

- Основные дефекты при пайке
- Методы пайки
- Что такое трафареты для печатных плат
- Преимущества трафаретов для монтажа плат
- Способы лужения
- Виды паяных швов.
- Химическое травление
- Легкоплавкие припои
- Клеящие вещества
- Припой
- Лужение под пайку
- Электролитическое травление
- Склеивание
- Флюс
- Инструменты для пайки
- Как сделать хороший шарик припоя для печатной платы — Пайка печатных плат
- Когда шарики припоя — плохая новость для пайка печатных плат? — Пайка печатных плат
- Клапан с шариком припоя
- Как припаять шаровой кран
- Как изготовить шарик припоя
- Что вызывает появление шариков припоя при ручной пайке?
- Лучшая техника устранения неполадок, возникающих при ручной пайке шариками припоя
- Надежность соединения шариков припоя
- Проблемы и дефекты — Пайка печатных плат
- 9 способов выбора лучшего припоя для Пайка печатных плат
- На основе химического состава припоя
- Стоимость припоя
- Каким должен быть правильный размер?
- Припой в зависимости от ваших проектов
- Как выбрать припой в зависимости от электронного изделия?
- Какой диаметр припоя подходит для вас?
- Припой при ремонте печатных плат
- Срок годности припоя
- Подготовка деталей
- Подготовка поверхности к лужению
- Пайка печатных плат — 15 распространенных проблем пайки печатных плат, которых следует избегать
- Стыковка припоя Плохие паяные соединения.
- Чрезмерное количество припоя
- Выпадение припоя — Пайка печатных плат
- Холодные соединения — Пайка печатных плат
- Перегретые соединения — Пайка печатных плат
- Тумбстонинг — Пайка печатных плат
- Недостаточное смачивание — Пайка печатных плат
- Пропуски припоя — Пайка печатных плат
- Приподнятые площадки — Пайка печатных плат
- Соединения с паяльным голоданием — Пайка печатных плат
- Брызги припоя — Пайка печатных плат
- Отверстия для штифтов и отверстия для продувки — Пайка печатных плат
- Флаги припоя — Пайка печатных плат
- Шарики припоя — Пайка печатных плат
- Обесцвечивание припоя — Пайка печатных плат
- Классификация
- Флюсы
- По способу введения припоя
- Пайка мягкими и твёрдыми припоями
- ДОСТОИНСТВА ПАЙКИ
- Пайка волной — окончательное руководство по эффективной пайке
- Технические подробности о пайке волной
- Когда использовать пайку волной
- Процесс пайки волной
- Виды пайки
- Селективная пайка волной припоя
- Рекомендации по селективной пайке волной
- Проблемы выборочной пайки
- Стоимость аппарата для пайки селективной волной
- Дефекты и проблемы при пайке волной
- Стоимость пайки волной
- Травление металлов
- Тугоплавкие припои
- Определение «пайка»
- ТИПЫ ФЛЮСОВ
- Технологический процесс склеивания
- По способу нагрева соединяемых деталей и припоя
- Какие виды трафаретов для плат бывают
- Вспомогательные процессы при пайке
- НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
- ОБЕЗЖИРИВАНИЕ
- В зависимости от характера окружающей среды
- Безопасность труда
- Процесс образования паяного шва
- Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
- Дефекты при склеивании
- Как сделать трафарет для печатной платы в домашних условиях
- Заключение
Основные дефекты при пайке
• наличие трещин в паяном шве в результате
быстрого охлаждения деталей после пайки
или значительной разницы в коэффициентах
теплового расширения припоя и металла;
• наличие пор в шве за счет высокой
температуры пайки или интенсивного
испарения флюса;
• несмачивание припоем поверхности деталей
из-за большой их загрязненности.
Методы пайки
Пайка легкоплавкими (мягкими) припоями
• На зачищенную деталь наносят флюс, а затем
нагретым и залуженным паяльником — припой.
• После пайки остатки флюса удаляют.
Пайка твердыми припоями
• Спаиваемые детали зачищают, плотно сжимают.
Место соединения нагревают, на него наносят
флюс, а затем припой.
• После нанесения припоя по всему шву без
пропусков спаянные детали охлаждают до
температуры 100—120° и опускают в воду.
- Что такое трафареты для печатных плат
- Какие виды трафаретов для плат бывают
- Как сделать трафарет для печатной платы в домашних условиях
Трафареты для печатных плат: что это такое, виды, как сделать
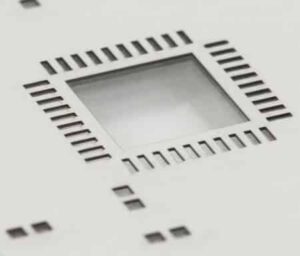
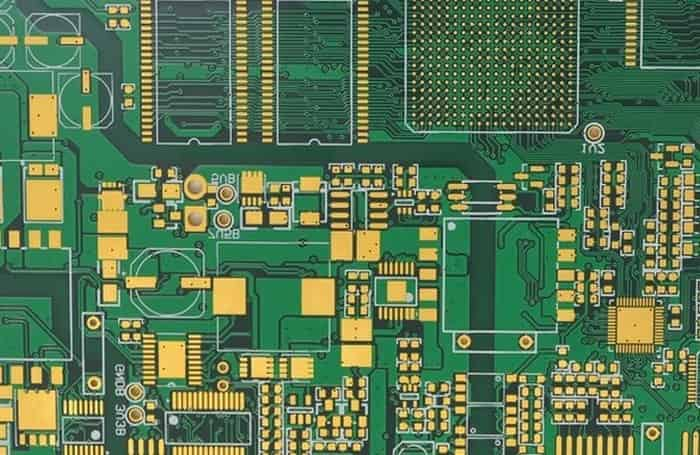
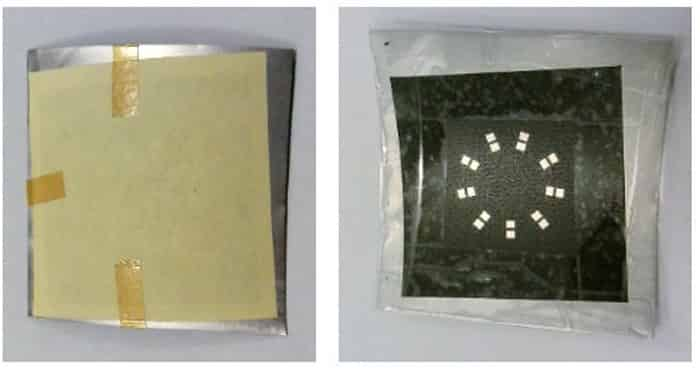
Трафареты для печатных плат — это тончайшая пластинка, поверхность которой служит для обозначения контактных элементов. В дальнейшем, данные трафареты размещают на самой печатной плате, и, посредством специальной техники переносят все необходимые контакты уже на её поверхность.
Используя трафареты, получается не только в разы ускорить изготовление печатных плат, но и добиться минимальных расходов паяльной пасты необходимой для её изготовления. В результате этого снижается время на изготовление печатной платы и её себестоимость.
Что такое трафареты для печатных плат
Трафарет является одним из самых быстрых способов нанесения паяльной пасты на поверхность печатной платы. Данная техника нанесения флюса с припоем является наиболее востребованной при осуществлении поверхностного монтажа (прим. https://svarkapajka.ru/).
Что такое трафареты для печатных плат
Для этого паста наносится на плату через трафарет, который полностью повторяет формы будущих контактных площадок на ней. В промышленных условиях нанесения паяльной пасты происходит путём её продавливания на специальной установке.
Преимущества трафаретов для монтажа плат
Трафареты для печатных плат обладают рядом неоспоримых преимуществ, которые заключаются в следующем:
- заметно ускоряется процесс монтажа печатной платы;
- снижается стоимость изготовления печатных плат;
- улучшается качество изготовления печатной платы в связи с более равномерным распределением паяльной пасты.
После применения трафарета получаются точные площадки и дорожки на плате, без каких-либо перепадов по высоте либо контуру.
Преимущества трафаретов для монтажа плат
Всё это положительным образом сказывается на качестве не только печатной платы, но и конечного монтажа.
Пайка является важным процессом при закреплении компонентов на печатной плате. Она оказывает значительное влияние на общее качество и производительность печатной платы. Существуют различные процессы пайки, припои и техники. Поэтому нередко процесс пайки оказывается непосильным для новичков и даже экспертов. В этой статье представлено окончательное руководство по Пайка печатных плат. Вы узнаете, как выбрать лучший припой для печатных плат, о распространенных проблемах печатных плат и о том, как их избежать. Вы также узнаете о шариках припоя и о том, как их сделать.
9 способов выбора лучшего припоя для печатных плат
Пайка печатных плат — 15 распространенных проблем пайки печатных плат, которых следует избегать
Как сделать хороший шарик припоя для печатной платы
Пайка волной — окончательное руководство по эффективной пайке
Способы лужения
Лужение погружением выполняют в чистой
металлической посуде, в которую закладывают, а
затем расплавляют полуду, насыпая на поверхность
маленькие кусочки древесного угля для
предохранения от окисления. Затем изделие
промывают в воде и сушат в древесных опилках.
Лужение растиранием выполняют,
предварительно нанеся на очищенное место
волосяной щёткой или паклей хлористый цинк. Затем
равномерно нагревают поверхность изделия до
температуры плавления полуды, которая наносится
от прутка. После этого нагревают и в таком же
порядке обслуживают другие места. По окончанию
лужения охладившееся изделие, промывают водой и
сушат.
Виды паяных швов.
В зависимости от предъявляемых к спаиваемым
изделиям требований паяные швы разделяют на три
группы:
прочные, обладающие определённой
механической прочностью, но не обязательно
герметичностью;
плотные – сплошные герметичные швы, не
допускающие проникновения какого-либо вещества;
плотнопрочные, обладающие и прочностью, и
герметичностью.
Соединяемые детали должны хорошо подгоняться
одна к другой.
Химическое травление
• Химическое травление стальных изделий
выполняется путем погружения изделий в
раствор серной или соляной кислот. При
погружении изделия в растворы кислот во
взаимодействие с ними вступают не только
имеющиеся на поверхности металла
окислы, но и металлическое железо.
Легкоплавкие припои
Легкоплавкие припои служат для пайки
стали, меди, цинка, свинца, олова и их
сплавов. Для получения специальных
свойств к оловянно-свинцовым припоям
добавляют сурьму, висмут, кадмий,
индий, ртуть и другие металлы.
Температура плавления легкоплавких
припоев от 183 до 305 °C.
Клеящие вещества
Карбинольный клей может быть жидким или
пастообразным (с наполнителем). Клей
пригоден для соединения стали, чугуна,
алюминия, фарфора, эбонита и пластмасс и
обеспечивает прочность склеивания в течении
3..5ч после приготовления.
Бакелитовый лак – раствор смол в этиловом
спирте. Применяют для наклейки накладок на
диски муфт сцепления.
Припой
• Припой — чистый металл или сплав,
применяемый для соединения
металлических деталей при паянии.
• Припой должен обладать более низкой
температурой плавления по сравнению с
паяемым металлом.
Припой для
пайки
Инструменты для
пайки
Лужение под пайку
• Лужение чаще всего выполняется при подготовке деталей к
паянию, а также для предохранения изделий от ржавления
(коррозии). Иногда лужение производится для специальных
целей, например перед заливкой подшипников.
• В качестве полуд применяется чистое олово, а для
неответственных деталей олово иногда заменяют более
дешевым сплавом, состоящим из 5 частей олова и 3 частей
свинца. Сплавы (оловянно-свинцовые) нельзя применять при
лужении посуды для пищи.
• Лудят двумя способами: натиранием (большие изделия) и
погружением (небольшие изделия) в расплавленную полуду.
• Процесс лужения состоит из трех основных операций:
подготовки поверхности, приготовления полуды и лужения.
Электролитическое травление
• Очистка изделий методом
погружения в травильную ванну
в большинстве случаев требует
значительного времени. Для
ускорения процесса очистки
применяется электролитический
способ травления, при котором
изделие помещают в качестве
анода (анодное травление) или
катода (катодное травление) в
электролитическую ванну.
1 — ванна, 2 — катод, 3 — анод,
4 – электролит
Рисунок 2 –
Электролитическое
Склеивание
Клеевые соединения обладают достаточной
герметичностью, водо- и маслостойкостью,
высокой стойкостью к вибрационным и
ударным нагрузкам. Склеивание во многих
случаях может заменить пайку, клёпку,
сварку, посадку с натягом.
Надёжное соединение деталей малой
толщины возможно, как правило, только
склеиванием.
Флюс
Флюс
—
вещества
органического
и
неорганического происхождения, предназначенные
для удаления окислов с поверхности под пайку,
снижения поверхностного натяжения, улучшения
растекания жидкого припоя и/или защиты от
действия окружающей среды.
Инструменты для пайки
•К паяльникам непрерывного подогрева относят
газовые и бензиновые.
• Особую
группу
составляют
паяльники
специального назначения: ультразвуковые с
генератором ультразвуковой частоты (УП-21); с
дуговым
обогревом;
с
вибрирующими
устройствами и др.
Как сделать хороший шарик припоя для печатной платы — Пайка печатных плат
Шарики припоя — это сферические припои, которые соединяют корпуса микросхем с печатными платами. Они обычно устанавливаются на платы либо вручную, либо с помощью оборудования.
Несмотря на важность шариков припоя в печатных платах, они остаются одним из наиболее распространенных дефектов в процессе SMT-сборки. Дефекты шариков припоя обычно возникают во время процессов пайки или печати.
Когда шарики припоя — плохая новость для пайка печатных плат? — Пайка печатных плат
Согласно опыту, следует избегать использования шариков припоя диаметром более 0,13 мм. Кроме того, существует правило стандарта IPC A 610, касающееся шариков припоя. Правило предполагает, что шарики припоя меньше или равные 0,13 мм могут стать причиной дефектов.
Вы можете ошибочно создать шарики припоя во время ручной пайки или автоматизированных процессов оплавления. Как только вы поймете, что шарик не покрыт конформным покрытием, вы можете быть уверены, что он станет причиной беспокойства.
Стандарт IPC A 610 также предложил простую методику определения того, попал ли шарик припоя в ловушку. Все, что вам нужно сделать, — это погладить шарик кисточкой и посмотреть, остается ли он прочным на поверхности. Если это так, то он не вызовет никаких дефектов.
Клапан с шариком припоя
Основная функция шарового крана для припоя — соединение стопок микросхем в печатной плате. Для изготовления шарового крана под пайку вам понадобится уникальный инструмент.
Как припаять шаровой кран
При пайке шарового крана вам понадобится инструмент для подбора. С помощью вакуумного отсоса аппарат забирает шарики припоя из резервуара для шариков с жидкостью. Затем устройство выпускает поток газа, который впрыскивает шарики припоя в подложку.
Как изготовить шарик припоя
Создание шарика припоя довольно простое, если у вас есть припой на основе свинца или без свинца. Вам придется изготовить сплав припоя в виде листа или проволоки и разрезать их на мелкие части или кусочки. Как правило, вы должны уменьшить витки и лист так, чтобы из них получился шарик припоя нужного диаметра, предпочтительно 2 мм.
Следующим шагом будет помещение этих шариков в колонку с горячим маслом. Эта процедура расплавит эти кусочки, оставив вам шарики припоя. Далее все, что вам нужно сделать, это дать шарикам остыть, поместив их в вязкую жидкость.
Что вызывает появление шариков припоя при ручной пайке?
Проблема, с которой сталкивается большинство инженеров при ручной пайке, — это образование нежелательных шариков припоя. Ниже приведен список причин:
Влага: Влага, присутствующая в паяльной пасте, может стать причиной образования шариков припоя.
Печатная плата: Воздух, влага и спирт при очистке иногда вызывают нежелательные шарики припоя в печатных платах.
Размазанный трафарет: Неравномерное нанесение паяльной пасты с помощью трафарета также является причиной появления шариков припоя.
Неправильная рецептура паяльной пасты: Неправильная рецептура паяльной пасты при тепловом расплавлении может привести к появлению нежелательных шариков припоя на всей плате.
Лучшая техника устранения неполадок, возникающих при ручной пайке шариками припоя
Тестирование различных продуктов поможет вам определить, характерны ли шарики припоя для конкретных печатных плат. В следующем разделе мы подробнее остановимся на надежности шариков припоя и технике устранения неполадок.
Надежность соединения шариков припоя
Толщина пленки Pd в диапазоне 0,02 — 0,05 микрон обеспечит наилучшую надежность паяного соединения. Кроме того, форма и глубина интерметаллических соединений определяют надежность шарика припоя.
Проблемы и дефекты — Пайка печатных плат
Хотя шариков припоя диаметром менее или равным 0,13 мм следует избегать, они являются не только причиной беспокойства. Многие другие действия или процессы вызывают нежелательные шарики припоя во время пайки.
В процессе пайки волной ненужные шарики припоя образуются из-за брызг. Это также может произойти, если вы не обеспечили предусмотренную температуру предварительного нагрева шарика припоя. Это заставляет влагу или растворитель во флюсе улетучиваться, тем самым вызывая образование шариков припоя.
Простой метод решения этой проблемы заключается в использовании пластины из стекла. Все, что вам нужно сделать, это поместить стекло над волной и проверить дно на наличие пузырьков. Если пузырьков мало или их вообще нет, значит, вы правы.
Нередко во флюсе присутствуют летучие остатки. При взрыве этих остатков образуются нежелательные шарики припоя. Решить эту проблему довольно просто: положите кусок плотной белой бумаги над волной и дайте потоку течь.
Вот список повседневных вещей, которые вызывают дефекты шариков припоя:
Низкая температура предварительного нагрева, которая не позволяет активировать флюс.
Недостаточное пространство между площадками
Чрезмерное использование паяльных паст
Неорганизованное или неправильное размещение компонентов на печатной плате
Лучшие методы устранения неполадок
Чтобы решить или избежать этих проблем, вот список того, что вам следует сделать:
Обеспечьте регулярную и правильную очистку трафаретов
Отделите новый гибкий провод от старого гибкого провода
Убедитесь, что устранен зазор между печатной платой и трафаретом.
9 способов выбора лучшего припоя для Пайка печатных плат
Припои на основе свинца — это сплавы, состоящие из олова и свинца. В настоящее время припои на основе свинца больше не являются традиционными из-за риска для здоровья, связанного с их использованием из-за вдыхания или проглатывания свинца.
В результате большинство органов стандартизации предлагают использовать бессвинцовые припои. Тем не менее, бессвинцовые припои имеют высокую температуру плавления, поэтому с ними довольно сложно работать, но обычно это не является проблемой.
На основе химического состава припоя
Припои на основе свинца — это сплавы, состоящие примерно из 60 % олова и 40 % свинца. Припои на основе свинца имеют температуру плавления в пределах 180 ºC — 190 ºC. Поскольку печатные платы чувствительны к высоким температурам, основная функция олова заключается в снижении температуры плавления сплава. Припои на основе свинца наиболее подходят для использования в аэрокосмической или медицинской электронике.
Бессвинцовый припой — это сплав, состоящий из олова и меди. Он имеет более высокую температуру плавления, чем сварные швы на основе свинца. Хотя они приводят к образованию усов, они все же идеально подходят для многих видов электроники из-за низкого риска для здоровья.
Припойные провода имеют полый стержень, проходящий через центр. В полом стержне находится химический флюс. Флюс — это химическое вещество, которое предотвращает окисление, когда кислород воздуха вступает в реакцию с горячим металлом. Флюс помогает улучшить электрический контакт и механическую поддержку в паяных соединениях.
Стоимость припоя
Бессвинцовые припои обычно стоят дороже, чем сварные швы на основе свинца, из-за их желательных свойств, таких как прочность. Тем не менее, вы все равно можете добиться этих полезных свойств с помощью припоев на основе свинца. Вы можете достичь этого, покрывая припой серебром и другими соединениями. Серебряное покрытие обеспечивает большую прочность, чем оловянное.
Каким должен быть правильный размер?
Проволока для припоя бывает разного диаметра, который определяется калибровочным числом. Например, номера калибров 18, 20 и 21 соответствуют диаметрам 1,22 мм, 0,914 мм и 0,813 мм.
Перед началом работы важно знать необходимую ширину проволоки для припоя. Толстая паяльная проволока помогает быстро сваривать большие соединения, но может быть сложной при использовании для небольших соединений. Тем не менее, припойные проволоки диаметром 0,711 мм считаются лучшим вариантом для начинающих.
Кроме того, проволока для пайки диаметром 1,22 мм (калибр 18) подходит для пластиковых двухслойных корпусов (PDIP) с расстоянием между выводами 0,1 дюйма. Для печатных плат меньшего размера следует использовать провода меньшего диаметра.
Припой в зависимости от ваших проектов
Для разных проектов требуются разные виды припоя. В то время как некоторые виды припоя не представляют опасности для здоровья в определенных условиях, другие виды припоя могут быть опасны для использования в той же среде. Вот некоторые припои, которые следует использовать в различных условиях
Когда следует выбирать припои на основе свинца
Несмотря на споры о рисках для здоровья, связанных с припоями на основе свинца, доказательств, подтверждающих эти утверждения, недостаточно. Поэтому припои на основе свинца являются наиболее предпочтительным выбором в аэрокосмической и медицинской электронике.
Бессвинцовые припои завоевывают все большую популярность по сравнению с традиционными припоями на основе свинца. Они используются практически во всех видах электроники.
Из-за высокой стоимости припоев на основе свинца новички и любители могут выбрать стандартную сварку Sn60Pb40.
Припой на основе свинца используется в печатных платах
Как выбрать припой в зависимости от электронного изделия?
Очень важно также обратить пристальное внимание на характер вашего электронного изделия перед выбором припоя. Выбор неправильного припоя может привести к серьезным проблемам, таким как коррозия и разрушение из-за усталости. Например, если вы планируете паять позолоченные компоненты, вам следует выбрать припой 70Pb30. Он обеспечивает высокую устойчивость к усталости при термоциклировании.
Какой диаметр припоя подходит для вас?
Прежде чем выбрать диаметр проволоки для припоя, который будет использоваться в проекте, вы должны хорошо разбираться в калибровочных числах. Номер калибра — это промышленный термин, используемый для описания толщины проводов припоя.
Большие калибровочные числа для проводов для пайки — 16, 18, 20, 21 и 22. Они соответствуют 1,63 мм, 1,22 мм, 0,914 мм, 0,813 мм и 0,711 мм. Как видите, чем больше номер калибра, тем меньше диаметр проволоки.
Проволока для пайки калибра 22 подходит для небольших печатных плат, поскольку контакты расположены гораздо ближе. В то время как для старых печатных плат с большим расстоянием между контактами следует использовать припойную проволоку калибра 16.
Припой при ремонте печатных плат
При ремонте печатных плат необходимо учитывать такие факторы, как расстояние между выводами и термическое сопротивление. Как правило, практически для любого вида работ по ремонту печатных плат можно использовать бессвинцовые припои малого диаметра. Тонкие провода позволят вам сохранить контроль, что позволит вам выполнить отличную работу.
Срок годности припоя
Сплавы, используемые в припое, играют важную роль. Он снижает коррозионный эффект и улучшает электрические характеристики. Кроме того, он определяет срок годности припойных проволок (порошковых). Сплавы, содержащие более 70 % свинца, остаются пригодными для использования в течение примерно двух лет после изготовления, в то время как срок годности других сплавов составляет около трех лет.
Подготовка деталей
Перед пайкой подготовленные поверхности
деталей
покрывают
флюсом,
который
выбирается в зависимости от применяемого
припоя и соединяемых металлов, а также от
способа пайки.
Температура плавления флюса должна быть
ниже температуры плавления припоя для
обеспечения его жидкого состояния и
равномерного растекания по основному
металлу.
Подготовка поверхности к лужению
• Поверхность, подлежащая лужению, должна
быть тщательно очищена от грязи, окалины,
жиров и т. д.
• Очистка поверхности изделия производится до
металлического блеска при помощи шабера,
напильника, наждачной бумаги, кордовых
щеток и т. д. Большие поверхности для
облегчения работы травят разбавленной
соляной или серной кислотой.
Пайка печатных плат — 15 распространенных проблем пайки печатных плат, которых следует избегать
Существует множество ошибок, которые люди допускают при пайке печатных плат; здесь приведен список наиболее распространенных. Вы должны избегать их, если хотите получить желаемый и отличный результат.
Стыковка припоя Плохие паяные соединения.
Наплавление припоя при пайке печатных плат в основном связано с небольшими и компактными компонентами. Эта проблема возникает в результате нежелательных соединений между двумя или более соединениями. Это приводит к короткому замыканию, что в конечном итоге повреждает компоненты.
Эта проблема особенно сложна, поскольку мостик может быть слишком маленьким и незаметным. Однако, если вы сможете найти мост, вы сможете быстро устранить проблему. Все, что вам нужно сделать, это расплавить припой в середине с помощью паяльника и удалить излишки припоя с помощью паяльника.
Перемычка из припоя
Чрезмерное количество припоя
Новички быстро пытаются нанести как можно больше припоя на контакт. Это распространенная ошибка, которая приводит к чрезмерному накоплению припоя на ногте и вызывает образование мостиков припоя.
Другой побочный эффект чрезмерного количества припоя заключается в том, что он препятствует правильному смачиванию как контакта, так и площадки. Лучший способ избежать этой проблемы — нанести достаточно припоя, чтобы смочить площадку и контакт во время пайки.
Выпадение припоя — Пайка печатных плат
Шарики припоя — это распространенная проблема, возникающая при пайка печатных плат. Как следует из названия, шарики припоя — это сферические солдатики, которые прилипают к печатной плате.
Шарики припоя обычно возникают в процессе пайки, когда вы выбираете неправильную температуру пайки. Он также возникает при наличии влаги в некоторых компонентах. Чтобы избежать этой распространенной ошибки, необходимо соблюдать правильные процедуры пайки.
Холодные соединения — Пайка печатных плат
Холодное соединение означает плохое соединение между компонентами и платой печатной платы. При слишком низкой температуре пайки этот распространенный вид возникает, когда вы не позволили паяльнику нагреться в достаточной степени. Если на него не обращать внимания, это приводит к образованию трещин и, в конечном итоге, к выходу из строя всего элемента.
Перегретые соединения — Пайка печатных плат
В отличие от этого, перегретые соединения возникают, когда температура пайка печатных плат слишком высока или когда припой не течет. Это также приводит к выходу из строя всего элемента, поэтому его следует избегать.
Тумбстонинг — Пайка печатных плат
Тумбстонинг — распространенная проблема при пайка печатных плат. Она возникает, когда пассивный компонент, например резистор, частично отходит от площадки с одного конца. Как следует из названия, это напоминает плиты, которые часто можно встретить на кладбище.
Эта проблема возникает, когда припой на одной площадке не успевает завершить процесс смачивания. Чтобы избежать этой проблемы, необходимо проверить размеры площадок и использовать более качественную отделку печатной платы.
Одним из способов избежать этого является проверка размеров площадок. Если размеры одной площадки больше другой, процесс смачивания будет завершен быстрее, поскольку дополнительная медь будет выполнять функцию теплоотвода.
Недостаточное смачивание — Пайка печатных плат
Смачивание — это идеальная ситуация, когда припой, нанесенный на плату, достиг жидкого состояния, что позволяет ему правильно прикрепиться к площадке или компоненту. Когда этот процесс недостаточен, припой не сцепляется должным образом с элементом или площадкой, что приводит к слабым соединениям.
Инженеры вызывают это, когда они не прикладывают достаточно тепла к ручке и площадке, или когда они не дают припою достаточно времени для растекания. Очистка печатной платы и нагрев как площадки, так и штыря помогут предотвратить эту проблему.
Пропуски припоя — Пайка печатных плат
Пропуски припоя — это непаяные поверхностные монтажные соединения. Это происходит, когда припой переходит на площадку поверхностного монтажа, в результате чего область или площадка оказываются не соединенными. Как правило, следует избегать неравномерного расположения площадок для SMD-компонентов.
Приподнятые площадки — Пайка печатных плат
Как следует из названия, приподнятые площадки возникают, когда площадка компонента приподнимается от печатной платы. Обычно это происходит, когда вы пытаетесь удалить деталь, которая была припаяна по ошибке. Высокая температура пайки или чрезмерные усилия на одном из соединений также приводят к поднятию площадки.
Эти проблемы затрудняют работу с площадкой, поскольку она становится хрупкой. Некоторые конкретные платы подвержены этой проблеме, особенно платы с тонким медным слоем.
Соединения с паяльным голоданием — Пайка печатных плат
Соединение с недостатком припоя — это соединение, в котором недостаточно припоя, что приводит к отсутствию надежного электрического контакта. Это происходит при недостаточном нагреве выводов.
Хотя такое соединение все еще может выполнять свою функцию, оно имеет недостаток в виде более слабого соединения. Со временем появятся трещины от напряжения, что приведет к выходу соединения из строя. Для решения этой проблемы необходимо повторно нагреть соединение.
Брызги припоя — Пайка печатных плат
Применение чрезмерного количества флюса или недостаточный предварительный нагрев вызывают разбрызгивание припоя. Брызги припоя могут привести к тому, что кусочки припоя прилипают к паяльным маскам в виде брызг. Как правило, перед пайкой следует убедиться, что поверхность печатной платы чистая. Это действие поможет вам предотвратить разбрызгивание припоя.
Отверстия для штифтов и отверстия для продувки — Пайка печатных плат
Эти проблемы обычно возникают при пайке волной, и их легко обнаружить, поскольку они проявляются в виде отверстий в паяных соединениях. Эти отверстия образуются, когда избыточная влага, скопившаяся на плате, пытается выйти через тонкое медное покрытие.
Вы можете избежать этой проблемы, предварительно нагрев платы, так как это обеспечит выход содержащейся в ней влаги в виде пара.
Флаги припоя — Пайка печатных плат
Флаг припоя возникает, когда припой слишком медленно стекает с паяльной машины. Обычно эта проблема связана с ненормальной высотой припоя на плате. Вы должны стараться избегать непоследовательного нанесения флюса во время пайка печатных плат, чтобы предотвратить появление флагов припоя.
Шарики припоя — Пайка печатных плат
Шарики припоя — это сферические кусочки припоя, отделившиеся от основного тела, образующего соединение. Они образуются в результате избытка оксидов в паяльной пасте.
Шарики припоя образуются, когда воздух или водяной пар, застрявшие в паяльной пасте, выходят и превращаются в жидкость. Когда этот процесс происходит быстро, небольшое количество жидкого припоя забирается из соединения; поэтому после остывания образуется шарик припоя. Исходя из опыта, избегайте использования шариков диаметром более 0,13 мм.
Вам также следует избегать хранения печатной платы во влажной среде, так как это гарантирует, что печатная плата не будет содержать воду. Как правило, все печатные платы перед пайка печатных плат или сборкой следует просушивать, а также избегать применения слишком большого количества флюса в паяльной пасте.
Обесцвечивание припоя — Пайка печатных плат
Эта проблема обычно возникает не по вине инженера, а по вине производителей. Обычно это происходит из-за использования производителями различных флюсов. Также причиной может быть более высокая температура при пайке волной.
Классификация
• По способу нагрева соединяемых деталей и
припоя
• В зависимости от характера окружающей
среды
• По способу введения припоя
• В зависимости от температуры в зоне
соединяемых материалов
Флюсы
применяют для удаления оксида
химических веществ. Флюсы улучшают
условия смачивания поверхности,
растворяя имеющиеся на поверхности
паяемого металла и припоя оксидные
плёнки.
Различают флюсы для мягких и твёрдых
припоев, а также для пайки алюминиевых
сплавов, нержавеющих сталей и чугуна.
Паяльник – это ручной инструмент различной
формы и массы. Часть паяльника, которой
непосредственно паяют, выполняется из меди.
Нагрев медной части паяльника можно производить
с помощью электричества (электрический паяльник),
над газовым пламенем (газовый паяльник) или в
горне.
Для нагрева паяльников и некоторого прогрева
соединяемых металлов могут применяться паяльные
бензиновые лампы.
Пайку широко применяют в различных
отраслях промышленности.
К преимуществам пайки относятся: незначительный
нагрев соединяющихся частей, что сохраняет
структуру и механические свойства металла;
сохранения размеров и форм детали; прочность
соединения.
Современные способы позволяют паять
углеродистые, легированные и нержавеющие стали,
цветные металлы и их сплавы.
По способу введения припоя
Выделяют следующие виды пайки:
• заливкой, с предварительной укладкой
припоя к месту соединения(шва);
• с предварительным избыточным
обслуживанием поверхностей
соединяемых деталей;
• с введением припоя паяльниками;
• с применением палочных или трубчатых
припоев.
Пайка мягкими и твёрдыми припоями
Пайка мягкими припоями делится на
кислотную и бескислотную.
При кислотная пайке в качестве флюса
употребляют хлористый цинк или техническую
соляную кислоту. После кислотной пайки не
исключена возможность появления коррозии.
При бескислотной пайке — употребляют
флюсы, не содержащие кислот: канифоль,
стеарин, паяльную пасту и др.
Безкислотной пайкой получают чистый шов.
Лужение нанесении на деталь тонкого слоя олова
или сплавов олова (со свинцом, цинком, висмутом и
т. д.) с целью предохранения поверхностей от
коррозии и окисления, придания им необходимых
свойств, например, для декоративной обработки
поверхности при изготовлении художественных
изделий или подготовки поверхности подшипников
перед заливкой баббитом, перед пайкой. Этот слой
носит название полуда.
Пайка может выполняться либо в защитной
атмосфере, либо с использованием флюсов,
предохраняющих поверхности соединяемых
деталей от возможного окисления при
повышенной температуре.
ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование
паяного шва при температуре ниже температуры
автономного плавления соединяемых металлов.
Это обстоятельство дает возможность вести
процесс в условиях общего нагрева и позволяет:
• осуществлять групповую пайку и широкую ее
механизацию и автоматизацию, что обеспечивает
высокую
производительность
процесса
в
крупносерийном и массовом производстве;
Пайка волной — окончательное руководство по эффективной пайке
Пайка волной — это процедура пайки, которая позволяет производить массовое производство печатных плат за короткое время. Режим ее работы довольно прост: она подает поток припоя на печатную плату, тем самым припаивая компоненты к плате.
Технические подробности о пайке волной
Очень важно обеспечить адекватный температурный режим во время процесса пайки волной. Этот шаг поможет предотвратить механическое напряжение на печатной плате.
Когда использовать пайку волной
Пайка волной применима для сборки печатных плат с поверхностным монтажом. Они также подходят для сварки электронных компонентов со сквозными отверстиями.
Процесс пайки волной
Первым шагом в пайке волной является выбор правильного аппарата для пайки волной. Как правило, существует два типа машин для пайки волной: машины для бессвинцовой пайки и машины для пайки волной свинца.
Обе машины содержат некоторые основные части и работают одинаково. Конвейер транспортирует печатные платы через различные зоны. Поддон, распылитель флюса, площадка предварительного нагрева и насос, встроенные в устройство, генерируют волну.
Машины для пайки свинцом обычно содержат 49,5 % свинца, 50 % олова и 0,5 % сурьмы. Бессвинцовые механизмы остаются лучшим вариантом, если вас беспокоит риск для здоровья, связанный с использованием машин на основе свинца.
При использовании оловянно-свинцовых сплавов для пайки рабочая температура всегда должна оставаться в диапазоне 255 ºC — 265 ºC. Также необходимо учитывать общий вес печатной платы и деталей. Тяжелые компоненты могут выдерживать температуру до 280 ºC, в то время как легкие компоненты могут нагреваться до 230 ºC.
Следующим шагом будет нанесение жидкого флюса на поверхность печатной платы. Эта процедура помогает удалить грязь и окислы с поверхности металла, тем самым повышая качество пайки электронных компонентов.
Стандартным методом нанесения флюса на поверхность печатной платы является метод распыления. Этот метод предполагает распыление флюса на плату через сопло по мере прохождения платы. Другой метод заключается в использовании вспенивающегося флюса, который позволяет прикрепить флюс к плате.
Оба метода полезны, но имеют свои недостатки. При использовании метода вспенивания флюса легко получить некачественную пайку, если не удается равномерно нанести флюс. В то время как при методе распыления флюс легко проходит через зазоры.
Предварительный подогрев перед первичным процессом сварки помогает получить наилучшие результаты пайки. Он помогает флюсу проникнуть в каждую часть печатной платы.
Печатную плату следует очистить деионизированной водой, чтобы избавиться от остатков флюса.
Виды пайки
Пайка погружением похожа на пайку волной, так как обычно используется для поверхностного монтажа и сборки плат со сквозными отверстиями. Однако сфера ее применения несколько ограничена, поскольку это ручной процесс автоматической пайки. Тем не менее, он обеспечивает надежные механические и электрические соединения.
Пайка оплавлением помогает закрепить компоненты поверхностного монтажа на печатной плате. При пайке оплавлением паяльная паста, созданная из флюса, используется для крепления компонентов на детали.
Процесс пайки оплавлением намного проще, чем процесс пайки волной, поскольку условия окружающей среды не оказывают существенного влияния. Вам не придется следить за тем, как долго печатная плата остается в волне припоя. Также вам не придется уделять слишком много внимания температуре печатной платы.
Селективная пайка волной припоя
Селективная пайка будет лучшим вариантом, если вы опасаетесь, что компоненты могут не выдержать высоких температур, связанных с пайкой оплавлением или волной припоя. Конкретный процесс пайки волной выполняется с помощью конкретной машины для пайки волной.
На рынке представлено несколько машин для селективной пайки волной, например, машины с припойным горшком и стандартные машины с азотом, вставленным в них.
Рекомендации по селективной пайке волной
Процесс пайки селективной волной довольно прост. Все, что нужно сделать перед пайкой, — это нанести жидкий флюс и предварительно нагреть печатную плату. После предварительного нагрева необходимо использовать паяльную насадку для пайки соединений.
Проблемы выборочной пайки
Во время этого процесса могут возникнуть такие распространенные проблемы, как наплывы припоя, избыток припоя и шарики припоя. Эти проблемы возникают из-за чрезмерной сварки или высоких температур, связанных с наклеиванием паяльной маски.
Также следует избегать экстремально высоких температур, вызывающих растворение медной подкладки в расплавленном припое.
Стоимость аппарата для пайки селективной волной
Хотя аппарат для пайки селективной волной не выходит с конвейера дешевым, он стоит дешевле, чем аппарат для пайки волной. Кроме того, он выгоден тем, что требует меньшего расхода флюса и припоя.
Кроме того, аппарат селективной пайки волной в пять раз дешевле, чем аппарат пайки волной. Он также отличается меньшей потребностью в электроэнергии, меньшим расходом флюса и припоя.
Дефекты и проблемы при пайке волной
Проблемы возникают в процессе пайки волной, когда среда пайки не контролируется должным образом или когда температура слишком высока. Вот некоторые из дефектов и проблем, которые вы можете заметить:
Увеличивается расход флюса и припоя
Повышается потребление электроэнергии
Неравномерная толщина припоя
Стоимость пайки волной
Машины для пайки волной стоят намного дороже, чем машины для селективной пайки. Такая высокая стоимость связана с проблемами и сложностью процесса пайки волной.
Высокая механическая прочность паяного
соединения может быть обеспечена только
при тщательном соблюдении технологии
пайки. Недостаточно тщательная очистка
деталей перед пайкой, неправильная
конструкция паяного шва, несоблюдение
температурного режима пайки неизбежно
приводят к появлению различного рода
дефектов в паяном шве и ослаблению
паяного соединения.
Травление металлов
• Удаление с поверхности металлов окислов,
ржавчины и окалины в растворах кислот,
солей или щелочей называется
травлением. Травление осуществляется
химическим и электрохимическим
способами.
Тугоплавкие припои
представляют собой тугоплавкие металлы и сплавы,
из них широко применяют медно-цинковые и
серебряные.
Добавка в небольших количествах бора повышает
твёрдость и прочность припоя, но повышает
хрупкость паяных швов.
Температура плавления тугоплавких припоев составляет
от 600 до 1450 °C..
Определение «пайка»
Пайкой называется
технологический процесс
образования неразъемного
соединения металлических
деталей путем нагрева (ниже
температуры их автономного
расплавления) и заполнения
зазора между ними
расплавленным припоем,
образующим после
кристаллизации (застывания)
прочный механический спай
(шов).
Склеиванием называют неразъемное соединение
деталей изделий путем обмазки соединяемых
поверхностей изделия веществом (или смесью
веществ), называемым клеем, их соединения и
выдерживания под некоторой нагрузкой до
затвердения клея. В ряде случаев применяется
подогрев склеенных деталей.
Клей представляет собой вязкое вещество,
обладающее склеивающей способностью. Клей
состоит из наполнителя, отвердителя, растворителя
связующего компонента, пластификатора.
Паяльник периодического подогрева
ТИПЫ ФЛЮСОВ
• 1) Твердые порошкообразные флюсы — смеси
различных солей, применяются чаще всего при
паянии тугоплавкими припоями (бура, борная
кислота и их смеси).
• 2) Жидкие флюсы — водные растворы хлористых
солей (хлористый цинк и хлористый аммония,
спирт, глицерин и т. д.)
• 3) Газообразный флюс — хлоро-водородный газ,
однако широкого распространения этот флюс не
имеет.
• 4) Борорганические вещества . При сгорании этих
веществ образуются окислы бора, которые и
выполняют роль флюса.
Технологический процесс склеивания
Независимо от склеиваемых материалов и марок
клеев, процесс состоит из следующих этапов:
взаимная подготовка, очистка от пыли и
жира,
придание необходимой шероховатости;
нанесения клея кистью, шпателем,
пульверизатором;
затвердевание клея и контроль качества
клеевых соединений.
Из цветных металлов хуже всего склеивается медь,
немного лучше – латунь и бронза.
При подготовке поверхностей деталей,
подлежащих пайке, производится удаление
механическим или химическим способом
загрязнений, ржавчины, оксидных и жировых
пленок.
В простейшем случае поверхности деталей
промываются бензином или спиртом.
По способу нагрева соединяемых деталей и припоя
Различают пайку:
• паяльником,
• токами высокой частоты,
• в печах,
• горелкой,
• в жидких средах,
• ультразвуком.
Общие требования к флюсам:
5) должны предохранять поверхность
паяемого металла и расплавленного
припоя от окисления при нагреве в
процессе пайки;
6) растворять окисные пленки на
поверхности паяемого металла и
припоя;
7) не вызывать сильной коррозии
паяного соединения;
8) не выделять при нагреве ядовитых
газов.
В слесарном деле наибольшее
распространение имеют синтетические клеи:
фенольные БФ-2, БФ-4, ВК-32-200, ВС-350,
эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ,
полиамидные ППФЭ-2/10, МПФ-1,
карбинольные и полиуретановый ПУ-2.
Этими клеями кроме металлов можно
склеивать также и неметаллические изделия,
такие как дерево, стекло, керамику,
искусственные материалы, кожу, ткани
бумагу и т. д.
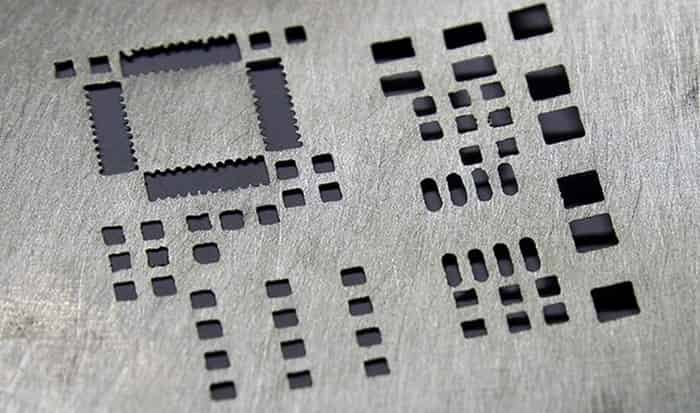
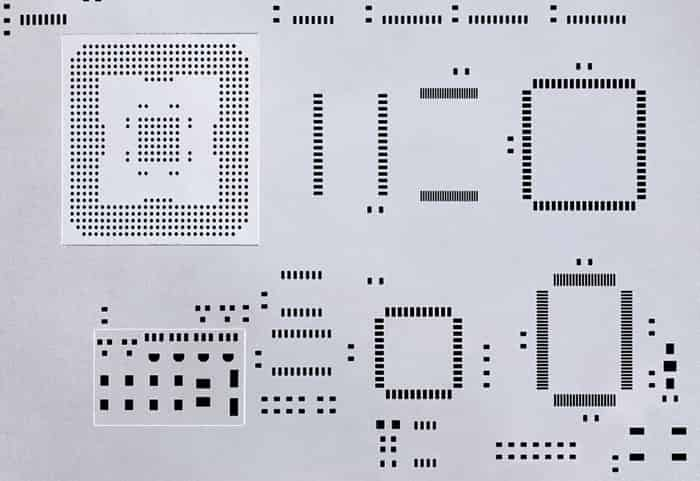
Какие виды трафаретов для плат бывают
В большинстве случаев трафареты для печатных плат делятся на два вида:
- одноуровневые, используются чаще всего для монтажа компонентов с одинаковой длиной;
- двух и более уровневые, которые отличаются более сложным изготовлением и применяются преимущественно для монтажа сложных электронных компонентов.
Выбор того или иного вида трафарета зависит от потребностей изготовления печатной платы.
Вспомогательные процессы при пайке
• При пайке шов должен быть
обязательно прогрет до температуры
начала плавления припоя (температуры
солидуса).
• Одновременно с прогревом паяного
шва обычно происходит и расплавление
припоя.
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
• Однако
потенциальные
возможности
повышения прочности паяных швов
достаточно велики в связи с малым
объемом литого металла в паяном
соединении, развитием новых способов
пайки и в первую очередь диффузионной
пайки,
достижениями
в
области
интерметаллидного упрочнения сплавов в
литом состоянии.
ОБЕЗЖИРИВАНИЕ
• Обезжиривание- процесс удаления жиров и масла с
поверхности металла.
Обезжиривание в органических растворителях
• Детали погружают в ванну с бензином или керосином и затем
волосяной щеткой очищают их поверхность.
• Окончательная очистка производится во второй ванне с
более чистым растворителем.
• Затем протирают поверхности паяемого шва волосяными
щетками, смоченными разведенной до кашицеобразного
состояния венской известью.
• При выполнении травления и нейтрализации следует
работать в резиновых перчатках, фартуке и защитных очках
во избежание ожогов и порчи одежды.
В зависимости от характера окружающей среды
Пайка:
• в вакууме
• нейтральных газах
• восстановительной
среде
• Особо важное значение имеют вопросы обеспечения
равнопрочности паяных соединений. Как известно,
препятствиями для достижения равнопрочности паяных
соединений в ряде случаев являются более низкая
прочность и пластичность большинства припоев по
сравнению с паяемым металлом, литая структура в шве,
высокое химическое сродство компонентов припоев с
основой или компонентами паяемого материала,
приводящее к росту прослоек химических соединений,
развитие в паяном соединении диффузионной
пористости, слабая активность газовых сред и флюсов
при температуре пайки, нетехнологичность конструкции
паяемых соединений и изделий, развитие остаточных
паяльных напряжений в элементах и паяных
соединениях и др.
Безопасность труда
При пайке и лужении необходимо соблюдать следующие
правили безопасности:
рабочее место паяльщика должно быть оборудовано
местной вентиляцией (скорость движения воздуха не менее
0,6м/с);
не допускается работа в загазованных помещениях;
по окончанию работы и перед принятием пищи следует
тщательно мыть руки с мылом;
серную кислоту следует хранить в стеклянных бутылках с
притёртыми пробками; пользоваться нужно только
разведённой кислотой;
при нагреве паяльника следует соблюдать общие правила
безопасного обращения с источником нагрева;
у электрического паяльника рукоятка должна быть сухой и не
проводящей тока.
• получать соединения в скрытых и малодоступных
местах изделий, изготовлять тонкостенные
изделия с большой плотностью паяных
соединений и их объемным расположением за
один
нагрев,
повышать
коэффициент
использования
материала
и
снижать
металлоемкость изделий;
• соединять детали не только последовательно по
контуру шва, как при сварке плавлением, но и
одновременно, в том числе по поверхности, что
обусловливает
возможность
варьирования
прочности паяных соединений и конструкции
изделий;
• обеспечивать
плавность
галтельных
участков шва, а следовательно, высокую
прочность и надежность их в условиях
вибрационных
и
знакопеременных
нагружений;
• разъединять детали и сборочные единицы
путем распайки при температуре ниже
температуры
автономного
плавления
паяемого материала и ремонтировать
изделия в полевых условиях.
Процесс образования паяного шва
Стадии процесса:
1) механическая зачистка поверхности
изделия;
2) обезжиривание;
3) травление кислотами;
Иногда изделия перед паянием
предварительно лудятся.
4) расплавление припоя;
5) растекание жидкого припоя по
поверхности твердого металла и заполнение
паяемого шва;
Общие требования к флюсам:
1) должны иметь высокую
жидкотекучесть;
2) должны иметь стабильность
химического состава;
3) должны иметь высокую
активность в широком интервале
температур;
4) улучшать условия смачивания
поверхности паяемого металла
расплавленным припоем;
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Припои должны обладать следующими свойствами:
1. иметь температуру плавления ниже
температуры плавления спаиваемых
материалов;
2. обеспечивать достаточно высокую
сцепляемость, прочность, пластичность и
герметичность паяного соединения;
3. иметь коэффициент термического расширения,
близкий к соответствующему коэффициенту
паяемого материала.
Универсальный клей БФ-2 применяют
для склеивания металлов, стекла,
фарфора, бакелита, текстолита и других
материалов.
Клей БФ-4 и БФ-6 применяют для
получения
эластичного
шва
при
соединении тканей, резины, ферта. По
сравнению с другими клеями они имеют
небольшую прочность.
• Стадии процесса:
6) растворение основного металла у шва в
жидком припое и взаимная диффузия металлов;
7) охлаждение и кристаллизация припоя в паяном
шве;
8) обработка соединения после пайки (удаление
лишнего припоя, флюса);
9) сборка.
Дефекты при склеивании
Причины непрочности клеевых соединений:
плохая очистка склеиваемых поверхностей;
неравномерное нанесения слоя на склеиваемые
поверхности;
затвердевание нанесённого на поверхности
клея до их соединения;
недостаточное давление на соединяемые части
склеиваемых деталей;
неправильный температурный режим и
недостаточное время сушки клеевого
соединения.
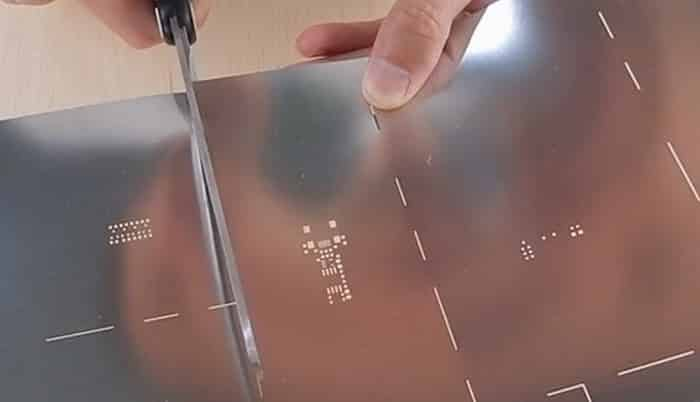
Как сделать трафарет для печатной платы в домашних условиях
Изготовление трафаретов для печатных плат может осуществляться из разных материалов. Годами ранее в качестве таких материалов использовались металлические сетки, которые, впрочем, не отличались долговечностью в использовании.
Какие виды трафаретов для плат бывают
Сегодня трафареты для монтажа плат изготавливают путём химического травления, с применением гальванопластики, а также лазерной резки. Лазерная резка позволяет получить наиболее качественные трафареты, с гладкими краями и высокой точностью.

Чтобы сделать трафарет для печатной платы в домашних условиях потребуется кусок жестянки, можно от пивной банки, и лазерный негатив самого трафарета, который придется распечатать на принтере. Весь процесс не отличается сложностью, а его последовательность представлена ниже.
Последовательность изготовления трафарета для монтажной платы:
- Сначала нужно вырезать квадрат или прямоугольник из пивной банки. Чтобы разровнять жестянку можно использовать горячий утюг для её выравнивания;
- После выравнивания поверхность жестянки следует зачистить мелкозернистой наждачной бумагой. Вместо наждачки можно использовать едкий натр или ацетон, здесь всё зависит от обрабатываемых материалов;
- Далее на лазерном принтере печатается негатив. Важно, для этих целей необходимо использовать специальную бумагу, которая предназначена для переноса тонера;
- После распечатывания трафарета бумага прикладывается к зачищенной стороне жестянки и прикрепляется к ней с помощью скотча.
На заключительном этапе нужно перевести тонер с бумаги на жестянку, после чего обработать её в специальном растворе для травления плат. Несмотря на всю кажущуюся сложность, достаточно лишь раз понять, как сделать трафарет для печатной платы, и в последующие разы сложностей с этим не возникнет.
• ограничиваться при пайке давлениями на
порядок меньшими, чем при сварке давлением;
• соединять разнородные металлические и
неметаллические материалы и с большей
разностенностью деталей, чем при сварке
плавлением;
• выбирать температуру процесса в зависимости от
необходимости сохранения механических свойств
материалов изделия после пайки, возможности
совмещения
нагрева
под
пайку
с
термообработкой и выполнения ступенчатой
пайки;
Заключение
В этой статье вы узнали о выборе лучшего припоя для печатных плат, избегании распространенных проблем пайка печатных плат, изготовлении хороших шариков припоя и пайке волной. К настоящему времени вы также должны знать различные типы пайки печатных плат и методы устранения различных неполадок. Если вы будете следовать полезным советам, изложенным в этой статье, вы добьетесь наилучших результатов при пайке печатных плат.




")

