

- Почему алюминий плохо паяется?
- Техника безопасности при спаивании труб из меди
- Как удалить оксидную пленку?
- Флюсы для пайки алюминия
- Бура
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Процесс пайки
- Что такое серебряный припой?
- Припой HTS-2000
- Технология пайки медных изделий
- Паяльник для пайки алюминия
- Основные ошибки, допускаемые при пайке
- Горелки для пайки алюминия
- Выводы и полезное видео по теме
- Что лучше — сварка или пайка алюминия?
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Техника безопасности при спаивании труб из меди
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.

Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Галерея изображений
Фото из

Технология соединения деталей медного трубопровода пайкой базируется на капиллярном растекании расплавленного припоя в тонком зазоре между свариваемыми частями

В сборке медных трубопроводов используются трубы разной жесткости: R 290 — твердые, R 250 — полутвердые, R 220 — мягкие. Твердые и полутвердые поставляются в стержнях, мягкие в бухтах

Для пайки мягких медных труб достаточно стандартной паяльной лампы, огонь которой способен разогреть свернутый в бухту припой

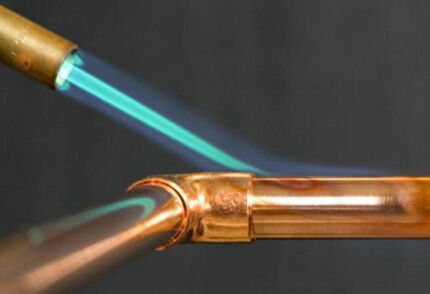
Для выполнения высокотемпературной пайки потребуется ацетиленовая или пропановая горелка и твердый стержневой припой

Для оперативного выполнения низкотемпературной пайки производят фитинги с предварительно вплавленным в них легкоплавким припоем. Правда приобрести можно соединители и с тугоплавким припоем

В местах соединения медных труб их обрабатывают флюсом, который применяется в качестве смазки и протравки металла. Наносят его без излишков

Высокотемпературную плавку производят с использованием стержневого припоя, выполненного из сплавов меди с бронзой или меди с серебром

Низкотемпературную пайку медных труб проводят с использованием мягкого припоя, поставляемого в виде намотанной на катушки проволоки

Принцип соединения медных труб пайкой

Разновидности медных труб по жесткости

Паяльная лампа для низкотемпературной пайки

Пайка труб ацетиленовая горелкой

Фитинги для ускорения и облегчения пайки

Нанесение флюса на свариваемые участки

Припой для высокотемпературной плавки

Мягкий припой для низкотемпературной пайки
В этом случае процесс соединения элементов из меди проходит при температуре превышающей 450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.

Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.

В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать 120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже 450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше 130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Паять медные детали нужно осторожно, с соблюдением всех правил безопасности. Иначе можно получить травму – химический или термический ожог
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Как удалить оксидную пленку?

Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк без проблем . Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Флюсы для пайки алюминия
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения — бура (Na2B4O7), борная кислота (H3BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий.
Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората.
Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Бура

Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — 490… 910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.
Жидкий флюс
Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и , но перечислять их не буду — все должны быть в равной степени хорошие.
Процесс пайки

Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.

Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Что такое серебряный припой?
Низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности. Их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Основанием для разделения этих способов принято считать пограничную температуру плавления припоев 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего, значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.
Спаянная рама велосипеда

Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства.
Во многих случаях при выборе способа пайки, эта особенность является определяющей.Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайкуПайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами.
Резцы
- Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
- Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
- Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
- Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы.Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев.Иногда используют в качестве припоя и технически чистую медь.
Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Твердый припой
Твердый припой покрытый флюсом
Медно-цинковые припои
Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок.
Медно-фосфорные припои
Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам.
Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки.
Латуни
Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои
Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные.
Благо они обладают универсальностью и способны паять практически любой металл.Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка.
ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр.
Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Современная работа с металлом предусматривает технологию ступенчатой пайки. Она требует специального внимания, так как некоторые серебряные сплавы обладают высокой температурой плавления. Это свойство обеспечивает высокое качество получаемого соединения.
Серебряный припой для пайки в чистом виде встречается крайне редко, что связано с высокой стоимостью цветного сплава. Большей эффективностью в применении обладают составы с другими примесями. В качестве дополнительных компонентов часто применяются:
- Никель.
- Медь.
- Свинец.
- Цинк
Чистый сплав серебра применяется только в ювелирном деле. Свойства припоя прежде всего зависят от доли драгоценного металла в составе:
- При концентрации более 50% металл получается пластичным и устойчивым к повышенным нагрузкам.
- Другие компоненты могут изменить основные свойства сплава, расширив его область применения.
Все возможные варианты указываются в ГОСТ 19738-74. В технической документации встречается таблица марок с указанием процентного содержания всех элементов. Существенно сэкономить на пайке можно при самостоятельном изготовлении сплава. Достоинствами большинства сплавов можно назвать следующее:
- Высокая степень текучести. Это упрощает распространение состава по поверхности.
- Прочность. Получаемые соединения могут выдерживать высокую нагрузку.
- Коррозионная стойкость. Металл при высокой влажности покрывается коррозией. При включении в состав серебра обеспечивается коррозионная стойкость.
- Основные свойства позволяют использовать состав для соединения самых различных металлов.
- Низкое сопротивление электрическому току позволяет использовать припой при создании электрического оборудования.
Единственным существенным недостатком можно назвать высокую стоимость состава. Поэтому он используется намного реже в сравнении с другими сплавами.
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.
Припой HTS-2000
Технология пайки медных изделий
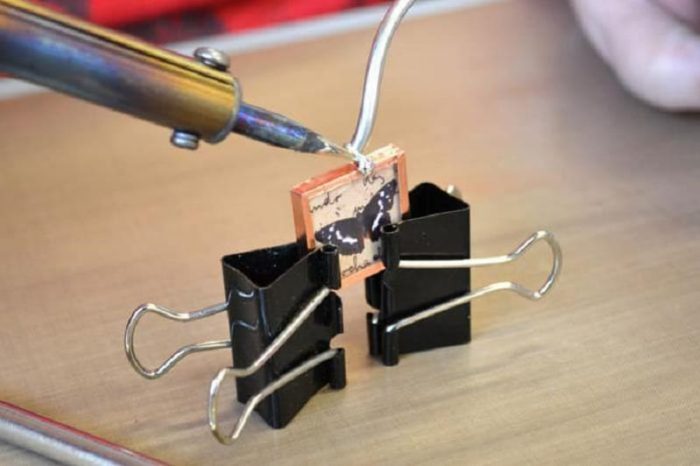
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка. Пайка выполняется в такой последовательности
- Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
- Детали зажимаются в тисках в требуемом положении.
- Зона пайки промазывается флюсом.
- Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла
- Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать yужно все соединение, перемещая пламя в разные стороны.
- Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
- Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
- Нагрев деталей до более высокой температуры
- Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
- Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- После окончания операции производится зачистка спая.
- чистка спаянного гаечного ключа
- И вот результат — готовое изделие.
- Гаечный ключ спаянный высокотемпературной пайкой
- Гаечный ключ спаянный высокотемпературной пайкой
Источник статьи
Галерея изображений
Фото из

Резка медной трубы производится с помощью трубореза, резцы которого плотно сжимают трубу. В результате проворачивания получается ровная линия среза

После резки труборезом кромка разрезанной трубы слегка вогнута внутрь. Ее убираем гратоснимателем или фаскоснимателем

Соединяемые участки труб и фитингов тщательно очищаем от загрязнений, окислов и нагара, если он есть. Обезжириваем поверхности

На соединяемые поверхности наносим флюс тонким слоем. Соединяем детали, слегка проворачиваем их относительно друг друга, возвращаем на место и убираем излишки смазки

Для выполнения капиллярной пайки готовим припой. В нашем случае это оловянная легкоплавкая проволока

Готовим горелку с баллончиком к выполнению соединения пайкой. Нужна обычная горелка, разогревающая до 450°С

Обмотав место соединения оловянной проволокой, нагреваем до тех пор, пока припой не распределится в зазоре между соединяемыми деталями

Горелкой равномерно нагреваем всю область соединения. После пайки даем соединенным деталям остыть, не применяя охлаждающего масла или воды

Шаг 1: Раскрой медной трубы труборезом

Шаг 2: Удаление вогнутой кромки медной трубы

Шаг 3: Чистка и обезжиривание соединяемых деталей

Шаг 4: Обработка соединяемых поверхностей флюсом

Шаг 5: Подготовка припоя к проведению пайки

Шаг 6: Разогрев горелки для выполнения пайки

Шаг 7: Нагрев место соединения горелкой

Шаг 8: Ожидание охлаждения паяного соединения
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Лучше всего отрезать детали труборезом. Важно, чтобы инструмент был качественным, иначе не удастся избежать деформации медной трубы
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Качественная зачистка соединяемых труб обязательна. Внутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению жидкости
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.

Для равномерного распределения флюса внутри соединяемых деталей их необходимо провернуть и внимательно осмотреть соединение. Если на поверхности трубы появились излишки флюса, немедленно убираем их при помощи чистой тряпочки или салфетки
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Галерея изображений
Фото из

Перед выполнением пайки разбираем кран на составляющие: непосредственно кран, компрессионную гайку и кольцо

Предназначенные для соединения детали очищаем от загрязнений и обезжириваем. На трубу надеваем гайку, внутреннюю сторону компрессионного кольца обрабатываем флюсом

Разогреваем соединяемые участки трубопровода горелкой в течение 10 минут, затем оборачиваем его припоем и добиваемся полного заполнения зазора в раструбе расплавленным оловом

Дожидаемся остывания соединенных пайкой деталей и прикручиваем кран компрессионной гайкой

Шаг 1: Подготовка крана к установке пайкой

Шаг 2: Обработка компрессионного кольца флюсом

Шаг 3: Заполнение зазора в раструбе припоем

Шаг 4: Прикручивание крана после пайки
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Припой подается на участок пайки тогда, когда детали достаточно разогрелись для того, чтобы расплавить его своим теплом
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Для разогрева медных деталей при пайке может использоваться специальный электрический паяльник с удобной ручкой и регулировкой силы нажима
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Паяльник для пайки алюминия
Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.
Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.
лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Горелки для пайки алюминия
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят .
Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.








")

