
- Характеристика основных видов сварки
- Mig-mag
- Автоматические способы
- Варианты выбора.
- Варим полиэтилен
- Газовая сварка
- Дуговые способы
- Механический класс
- Обобщаем и закольцовываем
- Общие характеристики сварочных аппаратов.
- Полуавтоматическая сварка
- Приварим намертво, недорого, звоните
- Принципы классификаций, обзор
- Ручная дуговая сварка (мма, рдс)
- Ручная сварка
- Способ преобразования электроэнергии.
- Термомеханический класс
Характеристика основных видов сварки



§ 3. Характеристика основных видов сварки*
Автоматическая сварка под флюсом.
Сущность процесса состоит в том, что сварочная дуга 2 горит между электродной проволокой 1 и свариваемым изделием 9 под слоем сыпучего флюса 6. Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Проволока в зону горения дуги подается механически, а автомат с помощью электродвигателя движется вдоль свариваемых кромок, такой процесс сварки называется автоматическим; если же механизирована только подача проволоки, то это – механизированная сварка под флюсом. Расплавляясь, флюс образует флюсогазовый пузырь 3 и жидкий шлак 5. Расплавленный металл 4 в процессе охлаждения кристаллизуется с образованием сварного шва 8. Почти одновременно с кристаллизацией расплавленного металла твердеет расплавленный флюс — жидкий шлак, образуя шлаковую корку 7 (рис. 1). Давление в газовом пузыре составляет 5-9 г/см
3
(0,5-0,9 кПа). Если в процессе сварки дуга вырывается наружу, то это указывает на недостаточный слой флюса. Разновидности сварки под флюсом представлены на рис. 2, при этом виде сварки достигается высокая производительность труда и обеспечивается получение равнопрочного шва с основным металлом.
Электрошлаковая сварка.
Сущность процесса заключается в следующем. В начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает — шунтируется, а ток, проходя по электропроводному расплавленному шлаку, выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки. Расплавленный металл сварочной ванны, кристаллизуясь образует сварной шов (рис. 3, б).
Практически этот процесс (рис. 3, а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой. В зону сварки подается электродная проволока 1, которая под слоем флюса 8 и возбуждает горение сварочной дуги. Преимущества этого вида сварки:
возможность сварки за один проход металла большой толщины;
не требуется удаление шлака и настройки режима сварки для выполнения последующего прохода, как это делается при других видах сварки;
возможность выполнения сварки без разделки кромок и исключение разбрызгивания металла;
возможность использования для сварки практически неограниченного количества электродов (проволок);
исключение термической обработки сварного шва при сварке сталей, склонных к образованию усадочных трещин;
высокая производительность и экономия флюса.
Недостатки этого вида сварки:
возможность сварки металла толщиной не менее 16 мм;
сварка практически возможна только в вертикальном положении;
возможно образование неблагоприятных структур за счет термической обработки шва и зоны термического влияния.
По
виду электрода
электрошлаковая сварка делится на сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по
наличию колебаний электрода
— без колебаний и с колебаниями электрода; по
количеству электродов
с общим подводом сварочного тока — на одноэлектродную, двухэлектродную и многоэлектродную.
Электронно-лучевая сварка. Этот вид сварки выполняется в камерах с разрежением до 10
-4
-10
-6
мм рт. ст. [133×(10
-4
-10
-6
)] Па. Теплота образуется за счет бомбардировки поверхности металла электронами, имеющими большие скорости, анодом является свариваемая деталь, а катодом — вольфрамовая спираль.
Электронно-лучевая сварка может выполняться без колебаний и с колебаниями электронного луча. По направлению колебаний различают электронно-лучевую сварку с продольными, поперечными, вертикальными и сложными колебаниями электронного луча.
Газовая сварка
основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пропан-бутановую смесь, пары керосина, бензина, городской, природный, светильный, нефтяной, коксовый и другие газы.
Световая сварка
по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света. В практике пока в основном находит применение только лазерная сварка. Этот вид сварки основан на применении специального светового луча, который плавит металл. Для получения сильного светового луча используют лазерные установки.
Термитная сварка
состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит — порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 2000ºС), образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор, образуя сварной шов.
Контактная сварка.
При этом виде сварки место соединения разогревается и расплавляется теплотой, выделяемой при прохождении электрического тока через контактируемые места свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме сварного соединения различают точечную, шовную, стыковую, рельефную, шовно-стыковую контактную сварку и сварку по методу Игнатьева. Точечная сварка в свою очередь разделяется на одно-, двух- и многоточечную.
Стыковая сварка по характеру протекания процесса делится на сварку с прерывистым и непрерывным оплавлением и сварку сопротивлением. Контактная сварка может выполняться постоянным, переменным и пульсирующим током. По виду источника энергии контактная сварка подразделяется на конденсаторную, аккумуляторную, энергией, накопленной в магнитном поле и в мотор-генераторной системе.
Диффузионная сварка
осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
Газопрессовая сварка
основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
Ультразвуковая сварка
основана на совместном воздействии на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
Сварка трением.
При вращении одного из стержней и соприкосновении его торца с торцом закрепленного стержня концы стержней разогреваются и с приложением осевого усилия свариваются.
Холодная сварка
основана на способности срастания кристаллов металла при значительном давлении.
Индукционно-прессовая сварка.
Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
______________________________________
* Сущность ручной дуговой сварки металлическими и угольными электродами, ручная аргонодуговая сварка, ручная плазменная сварка и дуговая сварка под водой изложены более подробно, соответственно, в главах V, VI, VII, VIII и IX, поэтому в этом параграфе не описываются.
Вопросы для самопроверки
1. Кто является основоположником дуговой сварки?
2. Как классифицируются виды сварки?
3. В чем заключаются отличительные особенности электрошлаковой, дуговой и контактной сварки?
Mig-mag
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
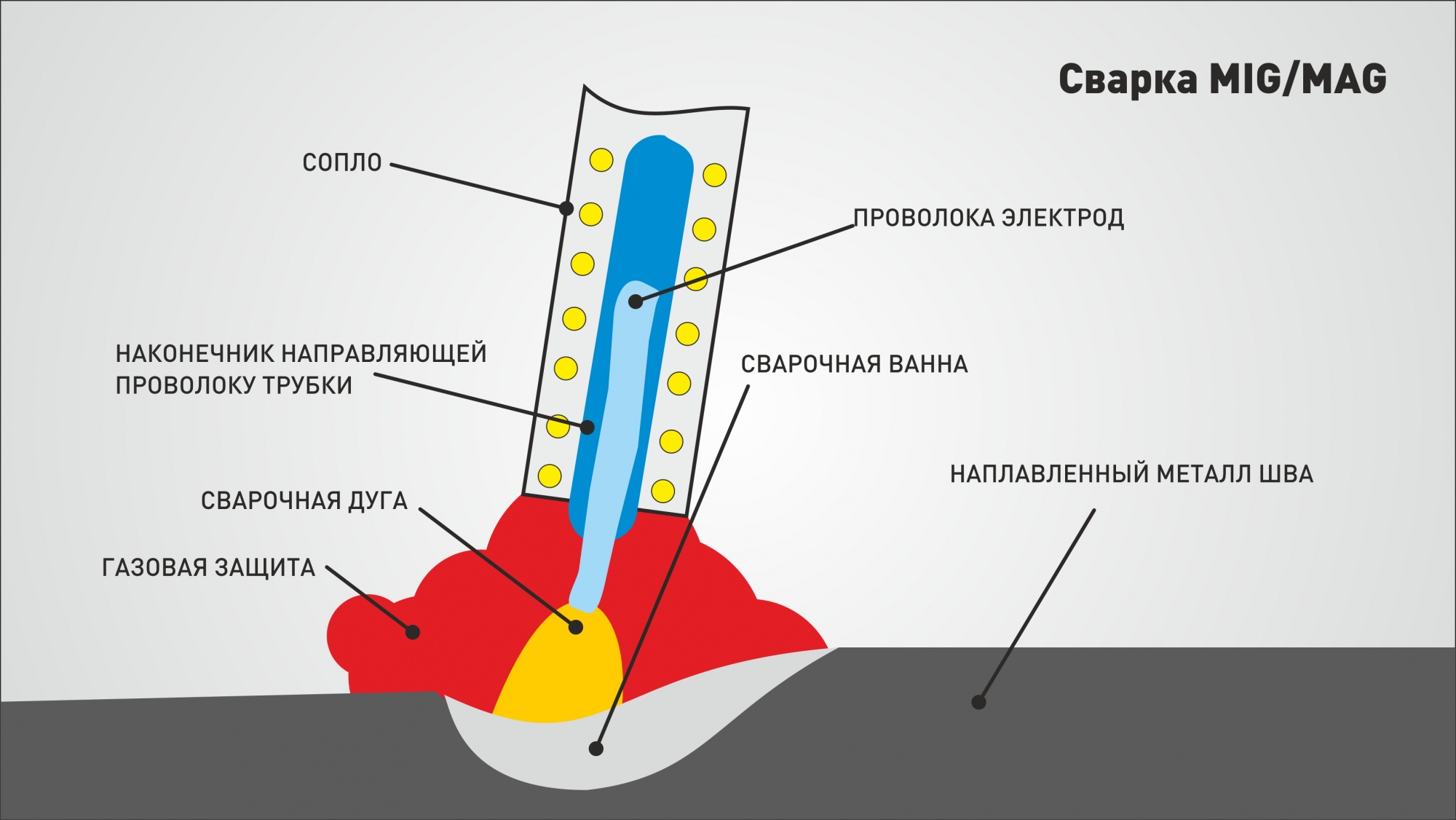
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги.
А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки.
Автор текста: Ю.Шкляревский
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Электродуговой способ: близкая родственница ручной дуговой – автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе.
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Электрошлаковая технология, «тяжелая артиллерия» на современном промышленном фронте. Это принципиально новый бездуговой способ плавления. Источником тепловой энергии выступает не дуга, а переменный ток, который проходит сквозь расплавленный шлак. Поверхности металла покрываются шлаком, который нагревается. Таким образом можно варить металлы практически любой толщины.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Варианты выбора.
Если вам нужен неприхотливый аппарат, который можно долгое время использовать в любых климатических условиях, вы имеете возможность подключиться к мощной электросети и при этом вам неважна чистота шва или вы собираетесь варить только алюминиевые сплавы – выбирайте сварочный трансформатор. Он обойдется вам в 5000-17500 рублей.
Если, при сохранении требований к неприхотливости и надежности, вы желаете приобрести аппарат, которым без большого опыта и особых усилий можно делать чистые и ровные швы, обратите внимание на сварочные выпрямители. Такие представлены в ценовом диапазоне от 13000 до 19000 рублей.
Если вы желаете приобрести легкий и компактный сварочный аппарат, который можно использовать как в квартире, так и на даче, ваш выбор – инвертор. Следует только определиться с бюджетом: если вы планируете использовать аппарат «от случая к случаю» для разнообразных работ по дому – вам подойдет базовая модель с ценой в диапазоне от 5000 до 9000 рублей.
Если вы профессионально занимаетесь кузовными работами или изготовлением металлоконструкций из тонкого цветного металла, вам пригодится полуавтомат, работающий по типу MIG/MAG. Они стоят от 12000 до 33000 рублей.
И наконец, если вы свариваете массивные конструкции из цветного металла или вам нужен универсальный аппарат, который может как варить тонкий алюминий, так и толстую сталь, обратите внимание на аппараты с типом сварки TIG. Кстати, большинство из них может работать и в режиме простой ручной сварки MMA. Цены на такие аппараты начинаются от 5000 рублей.
Варим полиэтилен
Что можно варить кроме металлов? Керамику. Стекло. Но на втором почетном месте стоят пластмассы или полимеры, прежде всего это полиэтиленовые трубы. С полиэтиленом можно работать терморезисторным, электромуфтовым методами, можно электросопротивлением: эти термины перечисляются в технической литературе. Не пугайтесь, все варианты можно называть коротко – сварка НЗ. НЗ – закладные нагреватели.
Суть процесса – расплавление полиэтилена в местах соединения с помощью металлических спиралей электрического нагревателя, который заложен в деталь. Способ чрезвычайно популярен, у него большие перспективы в промышленности: применяется в различных трубопроводах, замене старых металлических труб новыми полиэтиленовыми, установке и ремонте, развитии новых полимерных технологий.
В работе с пластмассами применяется еще один способ НИ или сварка нагретым инструментом. Самый простой вариант подвода тепла для нагрева полимерных поверхностей. Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Кстати, способы сварки НЗ и НИ входят в том числе в список владения обязательными методами профессионального сварщика с подтвержденной квалификацией, например, аттестацией от НАКС – Национального Агентства Контроля Сварки.
Теперь классификация по типу механизации процесса:
- Автоматическая
- Автоматизированная
- Механизированная
- Ручная, начнем с нее.
Газовая сварка
 Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Важно! Там, где есть пара слов «горючий газ», обязательно присутствует вторая пара «техника безопасности». Правила по безопасности хорошо регламентированы, но выполнение требований несет дополнительные затраты денег и времени. Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС – ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
- ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
- МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Механический класс
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
- Взрывом
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
Рассмотрим эти типы сварки подробнее:
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
Механический класс подразумевает применение давления и механического воздействия, энергии.
Обобщаем и закольцовываем
Сваркой называется процесс формирования неразъединимых соединений поверхностей разных конструкций.
Сначала все виды и способы сварки делятся на три мощных класса с точки зрения физики:
- Термический (греем и плавим)
- Механический (трем, давим, толкаем и пр.)
- Термомеханический (греем и давим одновременно)
Внутри этих классов методы можно группировать как угодно:
- с дугой или без дуги;
- с газом или без него, можно с дугой и газом вместе;
- ручные или автоматические. Или полуавтоматические;
- какие виды сварочных электродов используешь;
- все виды контактной сварки;
- виды сварок металла или наоборот, полимеров;
- и так далее, список вариантов длиннейший.
Главное – узнавать, пробовать, учиться и двигаться вперед к профессиональным вершинам. Не забывать читать обзоры, нужно быть в курсе. Нам на месте стоять нельзя. Желаем чистого металла, хороших заказов и рабочего настроения.
Общие характеристики сварочных аппаратов.
Число фаз. Аппарат, рассчитанный на работу в промышленной трехфазной сети, будет невозможно использовать в домашних условиях. Исключение составляют некоторые модели сварочных трансформаторов, которые можно использовать в любой сети – просто нужно повернуть соответствующий переключатель.
Максимальный сварочный ток. Одна из важнейших характеристик аппарата – чем выше ток может дать аппарат, тем больший диаметр электрода можно в нем использовать и тем более толстый металл можно варить.
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Продолжительность включения (продолжительность непрерывного включения, рабочий цикл). Начинка сварочных аппаратов подвержена перегреву, которым вентиляция аппарата зачастую не справляется. Поэтому зачастую непрерывная сварка невозможна.
Обычно указывается в процентах от 10 минут для максимального рабочего тока. Так, ПВ 30% означает, что данный аппарат может работать на максимальном токе непрерывно 3 минуты, после чего ему требуется отдых в 7 минут. Впрочем, константой данный показатель не является – он может значительно меняться в зависимости от окружающей температуры.
Напряжение холостого хода – еще один немаловажная характеристика, показывающая, насколько легко будет этим аппаратом разжигать и поддерживать дугу. Для розжига дуги требуется повышенное (от 1,5 до 2раз) напряжение. Стандартами регламентировано максимальное напряжение сварки в 80В для переменного и 90В для постоянного тока, что в большинстве случаев является даже излишним.
Полуавтоматическая сварка
Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему.
Механический класс с использованием механической энергии:
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Приварим намертво, недорого, звоните
Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая – золото.
- Газовая – серебро.
- Полуавтоматическая – бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Принципы классификаций, обзор

Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам.
Ручная дуговая сварка (мма, рдс)
В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Ручная сварка
Несмотря на быстрый рост новых автоматизированных способов, ручные методы незаменимы во многих случаях, этот вид сварки давно занимает законное важное место в современных технологиях.
Преимущества ручных способов:
- можно варить в труднодоступных местах;
- в разных положениях в пространстве;
- можно быстро переходить от одного материала, которые плавим, к другому;
- выбор электродов на любой вкус для любых видов стали;
- оборудование легко перевозить, просто обслуживать.
Кроме знакомого нам электрического дугового способа к этой группе относится ручной вариант аргонодуговой сварки с теми же принципами действия, как и механизированный вариант, о котором писалось выше.
К ручным видам относится точечная сварка своими руками, контактная метод, который возможен в домашних условиях в отличие от других контактных способов, применяемых только в промышленности.
Классическая газовая сварка также относится к ручным способам.
Способ преобразования электроэнергии.
Сварочный трансформатор представляет собой простой силовой трансформатор, понижающий напряжение питающей сети с 220 (или с 380 – для трехфазного тока) до пригодных для сварки 50-90 вольт. Простота конструкции является залогом невысокой цены и надежности этого инструмента: он крайне неприхотлив, долговечен и надежен.
Минусов у сварочного трансформатора тоже хватает: низкочастотный силовой трансформатор должен обладать солидным сердечником и иметь внушительное сечение проводов вторичной обмотки. И чем на больший ток рассчитан такой трансформатор, тем больше будут упомянутые величины, и, соответственно, вес трансформатора.
Регулировка выходного тока производится механически, перемещением по сердечнику вторичной обмотки (чем ближе вторичная обмотка к первичной, тем выше ток). Точность такой регулировки невысока, но большей для этого вида сварочных аппаратов и не требуется, поскольку на качество шва здесь точность установки тока влияет слабо.
Главным минусом сварочных трансформаторов является переменный выходной ток: катод и анод меняются местами с частотой 50Гц, поэтому дуга «мерцает», скачет по свариваемому материалу и в целом нестабильна. Это сильно усложняет сварку, делает практически невозможным создание тонких аккуратных сварных швов и требует от сварщика большого опыта и хорошей реакции.
Кроме вышеперечисленного, трансформатор создает большую нагрузку на питающую сеть. Если вы подключаете трансформатор к промышленной трехфазной сети 380В, об этом можно не беспокоиться. А вот включить трансформатор в розетку в многоквартирном доме, возможно, просто не получится — выбьет вводной автомат, поскольку многие такие сети рассчитаны на единовременное подключение нагрузки не более 5кВА.
Даже сеть на такие нагрузки и рассчитана – соседи будут смотреть на вас косо, поскольку с началом сварки во всем доме начнет выключаться бытовая техника, и «заморгают» лампочки. Владельцы дачных участков и хозяева частных домов наверняка тоже знакомы с этим явлением: замерцали лампочки и защелкали реле стабилизаторов – значит, сосед занялся сваркой.
Еще один минус: выходной ток и напряжение сварочного трансформатора сильно зависят от характеристик входного напряжения. Если оно ниже стандарта, ток на выходе также будет ниже ожидаемого. А если входное напряжение «скачет» (например, сосед как раз в это время тоже решил что-то приварить) – варить не получится вообще.
Сварочные выпрямители, фактически, являются теми же трансформаторами, но с дополнительным выпрямителем на силовых полупроводниковых элементах. В результате на выходе выпрямителя получается постоянный ток, обеспечивающий высокое качество шва и удобство сварки.
На случай если вдруг потребуется варить переменным током, выпрямитель обычно имеет и такой выход. Сохранив надежность и неприхотливость сварочных трансформаторов, выпрямители обладают все теми же минусами: большой вес, большая нагрузка на сеть, зависимость от входного напряжения. Кроме того, выпрямители заметно дороже трансформаторов.
Сварочные инверторы. В этих аппаратах сначала производится частотное преобразование: частота входного напряжения повышается до десятков килогерц, затем, компактным высокочастотным трансформатором, производится снижение напряжения до 50-90 Вольт.
Далее напряжение стабилизируется и выпрямляется. В результате на электроды поступает стабильный постоянный ток, напряжение и сила которого практически не зависят от характеристик входного напряжения (впрочем, до определенных пределов – при сильном падении входного напряжения электроника инвертора просто откажется работать).
Инверторы компактны, вес их невелик и неудивительно, что в сравнении с ними выпрямители и, тем более, трансформаторы выглядят довольно непривлекательно.
Раньше основным недостатком инверторов была высокая цена, но большой спрос на этот вид сварочных аппаратов сделал свое дело и сегодня простой инвертор китайского производства стоит даже дешевле среднего трансформатора. Впрочем, в этом случае, гнаться за дешевизной не стоит: электронная начинка инверторов сложна, боится пыли и влаги, а при выходе из строя зачастую неремонтопригодна.
Покупка дешевого инвертора от малоизвестного производителя связана с высоким риском скорого его выброса на свалку. Тем более что дорогие модели могут обладать некоторыми дополнительными – и совсем небесполезными – опциями. Поскольку весь процесс преобразования в инверторах управляется электроникой, возможности по контролю сварочных процессов в этих аппаратах значительно возрастают.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
- Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.




")

