

- Усиление фундамента – для чего оно нужно?
- Что потребуется для работы начинающему сварщику
- Метод сварки труб из оцинковки с применением флюса
- Сварка оцинковки
- Что потребуется для работы начинающему сварщику
- Подведем итоги
- Виды сварных швов
- Связывание арматурного каркаса
- Возможные неполадки при сварке
- Негативные последствия сварочного крепления арматуры
Усиление фундамента – для чего оно нужно?
Сварка арматуры для создания каркасов с помощью контактной сварки имеет один существенный недостаток – понижение прочностных характеристик стержней в зоне разогрева.
Такое явление связанно с тем, что прочность стержней обеспечивается за счет предварительной закалки их структуры, а электроды при выполнении контактной сварки приводят к отпуску стали. В результате арматура для создания каркасов становится более хрупкой.
Кроме того полученное сварное соединение плохо реагирует на изгибы. Так, структура стержней марки а500с может деформироваться на этапе уплотнения бетона фундамента при использовании вибраторов.
Арматура марки a500с
При использовании сварки стержней ванным способом хрупкий шов может разрушиться при создании фундамента на податливых видах грунтов.

Если происходит просадка конструкции, то арматура из стали марки а500с подвергается изгибающим усилиям.
Это приводит к разрушению сварных соединений каркасов. В связи с этим не рекомендуется сваривать арматуру для фундамента на болотистых местностях.
Основное преимущество контактной стыковой сварки ванным способом заключается в высокой скорости проводимых работ. Особенно важно это при больших строительных объемах.
Изготовление каркасов можно проводить, размещая прутья из стали марки а500с в продольном и поперечном направлениях.
Сваривать каркас можно в местах пересечения стержней. Преимущества соединения стержней из стали марки а500с контактной сваркой ванным способом заключаются в:
- низкой стоимости расходных материалов;
- малых временных затратах;
- возможности получения каркасов высокой прочности.
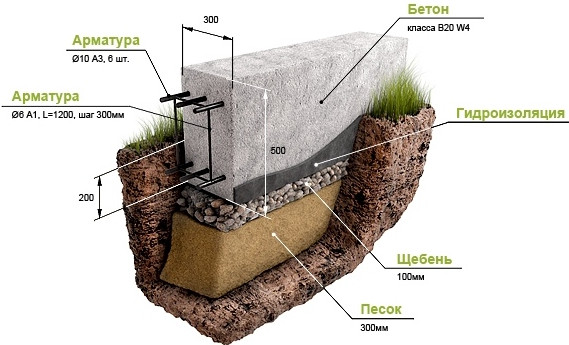
Грамотно спроектированный и качественно выполненный фундамент – гарантия долговечности сооружения. Крепкое, не поддающееся разрушениям основание, предотвратит усадку, которая вызывает трещины и последующее разрушение конструкции. Поэтому усиление фундамента – вопрос серьезный, не допускающий поверхностного отношения. Повышение прочности фундамента достигается путем армирования конструкции металлической сеткой или прутьями определенного диаметра.
Арматуру для фундамента варить или вязать – это главный вопрос, о котором задумываются многие люди
Для малоэтажных построек чаще всего обустраивают ленточный фундамент. Можно сэкономить денежные средства и произвести заливку фундамента обычным бетонным составом без дополнительного усиления. Вероятнее всего, через некоторое время в фундаменте появятся трещины, деформации. Для предотвращения нежелательных последствий проведите работы по армированию стальным каркасом, который:
- Повысит прочность.
- Равномерно распределит нагрузки.
- Компенсирует реакции грунта при замерзании.
- Увеличит срок службы конструкции.

Арматура в бетоне предохранит фундамент от растрескивания и разрушения.
Сегодня сварку арматуры для фундамента используют достаточно часто. Данный способ соединения металлических прутьев каркасной системы применяется при строительстве многоэтажных объектов, на фундаментные основы которых приходятся существенные нагрузочные воздействия. Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
В целом, сварка металлической арматуры значительно упрощает процесс обустройства фундаментного основания в целом. Выполнение работ лучше доверить опытному сварщику или организовать сборку на предприятии. Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
- нарушение структуры металлических стержней;
- понижение показателя прочности.
Что потребуется для работы начинающему сварщику
Если проведенные анализы грунта показали положительный результат и отсутствие значительного перекоса площадки, то возможно изготовить армированный каркас методом сварки. В данном случае все соответствующие работы должны выполнятся только профессиональными сварщиками с учетом всех технических требований.
Перед проведением сварочных работ необходимо выполнить несколько этапов подготовки материала для будущего каркаса. Первым из них будет — подготовка арматурных прутьев на воздействие высоких температурных диапазонов, а по окончанию сварочных работ металл должен самостоятельно остыть и набрать необходимую прочность и жесткость. Второй этап – обработка сварочных швов антикоррозийным покрытием. Это поможет сделать весь арматурный каркас более надежным и устойчивым.
Прежде всего нужно подготовить оборудование и спецодежду.
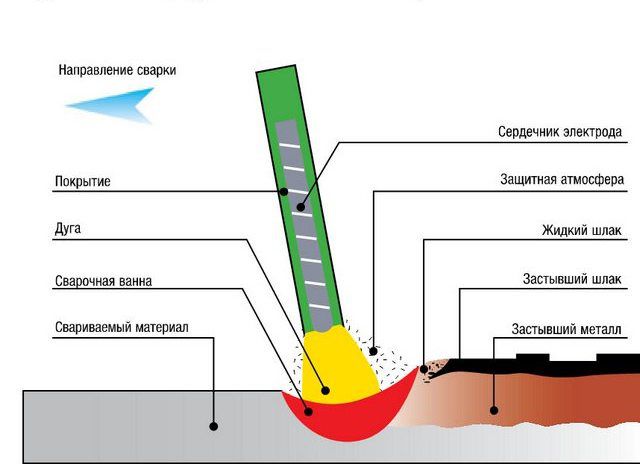
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов.
Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.

В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.

Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.

Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
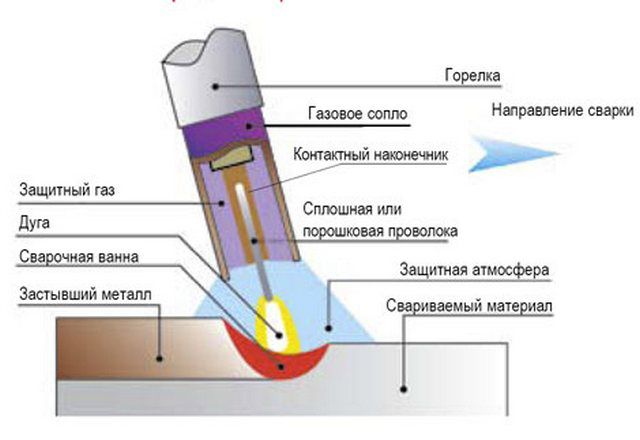
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм.
Метод сварки труб из оцинковки с применением флюса
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.

Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка. Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки.
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
У электродов с рутиловым покрытием есть целый перечень достоинств:
- Благодаря наличию в составе электрода оксида титана, дугу можно зажечь очень легко и быстро, причем неоднократно.
- Сварные швы с такой дугой получаются герметичными, прочными и очень качественными, без каких-либо дефектов.
- При работе практически не возникает брызг, так что потери материала ничтожно малы.
В составе рутилового покрытия электрода могут быть включения порошка железа. Оно способствует снижению удельного веса углерода в слое цинка и повышает устойчивость к растрескиванию.
![]()
Немаловажную роль в процессе сварки играет и скорость прохождения электрода по поверхности. Если делать это слишком медленно, велика вероятность прожигания трубы. А если скорость движения электрода выше, чем необходимо, сварной шов получится непрочным. Подобрать оптимальную скорость можно только опытным путем.
Не забудьте по завершению сварочных работ обработать швы составом от коррозии.
Антикоррозийное средство должно соответствовать таким параметрам:
- обладать хорошим сцеплением с поверхностью;
- обеспечивать защиту от окисления на цинковом покрытии;
- быть удобным и простым в нанесении без специальных приспособлений.
Неплохим вариантом для защиты оцинкованных изделий считается специальная краска, содержащая порядка 94 % цинковой пыли. Этот состав легко наносится и хорошо удерживается на вертикальной поверхности благодаря наличию в нем неомыляемых связующих компонентов.
Альтернативным способом антикоррозийной защиты поверхности является наплавка проволоки, в которой содержится 99,99 % цинка, либо цинково-кадмиевых прутков.
Для сборки коммуникаций водоснабжения и отопления могут использоваться бессварные комплекты труб с фитингами, напоминающие конструктор. В таком наборе есть специальная муфта с уплотняющим кольцом, которую с помощью болтов закрепляют на канавке по краям трубы. Хотя такой метод сборки труб еще не достаточно распространен в нашем государстве, он обеспечивает прочное соединение и выполняется очень быстро.
Подводя итоги можно сказать, что ответ на вопрос, можно ли сваривать оцинкованные трубы, будет положительным, при условии соблюдения техники безопасности и технологии выполнения работ, а также при наличии опыта. Помните, что очень важно избежать перегрева труб и испарения цинка. Предотвратить эти явления можно с помощью флюса и рутиловых электродов. Альтернативные же методы стыковки труб хоть и имеют право на жизнь, однако, обходятся существенно дороже.

Существуют различные методы увеличения прочностных характеристик фундамента. Частные застройщики используют любой подручный материал (отходы металла, битое стекло и пр.). Для дачных домиков это приемлемый вариант. Но для возведения надежного дома, даже одноэтажного, воспользуйтесь проверенными технологиями усиления металлической сеткой или прутками.
Вязать арматуру стоит в тех случаях, когда необходимо получить хороший фундамент на сложном грунте
Добиться этого можно двумя способами:
- связать, используя для соединения гибкую проволоку;
- применить сварку, фиксирующую элементы конструкции.
Оба варианта имеют сильные и слабые стороны. Проведем сравнительный анализ каждого из них.
- Определитесь с количеством точек соединения.
- Отрежьте соответствующее количество кусочков стальной проволоки длиной 20 см. Диаметр соответствует 1,2-1,4 мм.
- Сложите отрезанный кусочек пополам.
- Подведите полученную петлю к месту соединения элементов.
- Воспользуйтесь вязальным крючком. Его можно изготовить самостоятельно либо приобрести в магазине. Введите рабочую часть в петлю.
- Захватите свободные концы и протяните их через отверстие. Место соединения стержней должно охватываться проволокой.
- Затяните с максимальным усилием и, провернув крючок несколько раз, обеспечьте плотное соединение деталей конструкции каркаса.
Вязка арматуры осуществляется с помощью специальной проволоки, которая соединяет прутки по углам конструкции
Вязка при помощи вязального крючка относится к самым дешевым, но трудоемким методам соединения арматурных элементов. Здесь не используется дорогостоящий строительный инструмент, работы проводятся силами одного или двух рабочих. Желая ускорить и облегчить работу, можно приобрести:
- автоматический пистолет для вязки. С его помощью скорость соединения значительно возрастет, но обращение с ним требует определенных навыков;
- вращательный электроинструмент, типа дрели или шуруповерта со специальной насадкой, приобрести которую можно в специализированных магазинах.
К достоинствам автоматизированных приспособлений относится повышение производительности, возможность соединения элементов конструкции в труднодоступных местах каркаса, значительное снижение физических затрат.

Прежде, чем окончательно определиться – вязать или варить арматурный каркас, взвесьте все «за» и «против». Каждый метод соединения имеет положительные и отрицательные моменты. Выбрать оптимальное решение помогут рекомендации специалистов. При возведении многоэтажных зданий с увеличенной нагрузкой на основание – однозначно выбирается сварка.
К недостаткам метода сварки, который ограничивает сферу применения, относится возникновение внутренних напряжений, повышающих вероятность образования трещин при заливке. Проблематично использование в сейсмически неустойчивых районах и на сложных грунтах, где процесс усадки происходит долгое время и может вызвать разрушение.
Но нельзя забывать о достоинствах сварки:Быстрота проведения работ, позволяющая значительно сократить сроки строительства.
- Увеличенная жесткость готового модуля.
- Получение прочного основания, способного выдерживать большие нагрузки.
При частных постройках лучше воспользоваться способом вязки, который:
- отличается простотой и доступностью, даже для начинающих строительную карьеру;
- снимает потребность в поиске сварочного аппарата и сварщика высокого разряда, способного выполнить работы без дефектов;
- не образует в местах соединений дополнительных напряжений;
- позволяет использовать для усиления более дешевую арматуру уменьшенного сечения.
К недостаткам можно отнести небольшую жесткость, что не особо актуально при возведении малоэтажных построек.
При больших объемах строительных работ элементы свариваются воедино в заводских условиях. Вкратце данный процесс выглядит следующим образом.
- Заготовка арматуры; проверка качества элементов. На этом этапе выбираются арматурные заготовки, соответствующие стандартам и определенным характеристикам.
- Зачистка заготовок. На данном этапе с арматуры снимают не только грязь и пыль, но и следы коррозии, если они имеются. А материал обрабатывается соответствующим образом.
- Разметка и нарезка элементов в соответствии с планом здания. Производятся замеры, согласно проекту и материал нарезается в необходимом количестве.
- Из прутьев собирается и при помощи сварки прихватывается горизонтальная конструкция.
- Вертикальные элементы размещаются на расчетной дистанции; проверяется их перпендикулярность остову каркаса.
- Прутья еще раз выверяют на адекватность всей арматурной конструкции.
Сварка оцинковки

кузнечное дело и сварка
Стоит также посмотреть статью о том, как правильно варить инвертором.
Оцинкование является одним из лучших способов защиты стали от коррозии. Данный метод чрезвычайно широко распространен для защиты самых различных металлических изделий. Среди таких изделий могут всевозможные металлические каркасы, трубы, сооружения и т. д.
К преимуществам данного метода, о которых недавно писал промышленный портал России, относится также сравнительная технологическая легкость обработки поверхностей металлических предметов. При этом существуют три основных способа нанесения цинка на металл. Это напыление, нанесение электрохимическим способом, а также погружением металлического предмета в ванну с расплавленным цинком.
Независимо от способа нанесения, самым главным параметром является толщина слоя, который при нанесении образовался на поверхности изделия. Именно от этого зависит степень защищенности поверхности металла от коррозии, а также от механических повреждений. Об этом свидетельствует, например, и то, что при сертификации оцинкованной продукции принимается во внимание именно данный показатель за качество изделия. Как правило толщина слоя цинка составляет от 3 до 150 микрон. Этого обычно достаточно для надежной защиты от различных воздействий.

Очень часто требуется сварка оцинковки. Она осуществляется различными методами. Одной из наиболее распространенных является дуговая сварка. При этом цинк разогревается до определенной температуры, а затем сплавляется. Однако, при этом, необходимо учитывать то, что сварка в данном случае имеет свои особенности, которые обусловлены техническими характеристиками цинка.
Прежде всего, цинк ухудшает качество сварного шва, поэтому температура должна достаточно высокой, чтобы хорошо проплавить металл и сварной шов был прочным и надежным. В ряде случаев будет целесообразно зачистить место, где будет сварной шов от цинка. Тогда качество сварки будет заметно лучше, так как в расплавленный металл цинк не попадет и его качество будет выше.
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
- — трубы;
- — каркасы;
- — сооружения различного типа.
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее?
Какие существуют способы нанести цинк на металл?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три. Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк.
Что важно помнить и знать?
Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено.
Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка.
Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру.
Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва.
Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Что потребуется для работы начинающему сварщику
Оцинкованный профнастил не подвержен ржавлению.
Как и любой другой материал, оцинковка может потребовать выполнения ремонтных работ. Чаще всего они связаны с тем, что на поверхности металла появляются трещины, рваные отверстия. Порой при строительстве возникает необходимость соединения двух листов в единое целое. Для обеспечения герметичности поверхности применяется сварка оцинкованной стали, которая обладает многими особенностями. Работа эта трудоемкая и требует опыта.
Схема процесса цинкования стали.
Современные требования, которые предъявляются к защите металлов от коррозии во время работы и после нее, все больше сводятся к применению материалов, уже покрытых защитным слоем.
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
- Расположите нижний ряд горизонтальных элементов конструкции на небольшом расстоянии от поверхности грунта – 4/6 см. Для обеспечения требуемого зазора подойдут деревянные или пластиковые подкладки. Их задача – не допустить соприкосновения каркаса с почвой.
- Установите вертикальные элементы на фиксированном расстоянии друг от друга. Соблюдайте равномерность шага. Обеспечьте неподвижность прутков с помощью фиксирующих приспособлений. Оградите металл от контакта с грунтом, неметаллическими подстаканниками. Важно выполнить это требование, чтобы избежать коррозии арматуры в дальнейшем.
Сам процесс вязки отличается тем, что его можно производить как непосредственно на месте возведения здания, так и в специальном цеху
- Крайне не рекомендуется специалистами использовать сварочное соединение арматуры в зонах с повышенной сейсмической активностью, либо на подвижных грунтах (к которым, кстати, относятся и сыпучие). Слишком подвижные почвы неизбежно со временем дадут усадку произведенного данной методикой фундамента. Из-за нее жесткие сварные соединения в конструкции может разорвать. В такие условиях рекомендуется использовать проволоку и способ соединения арматуры – вязку: она скрепляет каркас относительно подвижно, прочно, но дает возможность элементам фундамента в определенных границах смещаться даже при ощутимых сдвижках грунта. Такое ограничение существенно уменьшает область применения сварки при закладывании несущих конструкций зданий.
- Процесс сварки влияет и на соединяемые элементы. На арматуру воздействует очень высокая температура. В результате происходит некоторое разрушение структуры металла в местах проведения сварочных работ, что негативно сказывается на общей жесткости и прочности самого каркаса.
Тем не менее, сварка все же остается ведущим способом оборудования фундаментов под большие здания.
https://www.youtube.com/watch?v=7Zl6lPVKNkM
Перед тем как рассматривать вариант скрепления металлических прутов для изготовления армированного фундамента, нужно учитывать тот факт, что в местах стыка под воздействием высоких температур металл теряет свои свойства, поэтому становится более уязвим к высоким нагрузкам. В связи с этим специалисты ограничивают проведение таких сварочных работ фундаментного армированного каркаса, что обусловлено неподходящим грунтом или значительным перекосом строительной площадки.
Изготовление армированного фундамента методом сварки возможно при условии, если грунт имеет устойчивую структуру и не склонен к значительному проседанию.Кроме всего прочего важно помнить, что снижения прочности армированного каркаса в соединительных местах можно избежать. Все что для этого нужно – правильно выбрать инструменты для проведения соответствующих строительных работ и соблюдать технологический процесс в изготовлении армированного каркаса.

Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:

- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал — -20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата. Для производственных целях нужен профессиональный;
- ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.
Подведем итоги
Не всегда просто сделать правильный выбор – вязать или варить арматурный каркас. Один вариант кажется более дешевым и простым, другой дороже, но прочнее. На чем остановиться? Советуем не спеша изучить рекомендации проверенных источников, посоветоваться со знающими людьми. Ведь самое главное – это не количество проблем и потраченных денег, а результат – надежный дом, создающий уют и оберегающий вашу семью от невзгод.
При строительстве зданий, помещений различного рода функционала, один из самых важных пунктов производимых работ – оборудование надежного фундамента. Если несущее основание выполнить не слишком качественно, не в соответствии с существующими нормами и стандартами, любой дом, наверняка, простоит недолго – по крайней мере, регулярные трещины и капитальный ремонт будут обеспечены.
- вязкой элементов арматуры с применением вязальной проволоки;
- сваркой арматурных стержней в единый неподвижный каркас.
У профессиональных строителей, когда возникает вопрос, вязать или варить, и можно ли сваривать арматуру для фундамента, рассматривается каждый конкретный случай, и решение принимается в индивидуальном порядке, с учетом всех входящих условий.
Кстати, специалисты в вопросах строительства так и не пришли к единому мнению, какой из способов армирования считать более предпочтительным. Свои сторонники есть и у вязки, и у сварки арматуры для фундамента.
Однозначного мнения по вопросу сварки арматуры для фундамента нет. Одни специалисты не советуют применять такой способ соединения, а другие профессионалы имеют другое мнение. Окончательный ответ в пользу того или иного способа соединения арматуры и почему именно этот выбор будет правильным, можно дать с учетом всех характеристик возводимого здания и факторов воздействия нагрузок на фундамент.
Для индивидуального малоэтажного строительства способ вязки каркасов будет вполне оптимальным решением, а при возведении более массивных и тяжеловесных зданий при армировании фундаментов лучше применять сварные арматурные изделия.
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
- приобретенный материал проверяется на качество;
- выполняется отбраковка, в процессе которой определяются металлические заготовки, характеристики которых не соответствуют требованиям нормативных документов;
- стальные стержни зачищаются от коррозии, рихтуются, покрываются абразивным составом, режутся на заготовки требуемых размеров;
- все элементы будущей каркасной конструкции соединяются в общей плоскости легкими прихватками сварочным агрегатом, окончательная фиксация выполняется позже;
- заготовки будущей каркасной части фиксируют специальными кондукторами на расстояниях, определяемых проектными чертежами;
- конструкции прихватываются сваркой, уточняется соответствие параметров рамы данным проектной документации;
- заключительный рабочий этап – окончательная сварка каркаса.
Соблюдая технологические этапы сварки арматурных прутьев на строительной площадке, помните, что лучше использовать специальный агрегат для инверторной сварки.
Главными показателями режимов во время работы сварочного аппарата считаются:
- сечение электрода;
- величина рода и полярности электрического тока;
- показатель напряжения электродуги;
- скорость выполнения сварочных работ;
- количество подходов.
При контактном способе сварки и определении ее рабочего параметра основным показателем считают силу используемого тока, от которого полностью зависят качественные характеристики получаемого сварного шва и показатель производительности работ.

Выбор диаметра электрода выполняется с учетом толщины соединяемого металла. Необходимо помнить, что рабочий режим основан на уровне электрического тока. Когда используемый электрод толще четырех миллиметров, рекомендуется понизить стандартный показатель тока на десять – пятнадцать процентов. Определяясь с режимом полярности, отдавайте предпочтение обратной.
Новейшие сварочные агрегаты могут преобразовывать переменный электрический ток, и после включения соответствующего режима электроток, поступающий на электродный стержень, превращается в постоянный.
Выбирая скоростной режим, проследите, чтобы ванна, наполняемая раскаленной сталью, располагалась выше поверхности кромок. Лучше всего подбирать режим, при котором ширина сварочного шва в полтора – два раза превышает диаметр электродного стержня.
Собрав арматурную конструкцию, предназначенную для устройства фундамента, необходимо провести несложное испытание. На поверхность каркаса укладывается доска, по которой начинает ходить человек. Если каркасная система собрана по проектным чертежам, от веса она не будет изгибаться.
Перед тем, как начать подавать бетонную смесь, арматурная система дополнительно укрепляется, чтобы надежно зафиксироваться в фундаментном теле.
Связывание арматурного каркаса
Тавр и встык считаются не слишком желательными. В обоих случаях элементы соединяются под прямым углом, а значит, конечное изделие на изгиб будет показывать недостаточную прочность. Однако такие соединения все же иногда используют, если избежать подобной стыковки не представляется возможным по каким либо объективным причинам.
Перед проведением работ по каркасу обязательно проводится тестовая сварка. Для нее берутся два небольших прута; элементы соединяются, а после остывания шов обследуется на качество. Контролируется появление трещин, состояние образующегося шлака, глубина проработки тела арматуры. Если хоть один из параметров кажется недостаточно соответствующим стандартам и условиям, в сварочном аппарате отлаживают силу тока или меняют электроды.

Технологическая карта значительно упрощает процесс сварки арматурных изделий встык. Она включает в себя данные об особенностях технологии стыковой сварки, порядке установки каркасов для фундамента и расположении стержней.
Кроме того технологическая карта позволяет с легкостью просчитать расход материалов. В ней можно описать сферу применения и организацию выполнения всего спектра работ.
Технологическая карта может включать в себя требования к скорости и качеству работ, сведения о приемке и.т.д.
Технологическая карта арматурного каркаса фундамента
Для подсчета расхода арматуры необходимо знать точные размеры фундамента и его тип. Наибольший расход стержней имеет фундамент плиточного типа.
Наряду с этим расход изделий из стали марки а500с наиболее минимален при возведении ленточных и свайных оснований.
Для примера можно рассмотреть фундамент, глубина которого равна 0,7 м при ширине в 0,3 м. Просчитывая расход, следует учитывать, что армирование производится с помощью 4-х прутьев из стали марки а500с.
Соединение продольно расположенных элементов с вертикальными и горизонтальными поперечинами можно производить с шагом в 50 см.

Расход базируется на расчете общей длины фундамента. В данном примере она равна 30 м (24 м 6 м). Общий метраж стержней из стали будет равен 120 м (30 х 4).
При стыковой сварке понадобится 61 перемычка. Для соединения понадобится 1,6 м прута с учетом размера каркаса.
Исходя из этого для того, чтобы стыковка была выполнена качественно, а соединение было надежным понадобиться 97,6 м прута из стали. к меню ↑
- Вязка арматуры с помощью гибкой вязальной проволоки.
- Сварка отдельных стержней.
У каждого способа есть свои сильные и слабые аспекты. Для лучшего понимания нюансов армирования желательно провести сравнительный анализ способ соединения.
Технология проведения работ по вязке металлических стрежней несложная и ее посильно освоить любому домашнему мастеру — строителю.
Вязку арматуру лучше всего проводить в следующей последовательности:
- Для соединения отдельных стрежней необходимо приготовить несколько кусков длиною по 200 мм стальной или оцинкованной вязальной проволоки диаметром от 1,2 до 1,4 мм.
- Заготовку из вязальной проволоки необходимо сложить пополам до образования петли, которую необходимо подвести к соединительному узлу арматурного изделия.
- Специальным вязальным крючком нужно захватить свободные концы и протянуть через петлю. Место пересечения арматурных прутьев должно надежно охватываться вязальной проволокой.
- Полученную скрутку необходимо как следует затянуть до плотного узлового соединения арматурных элементов.
Связывание металлических прутков вязальным крючком относится к трудоемким ручным процессам, но вместе с тем такой способ с экономической точки считается самым дешевым. Затраты состоят из покупки вязальной проволоки.
Чтобы немного облегчить ручной труд дополнительно применяют механизмы, повышающие производительность и снижающие физические затраты. К ним относятся:
- Специальный автомат-пистолет для вязки. Производительность труда с его применением значительно возрастает, однако обращаться с ним может только специалист.
- Дрели и шуруповерты, оборудованные специальными насадками (битами),которые можно найти в любом строительном магазине.
Возможные неполадки при сварке

Чаще всего встречаются такие неполадки.
- Прилипание электрода. Сила тока недостаточна, следует ее увеличить.
- Выжигание поверхности без прилипания к ней. Сила тока завышена, ее нужно уменьшить.
- Трудности с «ловлей» дуги, стержень прожигается. Требуется электрод с меньшим сечением.
- Вспенивание шлака, горение электрода «козырьком». Электрод бракованный или на грани выработки. Подлежит замене.
Сама технология сварочных работ не слишком сложна; при необходимости работы по сооружению каркаса под несущую конструкцию могут быть проведены прямо на стройплощадке. Если строительные объемы невелики, нередко рабочие, сооружающие фундамент, так и поступают.
Негативные последствия сварочного крепления арматуры
Если принято решение варить арматуру для фундамента, тогда необходимо знать, как минимизировать потерю свойств структуры металла. Перед тем как приступить к работе, необходимо правильно подобрать электроды. Для арматуры диаметром не больше 14 миллиметров можно использовать «АНО-21» или «Тр». Такой вид электродов можно найти практически в любом строительном магазине.
В процессе проведения сварочных работ нужно учитывать и величину точки стыка, так как она играет большую роль в уровне качества сварочного шва. Чтобы выбрать правильную величину сварочной точки необходимо провести небольшой тест. Для этого понадобиться два небольших кусочка прута, которые будет использоваться в изготовлении армирующего каркаса.
Заварив их между собой, необходимо внимательно изучить качество шва. Если место стыка не имеет микротрещин и других дефектов, значит это качественная сварка, которая может проводится в основном процессе изготовления армирующего каркаса. Также такой проверочный метод поможет выбрать правильную подачу тока. Если в процессе сварочных работ электрод прилипает к металлу, это говорит о том, что необходимо немного увеличить напряжение.
Существует несколько способов сваривания арматуры. Но для изготовления армированной сетки чаще всего используют электродуговую инверторную сварку. Популярность этой сварки обусловливается контролем и соответствующей регулировкой подачи тока.Системы стыка также могут быть разными. Но чаще всего применяются такие варианты:
- стыковая;
- тавровая;
- крестовая;
- внахлест.
В основном несущие прутья варятся внахлест, а поперечную арматуру изготавливают крестовым методом сварки.

Понятно, что природные факторы преодолеть не удастся (во всяком случае, в большинстве вариантов). Однако снизить отрицательное влияние сварки на металл в строительных работах считается вполне возможным. Специалисты разработали целый комплекс мер, направленных на минимизацию потерь при сварочных работах.
- Выбор арматуры под каркас. Настоятельно рекомендуется использовать прутья, отнесенные к классу A400C либо А500С. Их диаметр и содержание в металле углерода являются оптимальными для оборудования несущей конструкции способом сварки.
- Подбор электродов. Они должны соответствовать диаметру элементов, собираемых в каркас. Если предполагается использовать относительно тонкие прутья, годится большинство электродов, имеющихся в продаже. Если арматурный каркас сооружается из элементов с диаметром больше 14 мм, придется запасаться для этих случаев специализированными электродами. Причем желательно приобретать те из них, которые предназначены для работы с низкоуглеродистой сталью. Такие электроды менее интенсивно воздействуют при сварке на металл и обеспечат получение конструкции с большей прочностью.
- Сварочный аппарат. Для сварки арматуры для фундамента при соединении арматурных элементов рекомендуется использовать оборудование с плавным регулированием силы подаваемого тока. Недостаточный ток не даст возможности добиться надежного, прочного и качественного шва, что впоследствии может привести к проседанию фундамента, а то и к разрушению здания в целом. Избыточно интенсивный ток перекалит металл, и арматурный элемент после остывания приобретет хрупкость.
- Чтобы сварное соединение вышло максимально прочным, требуется как можно крепче прижать друг к другу свариваемые элементы. Однако сделать это довольно трудно. Некоторые мастера советуют использовать шлифовальный инструмент. Прутья зачищаются до относительной гладкости, и площадь соединения арматуры возрастает.
И, наконец, встречаются рекомендации в строительных работах по обработке швов антикоррозийными составами. В месте соединения сваркой металл становится более уязвимым к воздействию влаги, а раствор, из которого заливается фундамент, содержит ее предостаточно и сохнет продолжительное время.








