
Технологические основы индивидуальной пайки.
Индивидуальная пайка применяется при монтаже блоков в условиях мелкосерийного производства, а также во всех случаях ремонтных работ. ТП индивидуальной пайки состоит из следующих операций:
– фиксация соединяемых элементов;
– нанесение дозированного количества флюса и припоя;
– нагрев места пайки до заданной температуры и выдержка в течение фиксированного времени;
– охлаждение соединения без перемещения паяемых деталей;
– очистка и контроль качества соединения.
Для обеспечения надежности паяных соединений предусматривают:
– механическое закрепление элементов и монтажных проводников на контактных лепестках и гнездах при объемном монтаже;
– выбор оптимальных зазоров в конструкции паяных соединений между поверхностями монтажных элементов.
При пайке оловянно-свинцовыми припоями такие зазоры определяются по формуле:

где dотв – диаметр металлизированного отверстия;
dв – диаметр вывода ЭРЭ.
Основные типы монтажных соединений в производстве ЭА показаны на рис.3.20.. Пайка выводов 1 в неметаллизированные отверстия печатных плат 2 (рис.3.20, а) отличается тем, что припой 3 не полностью заполняет монтажное отверстие. Вследствие этого снижается механическая прочность соединения, повышается вероятность отслоения контактных площадок 4. Соединение с полным пропаем металлизированного отверстия
(рис.3.20,6) получается при рациональном выборе зазора и большом времени пайки в условиях хорошей смачиваемости металлизированного отверстия. Соединение, показанное на рис. 3.20, в, формируется при точном совмещении вывода с контактной площадкой (фиксация элемента).


Рис.3.20. Типы монтажных соединений.
Температура пайки выбирается из условия наилучшей смачиваемости припоем паяемых деталей и отсутствия значительного теплового воздействия на паяемые элементы. Практически она на 20–50°С выше температуры плавления припоя. Как видно из графической зависимости (рис.3.21), на участке А смачивание недостаточное, С – макси-мальное, В – оптимальное (не вызывает перегрева припоя и паяемых материалов).
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника:
– температурой рабочего конца жала;
– степенью стабильности этой температуры, обусловленной динамикойтеплового баланса между теплопоглощением паяемых деталей, теплопроводностью нагревателя и теплосодержанием паяльного жала;
– мощностью нагревателя и термическим КПД паяльника, определяющими интенсивность теплового потока в паяемые детали.

Рис. 3.21. Зависимость площади смачивания от температуры припоя
В технологии ЭА поддержание на заданном уровне температуры жала паяльника является весьма важной задачей, поскольку при формировании электромонтажных соединений на печатных платах с использованием микросхем, полупроводниковых приборов и функциональных элементов, термочувствительных и критичных к нагреву, возможны выход из строя дорогих и дефицитных элементов, снижение надежности изделия. Особенно критична к температурному режиму ручная пайка паяльником, которая имеет следующие параметры: температура жала паяльника 280 – 320 °С, время пайки не более 3 с. Однако из-за интенсивной теплоотдачи сначала в припой, набираемый на жало, а затем в паяемые элементы температура рабочей части жала паяльника снижается на 30–110 °С и может выйти из оптимального температурного интервала пайки (рис. 3.22).

Рис. 3.22. Термический цикл пайки паяльником.
Соотношение времени пайки и продолжительности пауз между пайками должно обеспечить восстановление рабочей температуры паяльного жала. Длительность восстановления зависит от теплопроводности жала, его длины, эффективной мощности нагревателя и степени охлаждения при пайке. Рекомендуемые мощности паяльников:
– для пайки ИМС и термочувствительных ЭРЭ 4, 6, 12, 18 Вт;
– для печатного монтажа 25, 30, 35, 40, 50, 60 Вт;
– для объемного монтажа 50, 60, 75, 90, 100, 120 Вт.
КПД паяльников имеет в настоящее время тенденцию к повышению от 35  до 55 % в связи с применением внутреннего обогрева жала вместо внешнего. Напряжение питания нагревателя выбирается равным 24, 36, 42 В, а в бытовых паяльниках – 220 В.
до 55 % в связи с применением внутреннего обогрева жала вместо внешнего. Напряжение питания нагревателя выбирается равным 24, 36, 42 В, а в бытовых паяльниках – 220 В.
Стабилизация температуры рабочего жала паяльников достигается несколькими способами:
– тиристорным терморегулятором, состоящим из датчика температуры, закрепляемого в паяльном жале на расстоянии 30 – 40 мм от рабочего торца, и схемы управления. Точность регулирования температуры непосредственно в датчике достигает ±2 °С, однако на рабочем конце жала она достигает ±(5–10) °С за счет инерционности теплового поля (прибор «Термит»);

– нагревателем с переменным электросопротивлением, зависящим от температуры. Например, в монтажном паяльнике фирмы Philips (Германия) нагревательный элемент состоит из агломерата свинца и бария, сопротивление которого возрастает в сотни раз при нагревании выше точки Кюри, в результате чего сила тока снижается и паяльник остывает, а после охлаждения ниже точки Кюри процесс развивается в обратном порядке;
– использованием магнитного датчика (рис.3.23), изменяющего свои свойства при нагреве выше, точки Кюри, в результате чего в паяльнике фирмы Weller (США) происходитотключение нагревателя;
– использованием массивного паяльного жала и близким расположением нагревателя.
Паяльные жала характеризуются следующими геометрическими параметрами:
– длиной,
– диаметром,
– формами загиба жала и заточки рабочего конца.


Рис. 3.23. Паяльник фирмы Weller Рис. 3.24. Формы загиба паяльных жал
с термостабилизацией:
1 — включатель; 2 — постоянный магнит;
3 — датчик; 4 — нагреватель
Длина жала зависит от пространственного расположения паяных соединений и может быть от 10 мм (микропаяльники) до 30 – 50 мм (паяльники для объемного монтажа). Диаметр жала должен в 15–25 раз превышать диаметр проводника и выбирается из ряда предпочтительных диаметров: 0,5; 0,8; 1,5; 3; 5; 8; 10 мм. Форма загиба жала выбирается в зависимости от глубины монтажа и интенсивности тепловой нагрузки, а также пространственного расположения паяемых соединений (рис. 3.24, табл. 3.6).
Табл. 3.6. Унифицированный ряд загиба паяльных жал
| Индекс жала | Угол загиба, град | Характеристика применения | ||
| Глубина монтажа | Интенсивность нагрузки | Расположение соединений | ||
| А Б В Г | Большая Средняя Небольшая То же | Любая Средняя То же Высокая | Разнотипное Однотипное Многообразие пространственного положения |
Форма заточки жала зависит от плотности монтажа, размеров контактных площадок, интенсивности тепловой нагрузки (рис. 3.25, табл. 3.7).

Рис.3.25. Формы заточки паяльных жал.
Табл. 3.7. Унифицированный ряд заточки паяльных жал
| Номер заточки | Конфигурация жала | L, мм | Характеристика применения | ||
| Плотность монтажа | Размер контактных площадок | Интенсивность тепловой нагрузки | |||
| Две рабочие плоскости То же То же Одна рабочая плоскость Три рабочие плоскости Увеличенная поверхность | До 1 | Высокая То же Средняя Высокая Средняя Высокая | Небольшой Средний Большой Средний То же Небольшой | Небольшая Средняя Высокая Средняя То же То же |
Для унификации паяльных жал введены следующие их обозначения из трех знаков:
– первый определяет диаметр жала,
– второй (буква) — угол загиба жала,
– последний (цифра) — номер заточки, например 8Б6, 5А4 и т. д.
Эрозионная стойкость жала паяльника определяет его долговечность. Обычное медное жало из-за интенсивного растворения в припое после 1000 паек теряет форму и нуждается в заточке. Для защиты жала применяют гальваническое покрытие никелем толщиной 90–100 мкм, что удлиняет срок службы жала примерно вдвое. Перспективное решение проблемы – применение порошковых спеченных сплавов медь-вольфрам. Повышенная термо- и износостойкость вольфрама удачно сочетается с хорошей теплопроводностью меди. Гарантированная пористость материала улучшает смачивание жала припоем.
Паяльник фирмы Weller для ремонтно-монтажных работ имеет:
– время нагрева жала до температуры 270°С – 6 с;
– встроенную подсветку зоны пайки;
– время работы от кадмиевой батарейки – около 10 ч;
– три сменных жала диаметрами 0,8; 1,5; 2,5 мм и длиной 63 мм;
– удобный дизайн, обеспечивающий включение питания нажатием кнопки непосредственно перед выполнением пайки.
Эта фирма выпускает устройства типа HEAT-A-DIL для распайки ИМС и ремонта электронных блоков на печатных платах, имеющие сменные насадки для ИМС с различным количеством выводов и экстракторы для демонтажа ИМС с печатных плат.
Фирма Расе Inc. (США) выпустила микропортативный прибор МР-1 для припаивания и распаивания элементов (рис. 3.26), предназначенный для ремонтных работ в различных условиях и работающий от сети 220 В или 12-вольтной батареи. Время нагрева паяльника –1 мин, обеспечивается надежный контроль температуры наконечника паяльника.
Ряд зарубежных фирм выпускает паяльные станции, состоящие из стабилизированного блока питания, паяльника с набором сменных жал и вакуумного отсоса припоя из зоны пайки, представляющего собой конструкцию типа медицинского шприца с пружиной.

Рис. 3.26. Прибор МР-1 для пайки и ремонта
Читайте также:
§
– оценку качества соединений.
Паяемость характеризует способность паяемого материала вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать надежное паяное соединение. Паяемость зависит от физико-химической природы металлов, способа и режимов пайки, флюсующих сред, условий подготовки паяемых поверхностей.
Поскольку для образования спая необходимо и достаточно смачивания поверхности основного металла расплавом припоя, это гарантирует с физической стороны процесса паяемость, а с технологической условие соблюдения режимов процесса пайки. Паяемость металлов оценивают несколькими методами:
гдеH0 , Hр – высота капли припоя до и после растекания (рис. 3.27);
– по усилию, действующему на образец металла, погружаемого в припой.
Рис. 3.27. Схема растекания капли припоя.
g – ускорение свободного падения.
Для измерения высоты капли припоя после растекания разработан прибор, в основу которого положен принцип бесконтактного измерения высоты капли с помощью индуктивного преобразователя (рис. 3.28).
Рис. 3.28. Схема прибора для измерения высоты капли растекшегося припоя
Он содержит индуктивный преобразователь 1, высокочастотный генератор 2, измеритель частоты 3 и регистрирующий прибор 4. В осевом отверстии катушки индуктивного преобразователя жестко закреплена игла 5 из материала, смачиваемого припоем 6. Игла устанавливается на исследуемую поверхность образца 7, длина иглы должна превышать высоту капли припоя при полной несмачиваемости исследуемого материала. Для расплавления навески припоя используют нагреватель 8.
Перед началом испытаний в центре образца размещают навеску припоя дозированной массы 250мг и дозированный объем флюса (0,01 мл). Включают нагреватель и уста-навливают на заданном уровне температуру испытаний. С помощью секундомера фиксируют начало и конец растекания капли припоя, определяют частоту по показаниям прибора и, применяя построенную для данного материала номограмму, находят высоту капли растекшегося припоя, а затем коэффициент растекания припоя.
По критерию паяемости все многообразие современных паяемых материалов различной физико-химической природы можно классифицировать на следующие основные группы: легкопаяемые, среднепаяемые, труднопаяемые и непаяемые (табл. 3.8).
Табл. 3.8. Классификация материалов по паяемости.
– по внешнему виду с использованием эталона паяного соединения при 100 %-м контроле;
– надежности соединения путем определения интенсивности отказов в течение заданного срока испытаний.
Определение качества паяных соединений по внешнему виду проводится путем их осмотра с помощью бинокулярного микроскопа МБС-9 при увеличении в 8–56 раз. При этом соединения с гладкой блестящей поверхностью без трещин и следов перегрева, с полностью заполненным зазором между паяемыми деталями, при угле смачивания 5–10° считаются высококачественными. Одновременно отмечаются такие дефекты, как холодный непрогретый слой, избыток или недостаток припоя, короткозамыкающее паяное соединение.
Критериями оценки прочности паяных соединений являются: усилие отрыва, устойчивость соединений при воздействии знакопеременных нагрузок и вибропрочность. Оценку прочности на отрыв дают по среднему значению усилия отрыва, которое для паяного соединения меди припоем ПОС61 при оптимальных режимах составляет не менее 30 МПа. Устойчивость паяного соединения к воздействию знакопеременных нагрузок характеризуют средним числом циклов кручения на угол φ = ±0,75 град/мм, средним числом цикла изгиба вывода на угол α = ±10° относительно платы с частотой 50–100 циклов в минуту при одновременном воздействии осевой нагрузки Р, равной 0,1–0,5, усилия статического разрыва припоя (рис. 3.29).

Рис, 3.29. Схема приложения знакопеременных нагрузок:
1 — основа; 2 — припой; 3 — вывод
Вибропрочность оценивают интервалом времени, в течение которого паяные соединения противостоят разрушению под действием вибрации с частотой 50–2000 Гц и ускорения, соответствующего максимальному ускорению при нормальной эксплуатации аппаратуры.
Для изучения структуры припоя приготавливают металлографические шлифы, которые исследуют с помощью микроскопов МИМ-7, ММР-2Р. Во время испытаний обращают внимание на то, что надежному паяному соединению соответствует мелкокристаллическая плотная структура припоя, что свидетельствует об оптимальных режимах процесса пайки и охлаждения. Путем химического травления микрошлифов паяных соединений выявляют наличие диффузионной зоны между припоем и основным металлом, в зависимости от ее ширины судят о качестве соединения. При нагреве происходит глубокая взаимная диффузия основного металла и припоя, частичное растворение (эрозия) металла в припое, что приводит к образованию в нем интерметаллидов, снижающих прочность соединения.
При недостаточном нагреве глубина диффузии чрезвычайно мала, прочность чисто адгезионного спая не обеспечивает требуемой надежности соединения. Исследования прочности на разрыв паяных соединений выводов из меди припоем ПОС 61 показывают, что достаточная прочность обеспечивается при ширине диффузионной зоны 0,8–1,2 мкм. Переходное сопротивление паяного соединения рассчитывается по падению напряжения между двумя точками, расположенными на расстояниях х и у от границы раздела соединяемых металлов, по уравнению:

где U – измеренное напряжение;
I – сила тока, проходящего через соединение;
Rx; Ry – сопротивления участков х и у (рис.7.30). Измерения проводят при постоянном токе, так как при переменном токе возникает поверхностный эффект, увеличивающий погрешность. Переходное сопротивление надежного паяного соединения не превышает 2–3 мОм.

Рис.3.30. Схема измерения переходного сопротивления.
Интенсивность отказов позволяет количественно оценить надежность паяных соединений и показывает, какая доля паяных соединений, работающих в момент времени t, выходит из строя в единицу времени после момента t:

где  – плотность вероятности времени безотказной работы;
– плотность вероятности времени безотказной работы;
 – вероятность безотказной работы.
– вероятность безотказной работы.
За критерий отказа при испытаниях на надежность принимается полный обрыв соединения или увеличение падения напряжения на нем на один порядок. Примерный временной график проведения испытаний паяных соединений на надежность (рис.3.31) включает термоциклирование от 80 до -60 °С с длительностью цикла1 ч, отстой в нормаль-

Рис. 3.31. График испытаний на надежность:
1 — термоциклироаание; 2 — нормальные условия;
3 — нагрев до 80 °С; 4 — тропическая влажность.
ных условиях, нагрев до 80 °С и выдержку в атмосфере тропической влажности (98 % при 40 °С). Надежными считаются паяные соединения, для которых суммарная интенсивность отказов < 10 -8 ч -1.
Дефекты в паяных соединениях (поры, раковины, трещины) могут быть обнаружены с помощью телевизионно-рентгеновского микроскопа МТР-3 либо ультразвуковым дефектоскопом. Ультразвуковой контроль основан на изменении структуры акустического поля частотой 0,5–25 МГц при наличии в паяном соединении дефектов, отражающих УЗ-колебания. Универсальные УЗ-дефектоскопы типа УДМ-1М позволяют обнаруживать и определять раковины, трещины, поры, расслоение и другие дефекты в паяных соединениях.
Определенная часть дефектов, иногда до 60 % общего числа, может быть выявлена методом модуляции электрического сигнала. Он основан на свойстве дефектов паяных соединений служить модуляторами сигнала. Контрольная аппаратура включает генератор с регулируемым переменным напряжением частотой 10 – 100 Гц, блок индикатора, состоящий из двухкаскадного предварительного усилителя, детектора, указателя уровня, фильтра-пробки, настроенного на фиксированную частоту (например, 3,2 кГц), двухкаскадного усилителя, осциллографа или громкоговорителя.
После настройки генератора на частоту фильтра-пробки контролируемую схему подвергают вибрациям, при этом любое изменение омического сопротивления соединения вызывает появление электрического сигнала другой частоты, отличной от частоты генератора.
Одним из перспективных методов объективного контроля паяных соединений является оценка распределения температурных полей в электронном модуле. При его использовании контролируемую плату подключают к источнику питания и генератору импульсов фиксированной частоты. После установления теплового равновесия плату со стороны паек сканируют инфракрасным датчиком, соединенным с тепловизором, который позволяет воспроизводить распределение температур по поверхности исследуемого изделия. Прибор обнаруживает зоны локальных перегревов, соответствующие дефектным паяным соединениям, которые имеют температуру на 1–5°С выше номинальной. В качестве датчика используют фотоболометры и другие ИК-детекторы. Тепловизор ТВ-03 (СССР) имеет температурное разрешение 0,2°С в диапазоне измеряемых температур 25 – 300 °С.
Повышение качества контроля паяных соединений достигается путем применения лазерной системы контроля дефектов (рис. 3.32).

Рис.3.32. Схема лазерного контроля паяных соединений.
С помощью гелий-неонового лазера устанавливают точное местоположение контролируемого элемента 3 в прямоугольной системе координат передвижного столика 4. Контролирующие лучи генерирует мощный неодимовый лазер, который работает в области инфракрасного излучения. Длительность процесса тестирования задает микропроцессор, управляя шторкой 1. Если пайка качественная, ее поверхность блестящая и однородная, то луч света, управляемый системой зеркал 2, полностью отражается.
Если структура пайки крупнокристаллическая, то она начинает поглощать энергию луча, нагревается и сама является вторичным источником инфракрасного излучения. Собранное в линзах 5 и отраженное зеркалом излучение воспринимается ИК-датчиком 6, сигнал с которого анализируется с помощью микропроцессора и подается на осциллограф в виде термограммы. С помощью лазерного контроля обнаруживаются такие дефектные соединения, как раковины, внутренние включения, поскольку они имеют меньшую массу и нагреваются по этой причине быстрее, чем сплошные паяные соединения. Разогрев паяного соединения с помощью Nd-лазера выходной мощностью 6 Вт происходит за 50 мс. На установке Laser Inspect фирмы Vanzetti Systems (США) удается контролировать около десяти паяных соединений в секунду, которые расположены на расстоянии 1,25 мм друг от друга.
Если в дополнение к лазерной установке предусмотреть ультразвуковой контроль, то можно определить и те дефекты, которые не могут быть обнаружены с помощью лазера. Автоматизированный контроль паяных соединений с комбинированной лазерно-ультразвуковой системой позволяет увеличить производительность контроля паяных соединений печатных плат, для чего микропроцессору задается программа расположения соединений на плате.
3.6. Физико-технологическое содержание сварки.
Сваркой называют процесс получения неразъемных соединений материалов с помощью металлической фазы либо контактированием в твердой фазе под действием давления, теплоты или их сочетаний. Процесс образования сварного соединения состоит из четырех стадий: образования физического контакта между соединяемыми поверхностями, активации контактных поверхностей, объемного развития взаимодействия, кристаллизации.
На первой стадии контактируемые материалы сближаются на расстояние порядка
10-100 нм, между ними образуется физический контакт путем увеличения числа и размеров пятен схватывания по мере сминания гребешков микронеровностей. В этот период начинают действовать физические силы взаимодействия Ван-дер-Ваальса, контактная поверхность пластически деформированного металла активируется вследствие выхода дислокаций, что создает условия возникновения в контакте слабых химических связей.
На второй стадии начинается образование соединения за счет введения дополнительной энергии в зону контакта, усиление активационных процессов на контактируемых поверхностях. В зоне, где энергия активации суммируется с энергией упругих напряжений (обычно в местах упругих искажений кристаллической решетки, дислокаций), возникает активный центр (очаг схватывания). Для активации поверхностей используют различные виды энергии: тепловую, деформации, ультразвуковую и др. При тепловой активации за счет плавления и растекания жидкой фазы увеличивается площадь контакта вокруг каждого активного центра. Отдельные контактные пятна сливаются в более крупные очаги схватывания. Решающую роль при этом играют квантовые процессы электронного взаимодействия, происходит коллективизация валентных электронов положительными ионами обеих фаз, т. е. образование металлической связи в очаге схватывания.
Активирование энергией деформации приводит к очистке сопрягаемых поверхностей в зоне контакта от оксидных и адсорбционных пленок, а также к размножению и выходу дислокаций на контактную поверхность и увеличению числа активных центров. При воздействии УЗ-колебаний наблюдается упрочнение поверхностных слоев в зоне сварки, что приводит к деформированию более глубоких слоев твердого тела с одновременным интенсивным тепловыделением, вызванным трением сжатых контактных поверхностей. В результате деформация увеличивается в большем объеме металла, разрастаются мостики схватывания.
На третьей стадии процесса развивается взаимодействие соединяемых материалов как в плоскости, так и в объеме зоны контакта, заканчивающееся слиянием очагов схватывания, что является необходимым условием возникновения Прочных химических связей между материалами. Но оно может оказаться недостаточным для получения прочного сварного соединения, если к этому моменту не произойдет релаксация напряжений. Увеличение времени сварки усиливает гетеродиффузию, что может упрочнить соединение при образовании твердых растворов замещения либо разупрочнить при образовании хрупких интер-металлидных фаз. Стадии процесса сварки можно рассмотреть на кинетической кривой изменения прочности сварного соединения (рис. 3.33).

Рис. 3.33. Зависимость прочности соединения от длительности сварки
Длительность стадии А образования физического контакта определяется уравнением:

где ε – относительная деформация: ε = а/hmax;
а – величина сближения поверхностей;
hmax– максимальная высота микровыступов;
с– коэффициент, учитывающий форму микронеровностей: с = 0,3-0,7;
m – коэффициент: m = 3-5; VФ – скорость пластической деформации в момент
достижения физического контакта.
При сварке разнородных металлов можно предположить, что физический контакт будет образовываться за счет более пластичного материала, поэтому длительность развития этого контакта будет зависеть в основном от скорости ползучести. Высота микронеровностей и их геометрия зависят от вида обработки: при грубых видах типа точения или фрезерования отношение микровыступа к его высоте составляет 20 – 50, а при полировке – 100–200. При этом высота микронеровностей изменяется от 50 до 0,01 мкм соответственно. Приняв условно форму микровыступа в виде конуса, получим, что скорость пластической деформации:

где l0 – длина основания микровыступа;
lк/2 – длина образующей конуса;
t– время сглаживания.
Длину образующей конуса можно определить из геометрии микровыступа:

где h0 – высота микровыступа;
n = l0/ho – чистота обработки (для 5-го класса n= 10, для 7-го – 20, для 8-го – 30).
Длительность стадии В активации контактных поверхностей:
где γ – коэффициент, зависящий от типа взаимодействующих материалов;
Еа – энергия активации;
k – постоянная Больцмана: k = 1,381·10-23Дж/К;
Т – температура в зоне взаимодействия;
α – коэффициент (для полупроводников α = 3,4);
τ – контактное касательное напряжение.
При сварке металлов с полупроводниками (кремнием, германием) Еа составляет 2–3 эВ, длительность стадии активации – единицы секунд. При сварке однородных металлов в условиях высоких скоростей пластической деформации длительность периода активации мала
(tВ ≤ 10 -3с).
Анализ зависимости прочности соединения от времени сварки показывает, что быстрый рост прочности происходит на стадиях А и В, в течение которых генерируется избыточное количество дефектов. Для стадии установившейся ползучести С характерен определенный баланс между количеством дефектов (вакансий и дислокаций), при этом выход дефектов в зону реакции ограничен, что замедляет рост прочности на этом этапе.
На стадии С взаимодействие развивается на активных центрах, которые, распространяясь в плоскости контакта и соединяясь, образуют очаги взаимодействия. Длительность стадии определяется формулой:

где r – радиус взаимодействия в плоскости контакта;
β – коэффициент, зависящий от рода материала;
D0 – предэкспоненциальный множитель;
r0 – радиус начала очага взаимодействия;
Ер – энергия релаксации напряжений.
Итак, необходимым условием образования сварного соединения является активирование поверхности менее пластичного из свариваемых материалов. Наиболее распространены следующие способы активации (рис. 3.34):

Рис.3.34. Классификация способов сварки.
– тепловой энергией (Т-, Т, t-процессы);
– тепловой энергией и специальной атмосферой (Т, А-процессы);
– энергией деформации давлением (Р-процессы);
– тепловой и деформационной энергией (Р, Т-процессы);
– ультразвуковой энергией (Р, f-процессы);
– энергией деформации ползучести (Р, Т, t, А-процессы).
Характерная особенность сварного соединения, полученного плавлением, – зональная структура (рис. 3.35).

Рис. 3.35. Структура сварного соединения:
1 — ядро; 2 — граница раздела; 3 — зона легирования;
4 — зона термического влияния
Первая зона – литое ядро, которое представляет собой закристаллизовавшуюся жидкую фазу. Вторая зона – граница раздела между соединяемыми фазами (0,30–1,0 мкм). Третья зона – приконтактная, она имеет размеры в несколько десятков микрометров – это область диффузионного легирования. Последняя – зона термического влияния, обусловленная неравномерным нагревом деталей (10–100 мкм).
При других методах сварки структура соединения может отличаться от описанного выше. При сварке давлением за счет глубокой пластической деформации, при которой разрушаются и выдавливаются в стороны оксидные пленки и другие загрязнения, пограничные зерна измельчаются и сближаются. Между ними возникают межкристаллитные силы взаимодействия. Вследствие неодинаковой текучести металлов и проявления сил трения пограничные зерна частично перемалываются. Граница между металлами исчезает, а по мере протекания процесса диффузии растет диффузионная область.
При сварке УЗ-колебаниями между соединяемыми поверхностями деталей возникают силы трения, под действием которых происходит местный разогрев поверхностных слоев металла. Вследствие интенсивной знакопеременной деформации металл переходит в высокопластичное состояние, что приводит к резкому измельчению зерна и развитию дефектов в кристаллитах. Металлы в зоне деформации нагреваются до температур, близких к температуре рекристаллизации. Однако из-за относительно низкой температуры и ограниченного времени процесс диффузии не успевает завершиться, поэтому структура соединения близка к структуре металлов при сварке давлением.
Монтажная микросварка.
Монтажная микросварка применяется при монтаже кристаллов ИМС с помощью золотых и алюминиевых выводов. Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты в зону соединения, что приводит к пластической деформации приконтактной зоны, разрушению и удалению поверхностных пленок с созданием атомно-чистых (ювенильных) поверхностей, что интенсифицирует процесс образования активных центров и тем самым приводит к образованию прочного сварного соединения без большой пластической деформации свариваемых деталей.
Наиболее часто применяются продольные колебания частотой 66 кГц, вводимые в зону сварки с помощью волноводной системы (рис.3.36), состоящей из преобразователя 1, акустического трансформатора 2, концентратора 3. Колебания от рабочего инструмента 4 сообщаются проволочному выводу 5, совмещенному с контактной площадкой 6, расположенной на акустической опоре 7. Волноводная система крепится в узле колебаний держателем 8.

Рис.3.36. Схема УЗ-микросварки.
Режим сварки на заданной частоте характеризуется следующими параметрами:
1. энергией ультразвуковых колебаний Е:
Е = AFt
где А – амплитуда колебаний (2–5 мкм);
F– частота колебаний;
t – время микросварки.
Увеличение времени сварки повышает прочность сварного соединения за счет роста суммарной площади очагов схватывания до определенного предела, увеличение времени более 3–5 с приводит к усталостному разрушению соединения;
2. акустической мощностью Рак, вводимой в сварочную зону и связанной с электрической мощностью Р, подводимой к преобразователю, соотношением:

где ηм – механический КПД преобразователя (0,5–0,7 для магнито-стрикционных, 0,8–0,9 для пьезоэлектрических);
Р0 – мощность потерь на подмагничивание;
3. контактным усилием сжатия F, которое зависит от толщины свариваемых элементов и подводимой мощности. При недостаточном усилии сжатия не достигается необходимое сцепление между инструментом и деталью, так как происходит проскальзывание инструмента по детали. Увеличение усилия сжатия приводит к чрезмерной деформации сварной точки и снижению прочности соединения. Оптимальная степень обжатия вывода выбирается в соответствии с коэффициентом деформации 0,5–0,6:

где dnp – диаметр проводника;
НД – высота деформированной зоны;
4. формой рабочей части инструмента, которая выбирается из соображения, что длина деформируемого при сварке проводника должна быть равной 2–3 диаметрам проводника. Повышению прочности способствует небольшой паз в центре рабочей части вдоль свариваемой проволоки.
Функциональные особенности конструктивных элементов инструмента при УЗ-микросварке заключаются в следующем (рис. 3.37):

Рис.3.37. Рабочая часть инструмента для УЗ-микросварки
– диаметр направляющего отверстия выбирается из условия устранения возможности забивки его материалом привариваемой проволоки:
d0 ≥1,5dnp;
– угол наклона направляющего отверстия определяется условиями перемещения инструмента на вторую сварку, зависит от высоты и длины проволочной перемычки:

где h – высота проволочной петли;
γ – перемещение стола. Оптимальная величина угла α составляет 30°;
– длина рабочей части инструмента L определяет длину деформируемой при сварке проволоки и выбирается из соотношения L = 2dnp; оптимальное значение L составляет 0,1 мм для проволоки диаметром 27 мкм и 0,2 мм для проволоки диаметром 60 мкм;
– глубина продольного паза b зависит от коэффициента деформации kд=0,6:
b = (0,01– 0,05) мм;
– удаление выхода отверстия от задней кромки рабочей площади инструмента должно обеспечивать симметрию петли проволочной перемычки: lуд = 8dпр;
– угол наклона задней кромки рабочей площади β должен обеспечивать подрезку проволоки после второй сварки без остаточных напряжений в ней. Оптимальная величина угла β составляет 60°.
Для присоединения внахлест проволоки из алюминиевых сплавов УЗ-микросваркой используют капилляры из твердых сплавов типа ВК-20 с упрочненной рабочей поверхностью типа КУТ32-27-95-15, где КУТ – капилляр для УЗ- и термозвуковой сварки,
27 – диаметр проволоки, 95 – размер L, 15 – размер R.
Анализ факторов, влияющих на качество и надежность микросварных соединений, показывает, что все технологические параметры УЗ-микросварки оказываются настолько тесно связанными, что неудачный выбор одного из них изменяет ранее установленные значения других. Поэтому для обеспечения высокого качества и воспроизводимости ультразвуковой сварки важны:
– обеспечение заданной микрогеометрии поверхности контактных площадок;
– оптимизация технологических параметров УЗ-микросварки методом математического моделирования;
– разработка новых способов микросварки с активацией процесса физико-химического взаимодействия контактирующих металлов.
УЗ-микросварка позволяет соединять без значительного нагрева самые разнообразные металлы (алюминий, медь, никель, золото, серебро), а также металлы с полупроводниковыми материалами. Выполнение проволочного соединения контактной площадки на кристалле с траверсой корпуса требует наряду со сварочными операциями действий по совмещению инструмента с местом сварки на кристалле и корпусе схемы.
Накрутка и обжимка.
Монтаж накруткой, предназначенный для получения электрических соединений одножильных проводов со штыревыми выводами разъемов, был разработан в США в 1952 г. фирмой Bell Lab’s и широко применяется для электрического монтажа блоков, панелей и рам ЭВМ. Монтаж накруткой исключает применение припоев и флюсов, ускоряет процесс межблочного монтажа, повышает надежность соединений по сравнению с паяными, создает возможность автоматизации межблочного монтажа.


Рис.3.38. Соединение накруткой:
а — внешний вид; б — сечение; 1-штырь; 2-одножильный провод;
3-область газонепроницаемого соединения; 4-кромка штыря.
Контактное соединение накруткой – соединение неизолированного одножильного провода со штыревым выводом, имеющим острые кромки, при котором провод навивается на вывод с определенным усилием (рис.3.38). При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку, и образуют газонепроницаемое соединение. Концентрация напряжений в зонах контакта и среднее давление порядка 170 МПа обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений. Срок службы соединений при нормальных климатических условиях 15–20 лет.
Соединение накруткой должно иметь минимальное переходное сопротивление (не более 1–3 мОм), сумму площадей контактных точек больше площади поперечного сечения провода во избежание местного перегрева при прохождении тока.
Перечисленные требования обеспечиваются выбором материала штыревого вывода, конструкции соединения, технологических режимов. Материал штыревого вывода должен обладать прочностью и упругостью, чтобы противостоять усилию скручивания, а также высокой электропроводностью. Лучшими материалами, имеющими высокий модуль упругости, низкое остаточное напряжение и коэффициент линейного теплового расширения, близкий к коэффициенту медного провода, являются бериллиевая, фосфористая и кремнистая бронзы (например, Бр. Б2 содержит в среднем 2% бериллия, Бр. КМцЗ-1 – до 3 % кремния, отличается высокой коррозионной стойкостью и заменяет дорогостоящую бериллиевую бронзу). Формы поперечного сечения выводов под накрутку приведены на рис. 3.39.
Наибольшее распространение получили штыри квадратной и прямоугольной формы; U- и V-образные штыри обладают большей упругостью и применяются при рабочих температурах до 180°С, когда снижение напряжения в проводах компенсируется силой упругости штырей и позволяет сохранять электрические и механические параметры соединений. Для защиты поверхностей штыревых выводов от коррозии, а также для

Рис.3.39. Формы поперечного сечения выводов:
а — квадратная; б — прямоугольная; в — ромбовидная; г -U-образная, д — V-образная
снижения переходного контактного сопротивления применяют следующие покрытия штырей: гальваническое золочение (3– 6 мкм), серебрение (6–9 мкм), лужение (олово или олово –свинец толщиной 35–40 мкм).
При расчете числа витков следует учитывать, что выводы квадратной, прямоугольной и ромбовидной формы сечения имеют по 4 точки контактирования на виток, V-образной и треугольной – 3, U-образной – 2,5. Две первые и две последние точки не дают надежного соединения, поэтому их не учитывают при расчетах.
При монтаже накруткой применяют три вида соединений: обычное, модифицированное и бандажное (рис. 3.40).

Рис. 3.40. Виды соединений накруткой:
а — обычное; б — модифицированное; в — бандажное
Обычное соединение получают путем накрутки на штырь неизолированного участка (4–8 витков) одножильного провода. Модифицированное соединение имеет дополнительно 1–2 витка провода в изоляции, что уменьшает концентрацию напряжений в точке касания провода первого витка и уменьшает вероятность обрыва при вибрациях. Бандажное соединение используют для крепления многожильного провода или вывода ЭРЭ к штырю путем накрутки нескольких витков бандажного провода на параллельно расположенный вывод и бандажируемый элемент (провод, вывод, шина и т. д.). Для всех видов соединений накруткой необходимо плотное прижатие витков друг к другу, не допускается выход конца первого витка за пределы соединения, что увеличивает опасность случайной развивки. При монтаже накруткой на каждом выводе рекомендуется выполнять не более трех сое-динений. Учитывая конструктивные особенности соединений накруткой (рис. 3.41), длину вывода можно рассчитать по следующей формуле:

где n1, n2 – число неизолированных и изолированных витков провода;
d1, d2 – диаметры неизолированных и изолированных проводов;
l1 – расстояние между первым витком и основанием;
l2 – расстояние между витками;
lз – расстояние между соединениями;
N – число соединений на выводе.

Рис. 3.41. Схема для расчета длины вывода
Контактное соединение накруткой получают с помощью специального инструмента — электрифицированного пистолета для накрутки. Основным элементом, обеспечивающим формирование соединения, является валик, имеющий два отверстия: центральное для размещения штыря и боковое ступенчатое для размещения неизолированного и изолированного участков монтажного провода (рис. 3.42).

Рис.3.42. Схема образования соединения накруткой
На торце валика выполнена проточка, форма которой определяет качество соединения. На валик в осевом направлении действует пружина, от упругих свойств которой зависит однородность и плотность навивки провода. Сила Р давления валика на провод формирует витки соединения и при оптимальном значении (5–30 Н) обеспечивает их плотное прилега-ние друг к другу.
С помощью монтажного пистолета типа НП-4В при наличии предварительно заготовленных проводов монтажник может выполнить до 50–80 соединений в час. При этом основная часть времени уходит на поиск очередного места соединения, выбор перемычки соответствующей длины и т. д.
При ручном монтаже конец провода со снятой на рекомендуемую длину изоляцией сначала вставляют в канавку концевой части навивочного валика до тех пор, пока края изоляционной оболочки провода не натолкнутся на края канавки. После этого его загибают вокруг втулки так, чтобы он не закрывал среднее отверстие концевой части, и придерживают. Затем инструмент насаживают на предназначенный для соединения штырь так, чтобы он прошел в среднее отверстие концевой части, и включают привод.
Читайте также:
§
Классификация механических соединений и области их применения.
При изготовлении ЭА наряду с электрическими широко используются механические соединения, которые разделяются на две группы:
– неразъемные.
Разъемные соединения допускают полную разборку изделия на детали без разрушения их целостности, что позволяет быстро заменять детали и сборочные единицы в условиях эксплуатации. Резьбовые соединения в общем объеме занимают наибольший удельный вес (до 51 %), но характеризуются высокой стоимостью и трудоемкостью. К ним относятся резьбовое, байонетное, штифтовое, шплинтовое и др.
Соединение считается неразъемным, если его разборка сопровождается разрушением материалов или деталей, с помощью которых оно осуществлено. Неразъемные соединения выполняют пайкой, сваркой, расклепыванием, развальцовкой, запрессовкой, склеиванием и т.д. (рис.4.1).
Рис.4.1. Соотношение видов механических соединений.
Расклепывание применяют для конструкций, работающих при высоких температурах и давлениях, для прочных соединений неметаллических деталей с металлами. Недостатками клепаного соединения являются:
– возникновение в соединениях значительных деформаций, которые искажают взаимное положение деталей.
Это вызывает необходимость в повышении требований к жесткости используемых приспособлений.
Пайка и сварка конструкционных деталей имеют те же физико-химические особенности, достоинства и недостатки, что и при выполнении монтажных соединений. Некоторые отличия заключаются в технологии: подготовке деталей, выборе материалов, режимах и оборудовании.
Склеивание применяют для соединения материалов в самых различных сочетаниях. Клеевые соединения обладают высокой долговечностью, коррозионной стойкостью, теплоизолирующими, звукопоглощающими, демпфирующими свойствами, герметичностью. Склеивание отличается простотой, низкой себестоимостью сборки, легко может быть переведено на поточное производство. В настоящее время широко применяют комбинированные методы неразъемных соединений – клеесварные и клееклепаные. К недостаткам клеевых соединений следует отнести сравнительно низкую стойкость при повышенных температурах, пониженную прочность при неравномерном отрыве, дефицитность, а также токсичность многих составляющих клеевых композиций.
Разъемные соединения.
При механической сборке применяются следующие виды разъемных соединений: резьбовые (до 90 %), штифтовые, шплинтовые, байонетные. Резьбовые соединения вы-полняются с использованием винтов, болтов, резьбовых шпилек, самонарезающих шурупов и применяются для установки наиболее тяжелых крупногабаритных деталей и сборочных единиц (трансформаторов, дросселей, переключателей, приборов). Основным видом резьб является метрическая М2 – Мб. Для предохранения поверхностей деталей от повреждений под гайки, головки болтов и винтов подкладывают шайбы (рис. 4.2).
Рис.4.2. Резьбовые соединения:
полукруглой и круглой головками соответственно; 5 — шайба.
При выполнении резьбового соединения момент затяжки определяется условиями работы резьбового соединения и тем, какой элемент (винт, гайка) ограничивает прочность соединения. При соединении металлических деталей винтом или болтом момент затяжки лимитируется их прочностью на растяжение. Если винт используется для стопора, то момент затяжки ограничивается прочностью его шлицев на смятие. При соединении неметаллических деталей момент затяжки лимитируется прочностью этих деталей.
Для механизированной сборки разъемных соединений при блочной и окончательной сборке в качестве оснастки применяют ручные электрифицированные и пневматические инструменты. Инструмент с электроприводом (электроотвертка) приводится в движение встроенным электродвигателем типа МН-250 мощностью до 1000 Вт и скоростью завертывания 1000 об/мин. Достоинствами электроотвертки являются: высокая производительность, возможность 5-7-кратной перегрузки по крутящему моменту. Недостатки- большие масса и потребление электроэнергии. Электродвигатель работает в импульсном режиме от источника постоянного тока в течение 0,1 с. Электроотвертка предназначена для метрических резьб М2 – Мб. Регулировкой пружины обеспечивается момент завертывания в пределах 500-1100 Н-м при скорости завертывания 250 об/мин.
Пневматический резьбосборочный инструмент ПГ-125 экономичен в работе, имеет небольшую массу и «мягкую» характеристику привода, универсален, безопасен, допускает большие перегрузки. Скорость завертывания 200-500 об/мин, питание от сети сжатого воздуха давлением 0,3-0,5 МПа. Применяется для резьб М2-М5. Недостатками являются повышенный шум при работе, малое быстродействие. Малогабаритный пневмозаверты-ваюший инструмент типа ПВ-МЗ предназначен для резьб диаметром до 3 мм, имеет массу 380 г, максимальный момент затяжки 300-500 Н/м и скорость вращения на холостом ходу до 650 об/мин. Широко применяется механизированный инструмент ПГ-Ю2, в котором с помощью гибкого вала вращение от электродвигателя передается редуктору со скоростью 146 об/мин. Инструмент состоит из вертикальной телескопической поворотной колонки, имеющей горизонтальную консоль, по которой перемещается каретка с закрепленными на ней электродвигателем и редуктором. От него с помощью подвески в виде гибкого вала вращение передается на резьбоверт. Наличие редуктора позволяет завинчивать винты от М2,5 до Мб. Резьбоверт может отклоняться от вертикали на 30°.
Резьбовые соединения предохраняют от самопроизвольного отвинчивания различными видами стопорения по ГОСТ 30133-95.
Стопорение наглухообеспечивает высокую надежность, но неудобно для разборки. Осуществляется кернением самой резьбы или сквозной прошивкой винта либо болта с помощью конического или цилиндрического штифта (винта) (рис. 4.3).

Рис. 4.3. Виды стопорения наглухо:
а,б— кернением; в-штифтом; 1-места кернения; 2-штифт.
Стопорение пружинными шайбамисо смещенными краями (шайбы Гровера) с подкладыванием под шайбу Гровера дополнительной стальной шайбы для защиты от повреждения поверхности детали заостренными концами шайбы (рис. 8.4).
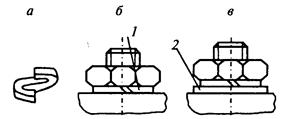
Рис.4.4. Стопорение пружинными шайбами;
а -шайба; б -стопорение гайки; в-стопорение детали из мягкого материала;
1-шайба Гровера; 2-стальная шайба.
Стопорение путем повышения сил тренияв резьбе и на опорных торцах головок винтов, болтов или гаек. Оно достигается с помощью контргайки, которая увеличивает силы трения, либо применением специальной гайки со смещенными витками, которая имеет дополнительный поясок со смещенными двумя-тремя витками резьбы (рис. 8.5, а). Иногда в эту гайку закладывается упругий элемент – фибра (рис. 8.5, б). Для стопорения используют также разгибки в стороны свободных концов разрезанного винта (рис. 8.5, в).

Рис.4.5. Стопорение повышением сил трения:
1-основная часть гайки; 2-кольцевая проточка; 3-поясок; 4-часть гайки
со смещенными витками; 5-фибра; 6-винт; 7-разведенные концы винта.
Стопорение краской или заливочной массойявляется самым простым и дешевым видом, совмещается с операцией контроля и применяется в бытовой ЭА. Состав заливочной массы: 75 % нитроэмали, 25 % молотого талька. После нанесения заливочной массы соединение подвергают сушке в течение 3-5 ч. Краска может наноситься с одной стороны резьбового соединения, по периметру выхода резьбы и заливкой головки винта. Для тропическою исполнения аппаратуры вместо краски используют герметики типа «Унигерм 2Н», которые сушат в течение 6 ч при температуре 60°С.
Стопорение шплинтомс корончатой (прорезной) гайкой или проволочной петлей, которые являются легко заменяемыми и сравнительно дешевыми элементами, обеспечивающими достаточную надежность.
Штифтовые соединенияприменяются для соединения деталей, испытывающих крутящие моменты. Используют штифты цилиндрической и конической формы из высококачественной легированной стали. Конические штифты имеют конусность и создают натяг при сборке деталей. Штифтовка является сложной и ответственной операцией, поскольку неправильная посадка штифта приводит к отказу аппаратуры. Штифтовые соединения как самостоятельные используются редко, обычно их применяют для стопорения резьбовых соединений.
Шплинтовые соединенияиспользуют в основном для крепления шайб и гаек на осях и болтах. Шплинт свободно вставляют в отверстие, проходящее через гайку и ось болта, а его выступающие концы разводят.
Байонетное соединение – основной вид присоединения коаксиальных разъемов, экранов пальчиковых радиоламп и других деталей. Оно удобно в разборке, но характеризуется наименьшей надежностью. При выполнении этого соединения выступы одной детали входят в прорези другой полой детали, а затяжку соединения производят, поворачивая одну деталь относительно другой.
Неразъемные соединения.
Заклепочное соединениеприменяют для листовых металлических деталей, когда требуется обеспечить его высокую механическую прочность. Заклепки изготавливают из мягкой стали (СтЗ, Ст5, Ст10) для соединения стальных деталей конструкции с высокой механической прочностью, а из латуни – для низкого электрического сопротивления и достаточной механической прочности. Эти металлы подвергаются коррозии, поэтому после выполнения соединения заклепки покрывают лаком или краской. Для деталей малой массы в ВЧ- и СВЧ-цепях применяют медные заклепки Ml, M2, а для неответственных деталей с малой массой – из алюминия марок А1 и А2. Заклепки имеют полукруглую, потайную или полупотайную головку.
Замыкающую головку заклепки образуют ударами специальной обжимки по стержню заклепки, которая с противоположной стороны опирается на специальную поддержку – наковальню (рис. 4.6, а). Наковальня должна иметь лунку по форме закладной головки, ее масса в 4-5 раз больше массы молотка.

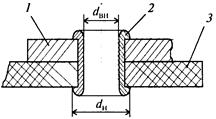
Рис.4.6. Соединение расклепыванием (а) и развальцовкой (б)
1,3 – детали; 2 – закладная деталь.
Механизация клепки осуществляется высокопроизводительными вибрационными или соленоидными прессами, пневматическими приспособлениями с усилием 1-5 кН. Контроль качества соединения осуществляют наружным осмотром, при котором обращается внимание на правильность формы головки и точность прилегания к листам.
Соотношения при расклепывании деталей:
d1 = (1,5-1,7) d0, l = (h1 h2) 3d0
Усилие расклепывания:
P = (2,0-2,5) σвS
где σв – предел прочности материала заклепки на растяжение;
S – площадь соединения.
Для расклепывания в мелкосерийном производстве применяются наковальни или молотки (массой 200-500 г), в серийном – пневматическая расклепочная оснастка с усилием 1-5 кН, в случае повышенной прочности – кривошипно-шатунные либо вибропрессы с усилием несколько тонн. Виды и причины брака при клепке листов приведены в табл. 4.1.
Таблица 4.1. Виды и причины брака при клепке листов.
Развальцовкаприменяется для соединения металлических и неметаллических деталей, например разъема с печатной платой. Она характеризуется меньшим усилием образования соединения за счет применения пустотелой заклепки, так называемого пистона, имеющего вид трубки, развальцованной с одной стороны (рис.4.6, б). Пистоны изготавливают из алюминия, латуни, стали и красной меди.
Усилие развальцовки:
P = σвS
где : 
Соединения пластической деформациейобразуются путем деформации элементов крепления деталей либо зачеканки одной детали в другую (например, сборка роторной секции конденсатора переменной емкости). Этот процесс отличается высокой производительностью, не требует специальных деталей, однако не рекомендуется при значительных механических нагрузках.
Запрессовкаобеспечивается необходимым натягом при условии, что диаметр охватывающей детали меньше диаметра охватываемой детали. Для мелких деталей усилие создают молотком, для больших – с помощью пресса. Для соединения металлических деталей применяют посадки: глухую, тугую, напряженную. Усилие запрессовки зависит от разности диаметров, формы и чистоты поверхности соприкасающихся деталей. Иногда для обеспечения запрессовки одну из деталей нагревают.
Опрессовка (армирование)заключается в образовании соединения металлической и неметаллической деталей путем литья под давлением либо опрессовкой реактопластам (Т= 160- 220 °С, Р = 2-5 МПа).
Склеивание – это технологический процесс соединения деталей с помощью специ-альных связующих материалов, которые вследствие взаимодействия с поверхностью деталей и изменения своего физического состояния способны формировать прочные соединения. Соединение склеиванием является результатом проявления сил адгезии, аутогезии и когезии. Адгезиейназывается явление сцепления двух разнородных материалов при их контакте, которое возникает в результате проявления сил молекулярного взаимодействия клея и соединяемой поверхности. Аутогезиейназывается явление сцепления поверхностей однородных материалов (самослипание). Когезия – явление сцепления молекул склеивающего материала в объеме тела. В пленке клея наблюда  ется образование прочных молекулярных цепей от границы раздела фаз в глубь полимера, что повышает прочность клеевого шва.
ется образование прочных молекулярных цепей от границы раздела фаз в глубь полимера, что повышает прочность клеевого шва.
Общая схема развития сцепления при склеивании включает следующие процессы: адсорбция – адгезия – смачивание – поверхностные химические реакции.
Адсорбцияесть явление концентрации молекул полимера из раствора вблизи поверхности субстрата (подложки) под действием молекулярных сил. Различают два вида адсорбции: физическую и химическую.
Физическая адсорбциявызывается силами Ван-дер-Ваальса и почти не требует энергии активации. Поскольку энергия связи при физической адсорбции мала, то этот процесс обратим и энергетическое состояние адсорбированных молекул мало отличается от свободных. Взаимодействие молекул адгезива и субстрата происходит в результате полярных, индукционных и дисперсионных сил.
Индукционные силы возникают в результате взаимодействия постоянного диполя с неполярными молекулами. Дисперсионное взаимодействие свойственно всем молекулам и обусловлено смещением центров положительных и отрицательных зарядов относительно
среднего положения в отдельные мгновения.
Химическая адсорбцияпротекает со значительным тепловым эффектом и требует заметной энергии активации. При этом происходит изменение электронной структуры
взаимодействующих молекул.
Процесс склеивания состоит из нескольких стадий. На первой стадии образования соединения в результате броуновского движения молекул в адгезиве и адсорбции молекул адгезива происходит накапливание молекул клеящего вещества у поверхности субстрата. Перемещение молекул адгезива интенсифицируется давлением и нагревом. На второй стадии, когда расстояние между молекулами клея и субстрата станет менее 5 нм, начинают действовать межмолекулярные силы адгезии, приводящие к образованию различных связей типа диполь-диполь, диполь-наведенный диполь. Связи между молекулами адгезива и субстрата оказываются более прочными, чем взаимодействие молекул полимера с молекулами растворителя клея. Это значительно усиливает миграцию молекулярных цепей полимера к субстрату и приводит к образованию большого числа точек контакта.
Работа сил адгезии между твердым телом и жидкостью определяется уравнением Дюпре:
Wт.ж = γтг γжг γтж
где γтг, γжг, γтж – поверхностные натяжения на соответствующих границах раздела
(рис. 4.7).
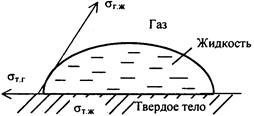
Рис. 4.7.Схема растекания капли жидкости по поверхности твердого тела
С учетом того что соотношение сил поверхностного натяжения определяется равенством Юнга:
γт.г = γт,ж γж.г Cоsθ
получим уравнение для работы сил адгезии:
Wт.ж = γжг (1 Cоsθ)
 Из этого уравнения следует, что максимальная работа сил адгезии будет получена при Cоsθ = 1, т. е. когда угол θ = 0. В этом случае жидкость полностью смачивает поверхность твердого тела.
Из этого уравнения следует, что максимальная работа сил адгезии будет получена при Cоsθ = 1, т. е. когда угол θ = 0. В этом случае жидкость полностью смачивает поверхность твердого тела.
Обычно поверхность твердого тела загрязнена жировыми пленками, которые в значительной мере изменяют поверхностные свойства тел. Для увеличения работы адгезии при склеивании эти пленки необходимо удалять.
Прочность клеевого соединения увеличивается, если склеиваемые материалы имеют разветвленные поры, что способствует диффузии молекул полимера в пограничный слой материала. Тонкие пленки клея (0,1-0,2 мм) дают более надежное соединение за счет прочных межмолекулярных сил, чем толстые слои.
Технологический процесс склеивания состоит из следующих операций:
– очистка поверхностей деталей от загрязнений;
– нанесение клея на склеиваемые поверхности;
– подсушивание нанесенного слоя клея;
– соединение склеиваемых деталей и полимеризация клея;
– контроль качества клеевых соединений.
Подготовку поверхностей деталей под склеивание проводят механической обработкой (гидропескоструйной очисткой, шлифованием, зачисткой наждачной бумагой). Обезжиривание осуществляют органическими растворителями (трихлорэтилен, этиловый спирт и др.).
Клей наносят на склеиваемые поверхности кистью, пульверизатором или путем окунания. Толщина клеевого шва должна находиться в пределах от 0,1 до 0,25 мм. Подсушивание нанесенного слоя клея перед соединением деталей необходимо для удаления растворителей. Если растворитель остается в клеевом слое во время сборки, это может привести к образованию непрочных соединений. Подсушка производится обычно на воздухе в течение 5-20 мин. После склеивания деталей осуществляется полимеризация клея при повышенных температуре и давлении. Так, для клеев типа БФ температура нагрева соединения доставляет 60-120 °С, давление – (1,5-8) 105 Па.
Контроль качества клеевых соединений осуществляют визуальным осмотром, с помощью дефектоскопов (ультразвуковой резонансный метод), выборочным испытанием изделия на разрушение. Для многослойной системы материалов наблюдаются четыре типа разрушения:
– адгезионный – полное отслаивание адгезива от субстрата (рис. 4.8, а);
– аутогезионный – разрушение по месту слипания склеиваемых поверхностей (рис. 4.8, б);
– когезионный – разрушение одного из склеиваемых материалов или самой клеевой пленки (рис. 4.8, в);
– смешанный – характеризуется частичным расслаиванием по месту контакта либо частичным разрушением адгезива или субстрата.
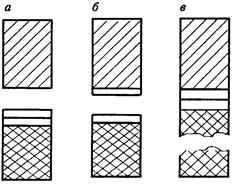
Рис.4.8. Типы разрушения клеевых соединений.
Читайте также:
§
Конструкционная пайкавыполняется низко-, средне- и высокотемпературными припоями. Низко- и средне-температурная пайка применяется в производстве прецизионных паяных соединений, так как уменьшение нагрева существенно снижает деформацию деталей, а высокотемпературная – при изготовлении крупногабаритных конструкций, для которых требуется высокая механическая прочность и термостойкость.
Процесс конструкционной пайки аналогичен процессу выполнения монтажной, меняются только типы паяных соединений (рис. 8.9) и повышаются требования к жесткости фиксации деталей перед выполнением соединения. Наибольшей механической прочностью обладают соединения внахлестку и встык с накладкой, а повышенной точностью – ступенчатое. Для крепления деталей применяют штифтовое соединение, прихватку сваркой, развальцовку, отбортовку, точечное обжатие, кернение, специальные конструктивные элементы (гнезда, уступы, буртики) и т. д.
Рис.4.9.Типы паяных соединений.
Поступающие на сборку детали должны удовлетворять требованиям технологичности и иметь в закрытых объемах отверстия диаметром 0,5–1,5 мм для выхода воздуха и газов в процессе пайки, технологические припуски 1–2 мм на длину во фланцевых соединениях для улучшения условий формирования галтели, покрытия с хорошей паяемостью.
Выбор припоя и флюса определяется требованиями, предъявляемыми к аппаратуре. Основные типы высокотемпературных припоев и флюсов, а также области их применения приведены в справочной литературе и отраслевых стандартах.
Высокотемпературную пайку механических соединений выполняют в поле токов высокой частоты, в печи или в ванне с расплавленной солью.
Индукционная пайкаоснована на разогреве паяемых деталей под действием электромагнитного излучения. Вследствие поверхностного эффекта тепловая энергия локализуется в тонком слое, толщина которого определяется глубиной проникновения токов ВЧ. Учитывая габаритные размеры и материал соединяемых деталей, подбирают частотный режим пайки. Для толстостенных изделий применяют низкочастотный нагрев в диапазоне 10–60 кГц, для тонкостенных– высокочастотный в диапазоне 200–1000 МГц.
Технологической оснасткой для пайки токами ВЧ является индуктор, представляющий собой катушку, изготовленную из высокопроводящего трубчатого материала, через которую интенсивно прокачивается охлаждающая жидкость.
Индукционная пайка применяется для соединения СВЧ-элементов (волноводных звеньев, магнетронов, ламп бегущей и отраженной волн), герметизации микросборок в металлических корпусах. Она позволяет проводить процессы с высокой скоростью, одно временно паять несколько швов сложной пространственной конфигурации. Предварительный подогрев деталей обеспечивает повышение скорости процесса из-за быстрого выравнивания температуры по всему соединению и улучшение его качества за счет устранения теплового удара. Качество соединений повышается при проведении процесса в вакууме или среде очищенных газов (водород, азот либо их смесь). Процесс легко автоматизируется в конвейерных линиях сборки. Дозированное нанесение припоя на собранные в держателе или кассете детали осуществляется программируемым манипулятором. Его существенным недостатком является необходимость изготовления специальной оснастки для каждой сборки.
Пайка в печис контролируемой атмосферой обеспечивает равномерность нагрева, точность поддержания температуры и времени выдержки, стабильность качества, легко поддается автоматизации, устраняет операции флюсования и последующей очистки. Нагрев паяемых деталей осуществляется в активной газовой среде, подвергнутой специальной очистке и осушению (водород, диссоциированный аммиак, водяной газ), в инертной среде или вакууме. Правильный выбор режима пайки позволяет совместить ее с последующей термообработкой соединения.
Пайка в ваннахс расплавленной солью применяется для сборки крупногабаритных изделий. Состав расплава подбирается таким образом, чтобы он обеспечивал требуемую температуру и оказывал флюсующее действие на соединяемые поверхности. Это в основном хлористые соединения калия, лития, натрия, бария, кальция. Собранные под пайку узлы (зазор 0,05-0,1 мм) предварительно нагревают в печи до температуры, на 80-100°С ниже температуры плавления припоя. Такая подготовка снижает коробление деталей и не нарушает температурный режим ванны. После выдержки в расплаве в течение 0,5 -3 мин детали вместе с приспособлением извлекают из ванны и после охлаждения тщательно промывают для удаления остатков флюса.
Конструкционная сварка.
Конструкционной сваркойсоединяют антенные мачты, зеркала радиотелескопов, каркасы, стойки, шасси, волноводы, кожухи аппаратуры, изготовленные из стали, алюминиевых, титановых и медных сплавов. Сварные конструкции, обладая всеми необходимыми эксплуатационными качествами, должны быть изготовлены с минимальной трудоемкостью, экономичным расходом материалов и высокой стабильностью качества.
Надежность сварной конструкции во многом зависит от свариваемости материала. Понятие свариваемости — комплексное, оно зависит от пригодности материала к сварке, технологических условий сварки и в свою очередь определяет надежность сварной конструкции (рис. 4.10).

Рис. 4.10. Взаимосвязь факторов сварки.
В радиоэлектронике при изготовлении элементов конструкций применяют разнообразные черные и цветные металлы, каждый из которых характеризуется определенной способностью к сварке. Свариваемость– это свойство материала в однородной или разнородной системе под воздействием активирующей энергии обеспечивать надежное сварное соединение.
Свариваемость сталей зависит от химического состава, структуры, температуры и интервала плавления, склонности к поглощению газов. С увеличением степени легирования (особенно углеродом) растет их чувствительность к нагреву, увеличивается опасность возникновения трещин в шве. Поэтому критерием свариваемости сталей является эквивалентное содержание углерода:

где С, Mn, Si, Ni, Cr, Mo, V – химические элементы.
В зависимости от эквивалентного содержания углерода различают группы сталей по свариваемости (табл. 8.3).
Таблица 3. Свариваемость сталей.

Свариваемость алюминия и его сплавов определяется их высокими теплопроводностью, термическим расширением, сродством к кислороду, тугоплавкостью оксидной пленки и фазовыми превращениями при сварке, приводящими к охрупчиванию при 350 – 400°С. Травление деталей перед сваркой и защита жидкой ванны от контакта с атмосферой обеспечивают отсутствие пор при сварке чистого алюминия и литейных сплавов. Массивные детали перед сваркой подогревают до 200–400 °С. Сварные соединения из дюралюминов (термически упрочняемых сплавов) склонны к образованию трещин, поэтому их подвергают естественному (5–10 сут) или искусственному (200°С, 2–10 ч) старению.
Свариваемость меди определяется ее повышенной жидкотекучестью, теплопроводностью и химической активностью, наличием примесей свинца, кислорода, серы, висмута, которые не растворяются в ней. Нагревание меди до температуры выше 400°С приводит к интенсивному окислению металла и его примесей, расплавленный металл хорошо растворяет газы, особенно водород с образованием паров воды. Пары воды при нагревании создают большое давление, под действием которого образуется сеть микротрещин и пор (водородная болезнь). Поэтому для изготовления сварных конструкций применяют специальную раскисленную медь, в которой нет кислородных включений. Медь и ее сплавы соединяют газовой, дуговой или контактной сваркой.
Свариваемость разнородных металлов определяется их диаграммой состояния, разницей значений коэффициента линейного теплового расширения, упругостью паров, температурой плавления и другими характеристиками. Наилучшей свариваемостью при прочих равных условиях обладают металлы с полной взаимной растворимостью. При сварке металлов, образующих хрупкие интерметаллиды, необходимо ограничивать время существования жидкой фазы и ее температуру. Для преодоления трудностей, связанных со сваркой разнородных металлов, применяют биметаллические переходники, компенси-рующие или барьерные прокладки.
На качество сварных соединений оказывают влияние не только правильный выбор материалов, разработка оптимального варианта ТП, но и особенности конструкции соединения и всего изделия. Основные требования, предъявляемые к конструкции, следующие:
– расположение деталей должно обеспечивать свободный доступ инструмента в зону соединения;
– швы в изделии рекомендуется располагать таким образом, чтобы весь процесс сварки был выполнен в одном положении изделия;
– стыки всех элементов желательно располагать в одной плоскости, избегая прохождения нескольких швов через одну точку;
– расстояние между параллельными швами рекомендуется выдерживать не менее 10 мм для деталей толщиной до 2 мм, а для остальных – в 4–5 раз больше толщины деталей;
– нецелесообразно располагать окна, отверстия на близком расстоянии от швов;
– рекомендуется соблюдать пропорции между высотой элементов и расстоянием между ними (рис. 4.11, а);
– кромки деталей под сварку разделываются, как показано на рис. 4.11,б.


Рис.4.11. Примеры рекомендуемых соотношений в сварных конструкциях.
Неравномерный нагрев деталей при сварке приводит к различным дефектам (табл. 4.4).
Основные методы получения металлоконструкций, каркасов, рам, стоек, оснований РЭА – контактная, электродуговая, холодная, диффузионная и газовая сварка. Вне зависимости от метода для уменьшения деформации изделий детали закрепляют в приспособлении и стремятся обеспечить минимальный объем металла в сварочном шве, использовать прерывистый точечный шов, выдержать сборочные зазоры.
При изготовлении каркасов до 90 % работ выполняется контактной сваркой. Более пригодны для этого вида сварки металлы, имеющие высокие электросопротивление, пластичность и малую окисляемость, а именно: никель и его сплавы (ковар), платинит, низкоуглеродистая сталь и др. Схема установки для контактной (конденсаторной) сварки с трансформаторной связью приведена на рис. 4.12.

Рис.4.12. Схема конденсаторной сварки.
1-электроды; 2-свариваемые детали.
На качество сварного соединения оказывают влияние энергия сварочного импульса, усилие сжатия электродов, площадь сечения и состояние поверхности электродов, форма импульса сварочного тока. Форма импульса сварочного тока и длительность его прохождения зависят от емкости сварочных конденсаторов С, напряжения их зарядки U, коэффициента трансформации Ктр, индуктивности L и суммарного активного сопротивления контура RΣ. В зависимости от соотношения параметров разрядного контура наблюдаются три формы импульсов сварочного тока (рис. 4.13).


Рис. 4.13. Формы импульсов сварочного тока:
а — кривая апериодического типа; б — критического затухания; в — колебательного типа.
Рабочей является апериодическая форма тока. При переходе в колебательный режим процесс становится неустойчивым и требует регулировки параметрами Ктр и С. Производительность процесса зависит от постоянных времени заряда и разряда конденсаторов.
Аргонно-дуговая сваркаобеспечивает высокое качество соединений деталей из нержавеющих сталей, алюминиевых и титановых сплавов. Основными параметрами ТП являются: сила тока, напряжение на электродах, вид и полярность тока, диаметр электродов. Увеличение силы сварочного тока приводит к увеличению глубины провара и применяется при повышенных толщинах деталей. Напряжение линейно связано с шириной шва и не сказывается на глубине провара. При сварке постоянным током обратной полярности («-» на изделии) глубина провара на 40–50 % выше, чем при сварке током прямой полярности, и на 15–20 % выше, чем при сварке переменным током. Использование аргона при дуговой сварке обеспечивает чистоту химического состава литого металла и создает благоприятные условия для формирования структуры шва.
Холодная сварка(рис. 4.14) осуществляется за счет пластической деформации соединяемых деталей под действием больших механических усилий.

Рис.4.14. Схема холодной сварки.
1 – пуансон; 2 – прижим; 3 – свариваемые детали.
Удельное давление при соединении одноименных материалов определяется по формуле:

где σт – предел текучести;
S – ширина рабочей части пуансона;
hост – остаточная толщина металла.
Метод применяется для соединения внахлестку тонких (до 1 мм) деталей.
Диффузионная сваркаоснована на соединении деталей в результате ползучести под действием приложенного давления в контролируемой атмосфере. Основными параметрами процесса являются температура Т, давление Р и время t, которые для взаимно растворимых металлов связаны следующим соотношением:

где т, В – константы для данного металла;
А– энергия активации ползучести;
е– основание натурального логарифма;
R – универсальная газовая постоянная.
Диффузионная сварка позволяет сваривать разнородные материалы, обеспечивает высокую точность, прикладываемые усилия колеблются в пределах 5–20 МПа. Недостатками метода являются высокая энергоемкость и низкая производительность (соединение длится 5–20 мин).
Газовая сваркаприменяется для сварных соединений из тонколистовой стали с целью предупреждения прожогов, для соединения деталей из легких сплавов с минимальными деформациями. В качестве горючей смеси используют ацетилен или природный газ и кислород.
Читайте также:
§
Структура технологического процесса сборки.
Операции сборки и монтажа являются наиболее важными в технологическом процессе изготовления электронных блоков, поскольку они оказывают определяющее влияние на технические характеристики изделий и отличаются высокой трудоемкостью (до 50-60 % общей трудоемкости изготовления). При этом доля подготовки ИЭТ к монтажу составляет около
10 %, установки – более 20 %, пайки – 30 %. Автоматизация и механизация этих групп операций дает наибольший эффект в снижении трудоемкости изготовления изделий. Основными путями повышения эффективности являются: применение автоматизированного оборудования, групповая обработка ИЭТ, внедрение новой элементной базы, например поверхностно-монтируемых элементов.
Технологический процесс автоматизированной сборки состоит из подачи компонентов и деталей к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, фиксации элементов на плате. В зависимости от характера производства сборка может выполняться:
– вручную с индексацией и без индексации адреса;
– механизированно на пантографе;
– автоматизированно параллельно на автоукладчиках и последовательно на автоматах или автоматических линиях с управлением от ЭВМ.
Подача элементов к месту установки при автоматизированной сборке происходит путем загрузки кассет с ИЭТ и платами в магазины и накопители автомата, захвата ИЭТ установочной головкой и позиционирования. Как правило, загрузка кассет осуществляется вручную, и только в ГАП эта операция выполняется с помощью автоматических транспортных средств. Остальные операции на сборочном автомате проводятся без участия оператора. Платы со смонтированными ИЭТ снимаются с автомата вручную или автоматически и направляются на полимеризацию клея.
Далее плата поступает на светомонтажный или обычный сборочный стол, где устанавливаются ИЭТ малой применяемости. После пайки, отмывки остатков флюса и исправления дефектов собранная плата проходит визуальный и функциональный контроль. Заключительной операцией процесса сборки является нанесение влагозащитного покрытия.

Рис.5.1. Схема типового процесса сборки блоков на ПП.
Применение ручной сборки экономически выгодно при изготовлении изделий не более 15-20 тыс. шт. в год партиями по 100 шт. При этом на каждой плате может быть расположено не более 100 элементов, в том числе до 20 ИМС. Достоинствами ручной сборки являются: высокая гибкость при смене объектов производства, возможность постоянного визуального контроля, что позволяет своевременно обнаруживать дефекты плат или компонентов и устранять причины брака. Недостатки – невысокая производительность, значительная трудоемкость технологического процесса, использование высококвалифицированного рабочего персонала.
При объемах выпуска изделий порядка 100-500 тыс. шт. в год с количеством расположенных на плате элементов до 500 экономически целесообразно использовать механизированную сборку с пантографом. При этом высокая гибкость сочетается с большей, чем при ручной сборке, производительностью. В условиях массового выпуска однотипных изделий бытовой ЭА (0,5-5 млн. шт. в год) целесообразно использовать автоматизированное оборудование (автоматы) или автоматические линии с управлением от ЭВМ.
Структура типового процесса сборки блоков электронной аппаратуры на печатных платах приведена на рис. 5.1.
Подготовка ЭРЭ и ИМС к монтажу.
Подготовка навесных элементов к монтажу включает следующие операции: распаковку элементов, входной контроль, контроль паяемости выводов, рихтовку, формовку, обрезку, лужение выводов, размещение элементов в технологической таре.
Изготовитель ЭРЭ должен обеспечить сохранение паяемости в течение установленного срока. Однако на практике только в Японии с ее малыми расстояниями и высокой дисциплиной поставок монтажу «с колес» подлежит не более 70% ЭРЭ, в нашей стране сроки поставки и хранения могут перекрывать гарантийные.
С завода-изготовителя ЭРЭ поступают в разнообразной таре. Большая часть ее рассчитана на загрузочные узлы сборочных автоматов, однако часть элементов, в том числе ИМС, поставляется в индивидуальной таре-спутнике, изготавливаемой из антистатического термостойкого материала.
Для распаковки ИМС в корпусах типа 4 используются автоматы моделей 141-411 или АД-901 и АД-902, технические данные которых приведены в табл. 5.1. Распаковка тары заключается в снятии с корпуса тонкой пластмассовой крышки путем ее поперечного сжатия с помощью двух стержней, которые входят в контакт с краями крышки и, сближаясь друг с другом, изгибают ее и выводят из зацепления с корпусом. Освобожденная крышка уносится в сборную емкость струей сжатого воздуха, а ИМС по направляющей соскальзывает в приемную кассету. Автомат 141-411 загружает ИМС в этажерочные кассеты, а автоматы АД-901 и АД-902 – в прямоточные.
Таблица 5.1. Характеристика автоматов распаковки ИМС.
| Параметры | Модель 141-411 | Модель АД-901 | Модель АД-902 |
| Тип корпуса ИМС Производительность, шт/ч Число кассет Потребляемая мощность, Вт Габаритные размеры, мм Масса, кг | 401.14 -1,2,3 990×450 ×1600 | 401. 14 – 1,2,3 600 ×685× 1700 | 402. 16 600× 685 ×1700 |
Этажерочные и прямоточные кассеты используют для внутризаводского транспортирования ИМС с планарными выводами. В первых ИМС лежат перпендикулярно к продольной оси кассеты, каждая в своем отсеке, удерживаясь выводами. Выдача ИМС осуществляется с помощью толкателя сборочного автомата. Во вторых ИМС лежат продольно оси, одна за другой. Кассеты устанавливаются на сборочный автомат вертикально, и выгрузка ИМС происходит под действием силы тяжести и электромагнитного отсекателя механизма поштучной выдачи.
Резисторы и конденсаторы с осевыми выводами поставляют вклеенными в двухрядную липкую ленту на тканевой основе. Вклейку в ленту производят на специальных автоматах с соблюдением полярности элементов. Катушка диаметром 245-400 мм и шириной 70-90 мм содержит до 1-5 тыс. ЭРЭ. Во избежание сцепления соседних витков намотку ведут с межслойной прокладочной лентой из кабельной бумаги. С появлением «безвыводных» ИЭТ предложены ленточные носители с внутренними гнездами. Ширина носителя 8, 12 и 16 мм. Гнезда герметизируются полиэфирной пленкой предварительно нагретым инструментом.
Варианты формовки выводов ЭРЭ и установки на платы должны соответствовать ОСТ 4010.030 – 81 (рис.5.2).

Рис 5.2. Варианты установки ИЭТ на платы
Вариант I применяется для установки элементов на односторонние платы при значительных механических нагрузках. При этом используется П-образная формовка выводов элементов. Вариант II применяют для ДПП и МПП. Ему соответствует «зиг»-формовка выводов. Для выводов диаметром до 0,5 мм Rmin = 0,5 мм, для выводов
0,5–1,1 мм Rmin = 1мм. Вариант III рекомендуется для плотной компоновки элементов на плате, IV – для межплатной конструкции блока, V – для транзисторов при значительных механических нагрузках и сохранении при демонтаже, VI – для ИМС с планарными выводами. Для фиксации ЭРЭ на плате применяют образование «зига» на одном из выводов ЭРЭ при вариантах установки III и IV.
Установочный размер должен быть кратным шагу координатной сетки (2,5 мм или 1,25 мм) и обеспечиваться инструментом Предельные отклонения размеров инструмента, отверстий по H12, H13, валов по h12; радиусов гибки 0,3 мм, остальные по IT 14/2.
Усилие формовки-гибки планарных выводов рассчитывается по уравнению:

где k – коэффициент, определяющий состояние поверхностей пуансона
и матрицы (1,0 – 1,2);
b – ширина вывода, мм;
δ – толщина вывода, мм;
σb – предел прочности вывода, МПа;
Рпр – усилие прижима выводов, которое составляет (0,25-0,3) Р;
Для варианта установки IIа «зиг»-формовка выводов осуществляется по схеме, приведенной на рис. 5.3.

Рис. 5.3. Схема для «зиг»-формовки выводов радиоэлементов:
а — гибка вывода б — образование «зига».
В подающих дисках 1 имеются канавки, в которые элементы подаются неподвижными формообразующими 2. Подающие диски получают непрерывное вращение. В диски встроены подпружиненные пуансоны 3, которые при набегании на рычаги приобретают поступательное движение и образуют «зиг» на выводах. Кулачок 4 выталкивает элемент 5 из пазов диска в тару.
Размер «зига» С рассчитывается по формуле:

где d0, d – диаметры отверстия и вывода соответственно.
Механизация процесса подготовки выводов к монтажу осуществляется путем применения технологических приспособлений, полуавтоматов и автоматов, выбираемых в зависимости от конструкции ЭРЭ и типа производства. Полуавтомат (рис.5.4), предназначенный для подготовки выводов ЭРЭ с осевыми проволочными выводами и цилиндрической
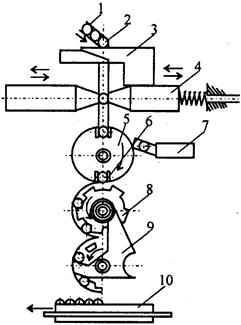
Рис. 5.4.Полуавтомат для подготовки радиоэлементов к лужению выводов.
формой корпуса, выполняет следующие операции:
– рихтовку выводов,
– контроль ЭРЭ по электрическим параметрам с разбраковкой «годен» – «не годен»,
– зачистку и подрезку выводов,
– укладку ЭРЭ в технологические кассеты.
Радиоэлементы 7 загружаются вручную в направляющие 2, по которым с помощью отсекателя 3 подаются в механизм рихтовки 4 по одной штуке, затем в зажимы 6 механизма контроля 5. Рихтовка выводов осуществляется с помощью подпружиненных пуансонов. Контроль и разбраковка по электрическим параметрам производится прибором, подключенным к зажимам 6. При наличии бракованного элемента прибор подает сигнал в механизм отсечки брака 7 и деталь сбрасывается с ротора. Качественные ЭРЭ поступают в механизм зачистки 8, где металлическими щетками удаляются различные загрязнения. Далее ЭРЭ подаются в механизм обрезки 9, после чего загружаются в технологическую кассету 10.
Рихтовку выводов в мелкосерийном производстве осуществляют либо вручную с помощью пинцета и плоскогубцев, либо в приспособлении для рихтовки (одновременно
20 – 50 выводов ЭРЭ модели ГГ 1422-4101 с производительностью 500 шт/ч). Для подготовки ЭРЭ и ИМС к сборке используют различное оборудование (табл. 5.2).
Таблица 5.2. Оборудование для подготовки ЭРЭ и ИМС.
| Наименование, тип | Тип ЭРЭ, ИМС | Производительность, шт/ч | Привод, мощность, Вт | Габариты, мм |
| Полуавтомат подготовки резисторов и диодов, ГГ-2420 Установка рихтовки и обрезкивыводов транзисто-ров ГГ-2293 Автомат П-образной формов-ки выводов ЭРЭ, ГГ-1611 Автомат формовки выводов микросхем, ГГ-2629 Полуавтомат, АРСМ2.230.000 Полуавтомат, ГГ-2125 | МЛТ-0,195; 0,25; 0,5; 1,0; 2Д503; 509. МП42, МП416, ГТ309 МЛТ-0,125, 0,25, 0,5 1-1МС 14-1404. 14-3 КМ варианты III, IV Корпус 301.12-1; 401.143 |
| Электромеханиче-ский, 50 Электромагнит-ный, 80 Электромеханиче-ский, 180 Электромеханиче-ский, невматичес-кий,500 Электромеханический, пневмати-ческий, 800 Электромеханический, 180 | 600 ×500×800 295× 215× 275 330× 380 ×405 900×400×1500 2200× 1000 ×1500 335× 300 ×305 |
Лужение выводов может осуществляться как до, так и после формовки путем погружения в расплавленный припой. Для флюсового горячего лужения выводов ИМС (корпус 401.14-3) используют автомат модели ГГ-2630. Производительность автомата – 900 шт/ч, пределы регулирования температуры припоя 200-280 °С с точностью ±5 °С. Лужение выводов ЭРЭ групповым способом проводится на механизированной установке ГГМ2.339.002. Производительность ее – 400 кассет/ч, время выдержки кассет во флюсе и припое – 1,5 -3 с.
Напрессовка припоя – один из способов закрепления на выводах ИМС строго дозированного количества проволочного припоя путем его глубокой пластической деформации. Припой удерживается на выводах благодаря механическому заклиниванию выдавленных в пространство между соседними выводами выступов. Обычно для выводов сечением 0,3×0,1 мм (корпус 401.14 и др.) используют проволоку припоя диаметром 0,3-0,4 мм либо трубчатый припой с флюсовой сердцевиной диаметром 0,5 мм.
Размещение дискретных ЭРЭ в технологической таре позволяет повысить производительность сборки и механизировать установку элементов на платы. В качестве тары используют также и липкую ленту, в которую вклеивают ЭРЭ преимущественно с осевыми выводами по программе. Вклейка осуществляется на установке ГГ-1740. В технологических кассетах ЭРЭ загружаются в накопители, откуда по программе подаются на транспортное устройство, двигаясь по которому, попадают в зону вклейки. Производительность автомата 2400 шт/ч, количество элементов в одной программе 2-12 шт., шаг вклейки S кратен 5 мм, ширина ленты 6 или 9 мм. Полярные ИЭТ вклеиваются в ленту в однозначно ориентированном положении (рис. 5.5, а).

Рис. 5.5.Упаковка ИЭТ в однорядную ленту (а) и в кассету (б)
Элементы с однонаправленными выводами вклеиваются в однорядную перфорированную ленту шириной 18 мм. Шаг вклейки 15 мм, расстояние между выводами 2,5 или 5 мм. Транзисторы типа КГ и ИМС поставляются в специальных прямоточных одноручьевых технологических кассетах (рис.5.5, б).
Читайте также:
§
Установка ЭРЭ и ИМС на платы является первым этапом монтажа, и дефекты данной операции неблагоприятно отразятся на качестве монтажных соединений. В зависимости от технической реализации различают ручную и механизированную сборку плат, причем в качестве критерия выбора оборудования принимают вариант исполнения выводов (штыревые, планарные). Оптимальное выполнение операции установки ЭРЭ на платы требует согласования допусков на выводы и на диаметры отверстий, выбора наиболее приемлемого метода фиксации компонента, определения оптимального варианта расположения ЭРЭ и ИМС на плате.
При автоматизированной сборке однослойных и многослойных плат должны выполняться следующие технические требования:
– использование минимального числа типоразмеров ЭРЭ и ИМС;
– размещение корпусных ИМС на ПП рядами или в шахматном порядке с шагом установки 2,5 мм;
– корпуса с планарными выводами допускается размещать с шагом 1,25 мм, зазоры между корпусами ИМС должны быть не менее 1,5 мм;
– установка ИМС со штыревыми выводами только с одной стороны ПП, а ИМС с планарными – с двух сторон.
Положение компонентов, полученное при сборке, не должно изменяться до момента контактирования, т. е. формирования монтажного соединения. Поэтому компоненты должны быть зафиксированы на плате. Фиксация должна: быть легкой в исполнении, не допускать применения дополнительных элементов, выдерживать собственную массу элементов, осуществляться при обратном ходе рабочего инструмента. Существуют различные варианты фиксации выводов элементов в отверстиях плат (рис.5.6):
– загибка (а),
– расплющивание (б),
– деформация (в), под действием упругих сил (г) или трения (д).

Рис 5.6.Фиксация выводов компонентов в отверстиях плат
Загибка создает большую опасность замыканий с близлежащими проводниками, чем расплющивание. Пружинные выводы ИМС не требуют загибки, так как фиксация происходит за счет трения о внутренние стенки отверстий. Для фиксации ИМС с планарными выводами применяют их предварительное приклеивание к плате.
Установка ЭРЭ и ИМС на платы проводится вручную или с помощью полуавтоматов и автоматов. Для повышения производительности ручной сборки применяют держатели плат, печатание с обратной стороны платы способом шелкографии позиционного обозначения ЭРЭ. В мелкосерийном производстве применяются сборочные столы типа «Трек-М», на которых обслуживающему персоналу выдается с диапозитивов или перфоленты информация о расположении элемента и последовательности сборки. На основании этой информации на краях плат загораются координатные лампы, определяющие место установки ЭРЭ, вращается тарельчатый магазин, подавая в лоток нужную деталь.
Программирование сборки осуществляют также подсветкой с применением светодиодов и стекловолоконных световодов, подключаемых к платам. По мере выполнения программы световоды высвечивают те позиции, которые должны быть заполнены элементом из очередной ячейки. Производительность установки 500 элементов в час.
При механизированной установке элементов основную роль играет сборочная головка, которая выполняет следующие функции (рис.5.7): принимает компонент из подающего устройства, ориентирует компонент, рихтует и обрезает выводы, вводит выводы в соответствующие отверстия или совмещает их с контактными площадками и при необходимости загибает.

Рис.5.7. Механизированная установка дискретных ЭРЭ:
а — изгиб проводов; б – обрезка выводов; в – загибка выводов.
Варианты позиционирования зависят от конструкции компонентов (рис.5.8).

Рис. 5.8. Варианты позиционирования ЭРЭ сборочными машинами:
а – по двум выводам; б – по трем выводам; в – по корпусу.
Компоненты с боковыми выводами (резисторы) позиционируются по двум выводам, элемент подводится под легким внешним воздействием к плате. Для компонентов с несколькими штыревыми выводами (транзисторы) не применяют прямые направляющие, а позиционируют несколько выводов, что требует больших допусков на отверстия платы. Для ИМС выводы фиксированы по отношению к корпусу и не формуются. Тогда устанавливают элемент, удерживая его за корпус, что является менее надежным способом.
На работу установочной головки значительное влияние оказывают допуски всех элементов. При установке компонентов со штыревыми выводами на эффективное отклонение конца вывода влияет ряд допусков.
При условии, что минимальная ширина bннаправляющей 2 одинакова с максимальной шириной bввывода 1 (нет заклинивания вывода в направляющей) (рис.5.9), в результирующей цепочке допусков получается сдвиг середины вывода компонента от идеального шага
ΔА1 в направлении х:
δА1Х = δА2 δА3 δА4 ΔbН ΔbВ

Рис. 5.9.Позиционирование вывода относительно направляющей
Эффективные допуски при механизированной установке интегральных микросхем с двухрядным расположением выводов определяются из табл. 5.3.
Таблица 5.3.Допуски на механизированную установку ИМС.
| Вид допуска | Обозначение | Значение,мм |
| На ширину вывода На ширину направляющей На положение направляющей На колебание машины На возвратно-поступательное движение На позиционирование Нам положение монтажного отверстия При установке на устройстве пози-ционирования. | Δbв Δbн δ А2 δ А3 δ А4 δ А5 δ 01 δ уст | ±0,05 ±0,01 ±0,02 ±0,02 ±0,025 ±0,01 ±0,1 ±0,1 |
Так как для направляющей в направлении у не может быть заклинивания, то
δА1Y = δА2 δА3 δА5 1/2 (ΔbН ΔbВ )
Допуски δА1Х , δА1Yна отклонение направляющей, а также на позиционирование δА4 допуск на положение монтажного отверстия позволяют рассчитывать необходимый диаметр монтажного отверстия:

Читайте также:
§
В условиях многономенклатурного и мелкосерийного производства ЭА применение специализированных автоматов и полуавтоматов экономически невыгодно, поэтому за последние 15 лет получило развитие новое направление в технологии монтажа – программированная ручная сборка на светомонтажных столах, где световыми средствами указывают ячейку неподвижного накопителя и участок ПП, где нужно установить элемент. Это значительно повышает производительность сборки и уменьшает количество ошибок. Вручную, без специальных средств, обычный темп сборки до 200 элементов в час, на светомонтажном столе он может достигать 500-600 шт/ч. Не требуется обращение к чертежу, исключаются ошибки размещения элементов, снижаются требования к квалификации рабочих.
Светомонтажный стол – довольно сложное устройство, в котором могут применяться различные принципы подачи ИЭГ, указания мест расположения на ПП, управления перемещением платы (рис.5.10).
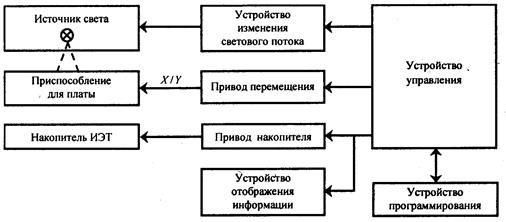
Рис.5.10. Схема светомонтажного стола.
Указание посадочных мест может быть выполнено путем проецирования со слайдов, «световой указкой» либо использования световодов (рис.5.11).
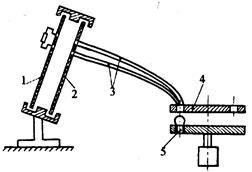
Рис. 5.11. Схема проецирования изображения через световод:
1 – плата; 2 – шаблон; 3 – световод; 4 – программная панель; 5 – осветитель.
В первых светомонтажных столах модели УПСП-904(СССР) и фирмы Streckfuss (Германия) указание посадочных мест осуществлялось проецированием со слайдов в диапроекторе, закрепленном под столом. Число и расположение пятен света на ПП зависели от расположения отверстий в носителе информации – латунной фольге или кинопленке толщиной 0,1 мм, вставленной в рамку слайда. Недостатками являлись высокая трудоемкость подготовки программ, низкий темп сборки.
Указание с помощью световодов путем подсветки отверстий в ПП снизу использовалось в установках «Свет» и «Цвет». Полярность элементов указывалась миганием. Недостатками являлись значительная трудоемкость подготовки программ (до 2 ч на 50 ЭРЭ), ограниченные возможности передачи дополнительных символов
Более гибкая система с использованием «световой указки», в которой пятно светового луча от проектора перемещается по ПП со скоростью 300-400 мм/с с разрешением 0,15-0,3 мм. Луч может формировать разные символы, указывать место установки. Характеристики столов приведены в табл. 5.4.
Таблица. 5.4.Светомонтажные столы программной сборки
| Модель | Устройство управления | Емкость ОЗУ | Средства отображения | Тип внешних ОЭУ |
| ПМПП-902 СССР) ТС – 1409 (СССР) 3D- TS Polytronik 62 – 35 Logpoint (Англия) V – T – AS (СЩА) | МП – 901 «Электроника-60» Z – 80 Z – 80 Микропроцессор | 16К 16К 32К (энергонезависимое) 64К 86К (энергонезависимое) | Табло 3-знаковое Табло 3-знаковое Табло 32-знаковое Дисплей Дисплей | НМЛ НМЛ НГМД 64К НГМД 64К НМЛ |
Светомонтажный стол модели Logpoint (рис.5.12) состоит из светолучевой головки, рабочего стола, микроЭВМ, дисплея, клавиатуры и элеваторного накопителя. Программирование осуществляется в пошаговом режиме, и все данные выводятся на экран дисплея.
Рис. 5.12.Стол с гибкой программой сборки:
1- дисплей, 2 — проектор, 3 –панель, 4 — накопитель, 5-микроэвм
Сборка на полуавтоматах ведется с помощью пантографа. Перемещение платы в направлении осей х и у производится персоналом вручную, пантограф работает в основном масштабе 1:1, поэтому в качестве образца используют просверленную печатную плату. Пантограф имеет копирный щуп с конусной головкой, которая вставляется в отверстие шаблона или несмонтированной платы. Установочная головка при этом выполняет следующие действия: захватывает элемент, изгибает выводы, вставляет их в отверстия, обрезает и фиксирует выводы. Преимуществом полуавтоматов с пантографами является более высокая производительность по сравнению со светомонтажными столами, возможность быстрой переналадки на другие изделия. Недостатки – более жесткие допуски на монтажные отверстия, невысокий уровень автоматизации. Полуавтомат для установки ИМС в корпусах DIP с одновременной групповой подрезкой выводов ГГ-2482 имеет время цикла укладки 5 с, производительность 1200 шт/ч.
Сборочные автоматы, выполняющие основную технологическую операцию установки ИЭТ на плату, отражают более высокий по сравнению со свето-монтажными столами уровень автоматизации сборочно-монтажных работ. Их применение становится оправданным в условиях серийного производства либо при сборке ИЭТ массового применения в любом производстве. Они могут быть узкоспециализированными, рассчитанными на установку одного типа ИЭТ, или гибкими универсальными автоматами. В последних одна и та же головка способна собирать на ПП разнообразные ИЭТ.
Применяемые в промышленности сборочные автоматы различаются выполняемыми операциями, возможностями установки определенной номенклатуры ИЭТ, степенью автоматизации, применяемыми дополнительными средствами и т. д. За последнее время появился ряд сборочных автоматов, в которых операция подачи ЭРЭ на сборку в заданном программой порядке выполняется без предварительной переклейки в липкую ленту.
Сборочные головки могут выполнять в автоматическом цикле одну или несколько технологических операций: извлечение ИЭТ из накопителя или носителя, поворот ИЭТ по ключу или оси координат, формовку выводов ИЭТ, перенос ИЭТ, центровку ИЭТ, установку ИЭТ на ПП.
В установке параллельной сборки фирмы Philips (рис.5.13) используется принцип ударного монтажа. Она состоит из неподвижного держателя печатных плат, на котором закрепляется плата /, нескольких установочных головок 2 и магазина компонентов 3.
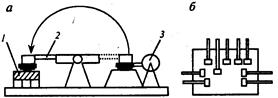
Рис.5.13.Установка параллельной сборки:
а — принцип работы, б — расположение сборочных головок
В выпускаемом оборудовании для этих целей используют одновременно до 10 установочных головок, которые вращаются в аксиальном направлении на 180°. Фиксация выводов происходит посредством загибки их в нужном направлении с помощью специального устройства. Вследствие одновременной установки всех компонентов достигается высокая производительность (до 2500-3000 шт/ч), однако перестройка установки на другой тип плат требует много времени, поэтому метод пригоден для крупносерийного и массового производства.
При изготовлении электронно-вычислительной аппаратуры, характеризующейся большим числом однотипных сборочных единиц – ТЭС, – применяют сборочные машины с цифровым управлением. Информация, необходимая для управления машиной, считывается с носителя данных (перфоленты, магнитного диска). В этих станках к позиционированию стола предъявляют повышенные требования, т. е. необходимая точность составляет ±0,025 мм. Параллельно во времени при позиционировании платы происходит выборка компонентов и их транспортирование к сборочной головке. Число магазинов должно быть достаточно большим (от 20 до 40) для выполнения сменного задания.
Автомат «Трофей» для установки на платы в программной последовательности ЭРЭ с осевыми выводами и перемычек, вклеенных в ленту, управляется с помощью мини-ЭВМ «Электроника-60» и имеет две сборочные головки.
Для программной вклейки ЭРЭ с осевыми выводами и перемычек в липкую ленту используется автомат типа «Трал», управляемый с помощью мини-ЭВМ. В автомате секционного типа вклейка осуществляется одновременно с 20-60 бобин.
Автомат ГГМ 1.149.002 предназначен для сборки ЭРЭ с осевыми выводами резисторов МЛТ, диодов Д9, Д18, Д223 и др., вклеенных в липкую ленту. Сборочная головка выполняет операции вырезки ЭРЭ из ленты, формовки выводов и установки элементов на ПП с подгибкой выводов. Координатный стол имеет привод от двигателя постоянного тока СД-75Д с максимальной скоростью позиционирования 0,1 м/с и минимальным шагом 0,02 мм. Управление осуществляется от стойки ЧПУ, в качестве программоносителя используется 8-дорожечная перфолента.
Для автоматизированной сборки и пайки ИМС с планарными выводами в корпусе типа 401.14 и других применяют автоматы с ЧПУ типов АРПМ, АУП-007, УСПА-1 (СССР) Автомат сборки плат (АСП-902П) может устанавливать корпуса ИМС четырех типоразмеров с 14 и 16 выводами и управляется с помощью ЭВМ. Перед сборкой ПП закрепляются в пакетах (5-10 шт.) и устанавливаются на транспортно-накопительном модуле. Кассеты с микросхемами закрепляются на платформах вибрационных питателей.
Клей наносится двумя методами: на ПП дозатором (универсальный метод) или на дно микросхемы с помощью ванночек с клеем (более производительный метод). По программе плата из накопителя подается в рабочую зону, сборочная головка меняет схват, вакуумной присоской захватывает из кассеты микросхему, устанавливает ее на плату и производит пайку выводов групповым паяльником. После сборки плата подается в накопитель. Загрузка кассет ИМС в 14-выводном корпусе обеспечивает непрерывную работу автомата в течение часа.
Читайте также:
§
Современный этап развития ЭА характеризуется все более широким применением новейшей элементной базы – поверхностно – монтируемых элементов: безвыводных «чипо-вых» резисторов и конденсаторов, миниатюрных корпусов БИС, пластмассовых и керамических кристаллоносителей и др., что позволяет отказаться от плат с металлизированными отверстиями, упростить установку элементов, повысить надежность электронных блоков. Технология поверхностного монтажа (SMT) получила официальное признание в 1985 г. и имеет следующие преимущества:
конструктивные:
– повышение плотности компоновки элементов в 4- 6 раз;
– снижение массогабаритных показателей в 3-5 раз;
– повышение быстродействия и помехозащищенности элементов за счет
отсутствия выводов;
– повышение виброустойчивости и вибропрочности блоков в 2 раза;
– повышение надежности блоков за счет уменьшения количества метал
лизированных отверстий, являющихся потенциальным источником дефектов;
технологические:
– автоматизация сборки и монтажа элементов и повышение производительности труда в десятки раз;
– исключение операций подготовки выводов и соответствующего оборудования;
– сокращение производственных площадей на 50 %;
– уменьшение затрат на материалы.
Недостатки:
– ограниченная номенклатура поверхностно-монтируемых элементов;
– высокая стоимость;
– затрудненность отвода тепла;
– сложность контроля и ремонта.
При поверхностном монтаже применяют следующие виды корпусов:
– простые корпуса для пассивных компонентов: прямоугольной формы, например резисторов и конденсаторов;
– типа MELF (Metal Electrode Face Bonded) с вмонтированными электродами в виде металлизированных торцов;
– сложные корпуса для многовыводных полупроводниковых приборов:
– малогабаритный транзисторный (Small Outline Transistor – SOT);
– малогабаритный (Small Outline – SO) для интегральных схем;
– увеличенный малогабаритный (Small Outline Large – SOL) для интегральных схем;
– пластмассовые кристаллоносители с выводами (Plastic Leaded Chip Carrier — PLCC);
– безвыводные керамические кристаллоносители (Leadless Ceramic Chip Carrier – LCCC);
– керамические кристаллоносители с выводами (Leaded Ceramic Chip Carrier — LDCC);
– различные нестандартные корпуса для компонентов неправильной формы, например индуктивностей и переключателей.
Большая часть чип-резисторов изготавливается методами толстопленочной технологии, которая включает отжиг смесей оксидов металлов и керамики (или стекла), нанесенных на керамические подложки с применением, например, шелкографии. Аналогично изготавливаются контактные площадки резисторов. Резисторы нередко покрываются пассивирующим слоем стекла. После лазерной подгонки и покрытия эпоксидным составом подложки разрезаются на отдельные чип-резисторы.
В корпусах типа MELF изготавливают кремниевые диоды, высокочастотные катушки индуктивности с постоянной индуктивностью, танталовые конденсаторы, металлопленочные резисторы и устройства защиты от перенапряжений, но в наибольших объемах производятся постоянные керамические конденсаторы и графитовые пленочные резисторы.
Транзисторный мини-корпус SOT применяется для корпусирования дискретных полупроводниковых приборов: одиночных биполярных и полевых транзисторов, диодов, стабилитронов и др. Корпус ТО-236 применяют для корпусирования кристаллов, имеющих площадь до 19,35 мм2 и рассеиваемую мощность 200 мВт, а второй корпус, ТО-243, рассчитан на кристаллы площадью 38,7 мм2, мощностью до 500 мВт при 25˚С. Оба корпуса с тремя выводами очень просты по конструкции: у ТО-236 выводы поочередно отходят от каждой из сторон корпуса, в то время как у ТО-243 они расположены по одну сторону корпуса, а центральный вывод – увеличенного размера для лучшего отвода тепла.
Интегральная схема в мини-корпусе SOIC/SOL напоминает уменьшенный вариант традиционного корпуса с двухрядным расположением ленточных выводов (типа DIP). Обычно мини-корпуса поставляются в 8, 14 и 16-выводном исполнении, при этом выводы имеют форму крыла чайки и расположены с шагом 1,27 мм (рис. 5.14, а). Большим преимуществом этого корпуса являются улучшенные массогабаритные характеристики по сравнению с его аналогом DIP: он на 70 % меньше по объему, на 30 % меньше по высоте, а масса такого корпуса составляет лишь 10 % массы его более крупного аналога. Кроме того, мини-корпус имеет лучшие электрические характеристики, определяющие скорость прохождения сигнала. Для переработки топологии обычной схемы на DIP-корпусах в вариант с использованием SOIC/SOL-корпусов нужно внести лишь небольшие изменения, так как разводка выводов одинакова, но общий размер платы может быть уменьшен.

Рис. 5.14. Типы корпусов микросхем.
Стандартный мини-корпус типа SO (рис. 5.14, б) имеет ширину 3,81 мм; существует также совершенно аналогичный корпус, называемый увеличенным вариантом – SOL, который имеет ширину 7,62 мм. Количество выводов у этих корпусов колеблется от 16 до 28.
Пластмассовый кристаллоноситель с выводами (PLCC) размещенными по всем четырем сторонам корпуса, обеспечивает большую плотность соединений и представляет собой почти правильный квадрат с количеством выводов от 18 до 84 (рис.5.14, в). Шаг выводов у PLCC обычно составляет 1,27 или 0,635 мм, однако для некоторых сложных СБИС применяется также шаг 0,508 мм.
Корпус PLCC характеризуется наличием одного ряда выводов по периферии. Варианты конструкции PLCC с числом выводов до 52 имеют, как правило, гибкие J-образные выводы, загибаемые под корпус при монтаже.
Наиболее распространенным типом керамических корпусов для поверхностного монтажа является LCCC – безвыводной керамический кристаллоноситель. Конструктивно LCCC состоит из трех основных элементов: металлизированного керамического основания, металлической крышки и герметизирующего материала, чаще всего специального припоя. В углах корпуса отсутствуют контактные площадки, корпус имеет два ориентирующих ключа: один из них для оптического считывания, другой – в виде угловой фаски. Эти корпуса выбираются для ответственных применений, например в военной технике, аппаратуре связи и аэрокосмической технике, поскольку они могут быть высокогерметичными. Однако LCCC имеют существенные недостатки. Главным из них является рассогласование температурных коэффициентов расширения (ТКР) корпуса и стандартной стекло-эпоксидной платы, которое способствует образованию и развитию дефектов в местах пайки при жестком термоциклировании или высоком уровне рассеиваемой мощности. Кроме того, эти корпуса относительно дороги в производстве.
Керамические кристаллоносители с выводами (LDCC/CCC) позволяют решать проблему согласования ТКР, хотя они дороже, конструктивно более сложны и пригодны лишь для военных и других ответственных применений, где стоимость не является основным критерием выбора компонентов.
Корпус PGA имеет тонкие штыревые выводы, расположенные в матричном порядке (рис.5.14, г).
Бескорпусные элементы, предназначенные для поверхностного монтажа, поставляются на пластиковых лентах, смотанных в катушки, в специальных трубчатых магазинах или россыпью. Для их установки на ПП используются автоматические укладчики. Станок М-2501 содержит магазинный питатель для подачи плат, систему позиционирования, блок поворота платы, вакуумный захват, модуль ультрафиолетового отверждения клея, которым крепится компонент, и магазинный накопитель собранных изделий. Подача компонентов производится по программе с 60 катушек. Для исключения повреждения активных элементов во время транспортирования в диэлектрический материал ленты при формовании вводят углеродный наполнитель, обладающий антистатическим свойством.
Более универсальным является автомат МС-30 фирмы Excellon Micronetics (США). Он может манипулировать с любыми выпускаемыми для поверхностного монтажа компонентами. Компоненты подаются к позициям вакуумного захвата на катушках, в магазинах или россыпью с вибробункера. В автомате предусмотрены три режима работы. В первом вакуумная головка захватывает компонент, прокатывает его по барабану, покрытому паяльной пастой или эпоксидной смолой, и устанавливает на требуемое место на плате. Во втором режиме производится то же самое с двукратным намазыванием, а в третьем – только захват и установка элемента.
В станке модели Microplacer фирмы МТ1 (США) компоненты захватываются приспособлением, в котором программируется давление захвата, и оно определяет габариты компонента, обеспечивая функции контроля размеров. В приспособлении имеется также центрирующий механизм, который делает менее критичными ориентацию и точное размещение компонента в питателе. Система оптического распознавания просматривает в режиме сканирования все собираемые платы, выделяя дефектные.
Автоматические укладчики для поверхностного монтажа компонуются модулями, выполняющими другие функции, и модулями перемещения плат. Наиболее совершенным является оборудование фирмы Universal (США). В нем позиционируют сразу две платы, и пока на одну наносится точно дозированное количество клея, на второй производится установка компонента. Устанавливаемые компоненты подвергаются операционному контролю и при отклонении параметра заменяются исправными.
Монтаж на поверхности может быть выполнен в трех различных вариантах. Первый предусматривает размещение на верхней стороне платы только компонентов, монтируемых в сквозные отверстия, а на нижней – компонентов для поверхностного монтажа. Соединение элементов с платой осуществляется путем пайки волной припоя. Однако обычная волна припоя оказывается неэффективной для монтажа микрокорпусов, так как припой не может подтекать под них и достигнуть экранированных или металлизированных контактных площадок. Применение двойной волны, поступающей из двух резервуаров, позволяет обеспечить полный охват припоем металлизированных участков по всему периметру. Вторичная волна также удаляет избыток припоя с монтажных соединений.
В случае смешанного расположения компонентов на каждой стороне платы (второй вариант) ТП сборки усложняется (рис.5.15). Сначала монтируют компоненты в микрокорпусах оплавлением припоя, а затем волной припоя – остальные. Для оплавления припоя применяют индивидуальный или групповой инструмент (рис.5.16). Он захватывает микрокорпус (а), опускается на плату (б) и расплавляет припой на контактных площадках (в). После этого инструмент поднимается (г).

Рис.5.15.Схема сборки и монтажа ПП при смешанном расположении компонентов

Рис. 5.16.Монтаж микрокорпуса на плату специальным инструментом:
1 — толкатель, 2 — инструмент; 3 — микрокорпус
Толкатель удерживает элемент до тех пор, пока не наступит кристаллизация припоя. В инструменте с высокой точностью поддерживается температура, чтобы исключить перегрев кристалла в микрокорпусе. С помощью инструмента можно проводить также и ремонтные работы.
Третий вариант предусматривает установку элементов только на поверхность ПП различными методами пайки.
ГРУППОВАЯ ПАЙКА БЛОКОВ.
Читайте также:
§
Современные способы групповой пайки блоков ЭА можно классифицировать по нескольким признакам, являющимся главными факторами при формировании паяных соединений. Образование паяного соединения включает стадии активации паяемых материалов, перехода припоя в жидкое состояние, смачивания и растекания припоя, взаимодействия припоя с паяемыми материалами. Таким образом, один из важных факторов – тепловая энергия системы – определяет скорость протекания процессов на всех стадиях и качество получаемых соединений.
Передача тепловой энергии осуществляется теплопроводностью, конвекцией, излучением либо их совместным действием. При нагреве теплопроводностью источниками тепловой энергии могут быть расплав в ванне, волна припоя, нагретая жидкость либо групповой инструмент. Конвективный теплообмен осуществляется с использованием летучего теплоносителя: горячего газа, паров жидкости, пламени горелки. Излучение, наиболее эффективное в форме концентрированных потоков энергии, вводится в зону пайки контактным путем, например УЗ-колебаниями, либо бесконтактным: электромагнитной волной, инфракрасным излучением, лазерным лучом и т. д. Классификация способов групповой пайки приведена на рис. 6.1.
Рис.6.1. Классификация способов групповой пайки.
Другим не менее важным фактором являются физико-химические процессы взаимодействия паяемых материалов и припоя, включая механизмы удаления оксидных пленок, воздействия специальных сред и т. д. Удаление оксидных пленок может осуществляться за счет применения флюсов, механическим путем, созданием специальных сред, УЗ-колебаниями, плазмохимической или ионной очисткой.
Основными критериями, характеризующими эффективность каждого из способов пайки, могут служить следующие:
Скорость нагрева непосредственно определяет время, производительность и экономичность процесса пайки. Совместное действие нагрева погружением и УЗ-активации позволяет реализовать различные способы бесфлюсовой пайки, УЗ, ВЧ, ИК-излучений – бесфлюсовые и бесконтактные методы активации.
Увеличение локальности нагрева позволяет ограничить температурное воздействие на паяемое изделие, снизить тем самым нагрев термочувствительных компонентов и платы, повысить качество паяных соединений. Уровень энергопотребления характеризует экономичность метода, способность эффективно использовать тепловую энергию без больших ее потерь в окружающем пространстве. Уровень автоматизации показывает, какая доля операций всего технологического процесса пайки автоматизирована и характеризует применяемое технологическое оборудование по уровню автоматизации процесса. Габаритно-программный показатель определяет эффективность использования оборудования для заданной серийности производства на данной производственной площади.
Кроме перечисленных факторов выбор способа групповой пайки определяется экологической чистотой процесса, особыми требованиями техники безопасности конструктивными формами паяных соединений.
Пайка погружением.
При пайке погружением собранная плата стороной пайки опускается в расплавленный припой, который является источником нагрева. Так как переход теплоты от жидкого припоя большой массы (50 кг и более) к контактным площадкам и выводам компонентов происходит достаточно быстро, то нагрев зоны соединения до температуры пайки достигается в течение 1-2 с. В зависимости от характера движения платы относительно поверхности припоя различают следующие способы пайки погружением в расплав припоя (рис.6.2):
— избирательной подачей припоя (е).
Рис.6.2. Способы пайки погружением.
Погружение платы в припой вертикальным перемещением осуществляют на глубину, не превышающую ее толщину. Наиболее важными технологическими параметрами при этом являются: температура расплава припоя, которая поддерживается на уровне 260-280 °С, и время погружения в пределах 4-6 с. Ванны для пайки оснащаются терморегуляторами, которые поддерживают температуру в заданном интервале с точностью ±5°С. Нагревательные элементы располагают таким образом, чтобы дно ванны было нагрето сильнее ее стенок. В этом случае за счет естественной конвекции происходит перемешивание жидкого припоя, обеспечивающее однородность состава во всем объеме ванны. Поверхность припоя (зеркало) при пайке должна быть чистой и свободной от оксидов, которые удаляются скребком перед каждым погружением платы.
При вертикальном погружении и извлечении платы наблюдается ряд недостатков, которые связаны с условиями удаления жидких и газообразных остатков флюса и излишков припоя. Затрудненность выхода остатков флюса на поверхность припоя может привести к «захвату» флюсом припоя и образованию ложных паек. Припой не успевает стекать с платы и затвердевает с образованием сосулек, короткозамыкаюших мостиков.
Ряд этих недостатков устраняется при наклонном погружении и извлечении платы. При погружении под углом 5-7° обеспечивается удаление газовых фракций флюса и продуктов реакции, а также стекание припоя. Удачным сочетанием способа с наклонным погружением платы и устройства для снятия оксидных пленок является способ пайки в лотке (рис.6.3, а).
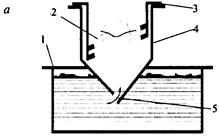

Рис. 6.3. Способы пайки в лотке с применением вибраций.
Припой находится в неподвижной ванне /, а плата 2 с установленными компонентами укладывается наклонно в держатель 3 логка 4. Лоток в поперечном сечении имеет форму треугольника с вершиной угла, направленного в глубь ванны. При опускании лотка в расплав припоя треугольное днище рассекает пленку оксидов на поверхности припоя и своим приемным отверстием 5 начинает забирать припой из глубины ванны. При этом создаются условия для постепенного удаления из зоны пайки жидких и газообразных остатков флюса, подачи в зону пайки чистого припоя. Недостатками данного метода являются: низкая производительность процесса, что определяет его пригодность для мелкосерийного производства; большой процент дефектных соединений; повышенный расход припоя; значительное термическое воздействие на плату.
Повышения качества паяных соединений в платах с металлизированными отверстиями достигают применением колебательных движений платы (рис.6.3, б).Плата закрепляется в держателе, на который подаются механические колебания частотой 50–300 Гц и амплитудой 0,5-2,0 мм, получаемые от электромагнитного вибратора, либо УЗ-колебания частотой 20-44 кГц и амплитудой 10-20 мкм. Механические вибрации способствуют проникновению припоя в металлизированные отверстия, удалению остатков флюса, улучшают структуру припоя в соединении. Ультразвуковые колебания вызывают разрушение оксидных пленок и улучшают смачивание припоем паяемых поверхностей. Недостатками данного способа являются: необходимость надежного фиксирования компонентов на плате; возможность возникновения механических резонансов в компонентах, особенно транзисторах, что приводит к их повреждению.
Маятниковое движение плат, слегка изогнутых по дуге, уменьшает тепловое воздействие на плату, способствует удалению остатков флюса и излишков припоя. Однако при этом затрудняется крепление компонентов на плате, уровень припоя в ванне необходимо поддерживать с точностью ±1 мм.
Пайка протягиванием по поверхности припоя заключается в том, что плата укладывается в держатель, который под углом 5-10° опускается на поверхность припоя и протягивается определенное расстояние по зеркалу припоя. Впереди держателя имеется скребок, который очищает поверхность зеркала от оксидов припоя. При подъеме платы излишки припоя стекают в ванну. Поскольку спокойная ванна припоя имеет меньшую склонность к окислению, то состав и чистота припоя поддерживаются с хорошим постоянством. Скорость протягивания составляет 5-8 м/мин, время протягивания одной платы – до 10 с. Установки для пайки протягиванием легко встраиваются в обычный сборочный конвейер. Недостатками способа являются относительно большое время пайки и связанное с этим значительное тепловое воздействие на поверхность платы. Последний недостаток устраняется применением защитных масок.
Во избежание коробления плат при пайке погружением термочувствительных элементов применяют избирательную пайку, которая заключается в подаче припоя только в места пайки. Ванна с припоем закрыта специальным кондуктором, в котором имеются отверстия, точно соответствующие числу и расположению зон пайки. Подача припоя осуществляется с помощью поршня, который выдавливает его через отверстия кондуктора в места пайки. Недостатком метода является трудность перестройки на другой типоразмер плат.
Пайку погружением в нагретую жидкость, например жидкий теплоноситель ОЖ-1 на основе лапрола Л2502-ОЖ при температуре 260°С или глицерин при температуре 240°С, используют главным образом для оплавления гальванического покрытия олово – свинец на печатных платах с целью улучшения их паяемости.
Волновые способы пайки.
Способ пайки волной (wave soldering), впервые предложенный в 1955 г. в Англии,– в настоящее время самый распространенный в промышленности для пайки печатных плат крупносерийного и массового производства ЭА. Преимущества этого способа заключаются в высокой производительности вследствие механизированного движения плат относительно припоя и возможности создания автоматизированных установок, включающих полный комплекс операций: обезжиривание, флюсование, подогрев, пайку, отмывку от флюса и сушку, во взаимодействии платы с чистой поверхностью припоя в короткий промежуток времени, что снижает термоудар, коробление диэлектрика, перегрев элементов. Недостатки – большая масса припоя в ванне (100 – 500 кг), повышенные габариты оборудования, большее окисление припоя.
Технологические основы метода пайки волной обусловлены характером взаимодействия потока припоя и платы. Главным условием высокой разрешающей способности пайки волной, позволяющей без перемычек, мостиков и сосулек припоя паять платы с малыми зазорами между печатными проводниками, является создание тонкого и равномерного слоя припоя на проводниках платы, что в свою очередь способствует формированию паяных соединений «скелетной» формы. Процесс пайки состоит из трех этапов: вхождения платы в припой (точка А на рис. 6.4), контактирования с припоем (отрезок АВ)и выхода из припоя (точка В).

Рис.6.4. Схема взаимодействия волн припоя и платы:
а– односторонняя волна; б – двусторонняя волна.
На первом этапе направление фонтанирования волны VAспособствует удалению паров флюса из зоны реакции (как при симметричной двусторонней, так и при направленной односторонней волне). На втором этапе полоса растекания припоя по плате АВ в сочетании со скоростью конвейера Укопределяет время пайки. При двусторонней волне это время больше, что обеспечивает более полное заполнение припоем металлизированных отверстий. Увеличение времени взаимодействия, однако, повышает толщину припоя на печатных проводниках до некоторого предела.
Окончательное формирование толщины слоя происходит на выходе платы из волны припоя в точке В.При этом в односторонней волне продольная составляющая скорости фонтанирования VBвычитается из скорости конвейера, при этом смываются излишки припоя и утончается оставшийся слой припоя.
При односторонней волне более благоприятными являются горизонтальное положение конвейера, пологая форма и возможно большая скорость циркуляции припоя. Глубина «ныряния» обычно составляет 0,6-0,8 толщины платы, но может достигать 1,5-2,0 толщины с носовым козырьком в передней части кассеты. В двусторонней волне скорость VBскладывается со скоростью конвейера VКи способствует образованию наплывов. Таким образом, в двусторонней волне необходимо стремиться к повышению угла наклона, увеличению крутизны волны и уменьшению скорости фонтанирования.
Односторонняя волна применялась в установке пайки АП-4, имевшей конвейер, двигавшийся со скоростью до 1,5 м/мин, и блок создания волны. Вследствие ряда недостатков эта установка снята с производства. Двусторонняя волна используется в линии пайки ЛПМ-300 и установке TDF фирмы Hollis, имеющих скорость конвейера до 2,5 м/мин, пенный флюсователь, подсушку флюса.
В технологии групповой пайки электронных блоков на ПП наряду с односторонней и двусторонней параболической волнами применяют волны других профилей (рис.6.5): плоскую (или широкую), вторичную (или «отраженную»), дельта-, лямбда- и омега-волны.
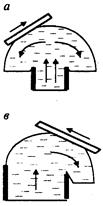

Рис. 6.5Профили воли для групповой пайки:
а-плоская, б-двойная, в-дельта, г-лямбда
Плоская, или широкая, волна имеет протяженность до 70-90 мм, что увеличивает площадь контакта между платой и припоем и позволяет повышать производительность процесса пайки за счет увеличения скорости движения платы до 3 м/мин (установка ASTRA фирмы Hollis (США)). Подобная конфигурация волны позволяет получать качественные паяные соединения при меньшей температуре припоя, чем при пайке волной параболической формы. К недостаткам данной волны относится увеличенная открытая поверхность расплава, способствующая образованию оксидных пленок в припое. Вторичная волна образуется за счет наклонного отражателя с одной стороны сопла, что обеспечивает удержание определенного количества припоя в виде волны меньшей высоты. Температура во вторичной волне меньше, чем в основной. За счет взаимодействия платы и вторичной волны происходит оплавление сосулек припоя и повторная пайка соединений.
Дельта-волна характеризуется стоком припоя в одну сторону, для чего одна стенка сопла выполнена удлиненной, а также большим напором припоя, что обеспечивает более глубокую волну, которая применяется для пайки элементов с удлиненными выводами, например разъемов с выводами под накрутку. Недостаток – большая зависимость высоты волны от степени нагнетания припоя и трудность ее поддержания на постоянном уровне.
Лямбда-волна, предложенная фирмой Electrovert (Канада), использует насадку сложной формы, имеет передний со стороны платы крутой слив припоя и длинный практически горизонтальный профиль волны на выходе платы. На входе платы в волне формируется ускоренный поток припоя, обладающий хорошим смачивающим действием и проникающей способностью На выходе устанавливается практически нулевая скорость платы относительно припоя, а постепенное увеличение угла между платой и поверхностью припоя устраняет образование наплывов и сосулек. Такой профиль волны позволяет вести качественную пайку многослойных плат с плотным монтажом и используется в установке WSV фирмы Electrovert, где высота волны регулируется от 13 до 19 мм при скорости конвейера до 5,4 м/мин.
На базе лямбда-волны фирмой Electrovert создана омега-волна за счет размещения вибрирующего элемента в окне сопла, через которое подается припой. Вибрация элемента создается с помощью электромагнитного вибратора, работающего на частоте 60 Гц с амплитудой колебаний 1-3 мм. За счет придания турбулентности волне припоя обеспечивается заполнение металлизированных отверстий в платах на уровне 99 %, количество дефектов в виде непропаев сокращается в два раза. Омега-волна используется в установке Century 2000 (фирмы Electrovert), имеющей скорость конвейера до 6 м/мин.
Серийно выпускаемые линии механизированной пайки ЛПМ-300 и ЛПМ-500 уже не удовлетворяют по своим техническим параметрам современным требованиям, поэтому на отдельных предприятиях они подверглись модернизации. Так, на базе ЛПМ-300 разработана установка УПМ-300, имеющая:
— плавное регулирование скорости движения транспортера от 0,3 до 3,0 м/мин;
— электромагнитный воздухораспределитель, прекращающий пенообразование флюса при выключении двигателя транспортера;
— устройство для автоматической остановки платы над секцией термо-радиационной сушки для лучшего подогрева плат толщиной более 1,5 мм;
— подачу защитной жидкости как на волну припоя, так и на поверхность платы в ванне.
На линии SOLTEX (Голландия) осуществляется двухступенчатая пайка по следующей схеме: пенное флюсование – подогрев – пайка протягиванием по поверхности припоя со скоростью 1,5 м/мин – охлаждение – обрезка выводов фрезой с подзаточкой и пневматическим реверсом – очистка щетками – флюсование – подогрев – пайка волной припоя. При этом сокращается расход припоя, обеспечивается однородность паяных соединений с заданной высотой выводов над поверхностью платы.
В 80-х гг. при массовой пайке волной припоя возникли новые проблемы. Дальнейшая микроминиатюризация компонентов привела к увеличению плотности компоновки, размеры проводников на плате уменьшились до 0,25 мм, а зазоры – до 0,125 мм, число выводов на компонент возросло с 2-3 до 68. Появились безвыводные «чиповые» компоненты, монтируемые поверхностью. Традиционные установки уже не обеспечивали выполнение основной функциональной цели волновой пайки – оставлять на плате ровно столько припоя, сколько требуется для образования надежного электрического контакта. Остающийся на плате избыток припоя вызывает образование соединений заливной формы, которые менее надежны, чем соединения видимого контура, и способствует возникновению перемычек и сосулек припоя.
Примером нового подхода к технологии массовой пайки волной припоя является концепция «воздушного ножа», предложенная фирмой Hollis Engineering (рис. 6.6).

Рис.6.6. Схема «воздушного ножа».
Поток горячего воздуха, направленный на плату 1, удаляет с ее поверхности излишки припоя, перемычки и сосульки. Сопло 2 изготавливается из нержавеющей стали и имеет достаточную массу для удержания тепла. Встроенные нагреватели внутри сопла обеспечивают нагрев воздуха до температуры 375-390°С при давления 0,3 МПа. Горячий воздух направляется на паяемую сторону платы через 6-8 с после ее выхода из волны под углом 40-42° на расстоянии до 20 мм от поверхности платы. Поскольку нагрев воздуха сопровождается значительными затратами электроэнергии, установки оснащают автоматической системой, включающей подачу воздуха при выходе платы из волны. «Воздушный нож» используется в установках GBS Mark 3 и SPS фирмы Hollis, имеющих модули двойной волны припоя, предварительный ИК-подогрев плат с двух сторон и максимальную скорость конвейера – до 3,6 м/мин.
Для ограничения количества припоя на печатных проводниках в технологии массовой пайки применяют паяльные маски в виде сухой фотополимерной пленки, наносимой на поверхность платы вакуумным ламинированием и экспонируемой ультрафиолетовым излучением. Маска типа BAKREL фирмы Du Pont (США) матово-зеленого цвета обладает хорошей адгезией к поверхности платы, устраняет образование перемычек припоя и защищает печатный монтаж от климатических воздействий. Маски выпускаются толщиной 50, 75 и 100 мкм и обеспечивают требуемую геометрию паяных соединений с фотографической точностью.
До сих пор технология волновой пайки не требовала высокой квалификации исполнителя, так как многие переменные факторы процесса не контролировались. Сокращение брака и обеспечение высокого процента выхода годных сборок (до 90 % и выше) возможно путем компьютеризации процесса волновой пайки. Компьютер позволяет не только улучшать качество соединений, но и увеличивать в 10 и более раз скорость контроля. Для реализации компьютерного управления необходимо для каждой электронной сборки сформировать матрицу параметров, таких как тип печатной платы, длина выводов элементов, скорость и ширина конвейера, температура подогрева платы, плотность флюса, температура пайки и др. Компьютеризация позволяет обеспечивать стабильность качества паяных соединений в массовом производстве. Микропроцессорными системами управления оснащены установки SPS фирмы Hollis, Gemini 400 FM фирмы Sensbey (Япония), NFS300 фирмы Zevatron (Германия).
Для образования волны припоя в установках пайки используют механические нагнетатели, давление воздуха или газа, УЗ-колебания и электромагнитные нагнетатели. Механический нагнетатель работает по следующему принципу (рис.6.7). В замкнутую полость /, на конце которой устанавливают сопло 2, постоянно нагнетается расплавленный припой с помощью крыльчатки, расположенной на валу 5, связанном клиноременной передачей с электродвигателем. Плата 4 входит в волну припоя под углом а. Высота гребня волны 3 регулируется изменением числа оборотов электродвигателя постоянного тока путем изменения напряжения питания с помощью регулируемого автотрансформатора. Такая конструкция наиболее проста, однако недостатком ее является наличие в расплаве припоя вращающихся деталей. Это требует дополнительных блокировок от включения двигателя при нерасплавленном припое.

Рис. 6.7 Схема механического нагнетателя
Еще проще использовать для создания волны припоя давление воздуха или газа, подаваемого в замкнутую полость. Однако на практике применение воздуха приводит к окислению припоя, а использование инертного газа экономически нецелесообразно.
Для создания небольшой по размеру волны припоя могут использоваться УЗ-колебания, вводимые в припой с помощью специального излучателя. Однако конструктивно сложно «развязать» излучатель с ванной припоя, волна имеет очень небольшие размеры и затруднена пайка плат с обычными размерами. Поэтому более рационально вводить УЗ-колебания в волну припоя, создаваемую механическими нагнетателями.
Читайте также:
§
Интегральные микросхемы в корпусах типа 4 (401.14-, 402.16-, 405.24, 429.42 и др.), резисторные, конденсаторные сборки типов Б18, Б19, зарубежные корпуса «flat pack» имеют планарные коваровые позолоченные выводы с шагом 1,25; 1,0; 0,625 мм. При сборке на печатных платах ИМС из этажерочных кассет, в которых они поступают на сборку, с помощью манипулятора с вакуумным захватом устанавливаются на поверхность платы. Перед установкой на плату дозатор наносит клей. По программе палета (держатель) с платой из накопителя подается в рабочую зону, сборочная головка с помощью вакуумного захвата извлекает ИМС из кассеты, устанавливает ее на плату и производит пайку выводов. Механизированную пайку планарных выводов ИМС ведут несколькими способами:
— миниатюрными паяльниками с дозированной подачей припоя;
— групповыми паяльниками прямого нагрева;
— инструментом с параллельными электродами;
— лазерным излучением.
Автомат дозированной пайки АДПМ-1, входящий в технологическую линию «Палмис», имеет одну паяльную головку с двумя миниатюрными паяльниками, которые могут подниматься и опускаться вместе и порознь, что позволяет вести пайку ИМС в различных корпусах. Механизм подачи припоя на паяльник – электромагнитный. Проволочный припой диаметром 0,5 мм наматывается на катушку, и по командам от стойки ЧПУ или пульта ручного управления электромагнит подает нужное количество припоя, при этом единичная доза составляет 0,6 мг. Подавая на электромагнит 1-6 импульсов, дозу можно изменять в пределах 0,6-3,6 мг.
Паяльная головка (рис.6.8) обеспечивает вертикальное перемещение паяльника в пределах до 35 мм, раздвижку на 9-70 мм, прижим паяльника к паяемым выводам в пределах 1-4 Н. Время пайки 0,75-2,75 с задается программой с дискретностью 0,25 с.

Рис.6.8. Паяльная головка в установке пайки АДПМ-1:
1 – головка; 2 – припой; 3 – микропаяльник.
Контроль и поддержание заданной температуры паяльников осуществляются автоматически электронными потенциометрами с помощью термопар.
Координатный стол перемещается шаговыми двигателями по осям х, у со скоростью 0,7 м/мин и погрешностью не более ±0,04 мм. Стойка ЧПУ работает от 8-дорожечной перфоленты и обеспечивает подачу координатного стола на шаг 1,25 мм.
Дальнейшее развитие оборудования дозированной пайки привело к созданию автомата АСМ-1, имеющего магазин барабанного типа для хранения 30 прямоточных кассет, содержащих по 30 ИМС, универсальные автоматы для пайки четырех типов ИМС с планарными выводами типов УАП-1, УАП-2 для технологической линии «Прогресс».
Недостаток механизированной пайки паяльниками – низкая производительность: АДПМ-1 – 800 паек в час, АСМ-1 – 1200, УАП-1 – 1650 паек в час. Пайка групповым паяльником позволяет повышать производительность процесса пайки до 250-300 соединений в минуту (1800 паек в час) и получать соединения, не отличающиеся по внешнему виду и свойствам от соединений, паяемых вручную. Способ реализован в установках пайки типов АПМ-1, ППМ-3, УГП-902.
Высокое качество достигается при одновременной пайке 8-10 выводов одним паяльником (рис.6.9, а),увеличение числа выводов до 12-20 приводит к снижению качества паяных соединений вследствие разброса толщины выводов. При числе выводов более 12 разность потенциалов между крайними выводами превышает 5В, что может привести к выходу из строя ИМС. Поэтому импульсные групповые паяльники, в которых потенциал прикладывается поперек рабочего торца паяльника и не превышает доли вольта, более предпочтительны (рис. 6.9, б).


Рис. 6.9. Групповая пайка выводов ИМС паяльником прямого
нагрева с подачей тока поперек (а) и вдоль (б) выводов:
1 – корпус ИМС; 2 – паяльник; 3 – контактная площадка; 4 – ПП.
Дальнейшим развитием установок пайки групповым паяльником стали автоматы АРПМ и АУПМ-007, которые имеют поворотный магазин с 30 этажерочными кассетами, механизмы выдачи ИМС из кассеты на приемный столик и ориентации по ключу, манипулятор с вакуумным захватом, паяльники косвенного нагрева. Автомат АРПМ имеет программное управление с перфоленты и производительность 300 шт/ч, а АУПМ-007 – микропроцессорную систему управления и производительность до 400 шт/ч.
Способ групповой импульсной пайки предложен в 60-х гг. фирмой Weltek (США). В СССР в 80-х гг. выпущен автомат сборки и пайки импульсными паяльниками модели АС-901, который выполнял операции выбора ИМС в корпусах 401.14-3,4, установки их на платы с приклейкой, групповой импульсной пайки с производительностью до 800 шт/ч.
Автомат АСП-902П построен по модульному принципу. Манипуляционной основой автомата является модуль МАРС-901, имеющий линейный шаговый развернутый двигатель с платформой, которая перемещается по координатам х и у над плитой стола. На платформе закреплены рабочая постановочно-паяльная головка с устройством автоматической смены схватов и нанесения клея на плите стола, магазин сменных схватов, вибрационные питатели для установки кассет с микросхемами. Клей наносится двумя методами: на плату дозатором, на дно микросхемы с помощью ванночек с клеем. Метод пайки выводов микросхем – импульсный, система управления – микроЭВМ, производительность – до 600 шт/ч.
Припой для пайки импульсными паяльниками дозируют путем осаждения на плату гальванического сплава ПОС 61 толщиной 12-15 мкм и последующего оплавления либо нанесения слоя припоя толщиной до 100 мкм волной припоя. Время пайки обычно задают в интервале 0,1-0,4 с. Недостаток – отличие формы паяных соединений от пайки ручным паяльником, так как на соединениях остается отпечаток торца импульсного паяльника.
Читайте также:
§
Появление на коммутационных платах поверхностно-монтируемых компонентов существенно изменило технологию групповой пайки. Для пайки плат со смешанным монтажом (компоненты, монтируемые в отверстия с одной стороны платы, и «чиповые» элементы) был разработан метод пайки двойной волной припоя (рис. 6.10).

Рис.6.10. Пайка двойной волной припоя.
Первая волна – турбулентная и узкая, она выходит из сопла под большим давлением. Турбулентность и высокое давление припоя обеспечивают хорошее смачивание, исключают образование полостей с газообразными продуктами разложения флюса, но не исключают образования перемычек. Вторая, более пологая, волна с малой скоростью истечения устраняет перемычки припоя, а также завершает образование галтелей. Поэтому установки пайки двойной волной должны иметь отдельные нагнетатели припоя, сопла, блоки управления параметрами каждой волны. Кроме того, их дополнительно оснащают «воздушным» ножом для разрушения перемычек из припоя. Недостаток данной схемы пайки – значительные термические нагрузки на плату.
Перспективным методом является пайка поверхностно-монтируемых элементов расплавлением дозированного припоя,который наносится в виде заготовок или паяльной пасты. Во втором случае флюсования не требуется, так как паста имеет в составе флюс. Нагрев платы с пастой производится в три этапа: сушка летучей связки, оплавление порошка припоя, растекание припоя по контактной площадке. «Чиповые» элементы, монтируемые на контактные площадки, при установке приклеиваются к плате, при этом они ориентируются по отношению к контактным площадкам платы. Используются следующие виды нагрева: контактным электросопротивлением, газом, фокусированным световым лучом, ИК-нагревом и в паровой фазе.
Пайка горячим газом нашла применение для присоединения «чиповых» элементов к многослойным керамическим платам. Инертный газ (аргон, азот или их смесь) нагревается, проходя под давлением через электронагревательные элементы мощностью 0,8-1,0 кВт. Температура газа регулируется путем изменения его скорости и напряжения на электронагревательных элементах таким образом, чтобы она превышала на 150°С точку плавления припоя. Струя газа вырывается из сопла диаметром 2,5 мм, что позволяет локализовать нагрев паяемых мест. Отсутствие контакта с источником теплоты обеспечивает высокое качество паяных соединений.
Технологию пайки в паровой фазе (конденсационную пайку) предложила в 1973 г. фирма Du Pont (США), после того как были запатентованы специальные термостабильные рабочие жидкости. К преимуществам данного метода относятся равномерный нагрев электронной сборки до постоянной во времени температуры пайки в анаэробной инертной среде с применением слабоактивированных флюсов, что позволяет получать однородные паяные соединения и исключает образование перемычек из припоя.
Необходимые для пайки припой и флюс наносят на плату в виде припойной пасты перед ее погружением в пар. По мере погружения платы в зону насыщенного пара над кипящей рабочей жидкостью пар конденсируется по всей ее поверхности, быстро и равномерно нагревая до температуры пайки. При этом припойная паста расплавляется и образует галтель между выводом компонента и контактной площадкой платы. Когда температура платы достигнет температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев платы. Повышение температуры платы до температуры расплавления припоя осуществляется в короткий промежуток времени (до 10 с) и не поддается регулированию. Для уменьшения термических напряжений в компонентах осуществляют предварительный подогрев платы.
Основной частью установки для пайки в паровой фазе является резервуар 1 со слоем рабочей жидкости на дне (рис. 6.11).

Рис.6.11. Схема установки пайки в паровой фазе камерного типа.
Пар 2 образуется за счет нагрева до кипения с помощью внешних либо встроенных внутренних нагревателей 5. Для предотвращения утечки пара в верхней части резервуара расположены змеевики охлаждения 3. По мере прохождения смонтированной платы 4 над кипящей жидкостью пар конденсируется над всей поверхностью, быстро и равномерно прогревая плату до температуры пайки. В качестве жидких теплоносителей используются перфторируемые инертные жидкости с температурой кипения, несколько выше температуры плавления оловянно-свинцового припоя. Например, наиболее распространенный теплоноситель Fluoronert Liquid С-70 имеет температуру кипения 215 °С. С целью предотвращения утечки паров дорогого фторуглерода поверх основной технологической среды создается дополнительная среда из более дешевого фреона.
Недостатки процесса – его длительность (40-50с), высокая стоимость жидкого теплоносителя, утечка рабочей жидкости в атмосферу, образование различных кислот на границе раздела жидкостей.
Недостаток парофазной пайки – критичность к использованию канифольных флюсов, остатки которых не растворяются в рабочей жидкости и, попадая на нагреватель, снижают его теплоотдачу. При плотности мощности более 10 Вт/см2 происходит локальный перегрев рабочей жидкости и ее разложение с выделением высокотоксичного газа перфторизобилена, что может привести к отравлению персонала.
Читайте также:
§
К подготовительным операциям процесса групповой пайки относятся обезжиривание, нанесение маски, флюсование, а к заключительным – удаление маски, отмывка флюса, сушка и контроль. При обезжиривании плату погружают в органический растворитель на 7-10 с так, чтобы верхняя сторона покрывалась слоем растворителя на 0,5-1 мм.
Защитные маски одноразового использования штампуют из бумажной ленты, покрытой клеем, смачивают водой с помощью пульверизатора, плотно прижимают к плате на 2- 4 мин. После пайки платы бумажная маска удаляется промывкой в горячей воде. Маски многоразового использования изготавливают из нержавеющей стали, их прижимают к плате с помощью термостойкой резины. В настоящее время применяют защитные компаунды, которые являются маской в процессе пайки, а также влагозащитным покрытием. В составе компаундов – эмаль, полимеризующий агент, вазелиновое масло. Жизнеспособность компаунда 3 ч.
Флюсование осуществляют следующими способами: погружением в ванну с флюсом, вращающимися щетками, напылением, волной или с помощью пены. Нанесение флюса погружением малопроизводительно, не обеспечивает однородного и равномерного покрытия платы флюсом, требует строго выдерживать глубину погружения платы во флюс. Поэтому данный метод используется в индивидуальном и мелкосерийном производстве.
Нанесение флюса вращающимися щетками обеспечивает механизацию процесса флюсования (рис. 6.12).
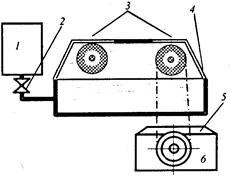
Рис.6.12. Нанесение флюса вращающимися щетками.
1-емкость с флюсом 2 — резервуары, 3- флюс, 4 — вспенивающий
элемент, 5 — плата, 6 — щетки, 7 — пена, 8 – сетка .
Однако нерабочие части щеток, не по груженные во флюс, при остановке устройства засыхают, ворс на них слипается.
Нанесение флюса методом распыления с помощью одной пары сопел при расстоянии до платы 300 мм обеспечивает флюсование платы шириной до 100 мм. Для более широких плат применяют две и более пар сопел. В установке для нанесения флюса распылением (рис. 6.13) флюс из резервуара поступает через кран в электромагнитный клапан и оттуда в регулируемое жиклерное устройство и дозирующее сопло пульверизатора. Там флюс захватывается потоком воздуха, выходящим из воздушного сопла пульверизатора. Сжатый воздух подается через регулятор давления и ресивер. Магистраль 2 служит для продувки каналов клапана, жиклеров и сопла при их засорении остатками флюса.

Рис.6.13. Нанесение флюса распылением:
1-электромагнитный клапан; 2-магистраль продувки; 3,5-сопла;
4-кожух; 6-жиклер; 7-регулятор давления.
Оборудование для нанесения флюса в виде пены (рис. 6.14) состоит из внутреннего / и наружного 2 резервуаров, соединенных между собой таким образом, чтобы жидкий флюс 3 свободно перетекал из одного отсека в другой.

Рис.6.14. Схема установки для нанесения флюса в виде пены.
1,2-резервуары; 3-флюс; 4-вспенивающий элемент; 5-плата; 6-щетки; 7-пена; 8-сетка.
Во внутреннем резервуаре установлены жестко связанные между собой вспенивающие элементы 4, выполненные из пористых материалов (керамики, фетра, войлока) в виде дисков, трубок. При подаче через отверстие в элемент 4 сжатого воздуха флюсующий состав во внутреннем резервуаре вспенивается выходящим воздухом в виде «шапки» пены 7 и поднимается над резервуаром. Наружный резервуар закрывается сеткой 8, которая способствует ускоренному превращению пены снова в жидкость. Для поддержания равномерного уровня поверхности пены над выходным отверстием используют вертикальные щетки 6. Расход флюса восполняется из емкости. Весьма важным фактором для образования равномерного по высоте гребня пены является однородность размеров ячеек пористого материала, из которого изготовлены вспенивающие элементы 4.
Устройство для образования волны флюсующей жидкости (рис.6.15) имеет вращающуюся крыльчатку, нагнетающую жидкость в специальный канал, на выходе которого образуется стоячая волна флюса.

Рис.6.15. Нанесение флюса с помощью волны:
1-крыльчатка; 2-электродвигатель; 3-плата;
Регулирование высоты волны осуществляется изменением числа оборотов электродвигателя Скоростной напор потока флюса позволяет не только покрывать флюсом нижнюю сторону платы, но и обеспечивает проникновение его в ме-таллизированные отверстия многослойных плат. Излишки флюса удаляются с платы щеткой. Недостатки устройства – его сложность, увеличенные габариты линии пайки.
Подсушка флюса перед пайкой в сочетании с предварительным подогревом печатных плат во многом определяет качество паяных соединений, особенно в крупносерийном и массовом автоматизированном производстве. Поскольку в состав флюсов в качестве растворителей входят спирт и вода с температурами кипения 80 и 100°С соответственно, то при соприкосновении жидкого флюса с расплавленным припоем при температуре 230-250 °С происходит бурное кипение флюса с образованием значительного количества газов и паров. За счет этого в припое образуются газовые раковины и паровые «карманы», приводящие к пористости соединений. Кроме того, поверхностные слои припоя, контактирующие с жидким флюсом, за счет его испарения существенно охлаждаются, что ухудшает смачиваемость поверхности. Поэтому при подсушке флюса важно добиться полного испарения растворителя из флюсующего состава. Такая задача решается нагревом нижней (паяемой) поверхности плат до температуры 85°С, если растворителем служит спирт, и до 100°С, если растворителем является вода. В результате предварительного подогрева плат перед пайкой уменьшается тепловой удар в момент соприкосновения платы с расплавленным припоем, что снижает коробление плат при пайке.
Нагрев плат осуществляют в камерах радиационной сушки, где тепловое излучение от ИК-лампы отражается с помощью рефлектора и направляется на плату вентилятором, что создает конвективный поток воздуха. Недостатки подобного устройства – стекание остатков флюса и возникновение дымления, что снижает интенсивность ИК-излучения. Чтобы избежать этого, радиационные излучатели / (рис.6.16) располагают под углом к горизонтальной поверхности платы 2,а для излишков флюса устанавливают специальные сборники 3, которые легко чистить.

Рис.6.16. Подогрев плат в камере боковыми нагревателями.
Для защиты поверхности расплавленного припоя применяют специальные жидкости, которые кроме защиты от окисления выполняют ряд функций: восстанавливают оксиды меди; снижают поверхностное натяжение припоя и увеличивают его смачивающую способность; уменьшают наплавы припоя на широких проводниках, а также сокращают количество таких дефектов, как перемычки и сосульки; позволяют на 10-20 °С снижать температуру пайки, что уменьшает тепловое воздействие на полупроводниковые приборы.
Основными компонентами защитных жидкостей являются: минеральные масла на основе углеводородов с высокой термической стабильностью, жировые масла растительного или животного происхождения, обладающие смачивающими свойствами, кремний-органические жидкости и др.
Защитная жидкость должна обладать следующими свойствами:
— температура вспышки в открытом месте должна превышать температуру пайки (для ТП-22 температура вспышки 230 °С, а самовоспламенения 300 °С);
— обладать высокой термической стабильностью при температуре расплавленного припоя (230-260 °С), например в течение 1-2 смен работы линии пайки; слабо испаряться (не более 3-4 %) в течение смены; не снижать электрические параметры платы;
— легко удаляться обычными растворителями;
— показатель кислотности свежей защитной жидкости не должен превышать 14 мг КОН.
В качестве защитных жидкостей при групповой пайке используют ЖЗ-1, ТП-22, ВМ-71, ЖЗФ-350, ЖЗК-400.
Способы подачи жидкости в зону пайки могут быть различными: с помощью валика, соприкасающегося с волной припоя; капельным методом; внутрь объема припоя. Расход жидкости составляет 2-4 дм3 за смену. Экономия припоя благодаря применению защитной жидкости достигает 0,5 кг за смену.
Как правило, после пайки на плате остается еще некоторое количество флюса и продуктов его разложения. Они могут вызвать коррозию, деградацию паяных соединений и ухудшить электрические параметры схемы. Необходимость очистки платы после пайки определяется в зависимости от требуемой степени надежности аппаратуры, условий ее эксплуатации, назначения изделия. При использовании защитных масел очистка обязательна во всех случаях. Для очистки и промывки плат применяют различные растворители и составы, включая воду. Общее правило при этом заключается в следующем: моющие составы должны быть способны растворять как связующее вещество, так и основной материал флюса.
Удаление остатков канифольных флюсов осуществляют спиртом, спир-тобензиновой смесью, трихлорэтиленом, четыреххлористым углеродом. Однако эти жидкости пожароопасны и токсичны. Ранее широко применялись фтор- и хлоруглеродистые растворители – фреоны, которые негорючи, малотоксичны, химически стойки и являются универсальными растворителями. Обладая низким поверхностным натяжением, фреон проникает в углубления и под скопления загрязнений, а благодаря исключительной способности к смачиванию легко смачивает и вытекает из самых маленьких зазоров, захватывая частицы загрязнений. Особенно экономичны фреоны хладон-113 и Ф-114В с температурой кипения 47,57 и 47,25 °С соответственно.
В установке КР-1 очистку плат от канифольных флюсов вели спиртофреоновои смесью (1:10) в ваннах предварительной и окончательной отмывки. Для интенсификации процесса очистки применяют подогрев и циркуляцию моющего раствора. Большую степень автоматизации очистки платы обеспечивает роботизированный комплекс «Прима-1», в котором автоматически поддерживаются заданные температура и время очистки. В двух ваннах предварительной и окончательной очистки непрерывно идет процесс регенерации растворителя, что обеспечивает его полную замену через 2 ч. Содержание канифоли в ванне окончательной очистки не превышает 0,25 %. Очистка производится хладоном при вибрации промышленной частоты с амплитудой 0,1-1,5 мм. Весь цикл очистки не превышает 5 мин, в том числе предварительная сушка 1-2 мин, выдержка над ванной 0,5 мин, выдержка в каждой ванне 1-2 мин. Недостаток – нежелательные экологические последствия фреоновых технологий.
Очистка плат после пайки с применением водорастворимых флюсов производится горячей водой (50-60 °С) с добавками поверхностно-активных веществ (ПАВ). Очистка на роботизированной линии «Прибой-1» выполняется по следующей схеме:
— очистка в моющей среде – 10 мин, 60°С;
— стекание раствора – 0,5 мин;
— ополаскивание в воде – 5 мин, 60°С;
— ополаскивание в деионизованной воде – 5 мин, 25°С;
— предварительная сушка – 30 мин, 60°С;
— окончательная сушка – 180 мин, 25°С.
Эта технология очистки позволяет без снижения качества избавиться от спиртобензиновой и спиртофреоновои смесей, а также предотвратить загрязнение окружающей среды парами органических растворителей.
Контроль качества очистки от остатков паяемых флюсов проводят визуальным осмотром под микроскопом типа МБС-2 с увеличением в 8-10 раз, а также люминесцентным или кондуктометрическим методом. Люминесцентный метод основан на явлении флюоресцентного свечения веществ, входящих в состав флюсов (канифоли, салициловой кислоты и др.). Источниками излучения при облучении платы являются лампы СВД-129А, ПРК-5 со светофильтром УФС-6. Наличие загрязнений определяют по видимому свечению остатков на поверхности платы в темной камере: голубое- для канифоли марки «В» и салициловой кислоты, желтое- для канифоли марки «А». Точность метода — до 10 г/см.
Кондуктометрический метод основан на измерении сопротивления дистиллированной воды до и после контрольной отмывки в ней проверяемых флюсов. Допускается снижение сопротивления до значения не более 2-10 Ом/см3.
Читайте также:
§
7.1. Технические требования к монтажу.
Под электромонтажными работами понимают совокупность технологических операций, обеспечивающих электрическое соединение элементов, сборочных единиц, входящих в блоки, комплексы, системы и изделия. Электрический внутри- и межблочный монтаж ЭА в зависимости от сложности и конструктивного уровня аппаратуры выполняется одиночными проводами и кабелями, жгутами, жесткими и гибкими платами (рис. 7.1).
Рис.7.1. Классификация методов монтажа.
Выбор метода монтажа определяется требованиями, предъявляемыми к изготавливаемой аппаратуре, ее сложностью, учетом величины помех. Напряжение помех, вызванное электрическим монтажом, складывается из емкостной, индуктивной и гальванической составляющих. Емкостная составляющая определяется длиной, сечением и типом изоляции проводов, расстоянием между ними и земляными шинами, а индуктивная – рабочей частотой, длиной проводов и расстоянием между ними. Гальванические помехи возникают в цепях электропитания при увеличении омического сопротивления токопроводящих шин. Для снижения помех этого вида провода питания выполняются плоскими, минимальной длины с поперечным сечением, соответствующим токовой нагрузке.
Проводной монтаж представляет собой электрическое соединение отдельных элементов и сборочных единиц с помощью одиночных изолированных проводников (кабелей) или системы проводников, объединенных в жгут. Он применяется для внутри- и межблочного монтажа аппаратуры. Наибольшая плотность монтажа – до 300 элементов на 1 дм3. Монтаж одиночными проводами трудно механизировать и автоматизировать, поэтому доля такого монтажа в дальнейшем постоянно сокращается. Объединение проводов в жгут позволяет выполнять подготовительные операции параллельно со сборкой, использовать автоматизированное оборудование, обеспечивать механическую прочность и стабильность параметров монтажных соединений при повышенных вибрационных и ударных нагрузках.
Печатный монтаж отличается высоким уровнем автоматизации и получил распространение для внутриблочного монтажа. Он выполняется на плоских диэлектрических основаниях и используется в качестве конструктивного элемента (печатной платы). Межблочный монтаж в конструктивных модулях третьего и четвертого уровней ЭА осуществляют путем соединения печатных плат гибкими шлейфами или ленточными кабелями. Наибольшая плотность монтажа достигает 1000 элементов на 1 дм3.
Многопроводной монтаж выполняют фиксированными или незакрепленными проводами, а также стежковым методом. Многопроводной монтаж фиксируемыми проводами представляет собой упорядоченное прокладывание изолированных проводов по поверхности двусторонних печатных плат с фиксацией их в слое адгезива. Монтаж осуществляется автоматически по программе с помощью специального оборудования и экономически целесообразен при макетировании в опытном и мелкосерийном производстве.
Монтаж толстопленочными металлическими покрытиями осуществляется при изготовлении керамических многослойных плат, содержащих до 30 металлизированных слоев, соединенных между собой металлизированными отверстиями диаметром 0,12 мм с шагом 0,5 мм. На лицевой стороне платы размерами 90×50×5 мм устанавливают от 100 до 130 бескорпусных ИМС.
– высокая помехоустойчивость за счет применения экранов, заземления каждого экрана в отдельности, пересечения монтируемых высокочастотных цепей под углом, близким к 90°;
– соблюдение допустимых расстояний между оголенными участками проводов и металлическими поверхностями конструкций (не менее 3 мм для цепей с напряжением до250 В и 5 мм для цепей с напряжением выше 250 В);
– подключение не более 2-3 проводов под один зажимный контакт и выбор сечения проводов в зависимости от токовой нагрузки;
– антикоррозионное или технологическое покрытие оголенных участков проводов под пайку.
– соответствие сечения провода и изоляции току нагрузки, допускаемому падению напряжения;
– наличие паяемых и антикоррозионных покрытий.
Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой (ЛПРГС, ПРП, АПРФ, ПРГ) изоляцией. Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенных температуре (до 250°С) и влажности используют провод с фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур –60… 40°С, провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Монтажные провода поставляются в бухтах. Часть проводов, в первую очередь с резиновой изоляцией, имеет луженые токопроводящие жилы, что ускоряет процесс подготовки проводов к монтажу. При выборе цвета изоляции монтажных проводов и их обозначений на электромонтажных схемах рекомендуется учитывать назначение электрической цепи. Помимо цвета провода могут различаться с помощью бирок, липких лент или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов (например, красный – для цепей с высоким положительным потенциалом, синий – с отрицательным потенциалом, желтый – питание переменным током, черный – нулевое значение потенциала и т. д.).
Наиболее широкое применение получила маркировка с помощью маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода таким образом, чтобы она перекрывала обрез его изолирующей оплетки на
1 – 3 мм и не сползала при тряске и вибрации. Изготовление бирок включает маркировку, сушку и отрезку полихлорвиниловых трубок и осуществляется на специальных автоматах.
Подготовка проводов к монтажу.
Подготовка проводов к монтажу включает следующие операции:
– мерную резку,
– удаление изоляции и заделку концов проводов,
– маркировку,
– облуживание и свивание проводов.
Мерную резку проводов вручную выполняют ножницами, кусачками, определяя длину провода по шаблону. В мелкосерийном производстве эта операция механизируется с помощью устройств мерной резки (рис. 7.2).

Рис. 7.2. Устройство мерной резки.
Приспособление состоит из упора 4 с закрепленной на нем стрелкой. Упор жестко крепится на столе 7 гайкой-барашком так, чтобы стрелка совпадала с делением линейки 8. Резка производится между отверстиями 1 в неподвижном 2 и подвижном 3 дисках путем поворота диска 3 вручную рукояткой 6. Диск 3 возвращается в исходное положение с помощью пружины 5. Приспособление позволяет получить точность нарезки ±0,7 мм. В других конструкциях вращение диска осуществляется электродвигателем.
Резку проводов (различных марок и сечений) длиной от 50 до 1350 мм и зачистку концов обжигом пластиковой изоляции по концам на расстоянии 5-10 мм при массовом производстве выполняют на специальных автоматах (рис. 7.3).

Рис.7.3. Схема автомата подготовки провода.
Провод с катушки 1 протягивается через механизм предварительной подачи 2, роликовый механизм рихтовки 3, мерный ролик 4, механизмы подачи (ролики 5, 6), зажима 7,9, обжига 8 к устройству резки 10. При достижении заданной длины ведущие подвижные ролики 5 отходят от ведущих неподвижных роликов 6 с помощью пневмосистемы, но происходит фиксация провода зажимами 7 и 9. После этого механизм обжига 8 наджигает изоляцию провода в двух местах. Далее провод разрезается отрезным ножом 10 и выталкивается зажимом 9 с помощью пневмосистемы в тару. Производительность автомата достигает 2000 шт/ч.
Зачистка проводов от изоляции должна обеспечить технологичность монтажа и надежность контактного соединения. Для большинства соединений зачистку осуществляют на длину 7-10 мм, для многожильных проводов – 10-15 мм (рис. 7.4).


Рис.7.4Разделка концов проводов с изоляцией:
а — пластиковой, б — комбинированной, 1 — провод, 2 —пластиковая
изоляция, 3 — экран, 4 — волокнистая изоляция
Изоляцию проводов удаляют:
– МГВ, МГВЛ, МГВЛЭ, МГВСЛ электрообжигом;
– МГСЛ (с внутренней изоляцией из стекловолокна) надрезом на автомате, специальными щипцами;
– МГТФ, МГТФЛЭ (термостойкая фторопластовая изоляция) надрезом;
– ЛПЛ (хлопчатобумажная пряжа), МОГ (шелк, капрон), МГТЛ (лавсановая) электрообжигом;
– МШВ, МГШВ (пленочная и волокнистая изоляция) электрообжигом;
– эмалевую изоляцию с проводов ПЭТ, ПЭЛ шлифовальной шкуркой, шабером;
– ПЭВ и ПЭМ погружением в муравьиную кислоту и протиркой бязью;
– многожильных ЛЭШО и ЛЭШД нагревом в верхней части пламени
спиртовой горелки и погружением в спирт с последующей протиркой бязью либо погружением в расплав солей (хлористый калий) при температуре 768°С на 1-2 с.
Для зачистки изоляции применяют специальные приспособления, удаляющие изоляцию обжигом (рис.7.5) и стягиванием съемником изоляции.

Рис. 7.5.Схема удаления изоляции обжигом
Основными рабочими органами являются нить накала 3 и губки-ножи 2. Нить прожигает изоляцию при повороте провода / вокруг оси. Губки являются опорой для провода при прожигании изоляции, предохраняют ее от обугливания, обеспечивают снятие изоляции. Для исключения надрезов губки полируются и имеют радиус скругления 0,08 мм.
Термомеханический способ позволяет снимать изоляцию в один прием с проводов сечением 0,07-0,35 мм2. Рабочее место при этом должно быть оборудовано местной вентиляцией. Недостатки тепловых методов удаления изоляции: возможны пережоги провода, образование оксидной пленки, выделение вредных газов.
К механическим приспособлениям, предназначенным для снятия любой изоляции, относится устройство с механическими щетками, которые вращаются с помощью электродвигателя в противоположных направлениях. Зазор между щетками регулируется. Время зачистки изоляции 2-3 с, производительность 150-300 проводов в час, длина снимаемой изоляции 5-20 мм. К недостаткам механического способа относятся уменьшение диаметра, насечки, скручивание, трудности при обработке проводов малого диаметра (0,02-0,05 мм).
В связи с развитием более совершенных методов объемного монтажа все шире внедряется комплексная механизация и автоматизация подготовки проводов к монтажу. Примером является автомат для мерной резки, зачистки изоляции и лужения проводов марок МШВ, МГШВ, МГВ на длину от 40 до 300 мм (рис.7.6), который состоит из цепной передачи 5, укладчика провода 2, совершающего качательное движение, катушки / с запасом провода, щеток 4, зоны обжига изоляции 3, зон флюсования 6, лужения 7, влагозащиты 8, ножей 9.

Рис.7.6.Схема автомата для подготовки проводов.
При перемещении цепей и качании раскладчика провод, сматываясь с катушки, перемещается вместе со штырьками цепи и попадает в зону обжига изоляции 3. Затем щетками 4 снимается оксидная пленка. Флюсование осуществляется войлочным валиком 6. Лужение происходит в волне припоя 7, влагозащита – в ванночке 8 с вращающимся войлочным роликом, а затем ножами 9 провод отрезается. Заделку концов провода с волокнистой изоляцией осуществляют с помощью нитроклея, путем надевания полихлорвиниловых трубок или наконечников из пластмасс, нитками (оклетневка). Оклетневка заключается в наматывании на изоляцию слоя цветных хлопчатобумажных или шелковых ниток, которые затем покрывают клеем БФ-4 или нитролаком (рис.7.7).



Рис.7.7.Закрепление изоляции провода ниткой:
1 — провод, 2 — хлопчатобумажная нитка.
Для отрезания трубок необходимой длины применяют станки, работающие в автоматическом цикле (рис. 7.8).

Рис.7.8.Станок для отрезания изоляционных трубок
Трубка 1 проходит через направляющую втулку 2 и, попадая на сменный ведущий ролик 10, прижимается резиновым валиком 3. Далее вращением шестерен 4 и 7 от ведущей шестерни 8 трубка подается во вторую направляющую втулку 5 и на лезвия подвижного 6 и неподвижного 9 ножей, с помощью которых изоляционная трубка отрезается. Производительность станка 300 тыс. заготовок за смену. Он позволяет разрезать трубки диаметром 2-6 мм на отрезки длиной от 8 до 20 мм.
Для снятия экранирующей оплетки с кабеля применяется установка СЭ-1, работающая по принципу винтового среза оплетки с помощью вращающихся фрез и неподвижных, ножей (рис. 7.9).

Рис.7.9.Схема установки для снятия экранирующей оплетки
Перемещением втулки 1 устанавливают расстояние между ножами 2. Кабель 5 подается в отверстие втулки до упора 4. Фрезы 3, вращаясь навстречу движению провода, загибают экранирующую оплетку 6, которая срезается, попадая в зазор между зубьями фрез и ножами. Круговой срез обеспечивается поворотом провода вокруг оси. Установка для снятия экранирующей оплетки с концов монтажных проводов типа МГВШЭ, БПВЛЭ диаметром по оплетке 1- 5 мм имеет производительность 600 заготовок в час.
Разделку концов экранирующей оплетки, обеспечивающую подключение ее к корпусу, выполняют путем протаскивания конца провода через отверстие, сделанное в оплетке на расстоянии 20 мм от конца, и подключением свободной части оплетки к корпусу либо подпайкой к оплетке дополнительного провода. Лужение монтажных проводов осуществляют путем погружения оголенных участков в ванны с припоем ПОС61, ПОС61М при температуре 250-260°С в течение 1- 4 с, используя флюсы ФКСп, ФКТ. Для ВЧ-кабелей с нетеплостойкой изоляцией применяется припои ПОСВ 33 при температуре 170-190°С
Читайте также:
§
Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты (рис.7.10) делятся на межблочные и внутриблочные, которые в свою очередь подразделяются на простые (прямые) (а),с ответвлениями (б),сложные (в),с замкнутыми ветвями (г).
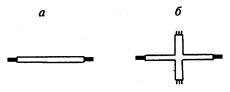
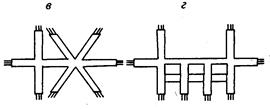
Рис.7.10.Виды жгутов
В зависимости от конструкции жгута для его изготовления применяют плоские и объемные шаблоны. Плоский шаблон представляет собой основание из изоляционного материала, на котором нанесен рисунок жгута и в соответствии с трассировкой расположены металлические шпильки с изоляционными трубками. Для фиксации концов проводов предусмотрены специальные зажимы. Между шпильками укладывают монтажные провода.
Повышения производительности изготовления жгутов и исключения ошибок монтажа добиваются путем применения электрифицированных шаблонов, в которых концы монтажных проводов фиксируются специальными зажимами, электрически связанными с сигнальными лампочками. Лампочки и зажимы коммутированы таким образом, что при правильной укладке и фиксации провода загораются поочередно лампочки 1-й трассы, затем 2-й и т д. (рис.7.11.).
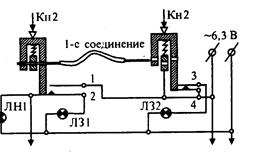
Рис.7.11.Схема электрифицированного шаблона
Провод прокладывается по трассе шаблона, лампочки при этом гаснут, а загорается красная контрольная лампочка, подтверждающая правильность укладки. Например, при подаче питания 6,3 В загораются две зеленые лампочки Л31 и Л32. При закреплении конца провода кнопкой-зажимом Кн1 размыкаются контакты 1 и 2 цепи питания лампочки Л31 и 3, 4 лампочки Л32. При этом загораются красная контрольная лампочка ЛН1 и лампочки для следующей цепи.
Первоначально разработку конструкции жгута осуществляют на макете. Укладывают провода согласно монтажной или принципиальной схеме, концы проводов маркируют с двух сторон бирками с указанием номера трассы (1-2; 1-6; 3-5 и т. д.), после чего измеряют их длину и заносят данные в таблицу монтажных соединений; например, при соединении контактов реле Р2 с разъемом Ш1 таблица имеет вид табл. 7.1.
Таблица 7.1.Таблица монтажных соединений.
| Номер провода | Марка провода | Площадь сечения провода, мм | Длина провода, мм | Трасса соединений |
| 1 – 2 1 – 3 1 – 4 1 – 5 | МГШВ БПВЛ БПВЛ БПВЛ | 0,5 1,0 1,0 1,0 | 1Р2 – 2Ш1 2Р2 – 3Ш1 5Р2 – 5Ш1 4Р2 – 6Ш2 |
При раскладке жгутов соблюдают следующие правила:
– экранированные провода должны быть внутри жгута, поэтому с них начинают раскладку;
– внутри жгута укладывают короткие провода малых сечений;
– длинные провода укладывают снаружи с образованием лицевой стороны;
– шаг вязки жгутов выбирают в зависимости от площади сечения жгута, количества проводов и диаметра жгута по табл. 7.2.
Таблица 7.2. Шаг вязки жгутов
| Площадь сечения провода менее 0,33 мм2 | Площадь сечения провода более 0,33 мм2 | ||
| n, шт | t, шт | n, шт | t, шт |
| 5 – 15 16 – 20 >20 | 5 – 10 10 – 12 13 – 18 | 11 – 30 >30 | 15 – 20 8 – 30 30 – 40 |
Кроме того:
– концы жгута должны иметь бандажи и оконечные узлы;
– для защиты от механических повреждений жгут по всей длине или на отдельных участках обматывают изоляционной лентой;
– жгут на каркасе крепят металлическими скобками с установкой под
ним изоляционных трубок или прокладок из лакоткани (длина закрепления 150-200 мм);
– отверстия в каркасе, через которые проходят жгуты, должны иметь закругленные кромки и резиновые втулки;
– при пайке проводов жгута обязательно применяют их механическое
крепление на контактных лепестках путем продевания в отверстие лепестка и загибки.
Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку).
Для большинства монтажных соединений, допускающих нагрев до 280°С, применяется припой ПОС 40, для наиболее ответственных соединений применяют припой ПСр 2,5, который содержит 2,5 % Ag, 5,5 % Sn и 92 % Pb и имеет температуру кристаллизации 305°С. Для пайки проводов, допускающих нагрев до 230°С, применяют припой ПОС61.
Для механизации операций изготовления жгута в условиях серийного производства используют конвейерные линии. В этом случае технологический процесс разбивают на ряд простых операций; например, на одном рабочем месте осуществляют раскладку проводов одного сечения и марки. Такт работы составляет 5-7,5 с. Конвейер для изготовления жгутов замкнут в горизонтальной плоскости и транспортирует шаблоны с помощью тележек. Он оснащается пистолетами для вязки жгутов, приспособлениями для снятия изоляции и лужения.
Для раскладки жгутов разработан автомат с программным управлением модели
KL-327, выполняющий следующие операции:
– выбор провода и подготовку его к раскладке по расцветке и сечению;
– крепление начала проводника обмоткой вокруг шпильки на шаблоне;
– раскладку провода;
– обрезку провода.
Автомат раскладывает провода марки МГШВ сечением до 0,5 мм2 со скоростью 10 м/мин. Наибольшее количество раскладываемых цепей – 102, габаритные размеры жгутов – до 1000×400 мм.
Для изготовления жгутов используют РТК, которые включают:
– робот-манипулятор (РМ-01),
– универсальный шаблон,
– сменную оснастку робота (схваты, механизм раскладки провода).
Средняя скорость укладки проводов не менее 0,25 м/с.
Плоские ленточные кабели (ПЛК) применяют для электрического межблочного монтажа в ЭВМ и другой ЭА. Кабели обеспечивают передачу ВЧ-сигналов с высокой стабильностью характеристик, обладают достаточным теплоотводом, устойчивы к климатическим воздействиям. Использование плоских кабелей позволяет уменьшать габариты и массу аппаратуры по сравнению с объемным монтажом, вести монтаж в трех плоскостях, чему способствует гибкость кабелей.
Основными элементами гибких кабелей являются многожильные ленточные проводники и специальные соединители. Плоские ленточные кабели могут быть опрессованными, плетеными, ткаными и печатными. Ленточные опрессованные кабели имеют токоведущие жилы из меди с гальваническим покрытием серебром, оловом или никелем, которые изолированы друг от друга путем опрессовки в пластмассовую ленту из обычного или облученного полиэтилена, поливинилхлорида, полиимида, лавсана или стекловолокна. Кабели марок ПЛП и КППР предназначены для фиксированного внутри- и межблочного монтажа, ПЛП МО – для монтажа подвижных устройств, ЛЛПС – для монтажа цепей, работающих при напряжении 115 В и частоте 5000 Гц, ПЛМ – для фиксированного монтажа ПП. Ленточные высокочастотные кабели с группами жил типа ПВП и ЛПВЛ применяют для монтажа блоков ЭВМ с электрическим напряжением до 100 В и частотой до 1 кГц.
Ленточные плетеные провода марок ЛФ и ЛФЭ имеют скрученные из медной посеребренной проволоки токоведущие шины, расположенные в один ряд и скрепленные нитью, пропитанной лаком. Они предназначены для работы в цепях с напряжением до 100 В и частотой 5 кГц.
Ленточные тканые провода изготавливают из обычных монтажных проводов марок МГШВЭ, МГШП, МГТФ с саржевым переплетением плотностью 8-10 нитей на 1 см.
Гибкие печатные кабели представляют собой систему печатных проводников, расположенных на диэлектрическом основании. Их изготавливают из фольгированных гибких диэлектриков марок ФДМ-3, НС-1, ФД-1 химическим методом. Многослойные печатные кабели получают прессованием нескольких однослойных или двусторонних ПП с металлизированными монтажными отверстиями.
Подготовка ленточных проводов к монтажу включает мерную резку, удаление изоляции с концов провода, нанесение покрытия на оголенные токоведущие жилы. Изоляцию удаляют механическим, термомеханическим и химическим методами. Механическую зачистку ленточных проводов с фторопластовой изоляцией, имеющей слабую адгезию с токоведущими шинами, осуществляют строганием с продольным перемещением резца. Резец по ширине больше ленточного провода и удаляет изоляцию в течение нескольких секунд. Применяют возвратно-поступательное движение резца шириной 2,0-2,5 мм с углом при вершине 30°. Резец удаляет изоляцию полосками, равными его ширине (рис. 7.12).
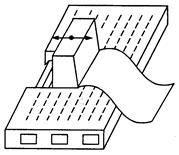
Рис. 7.12.Механическое удаление изоляции с ленточного провода
Изоляцию удаляют также путем шлифования абразивными кругами. Круги из стекловолокна диаметром 30-55 мм вращаются со скоростью до 45 м/с. В результате абразивного и теплового воздействия происходит размягчение термопластичной изоляции и механическое удаление ее вращающимися кругами. Примером термического удаления изоляции является лазерная зачистка. Сфокусированный луч лазера 1 испаряет изоляцию на небольшом участке ленточного провода 2, затем удаляемый участок 3 легко механически снять с провода (рис. 7.13). Мощность лазерной установки 30 Вт, скорость удаления 0,09-0,36 м/мин.
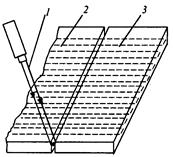
Рис. 7.13.Удаление изоляции с ленточного провода с помощью лазера..
Для защиты медных токоведущих жил ленточного провода от окисления и для обеспечения пайки или сварки на них наносят гальванические покрытия никелем, золотом, сплавами серебро – сурьма, олово – висмут.
В процессе сборки и монтажа ленточных кабелей применяют неразъемные и разъемные электрические соединения проводов. Неразъемные соединения обеспечивают постоянные внутриплатные, межплатные, межблочные, межкабельные соединения, разъемные – возможность периодического подключения и отключения ленточного кабеля. Неразъемные монтажные соединения выполняют пайкой, сваркой, обжиганием, врезанием, накруткой, для разъемных применяют различные по конструкции разъемы.
Паяные неразъемные межкабельные соединения получают с помощью термоусадочных паяльных муфт типа «термофит» (рис. 7.14).
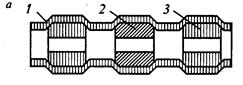
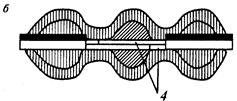
Рис. 7.14. Соединение ленточных проводов паяльными муфтами (а)
и загерметизированное соединение (б).
Муфта состоит из изоляционной оболочки 1, кольца припоя 2, содержащего флюс, и двух уплотнительных герметизирующих колец 3. Оболочку из термоусадочного материала (поливинилхлорид, фторопласт, политетрафторэтилен) формуют и подвергают гамма-облучению, в результате которого в структуре материала возникают поперечные связи в молекулярных цепях, а материал приобретает свойство термоусадки, т. е. после быстрого нагревания дает усадку до первоначальных размеров перед размягчением.
В муфту с двух сторон вводят соединяемые проводники 4 и нагревают ее в тепловом рефлекторе или источнике ИК-облучения. В процессе нагревания происходит расплавление кольца припоя и его деформация – усадка оболочки и образуется изолированное герметизированное соединение. Уплотнительные кольца могут иметь и плоскую прямоугольную форму для соединения ленточных проводов с плоскими шинами.
Читайте также:
§
Технологическая тренировка ЭА представляет собой испытания аппаратуры с целью выявления и устранения приработочных отказов. Интенсивность отказов элементов зависит от их типа, режима работы, технологии изготовления, условий эксплуатации и изменения во времени (рис. 8.3).
Период приработки характеризуется низкой надежностью, что объясняется действием технологических дефектов. С целью их устранения и проводится технологическая тренировка, продолжительность которой обычно 10–200 ч в зависимости от типа ЭА. Для сокращения времени технологической тренировки ее совмещают с испытаниями на воздействие вибраций, термоциклирования, повышенного напряжения питания.

Рис.8.3. Зависимость интенсивности отказов от времени.
После окончания «жестких» технологических испытаний аппаратура должна проработать такое же время в нормальных условиях. Поскольку в процессе технологической тренировки происходит иногда отклонение параметров за пределы ТУ, необходимо предусмотреть регулировочную операцию и повторить технологический прогон. Нарушение режимов и продолжительности технологической тренировки оборачивается значительным браком готовой продукции.
При проектировании технологической тренировки определяют:
– время тренировки (10 – 200 ч);
– последовательность и жесткость технологических испытаний, при которых постепенно уменьшается «жесткость» режима (термоудар, циклическое воздействие температур и др.);
– периодичность проверки параметров;
– объем контролируемых параметров, автоматизацию контроля ряда параметров аппаратуры.
Для ускоренных испытаний блоков на ПП применяют термоциклы по программе (рис.8.4).

Рис.8.4. Программа термоциклов для ускоренных испытаний ПП.
Соотношение амплитуды деформации ПП и числа циклов изменений напряжения до разрушения, вызванного усталостными явлениями, определяет уравнение Коффрина- Мэнсона

где Nот – число циклов до наступления отказа.
ε – фактическая деформация;
ε0 – амплитуда остаточной деформации;
β – константа кривой усталости (для ПП β =2).
По режиму термоциклов достигается ускорение испытаний в 1000 раз.
Испытания на термоудар проводятся с целью определения устойчивости межсоединений в ПП путем контроля изменения сопротивления последовательно соединенных металлизированных отверстий («ныряющий проводник»). Испытуемая плата не должна иметь покрытия, которое снимается химическим способом.
Сопротивление измеряется при постоянном токе (100±5) мА четырехзондовым методом. Степень изменения сопротивления является показателем качества металлизации отверстия. Термоудар осуществляется по следующей программе погружений:
– в холодную ванну при Т = (25±2)°С,
– в нагретую ванну при Т = (260±5)°С в течение (20±1) с (2 – 3 цикла),
– в холодную ванну.
Ускоряющим фактором для большинства механизмов отказов является повышенная температура. Коэффициент ускорения КТопределяется по уравнению Аррениуса:

где Еа – энергия активации механизмов отказов, эВ;
К – постоянная Больцмана: К = 8,6·10 -5 эВ/К;
То, Тф – температура изделия соответственно начальная и в форсированном
режиме, К.
Температура кристалла рассчитывается так:

где Тосн – температура основания;
RТ– тепловое сопротивление перехода кристалл – окружающая среда;
Rрас – мощность рассеиваемая на кристалле.
Для ИМС при отсутствии экспериментальных данных Еа≈ 0,4 эВ, RТ = 100 K/Bт. При выборе параметров необходимо учитывать следующее: температура перехода кристалл – основание не выше 250°С, при наличии контактов Аи – Аl не выше 200°С, плотность тока в пленках Аl-металлизации не должна превышать 2·10 -6А/см2, коэффициент ускорения KТ≤5.
Длительность ускоренных испытаний:

где tи – время испытаний;
п0 – объем выборки при обычных испытаниях;
пу– объем выборки при ускоренных испытаниях на безотказность.
Прииспытаниях монтажных соединений на надежность по заданной программе можно рекомендовать временной график испытаний, показанный на рис. 8.5.

Рис. 8.5. График испытаний на надежность.
Объем испытаний устанавливают исходя из экспоненциального закона распределения времени работы соединений до отказа:

где N – объем выборки;
r0 – коэффициент, зависящий от доверительной вероятности:
при Р=0,90 r0 = 2,30, при Р = 0,95 r0 = 3,0;
λ – интенсивность отказов для паяных соединений (2 ·10 -9 ч -1 для бытовой РЭА,
1·10 -9 ч -1 для специальной).
ЛИТЕРАТУРА
1. Достанко А.П., Ланин В.Л., Хмыль А.А., Ануфриев Л.П. Технология радиоэлектронных устройств и автоматизация производства. Мн.: Вышэйшая школа, 2002..
2. Достанко А.П., Пикуль М.И. Хмыль А.А. Технология производства ЭВМ. Мн.: Высшая школа, 1994.
3. Ланин В.Л., Емельянов В.А., Хмыль А.А. Проектирование и оптимизация технологических процессов производства электронной аппаратуры. Мн.:БГУИР, 1998.
4. Ланин В.Л. Технология сборки, монтажа и контроля в производстве электронной аппаратуры. Мн.: БГУИР, 1987.
5. Емельянов В.А., Ланин В.Л., Хмыль А.А. Технология электрических соединений в производстве электронной аппаратуры. Мн.: Бестпринт, 1997.
.
Читайте также:
Реферат: технологические основы индивидуальной пайки — — банк рефератов, сочинений, докладов, курсовых и дипломных работ
Индивидуальная
пайка применяется
при монтаже
блоков в условиях
мелкосерийного
производства,
а также во всех
случаях ремонтных
работ. Технологический
процесс индивидуальной
пайки состоит
из следующих
операций:
фиксация
соединяемых
элементов;
нанесение
дозированного
количества
флюса и припоя;
нагрев
места пайки
до заданной
температуры
и выдержка в
течение фиксированного
времени;
охлаждение
соединения
без перемещения
паяемых деталей;
очистка
и контроль
качества соединения.
Для обеспечения
надежности
паяных соединений
предусматривают:
механическое
закрепление
элементов и
монтажных
проводников
на контактных
лепестках и
гнездах при
объемном монтаже;
выбор
оптимальных
зазоров в
конструкции
паяных соединений
между поверхностями
монтажных
элементов.
При пайке
оловянно-свинцовыми
припоями такие
зазоры определяются
по формуле:
![]()
где dотв
– диаметр
металлизированного
отверстия;
dв
– диаметр вывода
ЭРЭ.
Основные
типы монтажных
соединений
в производстве
ЭА показаны
на рис.1.. Пайка
выводов 1 в
неметаллизированные
отверстия
печатных плат
2 (рис.1, а) отличается
тем, что припой
3 не полностью
заполняет
монтажное
отверстие.
Вследствие
этого снижается
механическая
прочность
соединения,
повышается
вероятность
отслоения
контактных
площадок 4.
Соединение
с полным пропоем
металлизированного
отверстия
(рис.1,б) получается
при рациональном
выборе зазора
и большом времени
пайки в условиях
хорошей смачиваемости
металлизированного
отверстия.
Соединение,
показанное
на рис. 1в, формируется
при точном
совмещении
вывода с контактной
площадкой
(фиксация элемента).


Рис.1 Типы
монтажных
соединений.
Температура
пайки выбирается
из условия
наилучшей
смачиваемости
припоем паяемых
деталей и отсутствия
значительного
теплового
воздействия
на паяемые
элементы. Практически
она на 20–50°С выше
температуры
плавления
припоя. Как
видно из графической
зависимости
(рис.2), на участке
А смачивание
недостаточное,
С – максимальное,
В – оптимальное
(не вызывает
перегрева
припоя и паяемых
материалов).
Требуемый
температурный
режим при
индивидуальной
пайке обеспечивается
теплофизическими
характеристиками
применяемого
паяльника:
температурой
рабочего конца
жала;
степенью
стабильности
этой температуры,
обусловленной
динамикой
теплового
баланса между
теплопоглощением
паяемых деталей,
теплопроводностью
нагревателя
и теплосодержанием
паяльного
жала;
мощностью
нагревателя
и термическим
КПД паяльника,
определяющими
интенсивность
теплового
потока в паяемые
детали.

Рис. 2.
Зависимость
площади смачивания
от температуры
припоя
В технологии
ЭА поддержание
на заданном
уровне температуры
жала паяльника
является весьма
важной задачей,
поскольку при
формировании
электромонтажных
соединений
на печатных
платах с использованием
микросхем,
полупроводниковых
приборов и
функциональных
элементов,
термочувствительных
и критичных
к нагреву, возможны
выход из строя
дорогих и дефицитных
элементов,
снижение надежности
изделия. Особенно
критична к
температурному
режиму ручная
пайка паяльником,
которая имеет
следующие
параметры:
температура
жала паяльника
280 – 320 °С, время
пайки не более
3 с. Однако из-за
интенсивной
теплоотдачи
сначала в припой,
набираемый
на жало, а затем
в паяемые элементы
температура
рабочей части
жала паяльника
снижается на
30–110 °С и может
выйти из оптимального
температурного
интервала пайки
(рис. 3).

Рис. 3.
Термический
цикл пайки
паяльником.
Соотношение
времени пайки
и продолжительности
пауз между
пайками должно
обеспечить
восстановление
рабочей температуры
паяльного жала.
Длительность
восстановления
зависит от
теплопроводности
жала, его длины,
эффективной
мощности нагревателя
и степени охлаждения
при пайке.
Рекомендуемые
мощности паяльников:
для пайки
ИМС и термочувствительных
ЭРЭ 4, 6, 12, 18 Вт;
для печатного
монтажа 25, 30, 35, 40,
50, 60 Вт;
для объемного
монтажа 50, 60, 75, 90,
100, 120 Вт.
КПД паяльников
имеет в настоящее
время тенденцию
к повышению
от 35 до 55 % в связи
с применением
внутреннего
обогрева жала
вместо внешнего.
Напряжение
питания нагревателя
выбирается
равным 24, 36, 42 В, а
в бытовых паяльниках
– 220 В.
Стабилизация
температуры
рабочего жала
паяльников
достигается
несколькими
способами:
тиристорным
терморегулятором,
состоящим из
датчика температуры,
закрепляемого
в паяльном
жале на расстоянии
30 – 40 мм от рабочего
торца, и схемы
управления.
Точность
регулирования
температуры
непосредственно
в датчике достигает
±2 °С, однако
на рабочем
конце жала она
достигает
±(5–10) °С за счет
инерционности
теплового поля
(прибор «Термит»);
нагревателем
с переменным
электросопротивлением,
зависящим от
температуры.
Например, в
монтажном
паяльнике
фирмы Philips (Германия)
нагревательный
элемент состоит
из агломерата
свинца и бария,
сопротивление
которого возрастает
в сотни раз
при нагревании
выше точки
Кюри, в результате
чего сила тока
снижается и
паяльник остывает,
а после охлаждения
ниже точки
Кюри процесс
развивается
в обратном
порядке;
использованием
магнитного
датчика (рис.4),
изменяющего
свои свойства
при нагреве
выше, точки
Кюри, в результате
чего в паяльнике
фирмы Weller (США)
происходитотключение
нагревателя;
использованием
массивного
паяльного жала
и близким
расположением
нагревателя.
Паяльные
жала характеризуются
следующими
геометрическими
параметрами:
длиной,
диаметром,
формами
загиба жала
и заточки рабочего
конца.

Рис.
4. Паяльник
фирмы Weller с
термостабилизацией:
1
—
включатель;
2 — постоянный
магнит; 3 — датчик;
4
— нагреватель
Длина
жала зависит
от пространственного
расположения
паяных соединений
и может быть
от 10 мм (микропаяльники)
до 30 – 50 мм (паяльники
для объемного
монтажа). Диаметр
жала должен
в 15–25 раз превышать
диаметр проводника
и выбирается
из ряда предпочтительных
диаметров: 0,5;
0,8; 1,5; 3; 5; 8; 10 мм. Форма
загиба жала
выбирается
в зависимости
от глубины
монтажа и
интенсивности
тепловой нагрузки,
а также пространственного
расположения
паяемых соединений
(рис. 5, табл. 1).

Рис.
5. Формы
загиба паяльных
жал
Табл.
1. Унифицированный
ряд загиба
паяльных жал
| Индекс жала | Угол град | Характеристика применения | ||
| Глубина монтажа | Интенсивность нагрузки | Расположение соединений | ||
А Б В Г | 0 90 120 135 | Большая Средняя Небольшая То | Любая Средняя То Высокая | Разнотипное Однотипное Многообразие |
Форма
заточки жала
зависит от
плотности
монтажа, размеров
контактных
площадок,
интенсивности
тепловой нагрузки
(рис. 6, табл. 2).

Рис.6. Формы
заточки паяльных
жал.
Табл. 2.
Унифицированный
ряд заточки
паяльных жал
| Номер заточки | Конфигурация жала | L, мм | Характеристика применения | ||
| Плотность монтажа | Размер контактных площадок | Интенсивность тепловой нагрузки | |||
1 2 3 4 5 6 | Две То То Одна Три Увеличенная | 2 4 6 5 3 До | Высокая То Средняя Высокая Средняя Высокая | Небольшой Средний Большой Средний То Небольшой | Небольшая Высокая Средняя То То |
Для унификации
паяльных жал
введены следующие
их обозначения
из трех знаков:
первый
определяет
диаметр жала,
второй
(буква) — угол
загиба жала,
последний
(цифра) — номер
заточки, например
8Б6, 5А4 и т. д.
Эрозионная
стойкость жала
паяльника
определяет
его долговечность.
Обычное медное
жало из-за
интенсивного
растворения
в припое после
1000 паек теряет
форму и нуждается
в заточке. Для
защиты жала
применяют
гальваническое
покрытие никелем
толщиной 90–100
мкм, что удлиняет
срок службы
жала примерно
вдвое. Перспективное
решение проблемы
– применение
порошковых
спеченных
сплавов медь-вольфрам.
Повышенная
термо- и износостойкость
вольфрама
удачно сочетается
с хорошей
теплопроводностью
меди. Гарантированная
пористость
материала
улучшает смачивание
жала припоем.
Паяльник
фирмы Weller для
ремонтно-монтажных
работ имеет:
время
нагрева жала
до температуры
270°С – 6 с;
встроенную
подсветку зоны
пайки;
время
работы от кадмиевой
батарейки –
около 10 ч;
три сменных
жала диаметрами
0,8; 1,5; 2,5 мм и длиной
63 мм;
удобный
дизайн, обеспечивающий
включение
питания нажатием
кнопки непосредственно
перед выполнением
пайки.
Эта фирма
выпускает
устройства
типа HEAT-A-DIL для
распайки ИМС
и ремонта электронных
блоков на печатных
платах, имеющие
сменные насадки
для ИМС с различным
количеством
выводов и экстракторы
для демонтажа
ИМС с печатных
плат.
Фирма
Расе Inc. (США) выпустила
микропортативный
прибор МР-1 для
припаивания
и распаивания
элементов (рис.
7), предназначенный
для ремонтных
работ в различных
условиях и
работающий
от сети 220 В или
12-вольтной батареи.
Время нагрева
паяльника –1
мин, обеспечивается
надежный контроль
температуры
наконечника
паяльника.
Ряд зарубежных
фирм выпускает
паяльные станции,
состоящие из
стабилизированного
блока питания,
паяльника с
набором сменных
жал и вакуумного
отсоса припоя
из зоны пайки,
представляющего
собой конструкцию
типа медицинского
шприца с пружиной.
Список
используемой
литературы
1.
Достанко А.П.,
Ланин В.Л., Хмыль
А.А., Ануфриев
Л.П. Технология
радиоэлектронных
устройств и
автоматизация
производства.
Мн.: Вышэйшая
школа, 2002..
2.
Достанко А.П.,
Пикуль М.И. Хмыль
А.А. Технология
производства
ЭВМ. Мн.: Высшая
школа, 1994.
3.
Ланин В.Л., Емельянов
В.А., Хмыль А.А.
Проектирование
и оптимизация
технологических
процессов
производства
электронной
аппаратуры.
Мн.:БГУИР, 1998.
4.
Ланин В.Л. Технология
сборки, монтажа
и контроля в
производстве
электронной
аппаратуры.
Мн.: БГУИР, 1987.
5.
Емельянов В.А.,
Ланин В.Л., Хмыль
А.А. Технология
электрических
соединений
в производстве
электронной
аппаратуры.
Мн.: Бестпринт,
1997.











