

- Как сделать навес из профильной трубы своими руками
- Основная трудность
- Важные нюансы
- Сложности при создании неразъемных соединений
- Расчёты размеров и чертёж
- Что потребуется для работы начинающему сварщику
- Способы положения рабочего инструмента
- Подготовка деталей
- Мастерим своими руками: односкатный навес из металлопрофиля
- Виды и сравнение применяемых технологий
- Классификация механизированных и автоматизированных процессов
- Использование газового оборудования
- Как правильно сваривать металл
- Угол расположения электрода при сваривании
- Полуавтоматическая дуговая электросварка плавящимся электродом
- Термомеханическая
Как сделать навес из профильной трубы своими руками

Вариант готового навеса из профтрубы
- Правильные геометрические формы материала сохраняют высокий уровень его прочности. Естественные рёбра жёсткости — это противоположные стенки профильных труб.
- Бывают прямые и криволинейные профильные трубы.
- Цельнокатаные аналоги профильных труб сложнее в производстве. За счёт этого последний материал гораздо дешевле.
- Несмотря на небольшую массу, скелет из профилированных труб достаточно устойчивый.
- Соединяются между собой элементы каркаса при помощи сварки и болтов.
- Можно соорудить стационарный или разборный каркас.
- Толщина стенок профилированной трубы не более 2 миллиметров. Благодаря этому кровлю можно крепить непосредственно к каркасу и не тратиться на большое количество инструментов.
Конструкции навесов из профильных труб можно встретить во многих местах: во дворах загородных домов, на территории летних кафе, на автостоянках и других общественных местах. Главное их преимущество заключается в том, что сделать всё это можно своими руками. Для этого не нужно обладать специальными навыками и знаниями, достаточно следовать подробным инструкциям.
Основная трудность
Для того чтобы начать проводить сварочные работы, сначала необходимо придать соответствующее положение электрода, зажечь его и удерживать дугу электрода при сварке. Для молодого сварщика зажигание дуги может вызвать определенные проблемы, но со временем они исчезают.
Второе немаловажное значение при проведении учения — это положение электрода во время сварки. Этому моменту придается особое значение во время учебы и в начале выполнения сварочных работ. Получив необходимый опыт, сварщик уже не обращает внимания на положение электрода во время сварки, его основное внимание сосредотачивается на том, что происходит при сварке в сварочной ванне. Положение электрода во время сварки для начинающего сварщика является очень важным этапом обучения.
На третьем этапе обучения, после того как человек сможет делать правильное положение электрода, надо научиться проводить разрыв дуги электрода при сварке, то есть выполнять окончание сварочного шва.
К одному из важнейших критериев относится степень требуемых усилий (объём наплавленного металла) для качественного сваривания. Сварочные швы можно условно разделить на:
- нормальные (шов с плоской поверхностью);
- усиленные (выпуклый шов);
- ослабленный (вогнутый шов).
Для выполнения того или иного сварочного шва, кроме получения нужного объёма наплавляемого металла, важным является способ проплавления краёв, которые будут поддаваться свариванию. Этого можно достигнуть, зная как правильно держать электрод при сварке инвертором, а именно: соблюдение постоянной дистанции между электродом и деталью и выбор необходимой техники перемещения торца сварочного проводника электрического тока.

Типы одновременных движений электрода:
- поступательное;
- прямолинейное;
- колебательное.
Перемещение, выполняемое вдоль электродной оси, гарантирующее постоянную величину дуги, быстроту выполнения сварочного процесса, называется поступательным.
Движение электрода при ручной дуговой сварке производимое вдоль оси шва, позволяющее контролировать быстроту процесса плавления и качества образования шва, называется прямолинейным.
Колебательное перемещение, выполняемое поперёк шовной оси с наклоном 45 градусов, применимо для нагрева краёв, контроля ширины шва. Такого плана движения не выдерживают некоторые типы электродов для ручной дуговой сварки тонколистовых прокатов или для выполнения корневого шва.

Моделирование сварочных процессов.
Флюсовые составы, применяемые при проведении ЭШС, должны отвечать определенным требованиям. Среди этих требований основными являются:
- быстрый и легкий запуск электрошлакового процесса при использовании напряжения с широким диапазоном значений;
- обеспечение хорошего проплавления кромок стыкуемых заготовок и качественное формирование сварного шва;
- расплавленная флюсовая масса не должна протекать в зазоре кромок и формирующих сварной шов устройств;
- образующийся шлак должен легко удаляться с поверхности шва;
- способность предотвращения появления пор и нежелательных включений при формировании шва.
Для осуществления ЭШС используют плавленые флюсовые массы. При проведении процесса с участием углеродистой или низколегированной стали с обычной прочностью используют флюсы АН-8, АН-8М и АН-22. Эти флюсы характеризуются невысокой скоростью проведения процесса сваривания. Отличные показатели скорости и качества имеет процесс, осуществляемый с использованием флюса АН-348-В, который обладает большой электропроводной способностью и относительно малой температурой плавления. Отличное качество шва обеспечивает на низколегированной стали использование в сварочном процессе флюса с маркировкой АН-47.

Для сварки изделий, изготовленных из легированной стали высокой прочности, используется флюс марки АН-9. При сваривании изделий из высоколегированной стали применяются флюсы марки АНФ-1, АНФ-7 и флюс 48-ОФ-6. При использовании стали, обладающей коррозионно-устойчивыми свойствами, применяется флюс с маркировкой АН-45.
Для начала процесса сваривания применяется АН-25. Этот состав обладает высокой электропроводностью как в твердом состоянии, так и в жидком. При сваривании изделий из чугуна применяется составы с маркировкой АНФ-15 и АНФ-75.
При проведении сваривания в качестве электрода применяется электродная проволока сплошного сечения, имеющая диаметр 3 мм. Выбор химсостава электродного металла полностью зависит от состава свариваемого металла. Лучшим вариантом является использование проволоки, состав которой идентичен составу свариваемого металла.
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии;
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.
В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов. В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Главная сложность при сваривании латунных заготовок заключается в низкой температуре плавления такого компонента сплава, как цинк. При нагреве до температуры плавления латуни (от 700 до 1000оС) цинк начинает плавиться (при 420оС) и испаряться (при 905оС). При этом он соединяется с кислородом воздуха и образуется оксид цинка ZnO2.
Основное назначение присадочного материала, кроме пополнения шовного материала – это восполнение выгорающего цинка.
Для работы с латунью чаще всего применяют марки Л62 и Л68. Они мало мешают выгоранию, но обеспечивают хорошее качество соединения. Под ними проводится сварка медь — латунь
Присадка №1 имеет в своем составе бор и позволяет сваривать детали без использования флюса. Однако скорость такой сварки на 15-35% ниже, чем флюсовой.
Важные нюансы

В первую очередь необходимо определиться с месторасположением будущей конструкции. Навесы строят отдельностоящими или как пристройку к дому. Затем разберитесь с предназначением навеса.

Навес в зоне отдыха
https://www.youtube.com/watch?v=w7UEgc6twzg
Он может быть сооружён для хозяйственных нужд. В таком случае под ним можно хранить различные инструменты и другой инвентарь. Некоторые укрывают им автомобиль. Либо его можно сделать зоной отдыха и накрыть им, например, детскую площадку или бассейн.
Также решите, будет ваш навес стационарным или разборным. Стационарные постройки используются в любое время года. Разборный вариант — временный. Обычно его устанавливают только на лето. Главное для последнего, чтобы он легко монтировался, был прочным и ветроустойчивым.

Четырёхсткатный навес
По форме навесы тоже бывают разными и с ней тоже нужно определиться до начала всех работ. Выделяют купольную, пирамидную, дуговую, арочную, односкатную, двускатную и 4-хскатную крыши. Естественно, что чем сложнее по форме ваш навес, тем его труднее соорудить.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Расчёты размеров и чертёж
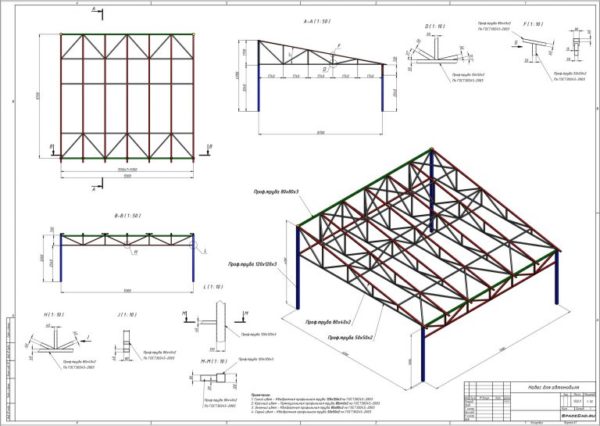
Вариант чертежа навеса из профильной трубы

В первую очередь необходимо создать эскиз. Для примера возьмём навес, кровля которого будет сделана из поликарбоната. На эскизе необходимо отобразить внешний вид будущей конструкции и её примерные габариты. Затем необходимо сделать все замеры на месте, где будет устанавливаться сооружение и создать подробный чертёж. Навес можно соорудить как отдельностоящим, так и как пристроенным к дому.
Например, у вас имеется дом 9х6 метров, а перед ним свободное пространство 9х7 метров. В данном случае ширина навеса может быть равной ширине стены дома, т. е. 9 метров. Вылет можно сделать, например, в 6 метров. Таким образом, получается навес размером 9х6 метров.
Низкий рай оптимально сделать высотой 240 сантиметров, высокий — 350–360 сантиметров.
Простой математикой вычисляется угол наклона. В данном случае он равен 12–13 градусам.
Теперь, когда все замеры сделаны, можно создавать чертёж. Стропильные фермы необходимо изобразить на отдельном чертеже.
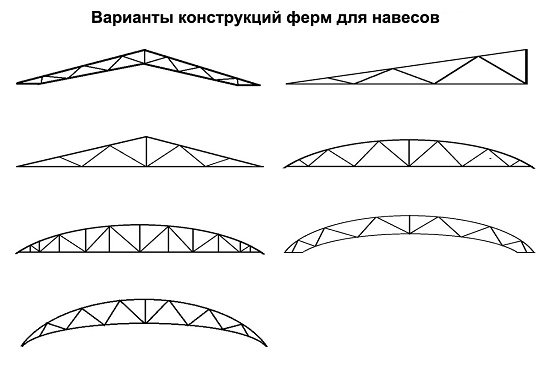
Варианты стропильных ферм
После того как все подготовительные бумажные работы сделаны, можно рассчитать необходимое количество строительных материалов. Всегда приобретайте их с запасом минимум в 5 процентов. Это необходимо на тот случай, если вам попадутся бракованные изделия или вы что-то испортите в процессе работы.
Что потребуется для работы начинающему сварщику
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.

Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Прежде всего нужно подготовить оборудование и спецодежду.

Схема процесса электрошлаковой сварки.
Пригодность заготовок к свариванию определяет качество обработки торцов и боковой поверхности, по которой происходит перемещение устройств, участвующих в формировании сварного шва.
Формирование шва происходит путем применения водоохлаждаемых ползунков и медных прокладок. Для запуска процесса сварки используется входной карман и входная планка.
Возбуждение процесса начинается расплавлением флюсовой массы и нагревом образованной шлаковой ванны до рабочей температуры.
При осуществлении ЭШС наведение ванны осуществляется несколькими способами:
- твердый старт, при котором плавление флюсовой массы осуществляется при помощи тепла электродуги во входной планке, после чего проводится шунтирование добавляемой флюсовой массы;
- жидкий старт: процесс начинается при помощи добавления в пространство свариваемых деталей жидкой флюсовой массы, которая предварительно расплавляется в печи.
При использовании твердого старта применяются токи более высокого напряжения, чем при стабильном ЭШ-процессе. Для облегчения получения электродуги на дно входной планки засыпается порошкообразный металл, металлостружка или термитная смесь.
В процессе сваривания используются специальные расходные сварочные материалы.
Способы положения рабочего инструмента
- Рабочие перчатки.
- Строительный уровень.
- Рулетка/метр.
- Лопата.
- Аппарат для сварки.
- Болгарка.
- Перфоратор.
- Болты.
- Шурупы для кровли с прокладками.
- Профилированные трубы.
- Уголок.
- Лист из металла.
- Фланец.
- Бетонная смесь.
- Щебёнка.
- Песок.

Одним из важных параметров при проведении сварочных работ является положение электрода. Данный параметр важен для новичков, так как для профессиональных сварщиков, имеющих большой опыт работы, установка электрода вырабатывается до автоматизма.
Могут создаваться ситуации, когда сварочные работы надо проводить в труднодоступных и неудобных местах, тогда сварщик может выбирать любое положение инструмента, что позволит ему выполнить качественно и удобно указанную работу.
Установка инструмента при сварке может быть такой:
- Техника, при которой инструмент держат «углом вперед». Он наклоняется на угол 30-60° и движется вперед от сварщика. Данный способ подходит для потолочных вертикальных и горизонтальных швов, может он использовать и при необходимости выполнения неповоротных стыков труб.
- Инструмент держат под углом 90°. Данным способом можно делать любые швы, а также швы в операционных окошках и в местах, где нет возможности выполнить наклон. Этот способ сложнее, чем проведение работ, держа инструмент под углом.
- Инструмент также можно держать под углом от 30-60°, но движется он по направлению к сварщику. Этот способ удобен, когда надо делать угловые и стыковые швы, и применяется на коротких участках.
Подготовка деталей

Схема сварочного электрода.
При сваривании металлических заготовок, имеющих толщину до 200 мм, их торец обрабатывается газорезательной машиной. Это делается для того, чтобы гребни и выхваты не превышали 2-3 мм, при этом максимально допустимое отклонение от прямого угла не должно быть более 4 мм. При сваривании заготовок, толщина которых превышает 200 мм, а также кольцевых швов предварительно проводят обработку стыкуемых поверхностей механическим способом.
Боковые поверхности изделий, изготовленных путем проката, зачищают от окислов и окалины при помощи наждачных кругов. Литые и кованые изделия подвергаются мехобработке на ширину в 80 мм от кромки свариваемого торца.
При сваривании соединений сдвиг кромок не должен быть более 2-3 мм. При сваривании деталей различной толщины более толстая деталь сострогается или на тонкую заготовку монтируют выравнивающую спецпластину, удаляемую после проведения процесса сваривания. Если электрошлаковая сварка используется для сваривания изделий разной толщины, применяются ступенчатые спецползуны. При проведении процесса сваривания перемещение кромок не должно быть больше 1-2 мм.

При сваривании кольцевидных изделий разность в диаметре стыкуемых деталей не должна превышать 0,5 мм, а сдвиг при проведении сварки не должен быть более 1 мм.
Для того чтобы получить точный размер изделия при сваривании его из заготовок, детали требуется собирать с небольшим допуском, который учитывает деформирование компонентов изделия при сварке. При сварке различают расчетный, сварочный и сборочный допуски. Сварочный допуск может в зависимости от изделия колебаться от 1 до 12 мм.
Латунь обладает меньшей теплопроводностью, чем медь, поэтому подогрев заготовок требуется только при их большой толщине.
Разделка кромок стыковых швов выполняется в зависимости от толщины деталей:
- до 1,5 мм: отбортовка;
- от 1,5 до 6 мм: без разделки;
- от 6 до 25 мм V- или Х- образная, с притуплением 4 мм.
Зазор при этом не должен превышать 2,5 мм.
Необходимо также провести механическую зачистку кромок и их обезжиривание.
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Мастерим своими руками: односкатный навес из металлопрофиля

Частные земельные участки для наших граждан всегда отождествляются с тяжёлым трудом по выращиванию своих экологически чистых продуктов. Однако популярности дачи не теряют, так как с развитием промышленности в сфере строительных материалов облагородить собственную дачу и выстроить на ней уголок для отдыха или иного времяпрепровождения стало доступно и просто.
Одним из видов сырья для возведения навесов стали продукты металлопроката. Сварной каркас навеса более популярен у собственников, чем деревянный. Ниже описан процесс конструирования данного объекта.
Навес – простая конструкция, которая, тем не менее, очень важна для любого загородного участка, коттеджа и т.д., поскольку позволяет защитить от дождя детскую площадку, летнюю террасу, стоянку для автомобиля и пр. Одной из самых популярных считается навесная конструкция, выполненная из металлопрофиля, поскольку данный материал недорог, прочен и практичен.

Неокрашенные трубы
Выделяют 3 основных вида профилированных труб:
- Неокрашенные.
- Трубы, покрытые оцинкованным напылением, защищающим их от появления ржавчины.
- Труб, покрытые другим специализированным напылением.
Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети.
Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах, а в качестве держателя применяют горелку или специальный резак.
Пост газовой сварки предусматривает нахождение на рабочем месте сварщика некоторых предметов: стол для сварки, вентиляционное устройство, короб для хранения проволоки, баллон с газом и кислородом, защитное оборудование, горелка.{amp}lt;p{amp}gt;
Виды и сравнение применяемых технологий
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.

Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Классификация механизированных и автоматизированных процессов
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.

Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
Особенность электрошлаковой сварки — отличие в проведении сварочного процесса как в самом начале, так и в дальнейшем его протекании.

Положение шва при сварке стыковых.
Электроток проходит по цепи, состоящей из спецэлектрода, шлаковой массы в жидком состоянии и основного металла изделия. Прохождение электротока позволяет обеспечить плавление металла как основного, так и присадочного, помимо этого происходит плавление флюсового состава, который постоянно поступает в сварочную ванну.
Образующаяся в сварной ванной шлаковая масса имеет меньшую плотность, что приводит к его всплытию в расплаве. Он в процессе проведения сваривания осуществляет защитную функцию, защищая расплавленный металл от воздействия атмосферы, одновременно с этим расплавленная шлаковая масса способствует очистке металла от вредных примесей.

На сегодняшний день разработано несколько технологий проведения сварки электрошлаковой.

Схема нагрева металла при электрошлаковой сварке.
- устойчивость процесса, которая мало зависит от рода электротока;
- устойчивость процесса при кратковременном прерывании электротока;
- высокая производительность;
- экономичность сварочного процесса;
- отсутствие спецподготовки кромок деталей;
- отличное качество защиты сварного шва от воздействия воздуха;
- высокая распространенность расходных материалов и невысокая их стоимость;
- теоретическая возможность получения шва любой толщины за один проход.
Технология ЭШС имеет несколько недостатков, основными из которых являются следующие:
- возможность проведения сваривания только в вертикальном или близком к нему положении;
- недопустимость полной остановки сварочного процесса до конца сваривания;
- образование крупнозернистой структуры металла в зоне сваривания и снижение ударопрочности сварного шва;
- необходимость подготовки перед процессом сваривания технологических деталей.
ЭШС используется при сваривании прямых и кольцевидных стыков. Минимальная толщина изделий — 25-30 мм.
| № | Бура,% | Борная кислота,% |
| 1 | 100 | — |
| 2 | 50 | 50 |
| 3 | 20 | 80 |
дает возможность очищать кромки шва и предотвращать окисление расплава.
Чтобы полностью пресечь выгорание цинка и дымообразование в виде его окиси, используют состав БМ1, состоящий из 70% метилбората и 30% метилового спирта.
Главное условие при подборе флюса — минимизация угара цинка.
Прочностные характеристики шовного материала определяются материалом заготовок, маркой присадочного прутка и составом флюса.
При значительной протяженности сварных соединений вероятно возникновение кристаллизационных трещин. В основном они появляются не в самом шве, а в околошовной зоне, подверженной термическому воздействию в ходе работ.

Для деталей малых габаритов широко распространено отжигание детали при 550оС. Термообработка существенно улучшает однородность материала и прочность соединения.
https://www.youtube.com/watch?v=7_k6hZ0SyPo
Качественно сваривать латунь можно как на производстве, так и на дому. Для этого требуется тщательная подготовка поверхности заготовок и следование пошаговой инструкции. Важен также выбор марки присадочного прутка и состава флюса
Принято разделять технологические процессы на холодные и высокотемпературные. Последние более распространены и являются модернизированным прототипом ручной электродуговой сварки электродом во
Механизированная дуговая сварка устраняет вынужденные ограничения в производительности, защите поверхности шва и металла деталей, снижении температурных деформаций вследствие неравномерности нагрева.
Розжиг электрической дуги под слоем механически наносимого гранулированного флюса допускает сваривание с шириной фронта до 100 мм. В таком случае предполагается использование
. Флюс на основе силиката марганца подаётся из бункера на заданную ширину шва.
Предусмотрена предохранительная мера – создание избыточного давление защитного газового пузыря. Тепловой фон хвостовой части сплава сварочной ванны снижается без резких перепадов температуры, что противодействует возникновению микротрещин. Разбрызгивание металла ограничено, не превышает 2%.
Преимущества метода:
- Расплав легируется и раскисляется за счёт компонентов флюса.
- Относительно ручной сварки скорость изменяется в десятки раз.
- Стабильность горения дуги.
- Контакт с кислородом и азотом атмосферы исключается.
Использование газового оборудования

В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости. Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.
Как правильно сваривать металл
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода.
Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения.

На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Совет
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны.
Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.
Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части.
Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.

Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.
Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.
По принципу смешения кислорода и газа делят на следующие типы:
- инжекторные;
- безынжекторные.
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.
Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- производительности;
- давлению производимого ацетилена:
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм3. Емкости вместительностью 40 дм3 получили наибольшее распространение.
Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции.
Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем.
Обратите внимание
Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.
Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным.
Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам.

Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой.
Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:
- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.
Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.

По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.
Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.

Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Угол расположения электрода при сваривании
Сварка деталей ведётся локальным плазменным потоком. Диапазон температур потока раскалённых газов 5–30 тыс. градусов. Плотность и тугоплавкость металлов не играют существенной роли.
Тепловое воздействие дуги дополняется энергией расширяющихся газов. Обычно это аргон в чистом виде либо в смеси с гелием. Они исключают попадание воздуха атмосферы, иных окислителей в рабочую зону. Используются токи разной полярности.
Градация мощности аппаратуры:
- До 25 А – локализация нагрева, исключение прожогов и коробления тонкостенных элементов, разрушение оксидной плёнки алюминия.
- До 150 А – металл плавится на заданной глубине без повреждения пограничных участков.
- Более 150 А – идёт сквозной проплав высокопрочных и тугоплавких сталей.
Технологические механизированные и автоматические линии дают преимущества в 3–4-кратном ускорении процедуры в сравнении с ручными аппаратами для прецизионной сварки. Трудоёмкая пайка уступает место микросварке:
- Шов не нуждается в зачистке и выравнивании.
- Отпадает надобность в подготовке поверхности перед сваркой.
- Отсутствие температурных деформаций.
- Универсальность – доступна сварка цветных, чёрных металлов, чугуна.
- Безопасность.
Сварка ответственных конструкций в произвольном пространственном положении шланговыми полуавтоматами с синхронизированной подачей присадочной проволоки лидирует по доступности. Они изготовляются в соответствии с ГОСТ 18130—79 Е.
Невысокая стоимость и надёжность стационарных и переносных устройств даётвыигрыш в производительности до 8 раз, применение оправдано замечательными способностями:
- Принудительное либо естественное охлаждение горелки.
- Зона дуги защищается инертным газовым облаком либо флюсом или используется порошковая самозащитная проволока.
- Стальная присадочная электродная проволока сплошная либо порошковая, алюминиевая – сплошная.
- Варьируются виды подачи и регулировки скорости выхода проволоки с бобины.

Предохранительная газовая среда преимущественно представлена аргоном, гелием, смесями. Для низкоуглеродистых сталей толщиной до 40 мм – углекислым газом. Водяное либо воздушное принудительное охлаждение продлевает срок службы вольфрамового неплавкого электрода.
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Серьёзным аспектом сварочной техники, для выполнения качественного сваривания металла, является правильный выбор положения проводника электрического тока. Угол наклона электрода при сварке напрямую зависит от положений. Есть три основных варианта расположения относительно плоскости поверхности:
- углом вперёд;
- под прямым углом;
- углом назад.
При положении углом вперёд, значение наклона будет находиться в диапазоне 30–60 градусов. В таком случае жидкий шлак движется в направлении сварочной ванны и успевает накрывать расплавленную область металла. Та небольшая часть попавшего жидкого шлака будет вытесняться более тяжёлым расплавленным металлом.
Если количество шлака впереди увеличивается, следует понизить угол наклона. Когда видно, что жидкий шлак полностью затапливает ванну и не успевает затвердеть, следует принять положение электрода «Под прямым углом». Потом постепенно уменьшать значение угла. Нужно придерживаться баланса. Для неглубокого проплава базового металла, нужно выбрать именно это положение электрода при ручной дуговой сварке.

Под прямым углом. Рабочий угол в этом положении равен 90 градусов. Это самое правильное положение электрода при сварке в труднодоступных местах, где отсутствует возможность выбора какого-либо другого угла наклона. Ещё такой подход необходим для получения проплава базового металла на среднюю глубину.
Углом назад. В этом подходе предусматривается диапазон значения угла наклона от 30 до 60 градусов назад. Применение такого положения, сильно оттесняет жидкий шлак назад и удерживает его позади проплавленной сварочной ванны. Нужно выбрать правильное значение угла для того, чтобы жидкий шлак успевал следовать за электродом и покрывать расплавленный металл. Такое положение электрода при сварке применяется для глубокого проплава базового металла.
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
https://www.youtube.com/watch?v=NnaJTrs2qQA
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.

Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.

Положения электрода при сварке.
Угол наклона и положение электрода при сварке определяют, как быстро металл будет прогреваться. В основном электрод держится под углом в 45-90° к горизонтали. А самым удобным большинство сварщиков считают угол в 75°.
Оптимальное решение в подборе угла наклона основывается на выборе шва, который планируется для изготовления. Чем больше угловая вертикаль, тем глубже будет плавление металла, а шов гораздо меньше будет выпирать. Это происходит из-за того, что дуга производит давление на металлическую ванну и дает ей растекаться по краям. Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.

Для качественного выполнения работ применяется короткая дуга. Если электрод выставлен перпендикулярно, металлическая ванна образовывается и растекается довольно быстро. Чтобы уменьшить провар на тонкой пластине, кладется ограниченное количество металла для малого шва. Если электрод держать под наклоном, тепло будет уходить из металлоконструкции и позволит уменьшить скорость электросварки для формирования швов.
А если его наклон слишком большой, сварочный материал не прогреется, ванна будет узкая, а шов будет выпирать, и вы потеряете управление по краям. Для большинства подогнанных стыковых частей можно поддерживать постоянный угол наклона, чтобы получался плотный шов. Однако в некоторых ситуациях необходимо будет менять положение электрода при сваривании.
Чтобы заполнить зазоры, можно будет сделать уклон более сильным, замедляя перенос металла и удерживая размер шва. Потом поднять электрод, чтобы закончить шов. Чтобы сохранять правильное расположение угла, требуется практика. При электросварочных работах нужно поддерживать свободное и расслабленное состояние.
Конструкция, которую планируют соединить методом сваривания, имеет свойство располагаться в разных плоскостях — это зависит от технологических требований выполнения данных работ. От их расположения в пространстве напрямую зависит сварное соединение и направленность шва, что позволяет подобрать специалиста в этой области и выяснить наилучший метод сваривания.
Положение пространственных кромок, которые в первую очередь подготавливаются для последующего соединения в единую конструкцию различных металлических образцов, определяет расположение швов при сварке. Существуют четыре главных положения сварочных работ: нижнее, потолочное, вертикальное и горизонтальное.
Полуавтоматическая дуговая электросварка плавящимся электродом

Стационарные и мобильные комплексы орбитальной сварки управляются компьютерной программой.
Автоматические аргонно-дуговые станции оснащены неподвижной горелкой, вращение детали вокруг оси сопряжено с ограничениями размеров по длине, суммарной массе изделия.
Орбитальная система лишена этого недостатка. Применяется для соединения плетей магистральных трубопроводов встык, соединений фланцев в труднодоступных местах. Манипулятор продвигает горелку по заданной траектории, совершая колебательные движения для равномерного заполнения разделки. Тело заготовки остаётся в статичном состоянии.
Многопроходная головка устанавливается по направляющим кольцам. Напряжение питания сети 230–500 В. Диапазоны размеров труб:
- Ø25–89 мм;
- Ø60–168 мм;
- Ø168–1800 мм.
Термомеханическая
Различные методики частично механизированной сварки предусматривают сжатие с одновременным воздействием локального источника тепла для совместной пластической деформации сопрягаемых поверхностей в зоне наибольшего электросопротивления. Под общим термином контактная сварка объединены три различных метода:
- Стыковая сварка – торцы заготовок компактного сечения нагревают и сдавливают, добиваясь пластической деформации обеих частей изделия по всей площади. Применяются 2 способа:
- Сварка сопротивлением – соединение однородных сплавов малого сечения сложных форм с предварительной обработкой торцов, точной подгонкой по площади сечения.
- Сварка оплавлением не требует подготовки торцов. Нагрев стыков ведётся до оплавления. Окислы, загрязнения при сжатии выдавливаются из зоны стыковки.
 Точечная и роликовая (шовная) сварки преимущественно применяются для сварки листовых материалов внахлёстку. Различия только в величине контакта. Точечное соединение фиксирует заготовки на отдельных участках. Роликовое – непрерывным швом. Оборудование для механизированной сварки схематично представляется парой электродов, оказывающих давление на листы. Импульсный нагрев с плавлением металла и взаимным проникновением литого ядра сварной точки происходит в доли секунды. Сжатие препятствует частичному вытеканию расплава.
Точечная и роликовая (шовная) сварки преимущественно применяются для сварки листовых материалов внахлёстку. Различия только в величине контакта. Точечное соединение фиксирует заготовки на отдельных участках. Роликовое – непрерывным швом. Оборудование для механизированной сварки схематично представляется парой электродов, оказывающих давление на листы. Импульсный нагрев с плавлением металла и взаимным проникновением литого ядра сварной точки происходит в доли секунды. Сжатие препятствует частичному вытеканию расплава.- Сварка трением – высокопроизводительный способ сплочения разнородных сплавов. Активно применяется для производства концевого режущего инструмента. Хвостовики из конструкционных сталей соединяют с быстрорежущими сплавами. Торцы вращающейся и неподвижной заготовки разогреваются до пластического течения под давлением силой трения. Осадка (сдавливание) после остановки вращения создаёт прочное монолитное соединение.
- Диффузионная сварка проводится в вакуумной камере, степень разряжения влияет на скорость диффузии. В месте соединения прилагается усилие по сжатию. При необходимости оказывается электроконтактный, индукционный или радиационный нагрев. Ускорение взаимного проникновения частиц решается химическими составами, применением вспомогательных материалов. Достижимо получение на основе диффузионной сварки слоистых конструкций из малосовместимых материалов.







