

Производство и ремонт электроники, сборка компонентов на печатных платах невозможна без флюсов для пайки. От качества и состава смеси зависит надежность протравки металла, контакт и долговечность соединений. Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.

- Что это такое — паяльные флюсы
- Основные функции и свойства
- Требования к флюсам
- Классификация по типу
- Активные
- Бескислотные
- Антикоррозийные
- Защитные флюсы
- Активированные
- По состоянию
- Жидкие
- Твердые
- Пастообразные
- Как правильно выбрать флюс
- Как пользоваться флюсом для пайки
- Удаление остатков
- Как приготовить паяльный флюс своими руками
- Техника безопасности
- Хранение — срок годности
- Особенности канифоли
- Что это такое?
- Есть ли отличия между канифолью и флюсом?
- Что мы должны знать о флюсе?
- Паяльная кислота
- Бура для пайки
- Паяльный жир
- Флюсы ЛТИ, ТАГС, ЗИЛ и другие
- Живичная канифоль
- Спирто-канифольный флюс
- Флюсы Amtech RMA-223 и Kingbo RMA-218
- Флюс EFD NC-D500 6-412-A Flux-Plus
- Флюсы Interflux 2005 и 8300
- Сейчас на главной
- Припой припою рознь, или Несколько слов о флюсах
- ROL0
- ORL0
- ROL1 и ORL1
- ROM0
- ROM1
- ROH1
Что это такое — паяльные флюсы
Флюсом называется вещество, применяемое в пайке. В процессе работы с металлами, а так же при их хранении, на поверхности образуется оксидная пленка, возможно появление иных загрязнений. Назначение флюсов — удалять все лишние вещества, которые ухудшат контакт в зоне пайки или качество лужения. Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования «поверхностного натяжения» у нагретого металла распределение припоя происходит быстрее.
Выбор паяльного флюса, припоя и оборудования — взаимосвязанная цепочка. Все компоненты должны отвечать запросам производимых работ — лужение, монтаж smd компонентов, пайка медного трубопровода.

Основные функции и свойства
Процессы, ведущие к появлению оксидных пленок, происходят на металлических поверхностях постоянно. Блокировать их развитие может только изоляционный защитный слой — например, лак. В остальных случаях потребуется использовать флюс при пайке.
- очистка поверхности металла перед пайкой от окислов;
- эффект поверхностного натяжения и способствование равномерному лужению;
- защитный эффект протравленной зоны, замедление окисления металла.
Так как для определенной группы металлов существует свой флюс, выделяются характеристики и свойства, присущие конкретному веществу:
- остаточные фракции — могут потребовать очистки зоны пайки после работы;
- температура пайки;
- консистенция — паста, жидкость, плотная субстанция;
- сопротивление;
- выделение вредных веществ при нагреве;
- рабочий расход и стоимость.

Каждая характеристика влияет на подбор флюса под конкретную работу. Канифоль для пайки в твердом варианте постепенно вытесняется жидкой формой. Некоторые разновидности имеют срок годности и должны быть использованы вовремя — хранить долго их не получится. Флюс-паста удобен для мелкого компонентного ремонта, но имеет высокую стоимость.
Требования к флюсам
Требования к химическому составу флюса формируются на основе рабочей зоны. Для пайки радиодеталей без дальнейшей отмывки в составе смеси исключается присутствие кислоты. Для электронных систем военного и медицинского характера важна стабильная работа зоны контакта при длительной эксплуатации в обычных и тяжелых условиях. Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.

Классификация по типу
Химический состав вещества и область применения формируют виды флюса:
- активный;
- бескислотный или нейтральный;
- активированный.
Нейтральные имеют дополнительное разделение на антикоррозийные и защитные типы.

Например, высокотемпературная пайка производится флюсами средней активности. Кислотность низкая, так как в припоях для высоких температур присутствует алюминий.
Активные
В своем составе активный флюс имеет кислоту. Поэтому он отлично убирает окислы, паять или лудить данным составом удобно. При работе с активным флюсом важно обеспечивать вентиляцию помещения — при нагреве будут выделяться токсические вещества, требующие удаления.
Работа с кислотой производится максимально аккуратно. Обязательно использование защитных средств, а при попадании на кожу или слизистые оболочки потребуется срочная промывка.

Зона пайки после работки потребует очистки от остатков флюса. Кислота химически активна и способна вступать в реакции в рабочей зоне даже при комнатной температуре.
В дальнейшем это приведет к разрушению контакта — от микротрещин до окисления. Как хороший проводник, кислотный остаток может стать причиной короткого замыкания. Очистка прилегающей к пайке области — обязательно.
Применение активного флюса на основе кислоты оптимально в случае большого количества окислов и спайки разных металлов.
Бескислотные
Разновидность нейтральных флюсов. При нанесении на плату или контакт данного типа вещества реакции с окружающими элементами не будет. Представляют доступную ценовую категорию. Может применяться канифоль для пайки — если температура работы не выше 150 градусов. Нейтральные флюсы подходят для паек мелких компонентов на платах в радиотехнике и электронике.

Антикоррозийные
Цель применения — удаление последствий коррозии на поверхности метала перед пайкой и создание защитной пленки. В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
Защитные флюсы
Использование направлено на защиту металлов от окислительных процессов. Химическое взаимодействие флюса и обрабатываемой плоскости отсутствует из-за нейтральной природы входящих в его состав компонентов. В производстве могут задействоваться воск, вазелин, иные масла. Подойдет для пайки медных проводов, плат и микросхем.
Активированные
Основной компонент для производства флюса — солянокислый анилин, может быть использована салициловая кислота. За счет состава не требуют предварительно очистки большого количества окислов — хорошо растворяются на стадии обработки. Предлагается как безотмывочный флюс, но остатки желательно удалить. Применение находит в соединениях с механической нагрузкой.
По состоянию
Особенности состава и взаимодействия компонентов выражаются в форме готового продукта. Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Полезная статья: Давление в газовом баллоне
Жидкие
Одна из наиболее распространенных форм и доступна как в магазинах для радиолюбителей, так и в бытовых отделах. Вещество удобно наносить кисточкой, но необходимо следить за излишками. Есть риск разлива, непредвиденных капель на плату или контакт — их потребуется удалить для исключения появления дефектов.
Пример жидкая канифоль или ортофосфорная кислота для лужения и пайки. При нагреве происходит быстрое высыхание и выделение вредных веществ. Потребуется использование средств индивидуальной защиты и оперативное выполнение работ.

Твердые
Большим плюсом является ценовая доступность, а также низкая химическая активность по отношению к металлу. Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.

Пастообразные
Использовать флюс пасту для пайки наиболее удобно. Одна из популярных марок — rma 218. Его удобно наносить, время высыхания выше чем у других форм. В работе задействуется паяльник и фен — подойдет любое устройство. За счет своей популярности качественные флюсы иногда подделывают, поэтому выбор и приобретение следует совершать в проверенных магазинах.

Поставка — шприц или тюбик, позволяет наносить вещество локально в нужном объеме.
Полезная статья: Олово температура плавления
Как правильно выбрать флюс
Подборка состава и марки флюса происходит на основе анализа задачи. Учитываются материалы, которые будут паяться, условия эксплуатации и наличие статических или динамических нагрузок. Несколько примеров:
- Флюс вами, вещество в виде порошка. Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам.
- Свинцовые и без свинцовые платы прекрасно паяются, если использовать флюс Martin. Он безотмывочный, что исключает дополнительные операции с компонентами по завершении паек.
- Гель rma 218 не требует удаления остатков и применяется для замены smd компонентов на платах, замены чипов, для пайки bga. Температура работы выше 70 градусов. rma 218 может быть оперативно убран с платы при помощи flux-off аксессуара. Флюс rma 223 — имеет схожие характеристики с небольшим отличием в составе. Область применения та же.
- В процессе лужения и пайки токоведущих элементов задействуется ФППУ 25. Вещество является универсальным флюсом, наследием советской промышленности. При использовании вспомогательных компонентов пайке может подвергаться сталь.
- Флюс ЛТИ относится к активной группе веществ. Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью.
- Флюс СКФ — еще один представитель спиртово — канифольной смеси. Припой, используемый в работе с данным вещество — низкотемпературный. Подойдет для радиомонтажных работ и пайки печатных плат.
- Флюс для пайки трубопроводов из меди создается на основе из кислот и серебра. Прочность соединения позволяет подавать давление до 20 атмосфер в систему водо- и газоснабжения. Шов после пайки и сам медный трубопровод потребуется очистить — остатки флюса могут со временем добавить зеленого оттенка на паяных участках.
- d500 — разновидность флюсов, аналог rma. Низкий остаток после работы и безотмывочные характеристики не требуют дополнительных взаимодействий с платой. Целевые объекты — ремонт сотовых телефонов, бытовых электроприборов.

Важно учитывать необходимость последующей отмывки и ее сложность. Поэтому безотмывочный rma 218 и подобные пасты гели — выбор электронщиков, выполняющих мелко компонентные ремонтные работы.
Для ответственных узлов и мелких элементов подойдут нейтральные, слабоактивные флюсы. Вещества на основе кислот, в жидком формате и низком ценовом диапазоне выбираются при лужении и большом объеме паек — например, в сфере промышленного энергоснабжения, на подстанциях, в железнодорожной инфраструктуре.
Как пользоваться флюсом для пайки
Правильное применение зависит от агрегатного состояния флюса:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.

Порядок действий следующий:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
По завершению работы необходимо выдержать соединение до затвердения припоя. Для печатных плат возможно восстановление защитного слоя лака — особенно для устройств, работающих в агрессивных средах. Сюда относится пыль, влажность, повышенная температура.
Удаление остатков
Для упрощения технологического процесса используйте безотмывочные составы — например, rma 218. Если же требуется убрать излишки флюса, потребуется чистая кисть, технический спирт, в отдельных случаях — ацетон. С платами важно быть осторожнее — при очистке аккуратно производить удаление остатка, не травмируя соседние компоненты.
Полезная статья: Какие сварочные деформации называют остаточными
Как приготовить паяльный флюс своими руками
Оптимальные по качеству составы создаются на промышленном производстве. Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Для работы потребуются ряд компонентов, используемых в смеси для пайки нужного типа металла. Подробная инструкция по созданию бюджетного флюса приведена в видео ролике.
Для ремонта электроники лучше приобретать нужный, готовый паяльный флюс. Это уменьшит риск порчи оборудования и повысит качество выполняемой пайки.
Техника безопасности
Применение флюса в процессе пайки потребует использования защитных перчаток, стойких к кислоте. Рабочее место должно проветриваться или оснащаться системой вентиляции для защиты слизистых оболочек от вредных испарений. Возможно использовать респираторы с картриджами, улавливающими мелкодисперсную сухую и влажную взвесь из воздуха. При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
После окончания работ руки и лицо вымыть с мылом. Это позволит удалить осевшие на коже частички после нагревания флюса. В зоне работы с паяльным оборудование нельзя хранить открытыми продукты питания и воду.
Полезная статья: Какие виды сварки бывают
Хранение — срок годности
Для флюсов в жидкой форме обязательно хранение в герметичной таре. Если хранить вещество в открытой емкости, возможно испарение. Результатом будет снижение качества пайки, возможно отравление от рассеянных в воздухе компонентов флюса.
Паста или гель хранятся в помещениях с нормальными показателями влажности и температуры, без попадания прямых солнечных лучей. Емкости — плотно закрыты. Воздействие излишней влажности и повышенной температуре приведет к изменению химического состава и нарушению исходных пропорций флюса.
Слишком низкая температура будет также вредна для вещества. Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Применение флюса не вызовет трудностей, если осуществить правильный подбор под конкретную рабочую задачу. При поиске вещества для пайки обязательно оценивается состав и пропорции компонентов. Для этого используются инструкции и пояснения от производителя.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
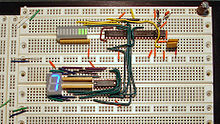
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
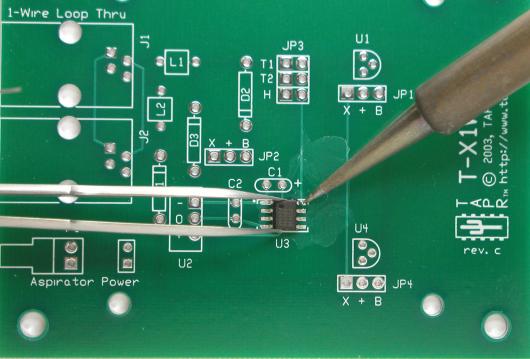
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Перед тем, как приступить к спаиванию металлов, многие задаются вопросом, что выбрать – флюс или канифоль. Зная, в чем разница между канифолью и флюсом, можно спаивать между собой металлы, не беспокоясь за качество шва. Правильно подобранное вещество обеспечит хорошее расплавление припоя и прочное соединение поверхностей. Чтобы надежно скрепить между собой олово, медь, латунь, железо, серебро, никель или нержавеющую сталь, стоит обратить внимание на вспомогательные вещества.
Особенности канифоли
Канифоль — вещество, состоящее из смоляных кислот и их изомеров. Его получают из живицы хвойных деревьев, поэтому обладает характерным смолянистым запахом и имеет охристый, желтый, оранжевый или красный оттенок. Сфера применения этого химического соединения широка: легкая промышленность (изготовление экокожи, пластика, резины, лакокрасочных изделий и т.д); пищевая промышленность (добавка Е915); искусство (натирание деталей смычковых музыкальных инструментов); спорт (предотвращение скольжения в балете, бейсболе, тяжелой атлетике); электротехника и электроника (паяние).

Канифоль оптимально подходит для паяния, поскольку:
- Обеспечивает быстрый процесс лужения;
- гарантирует прочность места контакта;
- в случае необходимости легко удаляется с поверхностей;
- не подвержена воздействию влаги;
- не вступает в химическую реакцию с поверхностями, подлежащими соединению;
- не токсична.
Обычно при спайке используется твердая канифоль, которая продается в виде стекловидных брусков или порошка. Однако некоторые техники отдают предпочтение жидкой канифоли. В состав ее входят органические соединения, благодаря которым вещество удобно наносить на небольшие поверхности. Кисточка, которой снабжен флакон, позволяет использовать эту жидкость точечно. Остатки можно убрать при помощи спирта или воды.
Использовать канифоль необходимо для того, чтобы избавиться от оксидных пленок, покрывающих любые металлические поверхности. Входящая в состав канифоли абиетиновая кислота обеспечивает мгновенное растворение такого налета, при этом гарантировано хорошее растекание металла.
Что это такое?
Флюс – вещество, обеспечивающее прочный контакт между деталями, подлежащими спайке. Благодаря его использованию, очищается поверхность соединяемых металлов, рабочие поверхности не окисляются во время паяния и после него. Это гарантирует мощное сцепление атомов металлов и предотвращает возникновение коррозии. Флюс и соединяемые поверхности обычно не вступают в химическую реакцию между собой (за исключением предназначенных для реактивно-флюсовой пайки).

жидкий флюс во флаконе с кисточкой
При паянии обычно используются следующие флюсы:
- нашатырь;
- бура;
- ортофосфорная кислота;
- ацетилсалициловая кислота;
- хлористый цинк, и т.д.
Каждый из них применяется исходя из физико-химических характеристик соединяемых поверхностей. Например, ортофосфорную кислоту необходимо использовать для соединения поверхностей из алюминия и нержавеющей стали, хлористый цинк лучше всего соединяет черные металлы, бура подойдёт для нержавеющих и жаропрочных сталей.
Многие флюсы представляют собой сложную смесь химических компонентов. Так, соединение хлористых калия, цинка и лития с фтористым натрием предназначено для растворения окислов алюминия. Соединив буру, борную кислоту и насыщенный раствор хлористого цинка, можно получить качественное вещество для спаивания нержавеющей стали.

пайка с использованием флюса
Отметим, что для того, чтобы самостоятельно изготовить многокомпонентное соединение, нужны хотя бы некоторые знания в области химии, знание пропорций, качественные ингредиенты и средства индивидуальной защиты. Поэтому, если хотите спаять детали в домашних условиях, флюс лучше всего приобрести в специализированном магазине. На сегодняшний день спектр предлагаемых веществ для пайки довольно широк.
Самым безопасным и популярным флюсом является канифоль. Это вещество наиболее распространено, поскольку имеет вполне доступную стоимость и его можно приобрести на любом рынке. В отличие от прочих флюсов, канифоль может плавиться при относительно низких температурах (от 52 градусов по Цельсию), поэтому применяется в том числе при пайке в домашних условиях.
Есть ли отличия между канифолью и флюсом?
Кроме большей популярности у техников, канифоль не имеет принципиальных отличий от других флюсов. Как и эти вещества, канифоль тоже выполняет утилитарную функцию — гарантирует устойчивость места спайки. Она также может употребляться и в твердом, и в жидком агрегатном состоянии – в зависимости от типа припоя. Нет различий в способе применения: любое вспомогательное вещество наносится на предварительно зачищенную поверхность, при наличии излишков они впоследствии аккуратно удаляются. Еще одно (и немаловажное) качество всех флюсов – они производятся в соответствии с ГОСТ, поэтому хорошее качество спайки гарантировано.
Канифоль — это флюс или вещество иного предназначения? Такой вопрос может волновать всех тех, кто на практике столкнулся с необходимостью спаять металлические поверхности.
Таким образом, выбор между канифолью или флюсом – проблема, касающаяся скорее родо-видовых понятий, чем существенно различающихся между собой материалов. Флюс имеет множество разновидностей – солей, кислот, иных химических соединений – одной из которых является и канифоль. Чтобы определиться, какой их них лучше использовать при электротехнических работах, нужно учесть состав соединяемых поверхностей, их поверхностное натяжение, степень загрязнения и прочие физико-химические факторы.
https://youtube.com/watch?v=r26uEQeAL-M%3Ffeature%3Doembed
Как вам статья?
Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Многие читатели сейчас подумают — «Ну наконец-то! Мастер Пайки начал хоть что-то писать о паяльном деле!» и окажутся правы – за почти 4 года на блоге не было написано ни одной приличной статьи о процессе пайки, хотя название блога как бы обязывает. Признаю, каюсь, буду исправлять положение.
Планирую публиковать обзоры процессов пайки, инструментов пайки, паяльные видео и новые технологии в мире пайки. А сегодня приведу свой рейтинг 10 самых лучших флюсов для пайки. Данный рейтинг составлен, исходя из личных предпочтений и всяческих отзывов знакомых мастеров по ремонту электроники различного уровня и не претендует на исключительность. Поехали — флюсы для пайки.
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). Активный флюс обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.
можно сделать бесплатно дома из подручных материалов.
непредсказуемый нагар и остаток с волшебным набором активных химических элементов.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
Паяльная кислота
На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
Бура для пайки
На восьмом месте расположилась Бура, она же тетраборат натрия, представляет собой соль борной кислоты в виде белого порошка. Буру часто смешивают с борной кислотой и водой, чтобы получить жидкий активный флюс.
применяется при высокой температуре 700 — 900 градусов, то есть можно паять горелкой.
этот активный флюс нужно смывать обязательно.
Что паять: золото, серебро, медь, латунь, чугун, сталь.
Чем смывать: удалять механически или же так: борный флюс смывается лимонной кислотой — лимонная кислота смывается водой — воду хорошо вымывает спирт.
Паяльный жир
На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
Флюсы ЛТИ, ТАГС, ЗИЛ и другие
На шестом месте расположились флюсы для пайки различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
Живичная канифоль

На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В магазинах в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
Спирто-канифольный флюс

На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Флюсы Amtech RMA-223 и Kingbo RMA-218

Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
Также в составе подозреваю, могут быть активаторы и отдушка. RMA-223 очень часто подделывают – самый главный признак подделки – на наклейке надпись мелким шрифтом «Coliformia» вместо «California», однако как ни странно, китайский подделанный флюс весьма хорош в эксплуатации, а многие сервисы только на нем и сидят. Хотя мастера с mysku не советуют уже брать на али этот флюс, а лучше взять аналог Kingbo RMA-218.
удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
Флюс EFD NC-D500 6-412-A Flux-Plus

На втором месте с серебряной медалью американский флюс EFD NC-D500 6-412-A Flux-Plus. Он представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора. Многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Флюсы Interflux 2005 и 8300
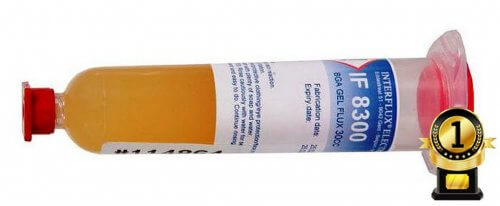
Золотую медаль и первое место рейтинга завоевали флюсы компании Interflux. Они в России считаются самыми продвинутыми. Большой ассортимент флюсов для свинцовой и безсвинцовой пайки вкупе с хорошими эксплуатационными характеристиками по праву ставит флюсы этой компании на первое место.
Посоветовать могу безканифольную серию Interflux 2005 для ответственных работ с корпусами BGA и 8300 для работ с остальными компонентами.
прекрасные эксплуатационные свойства, паяемость, широкий выбор флюсов с разной текучестью и вязкостью.
цена является ограничивающим фактором, например тюбик 30 г может стоить от 2000 руб.
Что паять: в основном ответственная безсвинцовая и свинцовая пайка.
Чем смывать: большинство можно не смывать, спирт, растворитель, есть фирменный растворитель T2005M.
На этом Топ 10 самых лучших флюсов для пайки считаю завершенным. Конечно существует куча других флюсов, в том числе хороших китайских и топовых немецких и японских. Но я ими не пользовался, поэтому рассказать о них адекватно не могу.
Если Вы, уважаемые читатели, пользуетесь каким-либо другим флюсом и считаете его лучшим в мире, то обязательно напишите мне о нем в комментариях. Возможно, он появится в рейтинге после тестирования.
Для Вас старался Мастер Пайки.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Опробовал новую технологию радиомонтажа — пайку с флюс-гелем. Оказалось очень удобно.
Когда-то для пайки использовали натуральную сосновую канифоль, потом появились жидкие флюсы: СКФ, представляющий собой раствор всё той же канифоли в спирте, ЛТИ-120, где кроме канифоли и изопропилового спирта в состав входят активаторы (солянокислый диэтиламин и триэтаноламин). Такие флюсы гораздо удобней канифоли, при их использовании выделяется гораздо меньше вредного дыма, но остатки флюса нужно обязательно отмывать с платы, флюс липкий и если он разольётся по столу, будет довольно неприятно.
Потом появился безканифольный флюс ТАГС (в его составе глицерин и анилиновый активатор), но его тоже нужно отмывать и флакон с ним точно так же легко опрокинуть.
Сколько раз я проливал на стол жидкий флюс и сколько раз я отмывал липкие руки!
Флюс нового поколения не требует отмывки и не проливается, так как представляет собой гель (открытую банку с ним можно держать хоть вверх ногами). В его составе технический вазелин, тетраэтиленгликоль, эмульгатор и термокраситель, обесцвечивающийся при нагреве (отсутствие красного цвета показывает, что активный компонент в месте пайки отсутствует).
Пользоваться таким флюсом очень удобно — можно просто макать в него провода и компоненты перед пайкой. Можно даже вот так обмакнуть сразу все контакты.
Если обмакнуть не получается, можно наносить флюс зубочисткой.
Индикаторный флюс-гель называется TT KELLER и предназначается для пайки любых металлов при температуре 110-250 °С. В продаже есть довольно дорогой TT KELLER от самого производителя и более дешёвый, расфасованный компанией Rexant.
Паяется всё хорошо, неприятного запаха почти нет. Индикаторную функцию я пока не очень оценил, но это полезно, что остатки флюса сразу видны. Я покупал флюс в Wildberries, там он сейчас стоит 180 рублей, в Озоне 186 рублей.
Обновление: в комментариях многие пишут, что остатки этого флюса проводящие и после пайки могут быть сбои в работе электроники, ещё пишут, что флюс может впитываться в текстолит, остатки флюса не смываются, не растворяются спиртом. Есть версии, что существует плохой и хороший флюс TT. Не исключено, что все мнения основаны не на личном опыте, а на информации из интернета. Лично я буду продолжать использовать этот флюс для лужения проводов, контактов и пайки проводов к контактам, а паять провода к платам буду, как и раньше, с флюсом ТАГС.
Сейчас на главной





Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
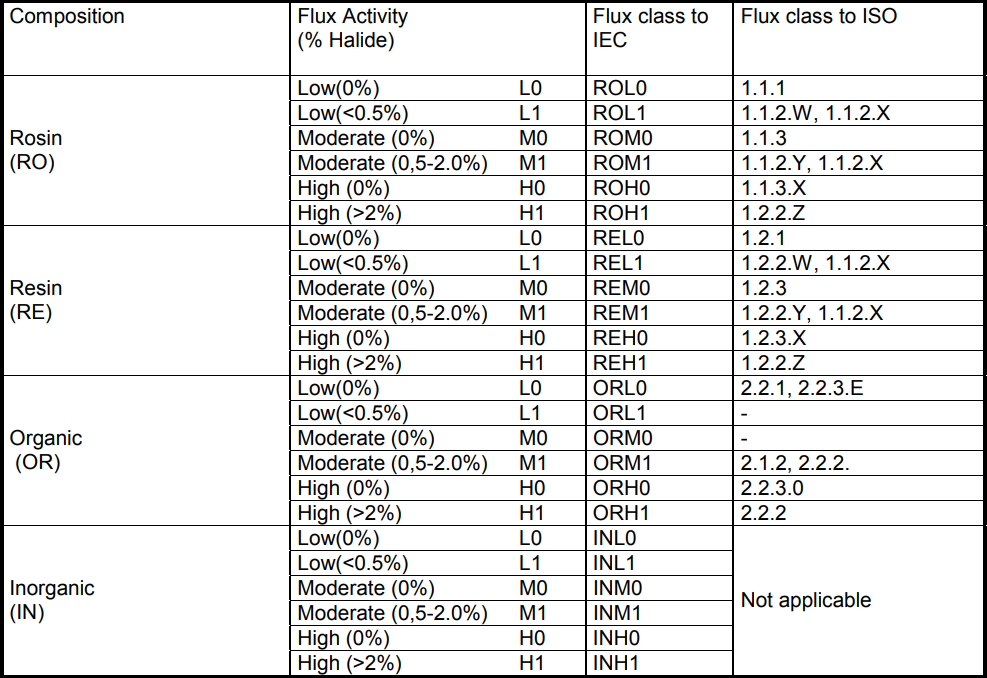
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.




