

- Гильзы
- Как правильно надо соединять провода
- Канифоль и флюсы
- Клеммники – самые эргономичные электроустановочные изделия
- На какие критерии выбора паяльника следует обращать внимание
- Отпайка от цельного провода в сторону
- Параллельное соединение двух моножил (для распредкоробок)
- Последовательное соединение двух многожильных гибких проводов — 3 варианта
- Последовательное соединение двух моножил
- Сварка и пайка
- Соединение «на скорую руку» с большими последствиями
- Соединение контактов и проводов пайкой
- Форма жала
Гильзы
 Третий простой способ соединения проводников это опрессовка гильзами.
Третий простой способ соединения проводников это опрессовка гильзами.
Для стыковки медных проводов чаще всего применяют гильзы ГМЛ. Расшифровывается как:
Для соединения чисто алюминиевых – ГА (гильза алюминиевая):
Для перехода с меди на алюминий специальные переходные ГАМ:
Что из себя представляет способ опрессовки? Все достаточно просто. Берете два проводника, зачищаете на необходимое расстояние.
После этого с каждой стороны гильзы проводники вставляются во внутрь, и все это дело обжимается пресс-клещами.
При очевидной простоте, есть в этой процедуре несколько правил и нюансов, при не соблюдении которых можно легко испортить, казалось бы, надежный контакт. Читайте об этих ошибках и правилах как их избежать в статьях ”5 правил опрессовки” и ”Обжим изолированных наконечников, гильз и клемм”.
Для работы с проводниками больших сечений 35мм2-240мм2 используется гидравлический пресс. До сечений 35мм2 можно применять и механический с большим размахом ручек.
До сечений 35мм2 можно применять и механический с большим размахом ручек. До сечений 35мм2 можно применять и механический с большим размахом ручек.
До сечений 35мм2 можно применять и механический с большим размахом ручек.Гильзу нужно обжимать от двух до четырех раз, в зависимости от сечения провода и длины трубки.

Самое важное в этой работе – это правильно подобрать размер гильзы.
Например при соединении моножил, гильзу обычно берут на размер меньшего сечения.
А еще таким образом можно соединить в одной точке одновременно несколько проводников. При этом будет использована всего одна гильза.
Главное полностью заполнить ее внутренне пространство. Если вы обжимаете одновременно три проводника, и у вас внутри остались еще пустоты, то нужно это свободное пространство ”забить” дополнительными кусочками того же провода, либо проводниками меньшего сечения.
Только после этого можно прессовать.
После обжатия такое соединение требуется заизолировать. Удобнее всего это сделать термоусаживаемой трубкой ТУТ. 
Есть трубки с клеевой основой. При нагреве такой клей вытекает наружу и обеспечивает герметичность соединения.
Изолирование при помощи термотрубки также довольно простой процесс. При отсутствии газовой горелки или фена, для малых сечений достаточно даже зажигалки.
Опрессовка гильзованием является одним из самых универсальных и надежных соединений, особенно при необходимости наращивания кабеля, в том числе вводного.
Изоляция при этом получается практически равноценной основной, при использовании еще и внешней трубки ТУТ в качестве кожуха.
Безусловно ни СИЗы, ни Wago, вы для этих целей использовать не будете, а вот гильзы ГМЛ – самое оно! При этом все выходит компактно и легко уменьшается хоть в штробе, хоть в кабельном канале.
Как правильно надо соединять провода
Как соединить провода: начинаем с очистки от изоляции. Правильное соединение проводников должно удовлетворять трем основным требованиям:
- Обеспечивать надежный контакт с минимальным переходным сопротивлением между собой приближенным к сопротивлению цельного куска провода.
- Сохранять прочность на растяжение, стойкость на излом и вибрацию.
- Соединять только однородные металлы (медь с медью, алюминий с алюминием).
Способов соединения, удовлетворяющих этим требованиям, существует несколько. В зависимости от требований, предъявляемых к электропроводке и возможностей практического применения, используются следующие виды соединения проводов:
Все эти способы требуют предварительной подготовки провода или кабеля – снятия изоляции для оголения соединяемых жил. Традиционно материалом изолирующей оболочки служат резина, полистирол, фторопласт. Дополнительно внутри изоляцией служат полиэтилен, шелк и лак.

В многожильном проводе металлическая сердцевина образована несколькими тонкими проводками. Они обычно переплетены и представляют свивку, окруженную снаружи изолятором. Часто отдельные жилки покрываются полиуретановым лаком, а в структуру между ними добавляются капроновые нити для повышения прочности провода. Эти материалы, как и матерчатая оплетка снаружи, усложняет процесс снятия изоляции.
В многожильном проводе металлическая сердцевина образована несколькими тонкими проводками. Они обычно переплетены и представляют свивку, окруженную снаружи изолятором. Часто отдельные жилки покрываются полиуретановым лаком, а в структуру между ними добавляются капроновые нити для повышения прочности провода. Эти материалы, как и матерчатая оплетка снаружи, усложняет процесс снятия изоляции.
В зависимости от вида соединения с каждого конца провода снимается 0,2 – 5,0 см изоляции. Для этого используется несколько типов инструмента.
По 5-ти бальной системе можно оценить качество снятия изоляции и степень защиты от надрезания — повреждения жил каждым приспособлением:
Повреждение изоляция/жилы
Монтерский (кухонный) нож — 3/3Бокорезы (кусачки) — 4/3Стриппер — 5/4Паяльник или петлевой электровыжигатель — 4/4
В слаботочных телевизионных/компьютерных сетях применяют коаксиальные кабели. В процессе разделки важно аккуратно надрезать и снять изолирующую рубашку, не повредив при этом экранирующую оплетку. Для доступа к центральной жиле она распушивается и удаляется, оголяя ствол.
После чего полиэтиленовая изоляция надрезается ножом или специальным приспособлением, обрезок снимается с жилы.Бифиляр в экране состоит из пары проводов в экране, который для доступа к проводникам также предварительно распушивается на проводки, открывая доступ к каждой жиле.
Важно! Чтобы снять изолирующий материал эмалированного провода сечением меньше 0,2 мм² следует применять паяльник. Эмаль аккуратно удаляется с помощью наждачной «нулевки» перемещением бумаги вдоль проводков.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Клеммники – самые эргономичные электроустановочные изделия
Правилами ПУЭ, п.2.1.21 предусмотрен вид соединений с помощью сжимов (винтов, болтов). Существует соединение непосредственно с помощью элементов крепежа «на весу», когда сквозь петельки каждого из проводов продевается винт, шайба и фиксируется гайкой с обратной стороны.
Такая инсталляция оборачивается несколькими витками изоленты и считается достаточно практичной и надежной.Более эргономичны электроустановочные изделия, называемые винтовыми клеммниками. Они представляют контактную группу, размещенную в корпусе из изолирующего материала (пластика, фарфора).
Наиболее часто соединение проводов методом с помощью клеммников встречается в распределительных коробках и электрощитках. Чтобы подсоединить провод, надо его просунуть в гнездо и закрутить винт, прижимная планка надежно закрепит жилу на посадочном месте. К ответному гнезду, закороченному с первым, подключается другой соединяемый провод.

В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.
В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.
Ответвительные зажимы представляют капитальный вариант винтового клемммника с несколькими закороченными отводами, используются преимущественно на улице и местах с неблагоприятными условиями окружающей среды.
Соединительные зажимы представляют изолирующий колпачок с резьбой внутри, он наворачиваются на скрутку, одновременно сжимая и защищая от механических воздействий.
На какие критерии выбора паяльника следует обращать внимание
Паяльник представляет собой сравнительно небольшой инструмент, предназначенный для спаивания мелких деталей и проводов. Сфера его применения достаточно обширна. Если, например, человек является автолюбителем, то он пригодится для припаивания скруток.

Подходить к покупке аппарата необходимо ответственно, изучив соответствующие характеристики. Когда речь заходит об инструменте, нужно иметь четкое представление о том, что он из себя представляет и из чего состоит.
Среднестатистический пальник состоит из ручки, фартука, специальных отверстий, корпуса, нагревателя, соединительного винтика и жала. Каждая из этих деталей играет особую роль и нужно внимательно относиться к ним. Поэтому, когда приходит время выбирать паяльник, нужно обращать внимание на все эти детали (на то из чего сделаны, какой функционал, фирма или страна, завод-изготовитель и т.д).
Для пайки разных материалов и их размеров применяется соответствующая модификация аппарата. Помимо этого, при выборе паяльника стоит учитывать то, для каких целей он приобретается и отталкиваться от этого. Но есть пара общих критериев, на которые стоит обращать внимание при выборе данного инструмента.
Один из главных параметров, который играет самую важную роль при эксплуатации, является мощность и размер оборудования. Не стоит отталкиваться от суждения, что чем больше паяльник, тем он лучше. Если электропаяльник предназначен для использования дома, то нецелесообразно его мощность выбирать более 40 Ватт.
Часто обращают внимание на ассортимент насадок в комплекте. Рекомендуется приобретать паяльник с большим количеством насадок. Это увеличит его универсальность в работе, повысит функционал ремонтируемых изделий. Функция регулировки размера жала станет полезной, если часто приходится «залазить» в труднодоступные места.
Со временем жало становится меньше. Это объясняется тем, что при пайке рабочий цилиндр приобретает зазубрины или становится меньше. Поэтому функция регулировки размера придется как раз кстати. В любой момент сточенное жало можно сделать чуть больше или при необходимости уменьшить до нужных размеров.
Материал, которым покрыты насадки играет немаловажную роль. Если на стальной насадке нет покрытия, то к нему прилипает припой. После проделанной работы очень трудно от него избавиться. Поэтому просто необходимо обращать внимание при приобретении на наличие защитного антипригарного покрытия. Чаще всего в качестве покрытия используют тефлоновое. Она имеет блеск, поэтому при покупке сразу бросится в глаза.
Обратите внимание! Идеальным вариантом (но, наиболее дорогостоящим) является полностью медное жало. Оно хоть и мягче, быстрее стачивается, но передает больше тепла, оперативнее разогревается и хорошо взаимодействует с припойными материалами.
Вид паяльника стоит определить заранее, до покупки. От типа паяльного оборудования зависит результат работы. При неправильном выборе можно испортить изделие. Самым популярным и эффективным является электрический паяльник. Он популярен своей универсальностью и сочетает в себе необходимые для работы критерии.

Самый знаменитый вариант — электрический.
Материал, из которого сделана ручка, влияет не только на дизайн аппарата, но и удобство эксплуатации. Это один из самых главных критериев. Рекомендуется приобретать паяльники с ручкой, которая выдерживает высокую температуру. Самым популярным материалом является дерево. Деревянная модель легка и не деформируется при нагревании инструмента.
Дополнительная информация. Не рекомендуется покупать электропаяльник с пластиковыми ручками, они не выдерживают высоких температур и перегреваются. Идеальным вариантом станет керамический вид. Ручка из такого материала диэлектрическая, на промокает и не расплавится от высокой температуры, что характерно другим видам.
Отпайка от цельного провода в сторону
 Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.
Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.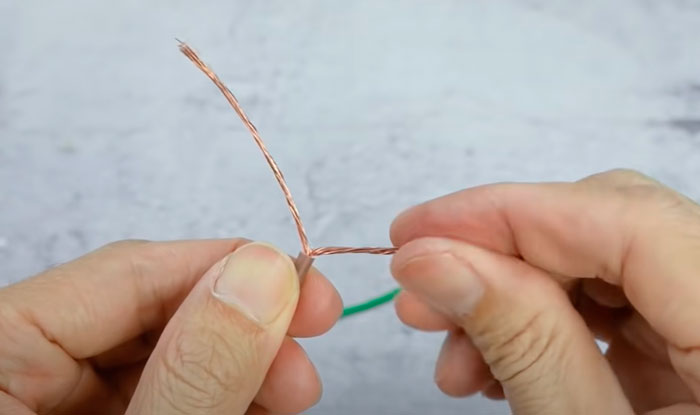 Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.
Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.
Далее, вставляете это в середину цельного и делаете пару оборотов.
После этого плотно обматываете каждую косичку вокруг основного.
Для отпайки многожила-многожила проделываете “отверстие” в основном проводнике.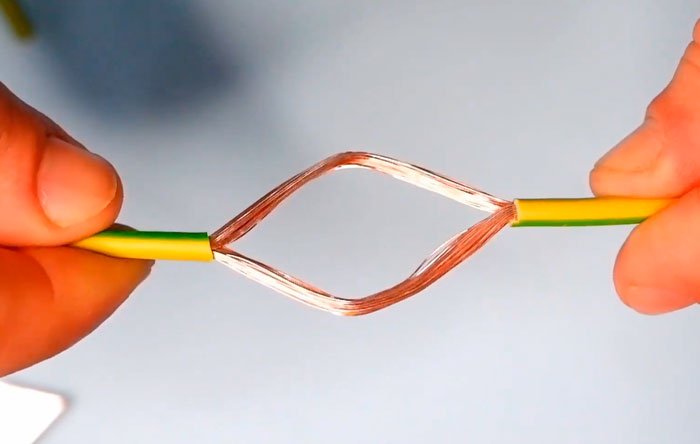 После чего вставляете в него отпаечный.
После чего вставляете в него отпаечный.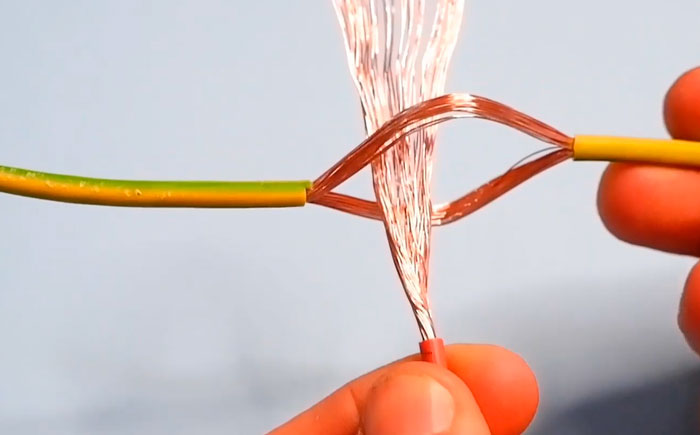 После чего вставляете в него отпаечный.
После чего вставляете в него отпаечный.
Разделяете жилки пополам и наматываете одну половинку направо, другую налево.
Получается “крепкое” и надежное соединение буквой Т.
Параллельное соединение двух моножил (для распредкоробок)
В распредкоробках провода чаще всего соединяют не последовательным, а параллельным способом. Тесные условия не дают возможности развернуться как следует.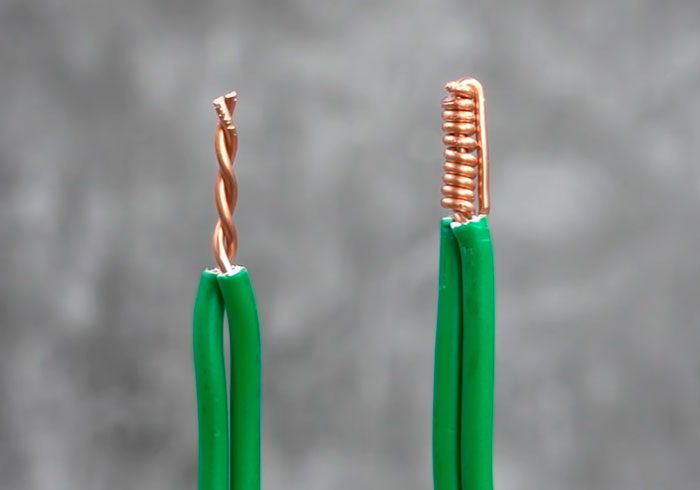 При этом основное контактное пятно находится в начале скрутки, а не в конце. Посмотрите, к примеру на разницу длины гильз ГМЛ, которые используются при последовательном и параллельном соединении проводников методом опрессовки.
При этом основное контактное пятно находится в начале скрутки, а не в конце. Посмотрите, к примеру на разницу длины гильз ГМЛ, которые используются при последовательном и параллельном соединении проводников методом опрессовки. При этом основное контактное пятно находится в начале скрутки, а не в конце. Посмотрите, к примеру на разницу длины гильз ГМЛ, которые используются при последовательном и параллельном соединении проводников методом опрессовки.
При этом основное контактное пятно находится в начале скрутки, а не в конце. Посмотрите, к примеру на разницу длины гильз ГМЛ, которые используются при последовательном и параллельном соединении проводников методом опрессовки.
Поэтому зачищать жилу более чем на 5см опять же нет никакого смысла. Так делают только для ручной скрутки без пассатижей.
Загибают кончик под 90 градусов, и все сворачивают руками.
Жилы можно скрутить элементарной косичкой, либо более изощренным методом.  Первый вариант самый распространенный и в дальнейшем без проблем позволяет дополнить контактное соединение как пайкой, так и сваркой.
Первый вариант самый распространенный и в дальнейшем без проблем позволяет дополнить контактное соединение как пайкой, так и сваркой. Первый вариант самый распространенный и в дальнейшем без проблем позволяет дополнить контактное соединение как пайкой, так и сваркой.
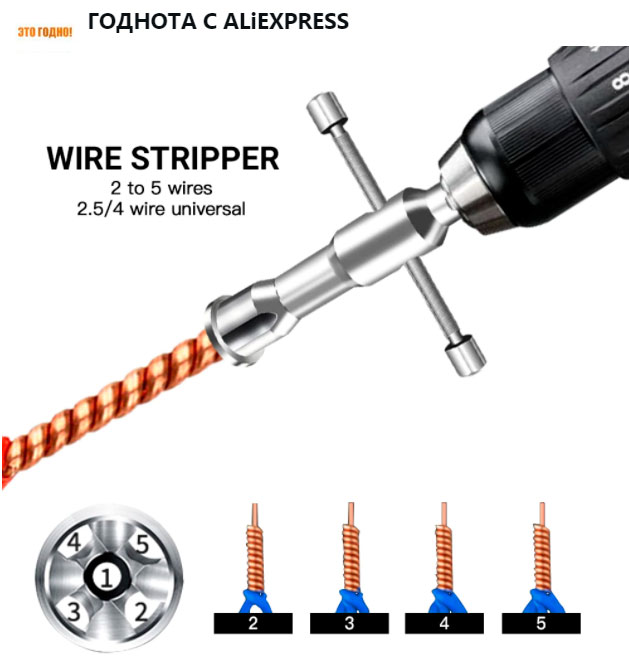
Первый вариант самый распространенный и в дальнейшем без проблем позволяет дополнить контактное соединение как пайкой, так и сваркой.Для скручивания вторым нестандартным способом, есть специальные насадки на шуруповерты.
 ПодробнееБез пайки и сварки неплохо помогают СИЗы.
ПодробнееБез пайки и сварки неплохо помогают СИЗы. 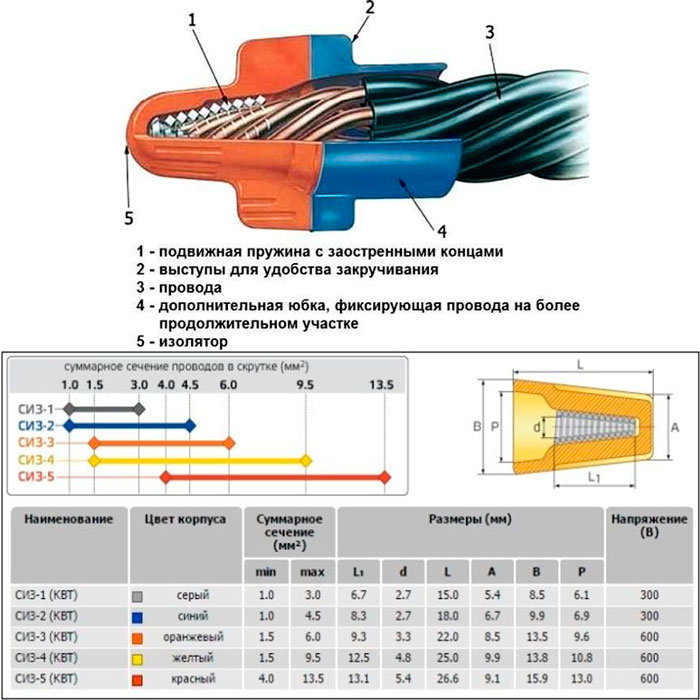 ПодробнееБез пайки и сварки неплохо помогают СИЗы.
ПодробнееБез пайки и сварки неплохо помогают СИЗы.
Только провода при этом нужно изначально скручивать именно колпачком, а не пассатижами.
Не зря отдельные модели имеют для этого “крылышки”. Еще один из альтернативных способов здорово повышающих производительность труда – вставить СИЗ-8 в шуруповерт и с его помощью, как насадкой, накручивать провода.
Еще один из альтернативных способов здорово повышающих производительность труда – вставить СИЗ-8 в шуруповерт и с его помощью, как насадкой, накручивать провода.  Еще один из альтернативных способов здорово повышающих производительность труда – вставить СИЗ-8 в шуруповерт и с его помощью, как насадкой, накручивать провода.
Еще один из альтернативных способов здорово повышающих производительность труда – вставить СИЗ-8 в шуруповерт и с его помощью, как насадкой, накручивать провода. Но сейчас не об этом. Хотите подробнее ознакомиться с разновидностями СИЗов (некоторые из них вместе с проводами после соединения можно даже закапывать в землю!) читайте отдельную статью.
 Итак, для нестандартной ручной параллельной скрутки зачищаете одну жилу в два раза больше другой.
Итак, для нестандартной ручной параллельной скрутки зачищаете одну жилу в два раза больше другой.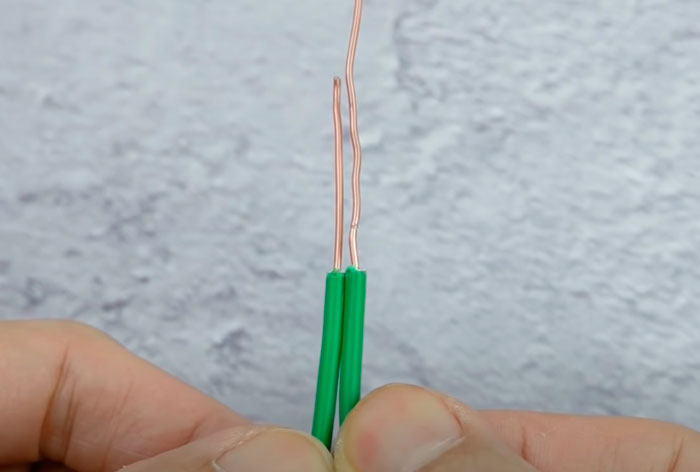 Итак, для нестандартной ручной параллельной скрутки зачищаете одну жилу в два раза больше другой.
Итак, для нестандартной ручной параллельной скрутки зачищаете одну жилу в два раза больше другой.
Прикладываете оба провода рядом и аккуратно начинаете обвивать длинный проводник вокруг короткого.
Дойдя до середины, загибаете конец второй моножилы и с усилием придавливаете ее пассатижами к первой.
Последовательное соединение двух многожильных гибких проводов — 3 варианта
Для качественной скрутки разделите каждую многопроволочную жилу пополам. Далее закрутите эти половинки по часовой стрелке, чтобы создать подобие моножилы. А затем скрутите их между собой до середины.
Далее закрутите эти половинки по часовой стрелке, чтобы создать подобие моножилы. А затем скрутите их между собой до середины. 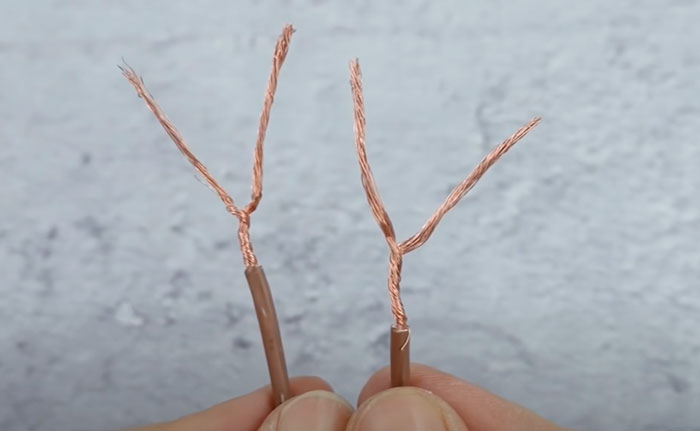 Далее закрутите эти половинки по часовой стрелке, чтобы создать подобие моножилы. А затем скрутите их между собой до середины.
Далее закрутите эти половинки по часовой стрелке, чтобы создать подобие моножилы. А затем скрутите их между собой до середины.
После этого, приложите провода друг к дружке в стык и еще раз оберните их между собой. Должен получиться вот такой “крест”.
Теперь осталось только обвить одну жилу вокруг другой.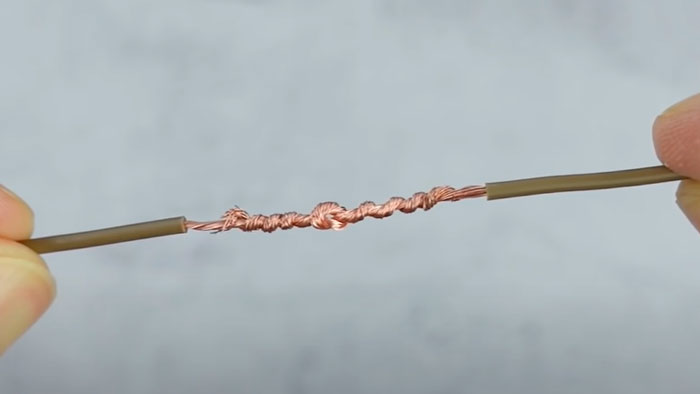
Помимо относительно “хорошего” контакта (если о нем здесь может идти речь без пайки 😉), вы получаете еще и сверхпрочное соединение, которое не так-то просто разорвать, потянув провода в разные стороны.
Еще один вариант соединения двух гибких проводников. Для него вам понадобится тонкая монопроволока.
Немного распушите жилы и заведите их друг в дружку, чтобы они составили единое целое. После чего, поверх такого соединения намотайте жесткую проволоку.
После чего, поверх такого соединения намотайте жесткую проволоку. После чего, поверх такого соединения намотайте жесткую проволоку.
После чего, поверх такого соединения намотайте жесткую проволоку.
Если натянуть сверху термоусадку получится на вид красивый цельный проводник.
При наличии под рукой тюбика-шприца паяльной пасты, провода можно надежно соединить при помощи обычной зажигалки.
Заводите жилки одна в другую как было показано выше, и немного скручиваете их пальцами.
Далее наносите капельку паяльной пасты сверху и прогреваете это место зажигалкой.
Паста плавится и проникает во внутрь, создавая надежный электрический контакт.
И все это без паяльника, ближайшей розетки для него, олова и т.п. Паста настолько крута, что с ней можно паять даже алюминий!
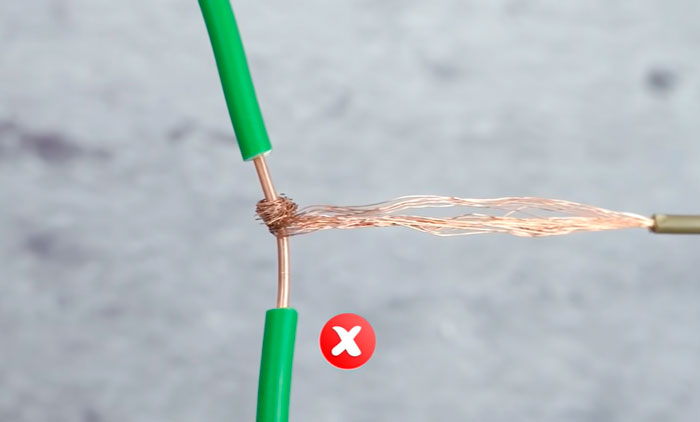
Последовательное соединение двух моножил
При кажущейся простоте такого соединения, даже здесь неопытные электрики умудряются начудить. Например, вот таким образом.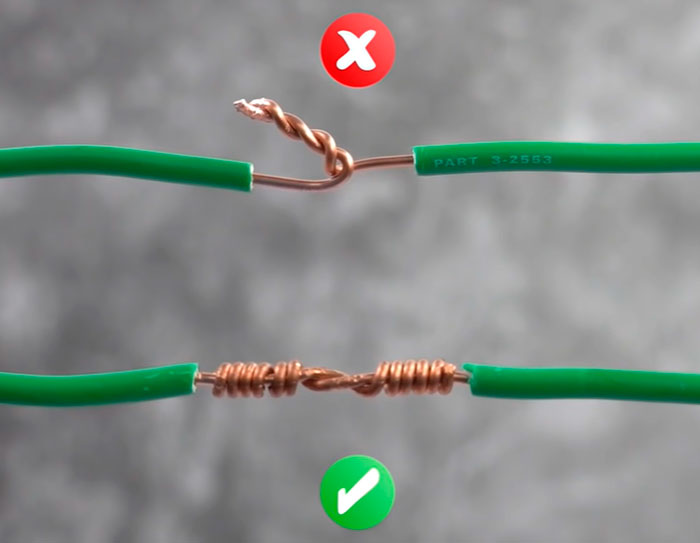 А как же правильно? Зачищаете жилы на длину 4-5см и подносите их параллельно друг другу так, чтобы концы наполовину заходили за изоляцию.
А как же правильно? Зачищаете жилы на длину 4-5см и подносите их параллельно друг другу так, чтобы концы наполовину заходили за изоляцию.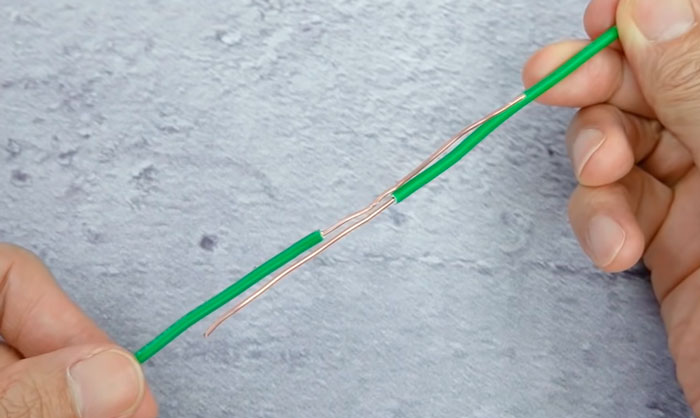 А как же правильно? Зачищаете жилы на длину 4-5см и подносите их параллельно друг другу так, чтобы концы наполовину заходили за изоляцию.
А как же правильно? Зачищаете жилы на длину 4-5см и подносите их параллельно друг другу так, чтобы концы наполовину заходили за изоляцию.
Есть мнение, что чем длиннее скрутка, тем меньше она будет греться за счет большей площади охлаждения. С одной стороны, вроде бы все логично.
Однако, во-первых, разница температур будет составлять всего несколько градусов.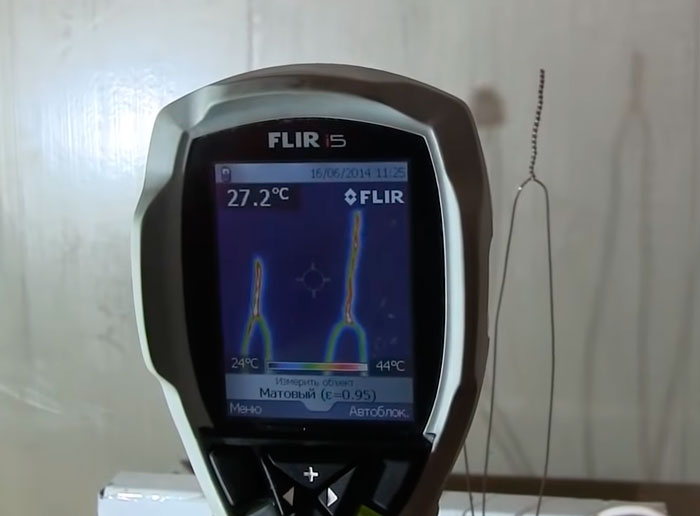
Во-вторых, это все справедливо для неизолированного соединения на открытом воздухе.
В условиях замкнутого пространства (закрытая распредкоробка) и толстого слоя изоляции поверх жил, разница температур вообще будет незаметна.
Так что, 4-5см (размер спичечного коробка) для самых ходовых проводов 1,5-2,5мм2 будет более чем достаточно. Особой выгоды от дальнейшего увеличения длины вы не получите.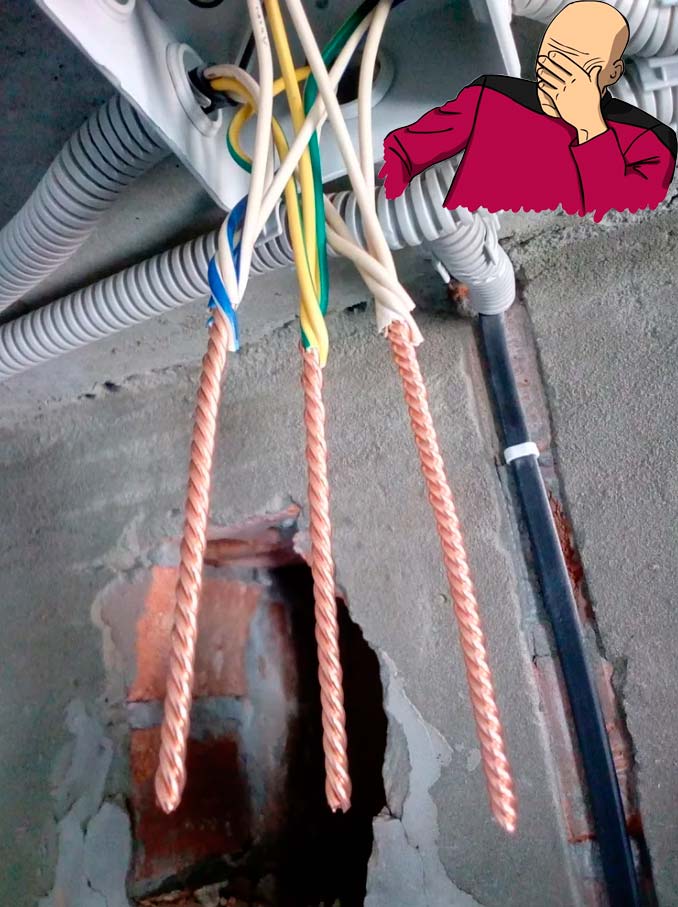
По большому счету она нужна только для более удобной работы с проводами.
Итак, подносите провода друг к дружке и зажимаете пассатижами их посередине.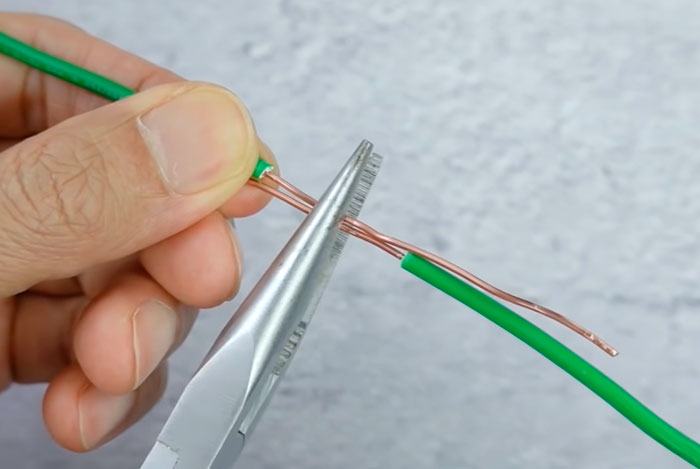
После чего начинаете плотно накручивать одну жилу вокруг другой. Такой метод называется последовательное соединение желобком.
Вот наглядно весь процесс от А до Я в видеоролике с канала Thaitrick.
Сварка и пайка
 Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии.
Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии. Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии.
Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии.
Да и не всегда даже с его помощью можно соединить алюминиевый моножильный провод с гибким медным многопроволочным. Кроме того, вы навсегда оказываетесь привязаны к розетке или удлинителю.
А если поблизости вообще нет ни напряжения, ни генератора? ПодробнееПри этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные.
ПодробнееПри этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные. ПодробнееПри этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные.
ПодробнееПри этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные.
Например, аккумуляторные. Удобно конечно, ходи и только кнопочку нажимай.
Со своей задачей опрессовки хорошо справляются и китайские собратья. Причем весь процесс по времени занимает не более 1 минуты.
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ.

Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала.
К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала.
К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.
Соединение контактов и проводов пайкой
Пайка — процесс соединения металлов в твердом состоянии припоями, которые при расплавлении затекают в зазор, смачивают спаиваемые поверхности, а при охлаждении, застывая, образуют паяный шов.
Пайка выполняется при температуре ниже температуры плавления материалов соединяемых деталей. Вместе с тем температура припоя, с помощью которого осуществляется пайка, должна быть несколько выше точки его плавления, а температура соединяемых деталей должна быть близка к температуре плавления припоя. Соблюдение этого условия необходимо для получения такой подвижности припоя, которая обеспечивает заполнение зазоров в швах между контактными элементами и обтекание их поверхностей.
Хорошее качество соединения пайкой может быть выполнено лишь в том случае, если припой смачивает контактные поверхности соединяемых элементов, а также обладает высокими капиллярными свойствами и обеспечивает заполняемость зазоров между соединяемыми элементами.
Металлургический метод соединения деталей с использованием припоя, имеющего температуру плавления ниже 450°С, называют мягкой пайкой. Сцепление припоя с металлом происходит благодаря адгезии припоя к металлу. Следует заметить, что температура плавления припоя для мягкой пайки 450°С принята условно.
 Выполнение контактных соединений с использованием припоя, имеющего температуру плавления выше 450°С, называют твердой пайкой. Соединение припоя с металлом в этом случае обусловливается как адгезией, так и диффузией припоя в металл.
Выполнение контактных соединений с использованием припоя, имеющего температуру плавления выше 450°С, называют твердой пайкой. Соединение припоя с металлом в этом случае обусловливается как адгезией, так и диффузией припоя в металл.
При пайке почти не происходит расплавления соединяемых элементов, поэтому паяные соединения легче ремонтировать.
Пайкой выполняются соединения практически между любыми одинаковыми металлами или сочетаниями разных металлов.
К числу металлов, которые легко паяются, относится медь. Однако добавление к меди легирующих элементов затрудняет процесс пайки, так как наличие в меди примесей изменяет свойства окисных пленок, являющихся препятствием для образования надежного соединения. Наряду с этим примеси в сплавах меди реагируют в процессе пайки и образуют хрупкие соединения. В этой связи при выполнении контактных соединений следует тщательно выбирать флюсы и припои.
Пайка алюминия связана с двумя основными трудностями. Во-первых, на алюминии имеется тугоплавкая окисная пленка, во-вторых, алюминий обладает высокой теплопроводностью при сравнительно низкой теплоемкости и большим коэффициентом линейного расширения. Поэтому в процессе пайки алюминиевых контактных элементов нагрев должен быть локализован, выбор флюса следует производить в зависимости от легирующих присадок, введенных в металл.
Особенности различных соединяемых металлов или их сочетаний предопределяют как технологический процесс пайки, так и припои, флюсы, оборудование, применяемое при пайке.
Структура паяных контактных соединений
 Пайка имеет много общего со сваркой плавлением но между ними имеются и принципиальные различия. Если при сварке основной и присадочный металлы находятся в сварочной ванне в расплавленном состоянии то при пайке основной металл не плавится.
Пайка имеет много общего со сваркой плавлением но между ними имеются и принципиальные различия. Если при сварке основной и присадочный металлы находятся в сварочной ванне в расплавленном состоянии то при пайке основной металл не плавится.
Соединение пайкой в общем случае представляет собой комплекс металлургического и физико-химического процессов, протекающих на границе основного твердого металла с жидким металлом — припоем. В зависимости от физико-химических свойств основного материала и припоя, а также условий и режима пайки спай, образующийся между ними, имеет различное строение. Условием соединения основного металла с припоем, как известно, является адгезия. При смачивании чистой металлической поверхности припоем и последующем его затвердевании протекают следующие процессы.
Если компоненты, входящие в состав припоя, не взаимодействуют с основным металлом до растворения в нем, то между припоем и этим металлом возникают межкристаллитные связи. Прочность сцепления затвердевшего припоя с основным металлом близка к прочности собственного припоя. Это определяется тем, что припой заполняет все неровности и микроуглубления, образующие развитую поверхность сцепления, значительно превышающую кажущуюся поверхность контакта.
В том случае, когда при температуре пайки или при более низких температурах возможно растворение одного металла в другом, помимо межкристаллитных связей происходит диффузия атомов припоя в паяемый металл и наоборот. Взаимная диффузия припоя и паяемого металла чрезвычайно чувствительна к температуре. Поэтому развитие этого процесса зависит от температуры пайки и продолжительности нагрева. При определенных температурах паяемый металл и компоненты припоя образуют на границе соединения интерметаллические прослойки.
Структура контактного соединения, выполненного пайкой, представляет собой зону, состоящую из слоя литого припоя, равного зазору между соединяемыми элементами и окруженного с обеих сторон продуктами взаимодействия припоя с основными металлами — прослойками интерметаллического типа различного состава — и областями взаимной диффузии.
Структура паяного соединения: 1— соединяемые проводники; 2 — области коррозии; 3 — интерметаллические прослойки; 4 — припой; 5 — область диффузии
Пайка алюминиевых проводов
Соединение и ответвление однопроволочных проводов сечением 2,5 — 10 мм2 пайкой выполняются после того, когда концы жил предварительно соединены двойной скруткой так, чтобы в месте касания жил образовался желобок. Место соединения нагревают пламенем пропан-бутановой горелки или бензиновой лампой до температуры начала плавления припоя. Затем с усилием натирают поверхности соединения палочкой припоя, введенной в пламя. В результате трения желобок очищается от загрязнений и облуживается по мере прогрева соединения. Таким образом запаивается все соединение.
Соединение и ответвление однопроволочных проводов пайкой
Соединение, оконцевание и ответвление изолированных алюминиевых многопроволочных проводов пайкой производят после ступенчатой разделки контактных участков алюминиевых жил и предварительного их облуживания. Концы жил вставляют в специальные формы, располагая их в середине и по центру трубчатой части таким образом, чтобы они касались друг друга. На жилы надевают защитные экраны для предохранения изоляции соединяемых жил от действия пламени. При больших сечениях жил дополнительно используют охладители. Внутренние поверхности форм предварительно окрашивают кокильной краской или натирают мелом. Места ввода жил в форму уплотняют листовым или шнуровым асбестом для предотвращения вытекания припоя.
Перед пайкой направленным пламенем нагревают среднюю часть формы, затем в пламя через литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму до верха литникового отверстия.
На рисунке показано соединение, подготовленное к пайке. Разработан и используется способ пайки поливом припоя. При этом способе подготовленные жилы со скосами под углом 55° укладывают в. форму, оставляя зазор между ними примерно 2 мм, остальные операции подготовки жил к соединению аналогичны выполняемым при соединении сплавлением.
В тигле расплавляется и нагревается примерно до 600°С (во избежание быстрого охлаждения) 7—8 кг припоя. Между тиглем и местом заливки припоя устанавливают лоток для стекания припоя, который крепят к голым частям жил. Припой заливается в форму через литниковое отверстие до тех пор, пока не произойдет сплавление торцов жил и заполнение формы. Припой рекомендуется помешивать и счищать окисную пленку с торцов жил скребком. Длительность пайки не превышает 1 — 1,5 мин.
Многопроволочные жилы с установленными на них формами, подготовленные к пайке: 1 — изоляция жилы, 2 — защитный экран, 3 — форма, 4 — жила, разделенная ступенчато, 5 — асбестовое уплотнение.
Соединение алюминиевых жил кабеля пайкой поливом расплавленного припоя: а — общий вид процесса пайки, б — шаблон для оформления концов жил; в — готовое соединение, 1 — припой, 2 — места пайки
Пайка медных проводников
Технология соединения и оконцевания медных жил пайкой одинакова. Пайка жил сечением 1,5 — 10 мм2 производится паяльником, а сечением 16 — 240 мм2 — пропан-бутановой горелкой или паяльной лампой; процесс пайки заключается в погружении в расплавленный припой или поливе места пайки расплавленным припоем.
Соединение и ответвление медных жил сечением до 10 мм2 пайкой выполняется после подготовки их контактных концов. Жилы скручиваются, покрываются канифолью, место пайки подогревается паяльником с расплавлением припоя в месте пайки или путем погружения соединения в ванночку с припоем. После того как место соединения смочено припоем и им заполнены зазоры между спаиваемыми концами, подогрев соединения прекращается.
Соединение и ответвление медных жил сечением 4 — 240 мм2 пайкой с применением контактной арматуры выполняется способом полива. Для этого припой в графитовых или стальных тиглях разогревают в электрической или газовой печи до температуры 550—600оС.
Подготовленные к соединению или оконцеванию жилы предварительно облуживаются, а потом вставляются в гильзу или наконечник. Стык жил проводов располагается в середине гильзы. При оконцевании жила вставляется в наконечник таким образом, чтобы ее конец находился заподлицо с торцом трубчатой части наконечника. Во избежание вытекания припоя на жилу между концом гильзы (наконечника) и краем изоляции подматывают асбест. Соединение при пайке располагается горизонтально. Полив припоя продолжают до заполнения объема между жилой и наконечником, но не более 1,5 мин. По окончании пайки следует немедленно (пока не остыл припой) протереть гильзу тканью, смоченной паяльной мазью, сгоняя и разглаживая при этом подтеки припоя.
Соединение проводников из разнородных металлов пайкой производится по той же технологии, что и соединение двух алюминиевых жил. При подготовке концов алюминиевых жил для пайки выполняется скос их концов под углом 55о либо ступенчатая разделка, после чего концы облуживаются. Пайка ведется непосредственным сплавлением в форме или поливом предварительно расплавленным припоем. Соединение и ответвление алюминиевых многопроволочных и однопроволочных жил может выполняться и в медных луженых гильзах.
Форма жала
Всем бы хотелось иметь одно универсальное средство для всего, но, к сожалению, так не бывает. Для каждого типа пайки должно быть своё жало. Конечно, есть универсальная модификация, имеющая название конус, но во время работы с ним будет не так удобно и эффективно, как того бы хотелось. Именно поэтому стоит покупать паяльники со сменными насадками.
Жало-конус является универсальной насадкой, именно поэтому находится в комплекте практически со всеми типами оборудования. Из-за своих размеров, прекрасно сохраняет тепло, что не может не радовать тех, кто занимается крупными объектами. Но по этой же причине может напрочь испортить хрупкую работу.
Имеет конусовидную форму, но чуть меньших размеров и заострено к концу, напоминая игловой кончик. Из-за своих размеров, не сохраняет тепло. Это приводит к тому, что даже незначительное количество припоя не расплавляется.

Конусная и скошенная форма наиболее популярны из-за универсальности и практичности.
Жало-клин, благодаря своей конструкции, отлично удерживает припой. Так же, как и конусовидного варианта, огромным плюсом является размер. Благодаря своей форме обладает прекрасной теплопроводностью. Многие специалисты утверждают, что данный вид наконечника является более универсальным, чем принято о нём думать.
Жало-скос встречается редко. Данный наконечник имеет цилиндрическую форму со скосом в 45 градусов. Эффективность жала напрямую зависит от его размера. Например, при работе с микросхемами, наконечник рекомендуется использовать поменьше стандартного.
Жало-микроволна встречается редко. Говоря простым языком, является более усовершенствованной версией модели со скосом. Отличие в самом срезе сбоку жала. В случае наконечника микроволна, в скосе имеется углубление. При использовании этого жала не придется снимать лишний припой, что является огромным преимуществом.
Жало ножевидное имеет форму ножа. Лучше других видов накапливает и сохраняет тепло, что делает его фаворитом. Благодаря своей форме помещает на себе большее количество припоя, по сравнению с остальными насадками. Идеально подходит для сквозного монтажа. В другом могут возникнуть проблемы. Не подходит для пайки мелких деталей.

Немаловажно удобство держания аппарата.
Похожие записи:
 Соединение контактов и проводов пайкой » Школа для электрика: электротехника и электроника
Соединение контактов и проводов пайкой » Школа для электрика: электротехника и электроника  Флюсы для пайки микросхем: можно ли использовать жидкий флюс? Какой выбрать, чтобы паять микросхемы в телефоне? Лучшие флюсы для пайки микросхем
Флюсы для пайки микросхем: можно ли использовать жидкий флюс? Какой выбрать, чтобы паять микросхемы в телефоне? Лучшие флюсы для пайки микросхем  Технология пайки твердыми припоями
Технология пайки твердыми припоями  Виды, особенности, применение сварочного флюса
Виды, особенности, применение сварочного флюса



