

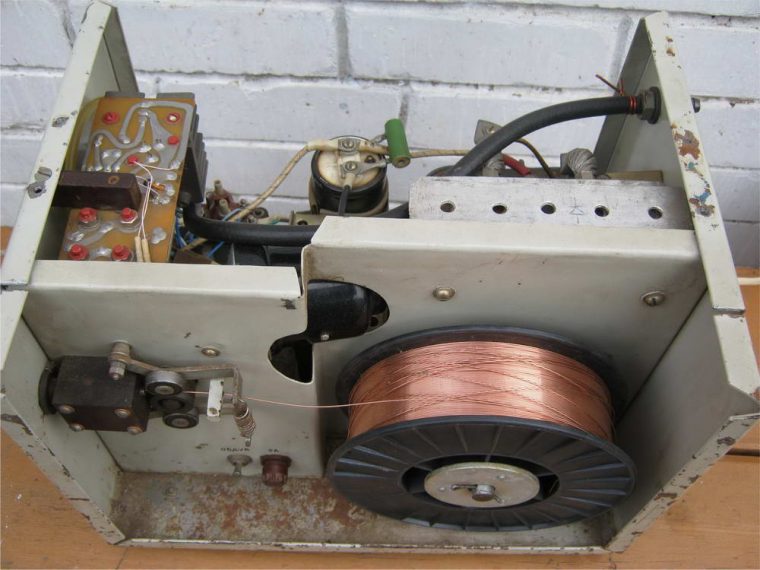
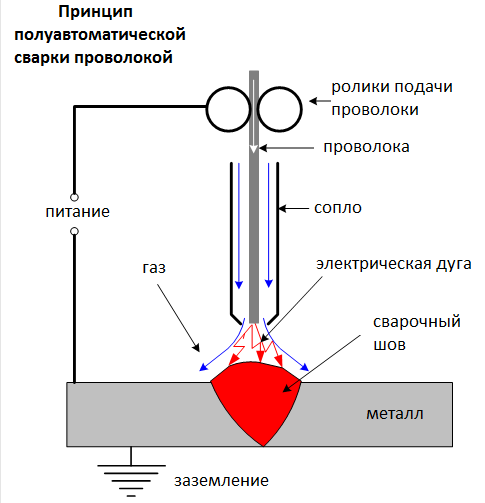
Конструкция, принцип работы полуавтоматического сварочного оборудования
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Можно ли собрать аппарат для точечной сварки своими руками? Да, для этого можно применить различные бытовые приборы. Точечная пайка подходит для работы с листами металла с толщиной порядка 1,5 мм. В данном случае аппарат должен выдавать ток до 110А. Этого вполне можно достичь в домашних условиях на основе, например, аккумулятора для перепайки батарей – это идеальный вариант. Также сварка может быть использована и для нужд автолюбителей. В общем, применений такому устройству много.
https://www.youtube.com/watch?v=aDFeNxxTtYg
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.
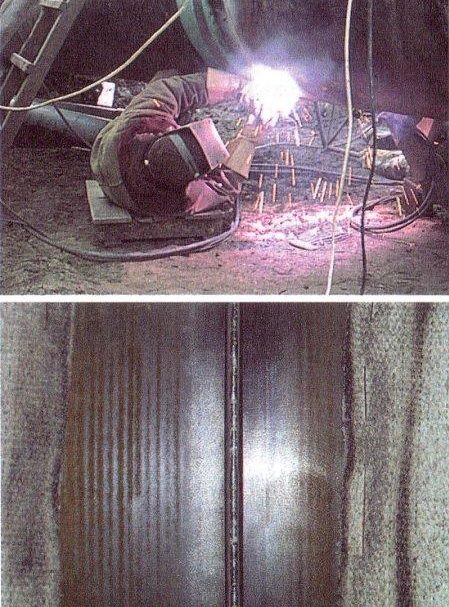
После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали.
Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты.
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
8 | 1,6 | 30 | 300 | 550 — 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Сварка порошковой проволокой без газа

Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.

Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.

Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.

Таблица режимов сварки полуавтоматом.
А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.

Дуговая сварка с защитным газом.
При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна — зона сварки с защитным облачком газа от сгоревшего флюса.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.

Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
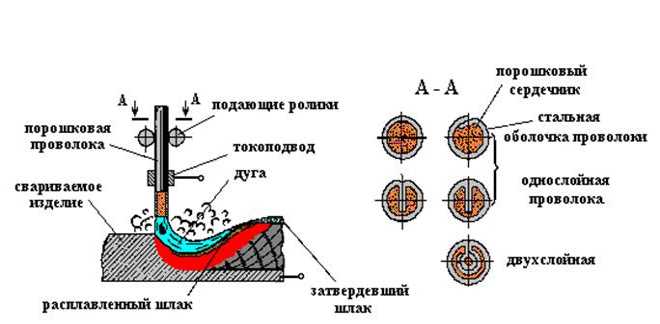
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слиш
 ком сильной, для предотвращения ее повреждения.
ком сильной, для предотвращения ее повреждения. - Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента – дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
Также стоит выделить недостатки, которыми обладает аппарат для точечной сварки, сделанный самостоятельно:
- Слабая защищенность корпуса от внешних воздействий;
- Нет возможности тонкой регулировки рабочих параметров;
- Конструкция оказывается не столь надежной, как ее заводские аналоги.
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.
Применение сварки полуавтоматом без газа обычной проволокой
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.

Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.
Процесс сварки с применением полуавтомата
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма.
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.

- Рисунок 5 — Дефектный шов

- Рисунок 4 — Дефектный шов
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.

В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Аппарат для контактной сварки достаточно несложно создать из трансформатора от микроволновой печи или телевизора, которыми вы уже пользуетесь. Возьмите узел, с мощностью 180 Вт.
Вторичная обмотка осуществляется посредством толстого сварочного кабеля. Обычно наматываются три витка. Этого вполне хватает для того, чтобы увеличить силу тока до 300 Амп. И произвести сварку. Стоит отметить, что на выходе напряжение будет невысоким, примерно 2В, поэтому если детали случайно соприкоснутся, они не коим образом не повредятся и не деформируются. Для того, чтобы осуществить регулировку воздействия тока, достаточно нажать кнопку.
Можно сконструировать более усовершенствованную версию аппарата для точечной сварки своими руками. Для этого нужно дополнительно установить конденсаторы и тористор. Конденсатор предназначен для скапливания заряда, который будет направляться на электроды посредством закрытия и открытия тористора. Подобная конструкция обеспечит импульсивную подачу тока, с определенным промежутком времени.
Аппарат для контактной сварки собирается с применением диэликтрической основы. Именно к ней будет присоединяться источник тока. Для этого можно использовать как лист фанеры, так и равносторонний отрезок их доски. Трансформатор занимает один из углов основания, а на свободном участке размещаются стойки.
Далее эти стойки нужно прикрепить к основе, этот процесс выполняется с помощью шуруповерта. В верхней части стоек нужно просверлить отверстие для проведения оси. В этом месте будет закреплен рычаг с электродами. На торце этого рычага нужно зафиксировать несколько медных электродов, диаметром от 2 до 4 мм. Все провода надо хорошо промыть, изолировать и примотать к рабочей части.







