

- Как правильно паять полипропиленовые трубы
- Описание технологии сварки
- Аппараты для сварки
- Процесс сварки
- Таблица пайки полипропиленовых труб
- Как паять пластиковые трубы без проблем
- Работаем на верстаке и «по месту»
- Крепим сварочный аппарат
- Зачистка обязательна!
- Правильный рез
- Последний узел не сваривается!
- Другие ошибки
- Порядок выполнения пайки
- Подготовка к свариванию
- Подготовка оборудования
- Подготовка труб к свариванию
- Разогрев полипропилена
- Особенности пайки
- Охлаждение и проверка герметичности
- Как подбирается температура пайки на практике
- Соединение труб армированных алюминием
- Ошибки при пайке полипропиленовых труб
- Как паять полипропиленовые трубы видео
- Как паять армированные полипропиленовые трубы видео
- Влияние ошибок на качество
- Пайка полипропиленовых труб в труднодоступных местах
- Какие полипропиленовые изделия выбрать
- Инструмент для монтажа полипропиленовых труб
- Паяльные машины для сварки труб
- Виды паяльников для полипропилена
- Критерии выбора сварочных аппаратов
- Инструкция
- Базовые навыки по монтажу полипропиленовых труб
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Процедура сварки полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Выводы и полезное видео по теме
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
Нагрев элементовСоединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Как паять пластиковые трубы без проблем
Приведенная выше инструкция описывает общие положения работы по свариванию полипропиленовых труб. Но есть интересные моменты, которые могут поставить в тупик неопытного мастера.
Работаем на верстаке и «по месту»
Далеко не все узлы будущего трубопровода можно спаять с удобствами, на подготовленном верстаке. Конечно, следует максимум работ проводить именно там, и дело вовсе не в личном комфорте мастера – так меньше риск неправильного соединения элементов. Но иногда требуется спаять детали «по месту», поэтому лучше заранее разметить схему будущих коммуникаций на стене, полу или потолке, закрепить клипсы, которые будут удерживать трубы в нужном положении.

Крепим сварочный аппарат
При вставке и извлечении нагреваемых элементов настольный, никак не закрепленный «утюг» будет дергаться в разные стороны. Это приводит как к проблемам с извлечением фрагментов, так и к ожогам (при попытке удержать падающий аппарат), и к его поломке.
Поэтому лучше зафиксировать паяльник на верстаке или рабочем столе любым доступным способом – с помощью «родной» или добавленной в конструкцию струбцины, саморезов и так далее.

Зачистка обязательна!
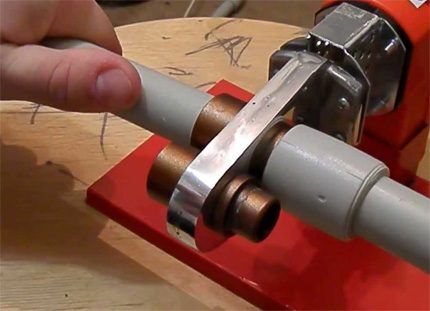
Один из ярких примеров – состыковка изделий, армированных алюминием не снаружи, а в середине стенки.

Чтобы правильно паять такие полипропиленовые трубы, необходимо зачистить слой алюминия – но как это сделать, если он находится между слоями пластика, а не снаружи?
Для этого существует специальный торцевательный инструмент, позволяющий удалить алюминиевую фольгу именно между слоями.


Режущие кромки, «выскабливающие» фольгу, смещены к центру изделия. Благодаря этому алюминий удаляется, пластик остается на месте – труба готова к свариванию.

На фото показано, как выглядит стык между подготовленными (справа) и не подготовленными (слева) фрагментами. Хорошо заметно, что в первом случае спайка получилась плотной, во втором явно видно расслоение. При недолгом использовании данный дефект не имеет значения, но для трубопроводов, по которым подается горячая вода (от бойлера или отопительного котла) возможна разгерметизация и выход коммуникаций из строя.

Схема демонстрирует последствия неплотного стыка двух вроде бы сваренных труб, расслоение изделия и вздутие внешнего слоя полипропилена в процессе эксплуатации.
Важно: трубы, армированные стекловолокном, не нуждаются в зачистке! Это связано с тем, что принятая для полипропилена температура сварки позволяет расплавлять до возможности диффузии и стекловолокно.

Правильный рез
Иногда пользователям кажется, что срез трубы по косой – под углом 45 градусов – сможет увеличить площадь контакта и тем самым усилить сварной шов. Это на самом деле так, но при подобном варианте обрезки возникают проблемы:
- с соосностью деталей – трудно правильно соединить отрезки трубы внутри муфты, неизбежно возникает зазор;
- с нагревом свариваемых участков – косой срез не позволяет полностью надеть на нагревательный элемент нужный фрагмент изделия. Один край нагревается слабее, другой сильнее.
Последний узел не сваривается!
Так бывает, если неопытный сварщик неточно рассчитал длины и расположение фрагментов трубопровода. Когда нет возможности вставить между двумя последними свариваемыми элементами дорн с насадками и муфту, можно решить вопрос иначе – вварить в подлежащие соединению элементы металлические вставки.

Такая резьбовая пара с накидной гайкой позволяет прочно и качество скрепить два фрагмента и при этом вваривается без особых проблем.
Попытка сэкономить при покупке труб и фитингов чревата протечками и вздутиями труб в дальнейшем, поэтому лучше приобретать продукцию проверенных производителей.
Необходимо также отказаться от совмещения изделий разных фирм – небольшая разница в составе или технологии производства товаров иногда приводит к критическим проблемам в готовых коммуникациях.
Другие ошибки
Среди наиболее «популярных» ошибок часто встречаются:
- чрезмерный нагрев элементов. В результате труба сильно деформируется и закрывает просвет муфты, мешая тем самым свободному течению воды в водопроводе;
- отказ от обезжиривания поверхностей и/или зачистки. При этом диффузия происходит не по всей поверхности, остаются «островки», где пластик не сплавился. Результат – выход соединения из строя при повышении давления или температуры;
- не удалена вода (при ремонте эксплуатируемого водопровода). Сделать это можно с помощью ветоши и теплого (не горячего!) потока воздуха из бытового или строительного фена;
- неплотное соединение. Так бывает, если труба вставлена в фитинг не полностью или диаметры не совпадают.
Еще одна распространенная ошибка неопытных мастеров – отказ от защитных перчаток. Высокая температура нагрева полипропилена ОБЯЗАТЕЛЬНО требует защиты рук, при этом желательно использовать перчатки из натуральных материалов – лучше замши. Они не стесняют движения и при этом не начинают тлеть при нагреве, в отличие от хлопковых. Резиновые и прорезиненные перчатки использовать нельзя!
Более детально типичные ошибки рассмотрены в видео «Как не надо паять полипропиленовые трубы».
https://youtube.com/watch?v=MNUPdMSXQzc%3Ffeature%3Doembed
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.

Перед выполнением сварки нужно подготовить все необходимое
Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину. Важно следить за временем нагревания. В противном случае есть риск деформации поверхности. Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Обратите внимание! Корректировать положение можно в течение 2-4 секунд. При этом фрагменты запрещено сгибать или поворачивать.
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
https://youtube.com/watch?v=EeL6oob4QiI%3Ffeature%3Doembed
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
https://youtube.com/watch?v=LhnDmiVBHxU%3Ffeature%3Doembed
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
https://youtube.com/watch?v=fUJLd3OSuJ0%3Ffeature%3Doembed
Влияние ошибок на качество
Перечень распространенных ошибок среди новичков при сваривании полипропиленовых трубопроводов, и как они влияют на качество соединения:
- При соединении изделий встык с неровно обрезанными концами, т.е. не под прямым углом, торцы соприкасаются в скошенной плоскости, соответственно нарушается соосность труб. Это становится заметным после прокладки нескольких метров трубопровода. По этой причине часто приходится демонтировать и прокладывать заново весь узел коммуникаций, особенно при монтаже полипропиленовых труб в штробы.
- На высококачественных материалах после их перегрева можно не заметить образование дефектов. При этом возможна внутренняя деформация изделия, в результате чего расплавленный пластик забивает проход для воды. В процессе эксплуатации узкое отверстие быстро забивается мусором, трубопровод выходит из строя.
- Грубейшая ошибка новичков – прокрутка соединяемых деталей вокруг оси для корректировки их расположения на спаечном этапе. Пластик быстро застывает, поэтому такие манипуляции приводят к некачественному соединению. Изделия в некоторых точках могут «прихватиться», но при запуске трубопровода в эксплуатацию и подаче по нему воды под давлением произойдет разрыв спаянного соединения.
- Армированные трубы применяются чаще всего для обустройства коммуникационных систем, эксплуатирующихся под высоким давлением. Если армирующий слой на участке спайки изделий снять не полностью, остатки алюминиевой фольги в процессе сварки создадут неконтактную зону. Во время эксплуатации магистралей именно на подобных участках часто обнаруживают утечки.
Также стоит отметить, что при некачественном обезжиривании спаиваемых ПВХ поверхностей происходит отторжение материала. На таких участках паяние деталей осуществляется частично либо вообще не происходит. Возможно трубопровод после ввода в эксплуатацию какой-то период отработает даже без протечек, но через некоторое время обязательно произойдет порыв.
Несколько рекомендаций как избежать типичных ошибок
Первое и самое важное требование при сварке-пайке полипропиленовых труб – это надежная фиксация паяльного оборудования на горизонтальном основании. От этого в первую очередь зависит качество шовного соединения заготовок.

Перед началом монтажных работ, особенно когда осуществляется пайка полипропиленовых труб в труднодоступных местах, необходимо подготовить все расходные материалы, сварное оборудование, инструменты, насадки и прочее. Все заготовки из труб уже должны быть нарезаны по размерам, зачищены и обработаны, т.е. полностью подготовлены к соединению.

При выполнении сварки-пайки ПВХ труб крупных размеров не рекомендуется менять температуру прогревания материала. Нужно ориентироваться по цветовым индикаторам:
- красный – оповещает о включении нагревателя паяльника;
- зеленый – оповещает о прогреве до установленной температуры.
Независимо от диаметра спаиваемых труб температурный режим для прогревания материала не меняется. Увеличивается либо уменьшается временной период прогревания свариваемых изделий.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.
Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Инструмент для монтажа полипропиленовых труб
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Когда изучается информация, как правильно паять полипропиленовые трубы, нужно учитывать, что сначала составляется схема разводки водопровода в квартире, частном доме. Это необходимо сделать для расчета количества материалов, определения точной длины коммуникаций.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник Мечевидный паяльник Дорны и гильзы для двух видов паяльников. Размеры насадок на паяльник
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Инструкция
В общих чертах для профессионала сварка труб выглядит просто: нагрел, соединил, зафиксировал. Ключевое слово здесь – для профессионала. Для начинающих специалистов и просто домовитых хозяев процедура состоит из большего количества этапов. И выполнять их сложнее.
Существует два способа сварки – встык и в раструб.
Когда две части трубы соединяются встык, не применяют дополнительных деталей. Труба меньшего диаметра вставляется в изделие большего диаметра. Это простой, но не самый эффективный способ. Таким образом сложно соединять трубный прокат, если он не идет только по прямой.
Метод в раструб гораздо надежнее. Он подразумевает соединение деталей с использованием фитингов различной конфигурации. При помощи фитингов можно легко менять направление трубопровода, делать разветвления и сложные системы подачи воды.


В обоих случаях сварка или пайка – это стыковка двух нагретых деталей. За счет того, что детали с двух концов мягкие и податливые для деформации, происходит диффузия (взаимное проникновение материалов). Образуется прочное соединение. По своим характеристикам трубопровод в месте соединения не отличается от характеристик заводского изделия из пропилена.
Моделей паяльников для ПП-труб много, но их строение одинаковое:
- Корпус. Имеет устойчивую нижнюю часть, подставку и рукоятку.
- Нагревательный элемент. Максимальная температура нагрева – 260 градусов. Сверху имеется защитный кожух.
- Регулятор температуры. Может быть механическим или электронным. Есть световые индикаторы.


Виды паяльников отличаются формой нагревательного элемента или жала. Популярностью пользуются два вида: «утюг» и «стержень».
Стержневой паяльник появился раньше. Его жало – это цилиндр диаметром в несколько сантиметров. На цилиндре фиксируется насадка. С одной стороны, она приспособлена для нагревания трубы, с другой – для фитинга.


Фитинг нагревается изнутри. Он надевается сверху на насадку. Труба, в свою очередь, нагревается снаружи. Она вставляется в отверстие насадки.
В процессе работы от температурного воздействия крепление насадок на стержне может «разбалтываться». Их приходится подкручивать, поэтому стержневой паяльник менее удобен, чем в форме утюга.
Жало-утюг представляет собой вертикальную пластину с тремя отверстиями для установки насадок. Толщина пластины варьируется в пределах нескольких сантиметров. Её «нос» заострен, и в целом пластина напоминает подошву утюга, расположенную вертикально. Отсюда и название такого типа жала.


С одной стороны фиксируются насадки для труб, с другой – для фитингов. В процессе пайки они не разбалтываются, что гораздо удобнее, чем у стержневого.
Также ширина от края левой насадки до края право насадки меньше, чем на стержневом паяльнике, поэтому он удобнее для работы в труднодоступных местах.
Важную роль играет количество насадок с разными диаметрами и качество их покрытия. Чем больше ассортимент, тем больше видов труб можно использовать в сантехнических работах.
В стандартных комплектах 3 или 4 насадки. Для бытового использования паяльника этого достаточно. А вот для профессионального использования в сантехнических работах нужно докупить ещё несколько разновидностей.


Ещё при выборе паяльника нужно учесть мощность инструмента. Выбирать ее по принципу «чем мощнее, тем эффективнее» – неправильно. Такой инструмент будет только зря расходовать энергию, а не улучшать результат работы.
Для выбора паяльника под конкретные нужды существует простое правило. Диаметр труб (в миллиметрах) нужно умножить на 10 Вт. Полученное число – необходимая мощность. При работе с разными по диаметру изделиями и полипропилена нужно ориентироваться на самый большой.
Технология плавления ПП-труб не отличается сложностью. Но в работе с ними есть подвох: определить качество пайки сразу не получится. Все оплошности и негерметичное соединение можно выявить только в процессе эксплуатации трубопровода. Поэтому важно изучить нюансы работы заранее и правильно спаять систему трубопровода.


Подробная инструкция для новичков:
- Протереть насадки паяльника чистой сухой салфеткой.
- Установить паяльник на специальную подставку.
- Установить на жале две насадки нужного диаметра. Насадки располагают не в ряд, а одну против другой. Труба весит больше фитинга, поэтому насадку для нее устанавливают со стороны рабочей руки. Для правшей – с правой стороны, для левшей – с левой.
- Подключить паяльник к сети 220 вольт. При подключении важно следить, чтобы нагревательных элементов не касался шнур паяльника.
- Настроить сварочный аппарат на максимальную температуру – 260 градусов.


- Надеть перчатки с термостойким покрытием. Все производители паяльных аппаратов для ПП-труб указывают, что в целях соблюдения безопасности прикасаться к горячим частям паяльника незащищенными частями тела запрещено. Также к паяльнику не должно быть доступа у детей и животных.
- Разогреть пластиковые детали. В процессе важно следить за сохранностью угла соединения.
- Вынуть горячие пропиленовые детали по очереди, соединить друг с другом.
- Охладить паяльный аппарат естественным путём. Нельзя охлаждать его водой или холодным воздухом. От таких манипуляций изделие выйдет из строя раньше гарантийного срока.


Производители не указывают универсальное время нагревания для разного вида труб. Для тонкостенных изделий небольшого диаметра и толстостенных широких труб температура и время могут отличаться.
Профессиональные монтажники определяют степень нагревания по опыту и с опорой на интуицию. Новичкам же помогает таблица, которую каждый производитель вкладывает в инструкцию. В ней учтено время работы с трубой в зависимости от ее диаметра и длины соединительного шва.
Таблицы разных производителей могут отличаться.
Точное время определяется мощностью паяльника и его моделью.


Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему — для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)! Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).

Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем «кочергу» добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.

Совет: при спаивании нескольких деталей в один сложный узел, выдерживайте расстояние между швами не менее 3-4 сантиметров, если это конструктивно возможно. От ошибок никто не застрахован и если несколько фитингов сварить вплотную друг к другу, то при какой-либо неточности придется вырезать и выбрасывать весь узел. При минимальном расстоянии в 3-4 см. проблемную деталь можно вырезать, а так как из соседних фитингов торчит запас трубы — к ним можно припаяться.

Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно. Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие)
Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.
Разборные полипропиленовые муфты (переход с металла на ПП) считаются далеко не самыми надежными элементами, поэтому подобные узлы следует использовать только в местах возможного доступа. На качество разборной муфты влияет величина бортика, который прижимает накидная гайка — она должна быть как минимум на следующий диаметр больше присоединяемого диаметра металлической резьбы. Также некоторые производители добавляют стекловолокно в материал пластикового штуцера муфты — это повышает ее прочность.

Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
- Специфика пайки труб из полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Выводы и полезное видео по теме
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Фото из
Раструбное или муфтовое соединение полимерных труб
Пайка полипропиленовых труб и фитингов
Крепление фитинга для запорной арматуры
Стыковая пайка труб большого диаметра
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
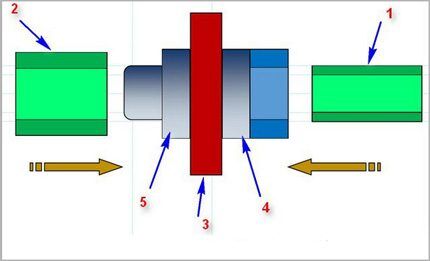
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
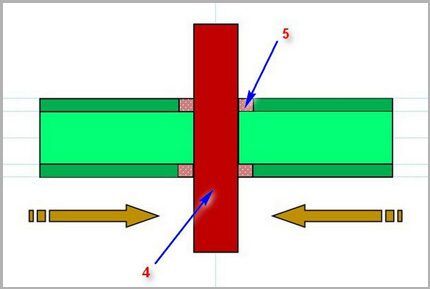
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Шаг 1: Резка полимерной трубы перед пайкой
Шаг 2: Разметка глубины прогрева трубы
Шаг 3: Нагрев соединяемых деталей на утюжке
Шаг 4: Быстрое соединение после нагрева
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.




