него. Согласно международным данным, в которых описаны характеристики, температура плавления припой 60/40 равна 191 градус Цельсия.

Та же история с припоем типа ПОС-62. Такого свинцового припоя по ГОСТу пока не придумали. Так что, если у меня спросят «а какая температура плавления припоя ПОС-62», я знаю, что ответ c цифрой 184 градуса Цельсия нужно искать с импортном каталоге припоев. Вот например, можно воспользоваться каталогом припоев компании Kester.
ПОС61 — припой оловянно-свинцовый, олова — 61 %, остальное — свинец;
ПОССу61-0,5 — припой оловянно-свинцовый, олова — 61 %, сурьмы — 0,5 %, остальное — свинец;
ПОС61М — припой оловянно-свинцовый, олова — 61 %, остальное — свинец и добавка меди;
ПСр3И — припой серебряно-индиевый, серебра — 3 %, остальное — индий;
ПСр3Кд — серебряно-кадмиевый, серебра — 3 %, остальное — кадмий.
Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
ПОС 61 (ПОС 60)
Существуют припои, произведенные по международным стандартам, например, припой Sn60Pb40, содержащий олова 60 % и свинца 40 %. Температура плавления припой 60/40 равна 191 °С.

Еще один пример припой ПОС-62. Его температура плавления c равна 184 °С, ее можно найти в зарубежном каталоге припоев (например, Kester).
Характеристики ПОС-40
ПОС 40 состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в том же соотношении, как и у ПОС-10. ПОС-40 обычно применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.

Температура пайки припоя ПОС-40 238 °С, а солидус — 183 °С.
- завышенная температура ликвидуса;
- высокое содержание свинца, что вредно для здоровья.
Классификация флюсов и система их обозначений
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
По природе растворителя паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Характеристики ПОС-63
ПОС 63 в соответствии с ГОСТ и OCT 4Г 0.033.200 является сплавом, состоящим на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Множество качественных китайских припоев аналогично маркируются Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 °С.
ПОС-63 применяется в основном для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. Из современных припоев является самым распространенным. Характеристики припоя ПОС 63 очень схожи с ПОС-61.
- совпадение точек солидуса и ликвидуса;
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
- часто подделывают, особенно в китае;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Характеристики ПОС 10
ПОС 10 имеет следующий химический состав: 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. ПОС-10 используется для лужения и пайки контактных поверхностей электроники. Например, им заливают контрольные пробки в корпусах радиоэлектроники и паяют реле.

Температура пайки ПОС 10 — 299 °С. Точка солидуса — 268 °С.
Минусы ПОС 10
- высокое удельное сопротивление — 0,2 Ом•мм2/м;
- высокое содержание свинца, опасного для здоровья;
- низкая прочность и сопротивление разрыву около 3,2 кгс/мм2.
Винтажный припой
Что такое винтажный припой хорошо знают любители Hi-End электроники. Чаще всего, это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века. Такие припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества. Чтобы услышать эффект от такого припоя, нужны не только высококачественный источник звука, излучатель звука, но и прекрасный слух. Специалисты отслушивают припой и составляют свои сплавы для лучшей звукопередачи.
Одним из самых крутых для меломанов является американский припой фирмы Kester бородатых годов. Его продают по 10 баксов за метр. И с каждым годом его становится все меньше. По химическому составу близок к ПОС-90, но не совсем. Припой марки Kester содержит 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути. Вот уж гремучая смесь.

Те, кто не может достать винтажный припой, выкупают старую электронику послевоенного периода и сплавляют припой оттуда. Так получается очень приличный полуфабрикат.
Существуют также сплав, в которых припой для пайки содержит 50 % олова и 50 % свинца. Он так и называется Sn50Pb50.
Надеюсь, что теперь ты понимаешь больше в теории припоев. Например, чем отличается и в чем разница между припоями ПОС 60 и ПОС 61. Сможешь расшифровать состав припоя ПОС 18 и прикинуть его достоинства и недостатки. Легко ранжируешь припои марки ПОС по токсичности, зная их химические составы.
Материал собрал и подготовил Мастер Пайки. А какой твой любимый припой из оловянно-свинцовой группы?
Характеристики ПОС 30
ПОС 30 — это промежуточное звено между ПОС 10 и ПОС 40. ПОС 30 состоит из: 30 % олова и 69,5 % свинца. Остальное легирование и примеси. ПОС 30 можно не колеблясь заменить на ПОС 40. Температура плавления (ликвидус) равна 238 °С, а температура пластичности (солидус) равна 183 °С. ПОС 30 обычно применяется для пайки и лужения радиаторов и листового цинка.

Плюсы ПОС 30
Минусы ПОС 30
ПОС-90 на 90 % состоит из олова и на 10 % из свинца. Также в нем около 0,1 % сурьмы и 0,05 % меди. Чаще всего применяется для пайки и лужения внутренних швов медицинской аппаратуры и пищевой посуды. Температура плавления ПОС 90 равна 220 градусов.

Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
По природе растворителя паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые.
По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
А — алюминий;
Ж — железо;
И — индий;
К или Кд — кадмий;
М — медь;
О — олово;
С — свинец;
Ср — серебро;
Су — сурьма;
Ф — фосфор;
Ц — цинк.
Припой для ценителей качественного звука
Такой припой хорошо знают любители Hi-End электроники. Это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века. Эти припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества. Чтобы услышать эффект от такого припоя, нужны как высококачественный источник звука, излучатель звука, так и прекрасный слух. Специалисты «отслушивают» припой и составляют свои сплавы для лучшей звукопередачи.Самым известным для меломанов является припой фирмы Kester. Его продают по 10 долларов за метр. С каждым годом его становится все меньше. По составу он близок к ПОС-90. Припой Kester состоит из 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути.

Есть также припой, содержащий 50 % олова и 50 % свинца Sn50Pb50.
Купить товары по материалам статьи:
Технические характеристики припоя ПОС-61
Обозначение припоя марки ПОС-61, как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.

Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
Припой ПОС 61 ГОСТ 21931-76 имеет следующие технические характеристики:
- Плотность определяет вес припоя ПОС-61 и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.



