

- ПАЙКА И ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
- Электролитическое травление
- Процесс образования паяного шва
- СтандартыПравить
- ТИПЫ ФЛЮСОВ
- НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
- ОБЕЗЖИРИВАНИЕ
- ПАЙКА В НАСТОЯЩЕЕ ВРЕМЯ
- Флюсы
- ГАЗОВАЯ ГОРЕЛКА ДЛЯ ПАЙКИ МЕТАЛЛОВ
- КЛАССИФИКАЦИЯ ПРИПОЕВ
- Пайка материалов. Получение неразъемных соединений склеиванием.
- ИСТОРИЯ ПАЙКИ
- РазновидностиПравить
- Технологии пайкиПравить
- Технология пайки оловянно-свинцовым припоем
- Технология пайки без припоя
- Структура паяного соединения
- ПАЯЛЬНИКИ
- Производство неразъемных соединений
- СсылкиПравить
- Элементы паянного соединения
- Неразъемные соединения
- ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ
- Травление металлов
- Подготовка поверхности к лужению
- СБОРКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПЕРЕД ПАЙКОЙ
- Химическое травление
- ДОСТОИНСТВА ПАЙКИ
ПАЙКА И ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Паяние — процесс соединения твердых металлических тел при помощи
промежуточного металла или сплава в расплавленном состоянии с
последующей его кристаллизацией.
Рисунок 1 — Структура паяных соединений
Пайка золотого
Пайка металла со стеклом
Электролитическое травление
ЭЛЕКТРОЛИТИЧЕСКОЕ ТРАВЛЕНИЕ
Очистка изделий методом
погружения в травильную
ванну в большинстве случаев
требует значительного
времени. Для ускорения
процесса очистки
применяется
электролитический способ
травления, при котором
изделие помещают в
качестве анода (анодное
травление) или катода
(катодное травление) в
электролитическую ванну.
1 — ванна, 2 — катод, 3 — анод,
4 – электролит
Рисунок 2 –
Электролитическое
Процесс образования паяного шва
ПРОЦЕСС ОБРАЗОВАНИЯ
ПАЯНОГО ШВА
Стадии процесса:
1) механическая зачистка поверхности изделия;
2) обезжиривание;
3) травление кислотами;
Иногда изделия перед паянием предварительно лудятся.
4) расплавление припоя;
5) растекание жидкого припоя по поверхности твердого металла и
заполнение паяемого шва;
6) растворение основного металла у шва в жидком припое и взаимная
диффузия металлов;
7) охлаждение и кристаллизация припоя в паяном шве;
8) обработка соединения после пайки (удаление лишнего припоя,
флюса);
9) сборка.
СтандартыПравить
Припой — чистый металл или сплав,
применяемый для соединения
металлических деталей при паянии.
Припой должен обладать более низкой
температурой плавления по сравнению
с паяемым металлом.
Припой для
пайки
Инструменты для пайки
ТИПЫ ФЛЮСОВ
1) Твердые порошкообразные флюсы — смеси
различных солей, применяются чаще всего при
паянии тугоплавкими припоями (бура, борная
кислота и их смеси).
2) Жидкие флюсы — водные растворы хлористых
солей (хлористый цинк и хлористый аммония,
спирт, глицерин и т. д.)
3) Газообразный флюс — хлоро-водородный газ,
однако широкого распространения этот флюс не
имеет.
4) Борорганические вещества . При сгорании
этих веществ образуются окислы бора, которые
и выполняют роль флюса.
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Особо важное значение имеют вопросы обеспечения равнопрочности паяных
соединений. Как известно, препятствиями для достижения равнопрочности
паяных соединений в ряде случаев являются более низкая прочность и
пластичность большинства припоев по сравнению с паяемым металлом, литая
структура в шве, высокое химическое сродство компонентов припоев с основой
или компонентами паяемого материала, приводящее к росту прослоек
химических соединений, развитие в паяном соединении диффузионной
пористости, слабая активность газовых сред и флюсов при температуре пайки,
нетехнологичность конструкции паяемых соединений и изделий, развитие
остаточных паяльных напряжений в элементах и паяных соединениях и др.
Однако потенциальные возможности повышения прочности паяных швов
достаточно велики в связи с малым объемом литого металла в паяном
соединении, развитием новых способов пайки и в первую очередь
диффузионной пайки, достижениями в области интерметаллидного упрочнения
сплавов в литом состоянии.
ОБЕЗЖИРИВАНИЕ
Обезжиривание- процесс удаления жиров и масла с
поверхности металла.
Обезжиривание в органических растворителях
Детали погружают в ванну с бензином или керосином и
затем волосяной щеткой очищают их поверхность.
Окончательная очистка производится во второй ванне с
более чистым растворителем.
Затем протирают поверхности паяемого шва
волосяными щетками, смоченными разведенной до
кашицеобразного состояния венской известью.
При выполнении травления и нейтрализации следует
работать в резиновых перчатках, фартуке и защитных
очках во избежание ожогов и порчи одежды.
ПАЙКА В НАСТОЯЩЕЕ ВРЕМЯ
В настоящее время пайка наряду со сваркой является одним из
наиболее распространенных способов получения неразъемных
соединений в современном производстве.
Флюсы
ФЛЮСЫ
Флюс – химическое вещество, используемое для
разрушения окисных пленок, улучшения смачиваемости
паянных поверхностей и защиты их от окисления.
Общие требования к флюсам:
1)
должны иметь высокую жидкотекучесть;
2)
должны иметь стабильность химического состава;
3)
должны иметь высокую активность в широком
интервале температур;
4)
улучшать условия смачивания поверхности паяемого
металла расплавленным припоем;
5)
должны предохранять поверхность паяемого металла и
расплавленного припоя от окисления при нагреве в
процессе пайки;
6)
растворять окисные пленки на поверхности паяемого
металла и припоя;
7)
не вызывать сильной коррозии паяного соединения;
8)
не выделять при нагреве ядовитых газов.
ГАЗОВАЯ ГОРЕЛКА ДЛЯ ПАЙКИ МЕТАЛЛОВ
Горелка (рисунок 8) состоит из
двух трубок, вставленных одна в
другую. Диаметр внутренней
трубки 1 — 1 — 5 мм с
толщиной стенок 1 мм; трубка
на конце завальцовывается до
отверстия 1 — 1,5 мм и
затачивается на конус. Внешняя
трубка 2 тоже
завальцовывается на конце до
отверстия 3—4 мм (ее
внутренний диаметр 10—12 мм).
Внутренняя трубка, в которую
подается бытовой газ,
передвигается в заднем торце 3 и
специальной звездочкой 4,
которая плотно посажена в
середине внешней трубки. Воздух
подается во внешнюю трубку
через отросток 5.
Передвижением внутренней
Рисунок 8 – Газовая горелка
для пайки металлов
КЛАССИФИКАЦИЯ ПРИПОЕВ
КЛАССИФИКАЦИЯ ПРИПОЕВ
1 класс
2 класс
легкоплавкие —
имеющие
температуру
плавления ниже
400—450° (к
которым относятся
сплавы на
оловянной,
свинцовой,
кадмиевой,
висмутовой и
цинковой основах).
тугоплавкие —
имеющие
температуру
плавления выше
450—500° (сплавы
на медной,
серебряной, золотой,
алюминиевой,
магниевой и
никелевой основах).
Пайка материалов. Получение неразъемных соединений склеиванием.
Пайкой называют процесс соединения деталей посредством припоя – сплава, который смачивает поверхности деталей и, затвердевая, связывает их. Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает их. Это будет, когда поверхности очищены от загрязнений. Для удаления пленок окислов и предотвращения их образования при припайке используют паяльные флюсы. Современная пайка – это группа технологических процессов, позволяющая соединить практически любые металлические сплавы и во многих случаях получать соединения, равнопрочные с основным металлом.
Нагрев при пайке осуществляется разными способами – пайка в печах, индукционная, сопротивлением, погружением в расплавы солей или припоев паяльниками рис. 12.4. , паяльными лампами, газовыми горелками и т.д.
При пайке применяются флюсы для защиты места спая от окисления при нагреве сборочной единицы, обеспечения лучшей смачиваемости места спая расплавленным металлом и растворения металлических окислов. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы могут быть твердые, пастообразные и жидкие. Для пайки наиболее применимы флюсы: бура, плавиковый шпат, борная кислота, канифоль, хлористый цинк, фтористый калий.
Решающее влияние на прочность паяного соединения оказывает зазор между спаиваемыми деталями. Чем меньше зазор, тем выше прочность. Номинальным зазором при капиллярной пайке считается зазор 0,05 – 0,2мм.
Технология пайки паяльником заключается в следующем. Поверхности тщательно подготавливаются, нагретый паяльник (450-500 оС) погружается в порошок нашатыря, канифоли или хлористого цинка для очистки от окалины. Очищенным паяльником захватывают припой и переносят его на место пайки. Затем паяльник с прилипшими к нему каплями припоя подносят к месту соединения, предварительно покрытому флюсом. Припой при нагреве места пайки заполняет зазор скрепляемых деталей.
Основными дефектами сварных и паяных соединений являются: непровары, пережег металла, наплывы металла, несимметричность швов, наличие пор, трещины, включение шлака и др.
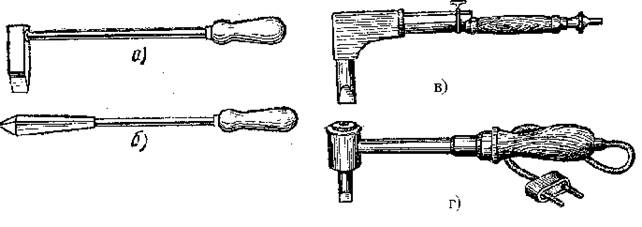
Рис. 12.4. а – паяльник с плоским лезвием; б – паяльник с острым лезвием; в — ем; паяльник бензиновый; г – паяльник электрический
1. Можно соединять плохо сваривающиеся сплавы, металл и стекло, металл и керамику.
2. За один производственный цикл (нагрев) получить протяженное соединение.
3. Кромки деталей не оплавляются, что позволяет выдерживать точность размеров.
4. Соединения можно распаивать (демонтаж).
В практике ремонтного производства большое распространение получил способ склеивания деталей. Причем новые качества клеев позволили склеивать металлы, пластмассы, силикатные материалы в различных сочетаниях. Прочность клеевых соединений в ряде случаев в 2 раза превышает прочность заклепочных соединений и в 2-5 раз сварочные соединения. К одним из универсальных клеев относятся карбинольный клей, исходным продуктом которого является димитилвинилэтинилкарбинол. Этот клей приготавливается из карбинольного сиропа или карбинола с примесью катализатора (перекись бензола или крепкая азотная кислота) и наполнителя (гипс, мел, алебастр, чугунная, алюминиевая пыль, железный порошок). Данный клей обладает следующими механическими свойствами: sв.сж.=1000-1400 кг/см2, sв. разр.=170 кг/см2, НВ=18-20 кг/мм2. В настоящее время широко применяются новые марки клеев. В нашей автотехнике клеи применяются для приклеивания тормозных колодок, накладок сцепления и др. деталей.
Преподаватель отвечает на вопросы по материалам лекции и объявляет задание на самоподготовку: повторить материалы лекции и самостоятельно проработать вопрос: Основы технологии получения клееных соединений.
Поиск по сайту:
Главная
О нас
Популярное
ТОП
Новые страницы
Случайная страница
Изречения для студентов
Пожаловаться на материал
Обратная связь
FAQ
ИСТОРИЯ ПАЙКИ
При раскопках царских гробниц на территории
древнейшего государства Вавилона учеными
были найдены изделия из золота, носящие на
себе следы пайки.
Так, в гробнице царицы Шубад, жившей в 3200-х
годах до нашей эры, были найдены хорошо
сохранившиеся золотые сосуды, ручки к
которым были припаяны золотом или сплавом
золота с серебром, золотые головные уборы.
Найденные при раскопках египетских пирамид
многочисленные тщательно выполненные
золотые украшения неопровержимо
доказывают, что искусство паяния было
хорошо известно в древнем Египте во втором
тысячелетии до нашей эры.
Таким образом, раньше всего была
осуществлена пайка благородных металлов
(золота) твердыми припоями (золотом).
Золотой
головной убор
царицы Шубад
Фрагменты
головного убора
царицы Шуб-Ад,
РазновидностиПравить
- низкотемпературная (нагрев припоя до 450 °C);
- высокотемпературная (нагрев припоя свыше 450 °C).
Соответственно — припои бывают
- легкоплавкие;
- тугоплавкие.
Для низкотемпературной пайки используют, в основном, электрический нагрев, для высокотемпературной — в основном, нагрев горелкой.
В качестве припоя используют сплавы
- оловянно-свинцовые (Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
- медно-серебряные (Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
- медно-цинковые (Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
- галлиевые (t° пл. ~50°С);
- висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
- и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом.
Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твёрдых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки.
- капиллярная (смачивание деталей и затекание припоя в зазор между ними происходит за счёт капиллярных сил):
горизонтальная;вертикальная; - горизонтальная;
- вертикальная;
- диффузионная (пайка происходит при температуре выше точки плавления припоя за счёт взаимной диффузии припоя и основного металла):
атомно-диффузионная;реакционно-диффузионная; - атомно-диффузионная;
- реакционно-диффузионная;
- контактно-реакционная или контактно-реактивная:
с образованием эвтектики;с образованием твёрдого раствора; - с образованием эвтектики;
- с образованием твёрдого раствора;
- реакционно-флюсовая или реактивно-флюсовая (во время нагрева припой образуется за счёт реакции металла и флюса):
без припоя;с припоем; - без припоя;
- с припоем;
- пайка-сварка:
без оплавления;с оплавлением. - без оплавления;
- с оплавлением.
Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки.
Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами.
При реакционно-флюсовой пайке происходит совмещение процессов вытеснения из флюса металла, служащего припоем, и его взаимодействия с основным металлом.
Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Технологии пайкиПравить
- Низкотемпературная пайка:
пайка с применением электрического паяльника:
ручная;полуавтоматическая;пайка волной жидкого припоя;пайка погружением в ванну с расплавленным припоем; - пайка с применением электрического паяльника:
ручная;полуавтоматическая; - ручная;
- полуавтоматическая;
- пайка волной жидкого припоя;
- пайка погружением в ванну с расплавленным припоем;
- :
пайка нагревом с помощью газовых горелок;пайка нагревом токами высокой частоты;экзотермическая пайка; - пайка нагревом с помощью газовых горелок;
- пайка нагревом токами высокой частоты;
- экзотермическая пайка;
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своём составе тяжёлые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинца.
Также эффективным способом защиты является использование дымоуловителя.
Технология пайки без припоя
Например при пайке меди и титана припой не применяется, а используется явление контактного плавления. Суть явления в том, что температура плавления сплава Cu-Ti ниже температуры плавления каждого металла в отдельности. Температура плавления меди — 1083 °C, а титана — 1725 °C. Если образцы из Cu и Ti плотно соединить и нагревать, то при температуре около 900 °C зазор между ними заполнится за счёт плавления места контакта (диффузионная пайка).
Превращение древнего ремесла — пайки в один из важнейших
технологических процессов современного производства произошло
благодаря современной научно-технической революции. Бурное
развитие техники в различных отраслях промышленности обусловило
широкое ее применение, и в первую очередь в машиностроении и
электронике и электротехнической промышленности. Это связано с
тем, что пайка, как процесс формирования соединений материалов,
осуществляется при температурах ниже температуры начала
плавления паяемого материала и характеризуется возможностью
автоматического ее регулирования, так как во многих случаях на
границе паяемого материала и жидкого припоя устанавливается
состояние локального равновесия, являющегося основой такого
регулирования. При сварке плавлением и в твердой фазе значительно
труднее реализовать локальное равновесие. Вследствие этого
технология пайки существенно отличается от технологии сварки
плавлением
и
сварки
давлением
и
требует
специальных
технологических и вспомогательных материалов и оснащения.
Переход термодинамической системы паяемый материал
— припой из неустойчивого состояния в более
стабильное или метастабильное состояние происходит
необратимо и состоит из двух стадий: активируемой и
самопроизвольной неактивируемой. Энергетическим
стимулом первой активируемой стадии перехода
системы в более стабильное состояние при постоянном
давлении р0 и температуре То служит непрерывное
увеличение потенциальной энергии активации на
границе двух фаз за счет кинетической энергии, а второй
неактивируемой стадии — непрерывное уменьшение
термодинамического изобарного потенциала системы
(диффузионная стадия).
Структура паяного соединения
СТРУКТУРА ПАЯНОГО СОЕДИНЕНИЯ
1, 5 – соединяемые детали;
2 , 4 – зоны диффузии; 3 – припой
Рисунок 4 – Структура паяного соединения
ПАЯЛЬНИКИ
Основным инструментом при пайке легкоплавкими
припоями служит паяльник. Простейший паяльник
представляет собой медный брусок, заостренный с одной
стороны и насаженный на стальной стержень с ручкой .
Такой паяльник нагревают паяльной лампой, на газовой
плите, примусе
Электрический паяльник, у которого подогрев постоянный,
изображен на рисунке 5.
Рисунок 5 — Паяльник
Рисунок 6 – Паяльник импульсный
для ручного монтажа радиосхем
Рисунок 7 — Портативный плазменный
аппарат Мультиплаз-2500М предназначен для
ручной плазменной разделительной резки,
сварки, пайки
Производство неразъемных соединений
9.1 Сварочное производство. Сварка плавлением
Сварка – технологический процесс получения неразъемных соединений в результате возникновения атомно-молекулярных связей между соединяемыми деталями при их нагреве и пластическом деформировании.
Сварные соединения можно получать двумя принципиально разными путями: сваркой плавлением и сваркой давлением.
При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие кромки, так, чтобы получилась смачивающая их, общая ванна. Эта ванна затвердевает при охлаждении и соединяет детали в одно целое. Как правило, в жидкую ванну вводят дополнительный металл, чтобы полностью заполнить зазор между деталями, но возможна сварка и без него.
При сварке давлениемобязательным является совместная пластическая деформация деталей сжатием зоны соединения. Этим обеспечивается очистка свариваемых поверхностей от пленок загрязнений, изменение их рельефа и образование атомно-молекулярных связей. Пластической деформации обычно предшествует нагрев, так как с ростом температуры уменьшается значение деформации, необходимой для сварки и повышается пластичность металла.
Нагрев свариваемых деталей осуществляется разными способами: электрической дугой, газокислородным пламенем, пропусканием тока, лазером и т.д. По-разному обеспечиваются защита зоны сварки от воздействия воздуха и ее принудительная деформация.
Существует множество технологических процессов сварки (более 70).
Сварка является наиболее важным способом получения неразъемных соединений из различных материалов, свариваются металлы и сплавы, керамика, стекло, пластмассы, разнородные материалы. Сварка применяется во всех областях техники.
Сварка плавлением. Дуговая сварка. Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие разновидности дуговой сварки:
· сварка неплавящимся (графитовым или вольфрамовым) электродом 1 дугой прямого действия 2, при которой соединение выполняется путем расплавления только основного металла 3, либо с применением присадочного металла 4;
· сварка плавящимся электродом (металлическим) 1 дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом;
· сварка косвенной дугой 5, горящей между двумя, как правило, неплавящимися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги;
· сварка трехфазной дугой, при которой дуга горит между каждым электродом и основным металлом.
Ручная дуговая сварка. Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки.
Ручная сварка позволяет выполнять швы в любых пространственных положениях: нижнем, вертикальном, горизонтальном, вертикальном, потолочном. Ручная сварка удобна при выполнении коротких криволинейных швов в любых пространственных положениях, при выполнении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы.
Оборудование для ручной сварки: источник питания дуги, электрододержатель, гибкие провода, защитная маска или щиток.
Автоматическая дуговая сварка под флюсом. Для сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха.
Для сварки под флюсом характерно глубокое проплавление основного металла.
Флюсы. Применяемые флюсы различают по назначению.
Флюсы для сварки низкоуглеродистых и низколегированных сталей предназначены для раскисления шва и легирования его марганцем и кремнием. Для этого применяют высококремнистые марганцевые флюсы, которые получают путем сплавления марганцевой руды, кремнезема и плавикового шпата в электропечах.
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление легирующих элементов в шве. Для этого применяют керамические низкокремнистые, безкремнистые и фторидные флюсы, которые изготавливают из порошкообразных компонентов путем замеса их на жидком стекле, гранулирования и последующего прокаливания. Основу керамических флюсов составляют мрамор, плавиковый шпат и хлориды щелочно-земельных металлов.
Дуговая сварка в защитных газах. При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа (инертного – аргон, гелий; активного – углекислый газ, азот, водород).
Сварку в инертных газах можно выполнять неплавящимся и плавящимся электродами.
В качестве неплавящегося электрода применяется пруток вольфрама, а в качестве плавящегося – проволока из основного металла или близкого ему по химическому составу.
Сварка в углекислом газе выполняется только плавящимся электродом. Защита сварочной ванны осуществляется углекислым газом.
Преимуществами данного способа являются низкая стоимость углекислого газа и высокая производительность.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги и плазменную дугу, в которых дуга прямого действия совмещена с плазменной струей.
Недостаток плазменной сварки – недолговечность горелок.
Электрошлаковая сварка. Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в объеме шлаковой ванны при прохождении через нее тока
Лазерная сварка – способ сварки плавлением, при которых металл нагревают излучением лазера.
Лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазера-излучателя. Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел на более низкие энергетические уровни.
Основными параметрами режимов лазерной обработки являются мощность излучения, диаметр пятна фокусировки, скорость перемещения обрабатываемого материала относительно луча.
Преимуществом лазерной сварки является быстрый точечный нагрев металла до плавления. Интенсивный сосредоточенный нагрев обуславливает и чрезвычайно большую скорость охлаждения после прекращения воздействия луча. Это позволяет свести к минимуму ширину околошовной зоны, сварочные напряжения и деформации.
Механизм процессов при лазерной сварке схож с электронно-лучевой сваркой, но не обязательно вакуумировать изделие.
Лазером сваривают преимущественно толщины до 1 мм, так как коэффициент полезного действия преобразования энергии в лазерное излучение довольно низкий.
Газовая сварка. При газовой сварке заготовки и присадочный материал в виде прутка или проволоки расплавляют высокотемпературным пламенем газовой горелки.
Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Мощность пламени регулируют сменой наконечников горелки.
9.2 Сварка давлением. Пайка
Необходимым условием получения качественного соединения в твердом состоянии являются хорошая очистка и подготовка поверхностей и наличие сдвиговых пластичных деформаций в зоне соединения в момент сварки.
Контактная сварка. Сварные соединения получаются в результате нагрева деталей проходящим через них током и последующей пластической деформации зоны соединения.
Сварка осуществляется на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления.
По виду получаемого соединения контактную сварку подразделяют на точечную, шовную, стыковую.
Диффузионная сварка. Диффузионная сварка – способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
Сварка взрывом. Большинство технологических схем сварки взрывом основано на использовании направленного взрыва.
Соединяемые поверхности заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на определенном расстоянии. На вторую заготовку укладывают взрывчатое вещество и устанавливают детонатор. Сварку осуществляют на жесткой опоре. При соударении двух деталей под действием ударной волны, движущихся с большой скоростью, между ними образуется кумулятивная струя, которая разрушает и уносит оксидные поверхностные пленки и другие загрязнения. Поверхности сближаются до расстояния действия межатомных сил, и происходит схватывание по всей площади соединения. Продолжительность сварки несколько микросекунд.
Тип сварного соединения. Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и
Специальные термические процессы в сварочном производстве. Наплавка – процесс нанесения слоя металла или сплава на поверхность изделия.
Напыление. При напылении расплавленные по всему объему или по поверхности частицы материала будущего покрытия направляются на поверхность нагретой заготовки. При соударении с поверхностью частица деформируется, обеспечивая хороший физический контакт с деталью. Характер взаимодействия частицы с материалом подложки, последующая кристаллизация частиц определяет качество адгезии покрытия с подложкой. Последующие слои формируются уже за счет связей частиц друг с другом, имеют чешуйчатое строение и существенно неоднородны.
Пайка – процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией.
СсылкиПравить
По ГОСТ 17325-79: Образование неразъёмного соединения с межатомными связями путём нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации.
Элементы паянного соединения
ЭЛЕМЕНТЫ ПАЯННОГО СОЕДИНЕНИЯ
1) зазор между соединяемыми
поверхностями;
2) галтель – валик припоя вокруг паянного
соединения, образуемый после пайки;
3) паяный шов.
ЛУЖЕНИЕ ПОД ПАЙКУ
Лужение
— нанесение тонкого слоя
расплавленного
олова
на
поверхность
металлических
изделий.
Лужение
производится для защиты металла от
коррозии или для подготовки к пайке
(лужёная поверхность лучше смачивается
припоем).
Металл, наносимый на поверхность изделия,
называется полудой.
Лужение чаще всего выполняется при
подготовке деталей к паянию, а также для
предохранения
изделий
от
ржавления
(коррозии). Иногда лужение производится для
специальных целей, например перед заливкой
подшипников.
В качестве полуд применяется чистое олово,
а для неответственных деталей олово
иногда заменяют более дешевым сплавом,
состоящим из 5 частей олова и 3 частей
свинца. Сплавы (оловянно-свинцовые) нельзя
применять при лужении посуды для пищи.
Лудят
двумя
способами:
натиранием
(большие изделия) и погружением (небольшие
изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных
Неразъемные соединения
Неразъемными называют соединения, разъединение которых невозможно без разрушения соединяемых деталей или соединяющего материала. К ним относят заклепочные, сварные, клеевые, паяные соединения, а также соединения с натягом.
Сварка – это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями путем местного или общего нагрева, пластическим деформированием или совместном действии обоих факторов.
Выделяется три основных класса сварки по физическим признакам:
I. Термический: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная.
II. Термомеханический: контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпенсационная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная.
III. Механический:холодная, взрывом, ультразвуковая, трением, магнитно-импульсная.
Классификация контактной сварки по технологическим признакам предполагает выделение трех ее типов:
1. По форме сварного соединения: точечная, шовная, стыковая, рельефная, шовно-стыковая, по методу Игнатьева.
2. По роду сварного тока: постоянным, переменным и пульсирующим.
3. По виду источника энергии: конденсаторная, аккумуляторная, энергией, накопленной в магнитном поле, и энергией, накопленной в маховых массах мотор-генераторной системы.
Преимущества сварного соединения
— невысокая стоимость соединения, благодаря малой трудоёмкости и простоте сварного шва; — сравнительно небольшая масса; — сечение детали не ослабляется отверстием; — герметичность автоматизации процесса сварки.
Недостатки сварного соединения — появление коробления, остаточных напряжений после сварки; — недостаточная надёжность при вибрационных ударных нагрузках. — трудность контроля качества;
— квалификация рабочего.
Соединение деталей за счет упругих деформаций, создаваемых натягом, широко используются в приборостроении, так как простота и надежность сочетается с отсутствием дополнительных крепежных элементов и материалов. В большинстве сборка с натягом выполняется механической запрессовкой. Для этого используют ручные винтовые и рычажные прессы. На них устанавливают приспособления, исключающие перекос деталей при запрессовке.
При сборке с натягом деталей, механическая запрессовка которых затруднительна (установка втулок и валиков в отверстия крупногабаритных корпусов) можно применять охлаждение валика (сухой лед -78ºС, жидкий азот -195ºС) или нагрев охватывающей детали (в электропечах, водяной или масляной ванне) или комбинировано и то и другое. Соединение готово при остывании.
Заклёпочным называется соединение деталей с применением заклёпок – крепёжных деталей из высокопластичного материала, состоящих чаще всего из стержня и закладной головки; конец стержня расклёпывается для образования замыкающей головки.
— высокая надежность соединения;
— удобство контроля качества клепки;
— повышенная сопротивляемость ударным и вибрационным нагрузкам;
— возможность соединения деталей из трудносвариваемых металлов, например из алюминия;
— не дают температурных деформаций;
— детали при разборке не разрушаются.
— высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
— детали ослаблены отверстиями;
— высокий шум и ударные нагрузки при изготовлении;
— невозможность соединения деталей сложной конфигурации.
Это процесс соединения 2 или нескольких деталей с помощью расплавленного припоя (присадочного материала), tºпл которого ниже tºпл материала соединяемых деталей.
· Расширить номенклатуру соединяемых металлов;
· Исключить деформирование деталей;
· Сохранить внутреннюю структуру металла;
· Выполнять внутренний электрический монтаж высокой плотности без повреждения элементов за счет перегрева;
· Производить демонтаж без разрушения собираемых деталей;
· Процесс поддается автоматизации.
· Ограниченная механическая прочность соединения;
· Значительная стоимость припоя;
· Необходимость специальных мероприятий по ТБ (испарение флюсов, припоя и др.).
Склеивание давно известный способ получения неразъемных соединений, в основе которого положено явление адгезии, то есть способность некоторых веществ прилипать к поверхности других материалов. Широкое промышленное применение склеивание получило после того, как были найдены составы клеев, позволяющие соединять детали из одинаковых и разнородных материалов с достаточно высокой прочностью (специальные и универсальный).
1. возможность соединения разнородных материалов, чего нельзя сделать ни сваркой ни пайкой;
2. достаточно высокую прочность соединений, особенно работающих со статическим нагревом;
3. защита шва от воздействия внешней среды.
4. герметичность соединения;
5. не увеличивается масса;
6. снижается трудоемкость выполнения соединения.
1. Ограниченная прочность соединения, работающего при динамических нагрузках;
2. нестабильность механических и диэлектрических свойств клея во времени;
3. большинство клеев плохо работают при повышенных температурах;
4. многие клеи токсичны;
5. некоторые клеи нельзя хранить, что не всегда удобно.
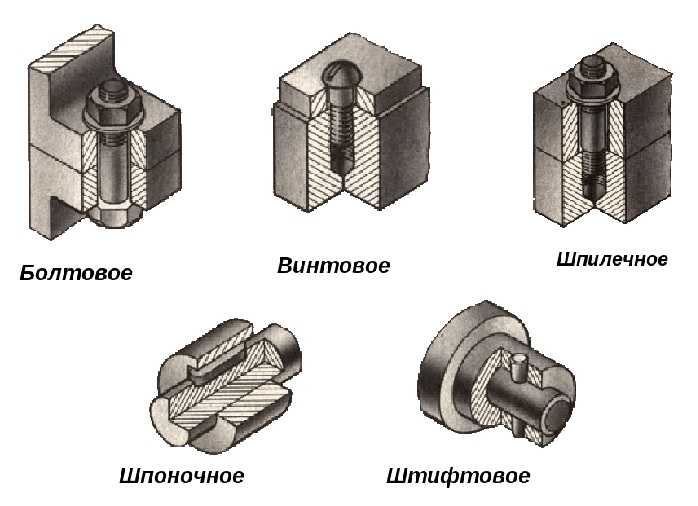
Когда производится регулярная замена изнашиваемых расходников, важно предусмотреть разъемные соединения – это связи, допускающие многократный монтаж/демонтаж узла при обслуживании, при этом детали остаются целыми, пригодными для сборки. К разъемным конструкциям относятся:
- Штифтовые, образованные с использованием специального стержня, который вставляется в специальные отверстия. Штифты бывают конические или в форме цилиндра, отличаются большой точностью. Удерживаются стержни за счет силы трения или устанавливаются с натягом, плотно вгоняются в отверстия. Главный минус штифтов – сверление ухудшает прочностные характеристики деталей и узла в целом. Штифты бывают насетчатыми (не требующими точности обработки), пружинными трубчатыми (разрезаются при разборке деталей) и установочными, обеспечивающими прочность стыка.
- Шпоночные передают крутящий момент, рассчитаны на радиальную нагрузку. Шпонки вставляются в специально сделанный зазор, монтируются между элементами узла так, что не допускают смещения при вращении. Шпоночные связи отличаются простотой конструкции, легко собираются и разбираются. Основные недостатки шпоночного стыка: а) наличие пазов, снижающих прочность деталей; б) ненадежность фиксации, шпонка при предельных нагрузках может вывернуться. Шпонки делают в форме призмы, сегмента, цилиндра, клина. Конструкция зависит от возможности изготовления пазов в соединяемых деталях.
- Резьбовые связи наиболее распространенные, бывают двух типов: а) с помощью болтов, гаек, винтов, резьбовых шпилек; б) нарезки резьбы на соединяемые детали. Поверхность с резьбой бывает конической и цилиндрической. По виду сечения, углу профиля резьба бывает метрической, дюймовой, трубной. Для стопорения накручивания или вкручивания используют пластическую деформацию или ограничительные шайбы. Минусы резьбы – низкая герметичность, чувствительность к вибрации, концентрация напряжения во впадинах резьбовой нарезки.
- Шлицевые передают вращающее усилие с вала на закрепляемые детали. Шлицы в сечении напоминают многошпоночную конструкцию с жестко зафиксированными в вале шпонками. По профилю выступов шлицы бывают прямобочными, треугольными и эвольвентными. Центрирование производится по внешнему или внутреннему диаметру. Шлицевая сборка предусматривает подвижное и неподвижное закрепление монтируемых на вал деталей.
- Профильные образуются за счет фасонных соприкасающихся поверхностей. Бывают трехгранные, овальные, прямоугольные и другие. При использовании профилей получаются прочные узлы с точным центрированием, не возникает дополнительных напряжений в стыке.
Виды разъемных соединений
Любые разъемные конструкции быстро демонтируются, разбираются на отдельные детали, крепежные элементы. Подобные крепления используются для постоянной или временной фиксации, бывают подвижными и неподвижными.
ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ
соединения
внахлестку;
• соединения встык;
• в ус;
• ступенчатый шов;
• тавровые;
• угловые;
• комбинации
стыкового
соединения
• телескопические.
Рисунок 3 – Типы паяных соединений
Травление металлов
ТРАВЛЕНИЕ МЕТАЛЛОВ
Удаление с поверхности металлов
окислов, ржавчины и окалины в
растворах кислот, солей или щелочей
называется травлением. Травление
осуществляется химическим и
электрохимическим способами.
Подготовка поверхности к лужению
ПОДГОТОВКА ПОВЕРХНОСТИ К
ЛУЖЕНИЮ
Поверхность, подлежащая лужению,
должна быть тщательно очищена от
грязи, окалины, жиров и т. д.
Очистка поверхности изделия
производится до металлического блеска
при помощи шабера, напильника,
наждачной бумаги, кордовых щеток и т. д.
Большие поверхности для облегчения
работы травят разбавленной соляной или
серной кислотой.
СБОРКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПЕРЕД ПАЙКОЙ
Во избежание смещения и
перекосов сборных деталей при
транспортировке и пайке они
должны быть прочно скреплены
друг с другом.
Для скрепления применяются
различные вспомогательные
жесткие приспособления,
поддерживающие устройства,
используется точечная сварка,
развальцовка, обжимка, клепка,
насечка, плотная посадка и т. п.
Из названия понятно, что речь идет о сборке узлов, демонтаж которых без повреждения деталей невозможен. Существует несколько видов неразъемных соединений, это склейка, сварка, спайка стыков, фиксация деталей с помощью клепок или в процессе формовки, запрессовки, вальцовки, кернения.
Разработан ГОСТ 2.313-82, регламентирующий обозначение всех видов неразъемных соединений в технической документации, на чертежах. Указываются требования к швам, положение, размеры стыков и другие параметры.
Сварка – процесс термического или пластического воздействия для получения надежного сцепления заготовок. Основные виды сварки:
- ручная дуговая на воздухе или с использованием защитного газа (формируется облако над ванной расплава);
- автоматическая;
- полуавтоматическая;
- газовая;
- контактная;
- плазменная;
- лазерная.
Части узла соединяют встык, под углом, внахлест, торцами, по типу тавра, можно делать изделия сложной формы. Швы бывают односторонние и двухсторонние, прерывные и непрерывные. Возможно формирование горизонтальных (ровных) швов, вогнутых и с шовным валиком.

- универсальность;
- прочность, образуется диффузный слой, выдерживающий большую нагрузку, давление;
- можно добиться герметичности стыков;
- ремонтопригодность.
- возможное коробление из-за внутренних напряжений в зоне термического воздействия;
- необходимость внутреннего контроля шва (не все дефекты видимы);
- ограниченная надежность, зависит от физико-химических характеристик сплавов.
Сварка часто используется в строительстве, машиностроении, при производстве металлоизделий различной сложности.
К категории неразъемных соединений относятся паяные, они используются в приборостроении, электронике, электротехнике, теплоэнергетике (выпускают паяные радиаторы). Связь образуется за счет расплава присадки, которая заполняет зазор между деталями. Припои с низкой температурой плавления при точечном термическом воздействии разогреваются. Остальные элементы, подвергающиеся спаиванию, не меняют своих физических свойств, не оплавляются. Методом пайки получают соединения встык, внахлест, телескопические, тавровые, сотовые конструкции.

Процесс создания паяного соединения
Плюсы паяных неразъемных соединений:
- можно соединять элементы из разных сплавов;
- не возникает внутренних напряжений в соединяемых элементах;
- тонкостенные заготовки не успевают деформироваться от термовоздействия;
- расплавленный припой легко проникает в труднодоступные места;
- швы устойчивы к коррозии;
- получаются герметичные соединения.
Теперь о недостатках пайки:
- невысокая прочность;
- поверхность необходимо тщательно очищать, в ряде случаев протравливать.
- на низкотемпературные (например, свинец);
- среднетемпературные или мягкие (оловянные);
- твердые (медесодержащие сплавы).
При выборе присадки учитывают особенности деталей.
Температура плавления припоя всегда ниже, чем у элементов, которые соединяют пайкой. При необходимости для удаления пленки окислов используют твердые, газообразные, жидкие флюсы.
Соединение формируется, когда жидкий клей при определенных условиях (нагреве или при комнатной температуре) полимеризуется, образует твердую структуру. В процессе получения неразъемного соединения материалов иногда происходит частичное растворение поверхности соединяемых элементов. В остальных случаях связь образуется за счет адгезии клеевого состава. Клеи классифицируют по степени прочности связующего слоя:
- конструкционные, выдерживающие усилия на отрыв, сдвиг деталей относительно друг друга (БФ, эпоксидная смола, столярный клей);
- составы, не рассчитанные на возможные нагрузки (канцелярский клей ПВА, резиновый).

Бывают случаи, когда необходимо укрепить резьбовое соединение клеем
Клеевые соединения прочнее на сдвиг, слабее на отрыв. Клеем при необходимости укрепляют разъемные соединения, стопорят резьбу.
С помощью заклепок соединяют сортовой и профилированный прокат, штампованные элементы. Соединения могут работать под вибрацией, разнонаправленными ударными нагрузками. Клепают разнородные детали или дополнительно упрочненные (нагортованные).
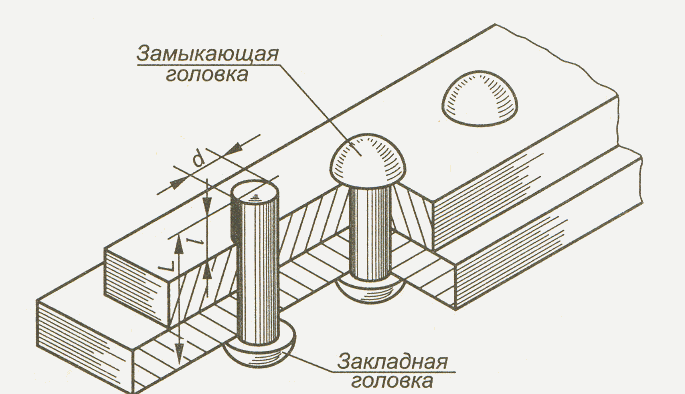
Схема соединения металла заклепками
Преимущества заклепочных соединений:
- высокая стабильность;
- надежность;
- можно проверять клепки методами неразрушающего контроля;
- рассчитаны на различные виды нагрузки.
- повышается расход металла;
- увеличивается время обработки (возрастают трудозатраты);
- необходимость делать отверстия, которые снижают прочность соединяемых деталей;
- плотность швов со временем ослабевает.

Заклепки устанавливают, соединяя детали внахлест, встык с использованием односторонней или двухсторонних накладок. Различают отдельные виды заклепочных соединений:
- прочные обеспечивают передачу усилия;
- плотные отличаются герметичностью;
- прочно-плотные объединяют свойства прочных и плотных связей.
Заклепки выпускаются по стандарту, бывают с полукруглой, цилиндрической, потайной или полупотайной головкой, со сплошным или полым стержнем.
Детали из отрезков труб из металла и полиэтилена называются переходами НСПС. В процессе соединения труб, по размеру соответствующих утвержденному стандарту удается добиться прочности и герметичности, соединение получается неразъемным. Полиэтилен в области стыка металла и полимера разогревается, плотно заполняет все пустоты, происходит процесс запрессовки. Метод также применяется для обустройства заглушек. Переходники НСПС необходимы:
- при частичной замене изношенных металлических трубопроводов на пластик или металлопластик;
- разводке магистралей по контуру;
- врезке новых веток;
- установке запорной арматуры или приборов учета.

Неразъемное соединение полиэтилен-сталь
Полиэтилен и сталь используются на водопроводах и газопроводах низкого давления в жилых домах, инженерных городских коммуникациях. Связь ПЭ–металл настолько прочная, что не требует профилактических осмотров, ревизионных ремонтов, переходники выдерживают давление до 1МПа, дополнительно усиливается муфтой.
Выбор крепления деталей связан с ограничениями применения неразъемных соединений. В некоторых случаях выгоднее делать разъемные узлы, которые легко разбираются. Неразъемные надежнее, герметичнее, меньше подвержены усталостному разрушению.
При пайке автономного плавления паяемого материала не
происходит, так как процесс осуществляется при нагреве до
температуры ниже температуры его солидуса. Однако
паяемый металл контактирует с припоем в ином агрегатном
(жидком) состоянии. При этом паяемый металл и припой,
имеющие химическое сродство, представляют неравновесную
систему, так как на их границе существует градиент
концентраций и энергии. Поэтому процессы взаимодействия
материалов при пайке связаны с обменом веществом и
передачей энергии, происходящими специфическим образом.
Такое взаимодействие базируется на взаимодополняющих
феноменологических (макроскопических) и микроскопических
методах анализа. Важнейшим феноменологическим методом
анализа при этом является термодинамика.
Химическое травление
ХИМИЧЕСКОЕ ТРАВЛЕНИЕ
Химическое
травление
стальных
изделий
выполняется
путем
погружения изделий в раствор серной
или соляной кислот. При погружении
изделия в растворы кислот во
взаимодействие с ними вступают не
только имеющиеся на поверхности
металла окислы, но и металлическое
железо.
ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование паяного шва при температуре ниже температуры
автономного плавления соединяемых металлов. Это обстоятельство дает возможность вести
процесс в условиях общего нагрева и позволяет:
осуществлять групповую пайку и широкую ее механизацию и автоматизацию, что обеспечивает
высокую производительность процесса в крупносерийном и массовом производстве;
получать соединения в скрытых и малодоступных местах изделий, изготовлять тонкостенные
изделия с большой плотностью паяных соединений и их объемным расположением за один нагрев,
повышать коэффициент использования материала и снижать металлоемкость изделий;
соединять детали не только последовательно по контуру шва, как при сварке плавлением, но и
одновременно, в том числе по поверхности, что обусловливает возможность варьирования
прочности паяных соединений и конструкции изделий;
ограничиваться при пайке давлениями на порядок меньшими, чем при сварке давлением;
соединять разнородные металлические и неметаллические материалы и с большей
разностенностью деталей, чем при сварке плавлением;
выбирать температуру процесса в зависимости от необходимости сохранения механических
свойств материалов изделия после пайки, возможности совмещения нагрева под пайку с
термообработкой и выполнения ступенчатой пайки;
обеспечивать плавность галтельных участков шва, а следовательно, высокую прочность и
надежность их в условиях вибрационных и знакопеременных нагружений;
разъединять детали и сборочные единицы путем распайки при температуре ниже температуры
автономного плавления паяемого материала и ремонтировать изделия в полевых условиях.




