

- Выбор правильных типов корпусов ИС
- Требования к кандидатам
- Количество выводов и требования к вводу-выводу
- Пространство на доске и ограничения макета
- Тепловые соображения
- Особенности изготовления и сборки
- Соображения стоимости
- Надежность и долговечность
- Гибкость дизайна и будущие обновления
- Оптимизируйте количество позиций в спецификации для материалов (BOM), чтобы снизить риски ручной работы
- Как правильно передать слои пасты для трафаретов (особенно если использовали нестандартные решения)
- Расположение тяжелых компонентов с одной стороны печатного узла
- Пайка SMD печатных плат — какая пайка лучше для SMD?
- Решение конфликтов корпусов из-за ошибок в посадочных местах компонентов
- Необходимость корректной установки компонентов
- Пример конфликтов корпусов
- Обзор типов корпусов ИС
- DIP-корпуса
- Корпуса SMD
- BGA и другие типы корпусов для интегральных схем
- BGA и QFN корпуса
- CSP и SMD
- Таблица типов упаковки ИС
- Определитесь, нужен ли вам PressFit
- Проверьте ширину сигнальных линий (апертур)
- Какие существуют типы SMD?
- Правильно используйте термобарьеры
- Учтите особенности процесса автоматизированного оптического контроля (подход DFI)
- Очень внимательно отнеситесь к согласованию замены компонентов
- Флюс для пайки bga
- Виды флюсов и сфера их применения
- Канифоль и флюсы на её основе
- На основе глицерина
- На основе хлористого цинка
- Ортофосфорная кислота
- На основе триэтиламина
- Паяльные пасты
- Типы и размер упаковки SMD PCB, производственные соображения SMD PCB
- Типы и размеры корпусов печатных плат SMD
- Соображения по производству печатных плат SMD
- Установите три реперные точки в слоях для монтажа
- Как изготовить печатную плату SMD?
- Все ли приемы применять?
- Паяльник для пайки
- Предусмотрите заглушки под вакуумный захват
- Предусмотрите крепежные отверстия для ремонта и ручного монтажа
- Выбирайте габариты и вес плат и узлов, исходя из возможностей производства
- Подбирайте компоненты со сходными термопрофилями, если это возможно
- Используйте односторонний дизайн, если это не приведет к значительному увеличению платы
Выбор правильных типов корпусов ИС
Выбор правильного типа корпуса ИС является важным решением, которое зависит от нескольких факторов, связанных с конкретным приложением и требованиями к конструкции:
Требования к кандидатам
Различные типы корпусов имеют разные электрические и тепловые характеристики, поэтому при выборе пакета IC, важно понимать требования приложения, включая необходимый функционал, рассеяние мощности и тепловыделение. Только так можно подобрать наиболее подходящий тип.
Количество выводов и требования к вводу-выводу
Определите необходимое количество входов/выходов (ввод/вывод) пины для вашей схемы. Если ваш дизайн требует большого количества выводов, рассмотрите типы корпусов, такие как BGA или QFP. Для меньшего количества выводов, QFN или меньшие пакеты могут быть подходящими.
Пространство на доске и ограничения макета
Оцените доступное пространство на доске и ограничения компоновки. Если вам нужно сэкономить место и у вас жесткие требования к планировке, рассмотрите меньшие пакеты, такие как QFN или CSP.
Тепловые соображения
Для мощных приложений или устройств, выделяющих значительное количество тепла, выбирайте типы корпусов ИС с хорошими свойствами рассеивания тепла, такие как BGA.
Особенности изготовления и сборки
Учитывайте простоту изготовления и сборки при выборе типа упаковки. Некоторые пакеты, как BGA, могут потребовать специальное оборудование для пайки, пока другие, как DIP или SMD, более просты в обращении.
Соображения стоимости
Различные типы пакетов поставляются в разных ценовых категориях. Выберите упаковку, отвечающую вашим требованиям, без ненужного завышения производственных затрат.
Надежность и долговечность
Учитывайте условия эксплуатации и требования к долговечности для конкретного приложения. Некоторые типы пакетов, как BGA и QFN, могут предложить повышенную надежность благодаря конфигурации паяного соединения.
Гибкость дизайна и будущие обновления
Рассмотрите потребность в будущих обновлениях или изменениях конструкции. Типы пакетов с большим количеством выводов могут обеспечить большую гибкость при добавлении функций или функций.
Оптимизируйте количество позиций в спецификации для материалов (BOM), чтобы снизить риски ручной работы
Чем больше позиций указано в SMT-разделе ВОМ (BOM — Bill of Materials), тем больше питателей должно быть установлено на монтажной линии. Если окажется, что компонентов больше, чем предусматривает емкость автоматических установщиков по питателям, придется устанавливать дополнительные компоненты вручную перед запеканием платы. Это не только заметно увеличит сложность монтажа, но и повысит вероятность брака: есть риск случайно задеть соседние компоненты. А значит, способ не подходит для массового производства.
Поэтому рекомендуется использовать более сжатые ряды номиналов для пассивных компонентов. Например, ограничить схемотехников использованием ряда Е24 против Е48 или Е96.
Как правильно передать слои пасты для трафаретов (особенно если использовали нестандартные решения)
Трафарет, по которому наносится паяльная паста, обычно готовится не контрактным монтажным производством, а кем-то из его подрядчиков. И хотя подготовка файлов для трафарета входит в зону ответственности технолога SMT, на практике чем корректнее слои пасты будут передаваться на производство, тем меньше вероятность получить неподходящий трафарет.
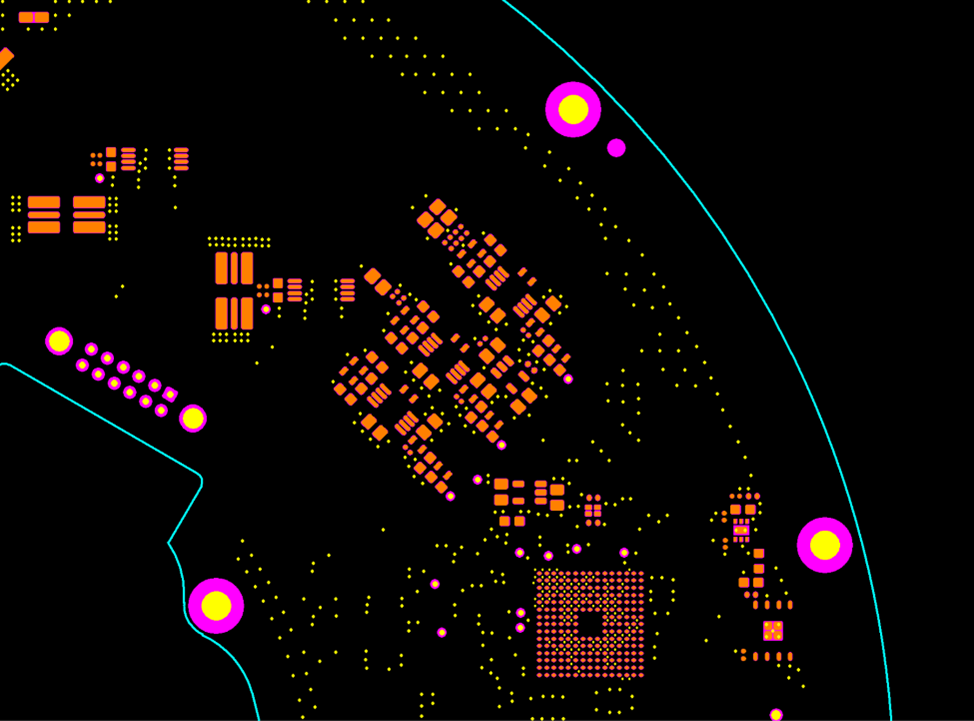
Например, по рекомендации производителя компонента мы можем добавить нестандартное вскрытие апертур в трафарете, которое по форме отличается от падов и обладает большими размерами.
BGA-компонент со смещением и нестандартным вскрытием апертур под пасту относительно падов — пасты больше, а обычно она идет в размер или меньше пада.
Конструкция этих падов интересно выглядит на просвет: паста не отцентрована с падом и ее чуть больше.
Контрактному производителю может быть некогда вникать в такие моменты. Технолог производства, скорее всего, не полезет в даташит за такими деталями — максимум за профилем термопайки.
Расположение тяжелых компонентов с одной стороны печатного узла
После того как тяжелые компоненты распаяны на одной стороне платы, начинается процесс оплавления другой стороны. Детали оказываются в перевернутом положении, а припой под ними продолжает плавиться. Если поверхностное натяжение жидкого припоя на всех точках пайки компонента, которое удерживает его на плате, окажется слабым, деталь может:
- Сползти;
- Перевернуться;
- Создать короткое замыкание.
Поэтому компоненты в BGA-, LGA-корпусах, большие разъемы и тяжелые индуктивности рекомендуется располагать с одной стороны печатного узла.
В случае если не получается избежать двустороннего монтажа крупных компонентов, их можно приклеить. Запросите у контрактного производителя, есть ли у них принтер трафаретной печати со встроенной функцией дозирования клея, и укажите в документации места дозирования, заложив не менее двух клеевых точек на крупный компонент.
Пайка SMD печатных плат — какая пайка лучше для SMD?
Лучшим методом пайки SMD (устройств поверхностного монтажа) компонентов на печатной плате является пайка оплавлением.
Пайка оплавлением предполагает нанесение паяльной пасты на площадки печатной платы, где будут размещены SMD-компоненты, размещение SMD-компонентов на пасте, а затем нагрев всей сборки в печи оплавления для расплавления пасты и создания прочного соединения между компонентами и печатной платой. Этот метод обеспечивает точное размещение и равномерное распределение припоя, что приводит к надежным и устойчивым соединениям между компонентами и платой.
Решение конфликтов корпусов из-за ошибок в посадочных местах компонентов
Необходимость корректной установки компонентов
Неверно указанный контур компонента при установке приведет к тому, что один компонент заденет и сдвинет другой, что может привести к потенциальным непропаям и коротким замыканиям между выводами.
Пример конфликтов корпусов
Рассмотрим интересный пример, который также можно отнести к проблеме конфликтов корпусов. На некоторых сборках применяются втулки с внутренней резьбой, которые невозможно захватить обычным способом. Поэтому на верх втулки клеится специальная пленка: иногда она круглой формы и ровно в габарит втулки, а иногда имеет специальный козырек, за который пленка удобно срывается.
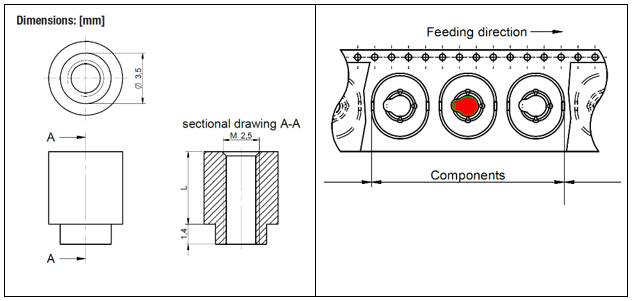
Если втулка с козырьком будет расположена слишком близко к уже установленному коннектору, он может сместиться этим кончиком пленки. Если же сначала установлена втулка, то при установке коннектора козырек будет задет, и он сдвинется сам или подвинет втулку.

Выдержка из даташита на втулку — напоминание учитывать расположение козырька при программировании установщиков и автоматизированного оптического контроля. К сожалению, втулки часто могут вращаться внутри упаковки, что приводит к рандомному положению козырька при захвате.
Обзор типов корпусов ИС

DIP-корпуса
Двойные линейные пакеты — один из самых ранних и наиболее распространенных типов корпусов ИС. Они имеют два параллельных ряда штырьков, которые легко вставляются в гнездовой разъем на печатной плате. DIP-корпуса могут иметь разное количество выводов, такой как 8, 14, 16, 20, и более. Хотя они все еще используются в некоторых приложениях, они становятся менее распространенными из-за более компактных и эффективных типов упаковки.
Корпуса SMD
Корпуса SMD популярны из-за своих компактных преимуществ. В отличие от DIP-пакетов, они не имеют выводов или штырьков для вставки в сквозное отверстие. Вместо этого, у них есть небольшие паяные площадки на нижней поверхности корпуса, что позволяет припаивать их непосредственно к печатной плате. Общие типы пакетов SMD включают Четырехместный пакет с плоским экраном (QFP), Интегральная схема малого контура (SOIC), и тонкий небольшой контурный пакет (TSOP).
BGA и другие типы корпусов для интегральных схем
BGA-корпуса предназначены для высокопроизводительных приложений. У них есть ряд шариков припоя на их нижней поверхности, замена традиционных штифтов или выводов. Микросхема монтируется на печатную плату с помощью шариков припоя, соединяющих ее с соответствующими контактными площадками на печатной плате. BGA обладают превосходными электрическими характеристиками, рассеивание тепла, и большое количество выводов, они являются лучшим выбором для микропроцессоров и графических процессоров.
BGA и QFN корпуса
Корпуса QFN похожи на BGA, но у них нет открытых выводов или шариков на дне. Вместо этого, у них есть маленькие металлические накладки на дне, которые используются для поверхностного монтажа на печатной плате. Пакеты QFN обладают хорошими тепловыми характеристиками и низким профилем, они обычно используются в приложениях управления питанием.
CSP и SMD
Это тип упаковки интегральной схемы для поверхностного монтажа. Этот тип упаковки имеет плоскую, прямоугольный пластиковый корпус и открытые медные площадки на нижней стороне для пайки, а не выводы, которые торчат по бокам. Они используются для компактных и легких устройств, такие как сотовые телефоны и бытовая электроника. Пакеты CSP чрезвычайно компактны и спроектированы так, чтобы максимально приблизиться к размеру интегральной схемы. Они находят частое применение в сценариях, требующих ограниченного пространства, как в смартфонах и носимых гаджетах. CSP сложно производить, но они набирают популярность по мере развития технологий.
Таблица типов упаковки ИС
| Тип упаковки | Описание | Преимущества | Недостатки | Общие приложения |
|---|---|---|---|---|
| ОКУНАТЬ | Двойной рядный корпус | Простая вставка в гнездовые разъемы на ПП | Громоздкий, ограниченное количество выводов, | Устаревшие приложения, простые схемы |
| SMD | Устройство для SMD | Компактный, подходит для автоматизированной сборки | Не идеально для приложений с высокой мощностью | Общая электроника, потребительские устройства |
| BGA | Шаровая сетка | Большое количество выводов, отличное тепловыделение | Сложная доработка/ремонт, сложный в производстве | Микропроцессоры, графические процессоры |
| QFN | Quad Flat без свинца | Компактный, Низкопрофильный, лучшие тепловые характеристики | Трудно проверить паяные соединения, не для большой мощности | ИС управления питанием, РЧ-приложения |
| ДФН | Двойной плоский без свинца | Компактный, компактный, легкий | Ограниченное количество выводов, сложная переделка | Мобильные устройства, маленькая электроника |
Пакет чипов (Трудность в производстве печатных плат может возникнуть здесь, когда при штриховке не учитываются те же конструктивные ограничения, что и для печатных проводников.) Чрезвычайно компактный, близко к размеру IC Максимальная миниатюризация, компактный дизайн Сложность в производстве, может потребоваться специализированная печатная плата Смартфоны, носимые устройства, приложения с ограниченным пространством
Определитесь, нужен ли вам PressFit
PressFit, или монтаж без пайки, — это отдельная технологическая операция со своим оборудованием и специальным профилем прессования. Если вы можете обойтись разъемами SMD или Through Hole (TH), не стоит без весомых оснований выбирать PressFit. Необходимость монтажа без пайки может быть продиктована соображениями целостности сигнала: тогда можно подумать о замене всех TH-коннекторов на SMD и PressFit, чтобы убрать выводной монтаж из цикла производства.
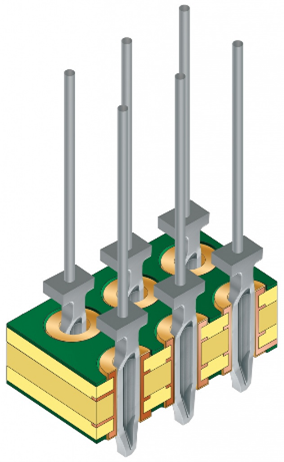
Пример PressFit-разъема с выводами типа «ухо иголки».
При использовании технологии PressFit необходимо следить, чтобы вблизи запрессованной ножки не располагались SMD-компоненты. Это упростит и удешевит оснастку для прессования или позволит обойтись вообще без нее. Если не учесть этот момент, в оснастке придется делать вырезы под детали, чтобы она плотнее прилегала к плате, — а это дополнительное время и деньги.
Проверьте ширину сигнальных линий (апертур)
Апертура линии не должна превышать минимальный габарит (Ox, Oy) падов:
Исключением являются линии, ширина которых спроектирована с учетом контроля импеданса.
Какие существуют типы SMD?
SMD в основном включают транзисторы чипа и интегральные схемы, такие как:
1. Резисторы для поверхностного монтажа (SMD-резисторы)2. Конденсаторы для поверхностного монтажа (SMD-конденсаторы)3. Поверхностный монтаж Диоды печатной платы (SMD диоды)4. Транзисторы для поверхностного монтажа (SMD-транзисторы)5. Индукторы для поверхностного монтажа (SMD-индукторы)6. ИС для поверхностного монтажа (интегральные схемы SMD)7. Светодиоды для поверхностного монтажа (SMD-светодиоды)8. Термисторы для поверхностного монтажа (SMD термисторы)9. Кристаллы для поверхностного монтажа (SMD-кристаллы)10. Варисторы для поверхностного монтажа (SMD варисторы)
Правильно используйте термобарьеры
Термобарьеры особенно хорошо работают, если их зазор больше толщины соединения или равен ей.
Существуют случаи, когда не стоит использовать термобарьеры. Например, если диффпара подходит близко к металлизированному пазу, который должен быть соединен с «землей» (GND), не стоит подключать его через термобарьер, если при этом теряется опора диффпары.
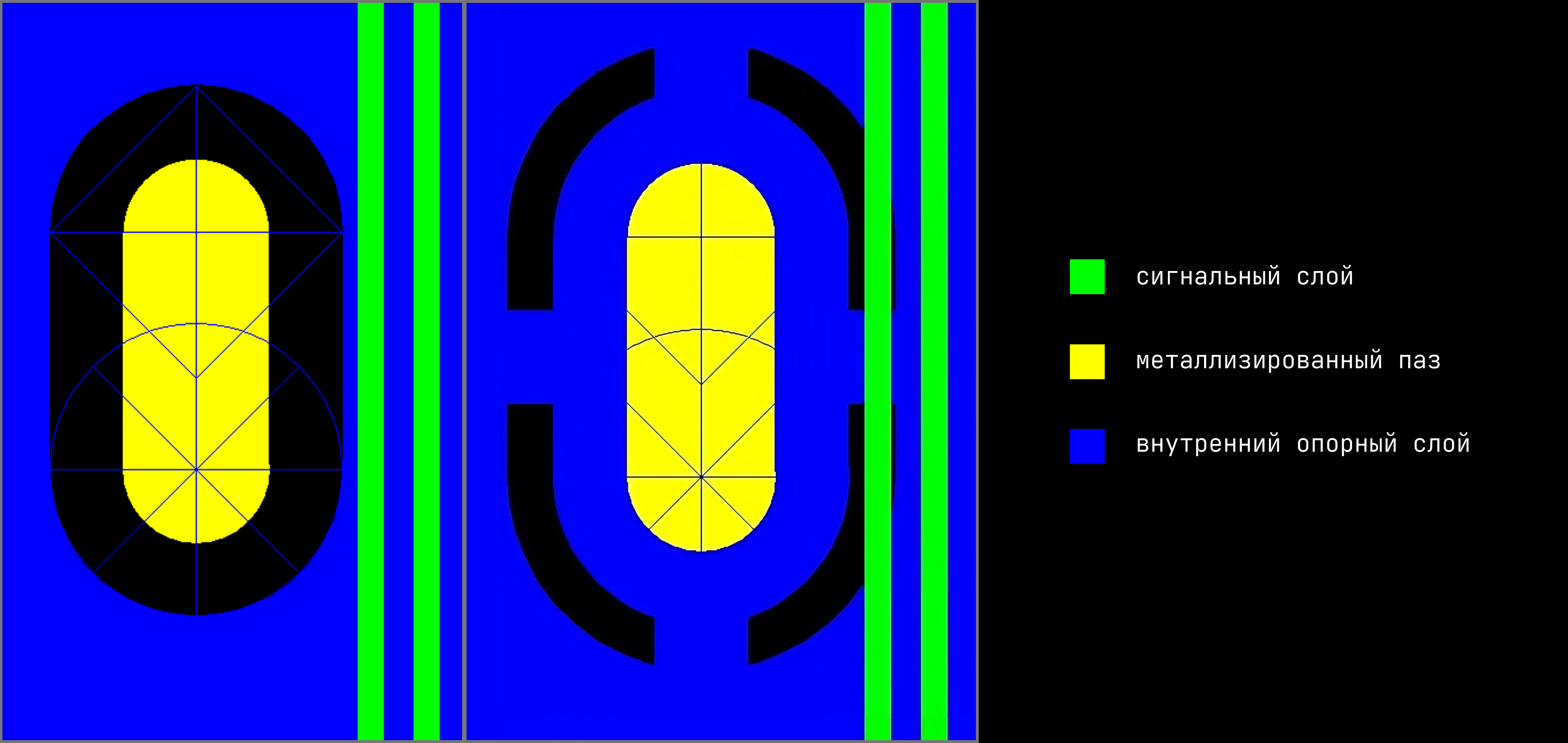
Слева у обеих линий диффпары есть нормальная опора. Справа — левая линия теряет опору, так как идет не поверх полигона, а над зазором.
Учтите особенности процесса автоматизированного оптического контроля (подход DFI)
Design for Inspection (DFI) — один из вариантов DFA, который отвечает за пригодность узла к прохождению автоматизированного оптического контроля (AOI). Вот что стоит помнить про этот процесс.
Теневой эффект. Обычно он возникает, если компоненты с большой разницей в высоте расположены рядом. Слишком высокий компонент заслонит низкий и не даст боковым камерам получить правильное изображение смонтированного элемента, а искаженная картинка приведет к большему количеству ложных срабатываний в этой области. Теневой эффект возможен также, если компоненты с одинаковой высотой окажутся слишком близко друг к другу.
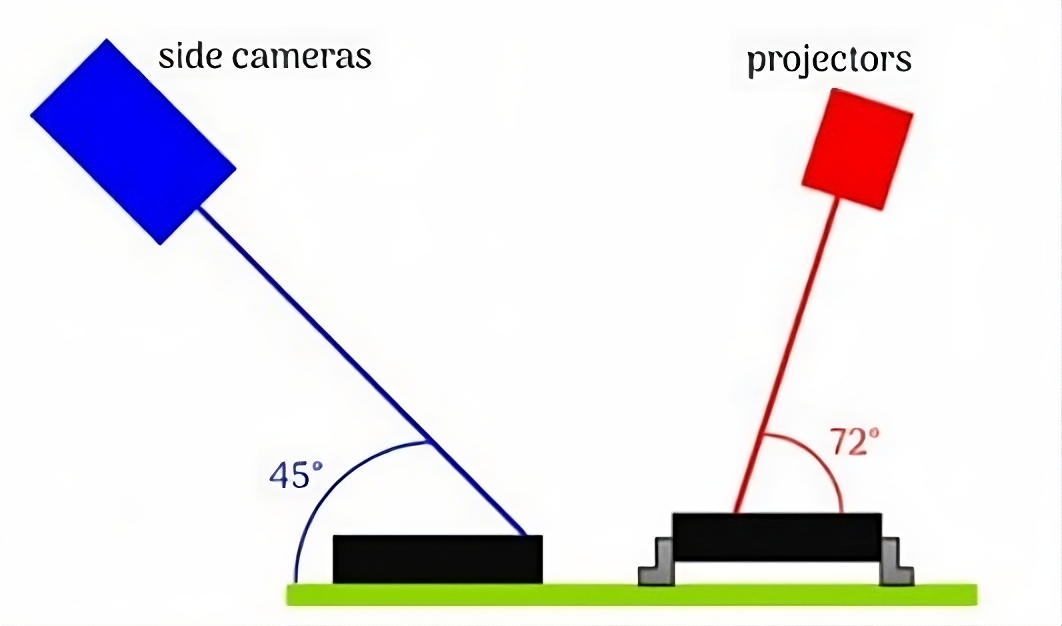
Пример: углы расположения прожектора и боковой камеры внутри АОI-оборудования, предоставленные производством.
Чтобы избежать этого эффекта, необходимого вычислить минимальное рабочее расстояние между компонентами. Запросите характеристики используемого оборудования: в них указан угол наклона боковых камер и проекторов. Исходя из этого угла, можно рассчитать требуемый зазор между компонентами.
Проверка компонентов с углом поворота, не кратным 90°. Большинство систем AOI используют предустановленные алгоритмы проверки, а оператор может менять только некоторые параметры: габариты, цвета, яркость, контрастность и т. д. Набор таких алгоритмов прошивается поставщиком оборудования и поставляется вместе с ним в неизменном виде. Если оборудование не содержит алгоритмов для проверки компонентов, установленных с углом поворота, не кратным 90°, такие компоненты не будут проверяться вообще или будут выдавать ложные срабатывания.
На платах с нетипичным дизайном или небольшими габаритами при обвязке больших чипов компоненты могут располагаться под совершенно разными углами. Эта ситуация одинаково характерна для плат в изделиях разной степени сложности — от светодиодных ламп до спутников.
Круглая плата с неортогональным расположением элементов.
Например, круглая светодиодная лампа состоит из двух плат: источника питания на обычном стеклотекстолите FR4 и светодиодной платы на алюминиевой основе. Источник питания можно без проблем развести с ортогональной расстановкой компонентов, но светодиоды расставляют под углами, которые рассчитываются по формуле «360°, деленные на количество светодиодов».
Это особенно важно для работы с боковыми камерами, если в оборудовании не предусмотрен их поворот-подстройка под ориентацию компонентов.
Очень внимательно отнеситесь к согласованию замены компонентов
Допустим, у нас есть два компонента: CJAB60N03 и PSMN2R8-25MLC. У них одинаковый шаг выводов, термопады с очень близкими размерами и они совпадают пин в пин. На первый взгляд, эти два компонента взаимозаменяемы.

Но на практике CJAB60N03 выполнен в стандартном DFN-корпусе и к его выводам предъявляются требования по визуальному контролю пайки, как для DFN-компонентов. В то время как сигнальные выводы PSMN2R8-25MLC имеют форму «крыло чайки». И требования к контролю паяного соединения для них отличаются.
Такая замена приведет к тому, что на автоматизированном оптическом контроле после оплавления будет много ложных ошибок из-за того, что мы проверяем пайку одного типа выводов по критериям другого. Кроме того, возможны и ошибки распознавания компонента системой технического зрения установщика, поэтому придется тратить дополнительное время на его перенастройку.
Поэтому, прежде чем один компонент получит статус «замена» для другого, необходимо внимательно проанализировать даташиты обоих и сравнить:
А каждое изменение или создание посадочного места должно проходить верификацию инженером, который отвечает за целостность и актуальность библиотеки компонентов.
Флюс для пайки bga
В интернете представлено огромное количество производителей флюсов. В Bgacenter применяется профессиональный безотмывочный флюс Martin. Следует обращать внимание на дату изготовления и срок годности флюса. Преимущества флюс-геля:

Виды флюсов и сфера их применения
В разделе будут рассмотрены наиболее универсальные и популярные сегодня материалы, дано описание их состава, рекомендованного припоя для максимального качества пайки, а также их применяемости. Флюсы, как правило, применяющиеся не для пайки радиоэлектронной аппаратуры, а, к примеру, чёрных металлов, кратко будут также рассмотрены. Уделим внимание часто применяемой флюсовой смеси и порошкообразного припоя, именуемой паяльной пастой. Флюсы, применяемые для высокотемпературного (500°С и более) спаивания массивных стальных или железных изделий, например, тетраборат натрия (бура) рассматриваться не будут, так как это выходит за рамки статьи. Мы охватим все виды материалов, которые можно паять.
Канифоль и флюсы на её основе
Она представляет собой отвердевшую смолу сосны или некоторых других пород деревьев, в основном хвойных. Получают её методом нагревания жидкой смолы и испарения терпеновых компонентов (скипидара) и других летучих соединений. Состоит из смеси различных смоляных и жирных кислот. Имеет цвет от светло-жёлтого до чёрного.
Канифоль собственной персоной
Она используется человеком очень давно. Первоначально её применяли для защиты деревянных конструкций от гниения: расплавом пропитывали элементы зданий и кораблей. На заре машиностроения применялась для натирания ремней и шкивов ременных и колёс фрикционных передач для увеличения сцепления и повышения эффективности работы этих механизмов. Сегодня используется в химической промышленности при изготовлении красок и лаков, в профессиональной среде для натирания смычков музыкальных инструментов и, наряду с магнезией, в спорте для улучшения сцепления рук спортсмена и спортивных снарядов, и, конечно же, в качестве флюса.
Классическая сосновая канифоль DeBaiLong
Действие канифоли обусловлено наличием кислот в составе. В расплаве активность смол и жирных кислот возрастает, происходит растворение оксидного слоя на поверхности спаиваемой детали; также он, обволакивая область пайки, не пропускает кислород и влагу из окружающего воздуха, препятствуя тем самым повторной оксидации.
Канифоль относится к слабоактивным флюсам и применяется только с металлами, склонными к диффузии в них оловянно-свинцового припоя (медь и сплавы, серебро, золото) и при незначительном оксидировании. Пайка чёрных металлов, алюминия, спецсплавов с высоким удельным сопротивлением (нихром, манганин, константан) с ней практически невозможна или сопряжена с массой трудностей. Смывка остатков и солей хвойных и жирных кислот в большинстве случаев не требуется. Работы рекомендуется выполнять низкотемпературными припоями, так как с увеличением температуры происходит выгорание канифоли, снижение активности и образование твёрдых трудносмываемых остатков. Наносится только с помощью жала паяльника.
Ввиду более современных вариантов в промышленном производстве электронной техники канифоль в чистом виде не применяется.
Состав Хвойные и жирные кислоты растительного происхождения
Применимость Медь, сплавы меди, серебро, золото
Рекомендуемый припой Оловянно — свинцовый припой
Температура пайки 200°C
Смывка Не требуется
Помимо канифоли в твёрдом состоянии, также применяются её растворы в этиловом, изопропиловом спирте, этилацетате без включения или с различными добавками, увеличивающими активность. Примером спирто-канифольных флюсов служат СКФ (ФКСп), КЭ, ФКЭт (раствор в этилацетате) и множество других под общим названием «жидкая канифоль».
Они предоставляют большее удобство в работе, так как могут наноситься кисточкой, капельным и другими методами. Но для пайки компонентов поверхностного монтажа (SMD) не подходят, так как не фиксируют детали: во-первых, они «плавают» на поверхности жидкости; во-вторых, низкая температура кипения вызывает активное парообразование, провоцирующее смещение невесомых SMD-компонентов. А общие характеристики растворов близки к параметрам обычной канифоли.
Состав Канифоль, этиловый/изопропиловый спирт
Температура пайки Около 200°C
Для увеличения активности в состав добавляются присадки-активаторы, улучшающие качество и сокращающие время пайки. Примером служит уважаемый многими поколениями радиолюбителей ЛТИ-120. Смывка здесь не нужна, так как активное вещество разрушается при нагреве.
ЛТИ — 120
Состав Канифоль, этиловый/изопропиловый спирт, солянокислый диэтиламин
Помимо канифоли и жидких канифольных средств, производятся ещё геле- и пастообразные решения, являющиеся в настоящее время самыми применяемыми. Ими паяют как SMD, так и компоненты в корпусах с шарообразными выводами из припоя (BGA). Примером выступает архаичный нейтральный паяльный жир (смесь порошка канифоли и стеарина), простой и дешёвый TR-RM и современные высококачественные флюсы RMA-218 и RMA-223.
TR — RM
Состав Канифоль, технический вазелин
Температура пайки До 300°C
RMA — 218
Состав Канифоль, технический вазелин, адипиновая кислота
RMA — 223
Состав Канифоль, технический вазелин, глицерин
На основе глицерина
Кроме канифольных, существуют флюсы, основанные на глицерине — простейшем представителе трёхатомных спиртов. В отличие от быстроиспаряющихся спиртовых, такие практически не испаряются, что позволяет нанести их сразу на множество точек. Они относятся к средне- и высокоактивным, и требуют обязательной отмывки водой, этиловым/изопропиловым спиртом или растворителями: гигроскопичность неотмытого глицерина и сопутствующих остатков быстро приведёт к химическому разрушению соединения.
Высокая активность позволяет использовать их для меди и её сплавов с сильным окислением (чёрный плотный слой оксида двухвалентной меди, зелёный рыхлый слой солей меди и так далее), а также для углеродистых сталей, даже с коррозией.
Ввиду требования к обязательной отмывке и высокой активности остатков не рекомендуется применять их при монтаже деталей на печатной плате. Качественная отмывка плат, особенно при наличии на них элементов поверхностного монтажа, возможна только при использовании ультразвуковой ванны.
Востребованные представители: «Глицерин гидразин» и ТАГС.
Состав Глицерин, вода, ингибиторы коррозии, гидразин гидрохлорид
Применимость Медь, сплавы меди, углеродистые стали
Температура пайки До 350°C
Состав Триэтаноламин, анилин гидрохлорид, аммоний хлорид, глицерин, спирт этиловый или изопропиловый
Температура пайки До 320°C
На основе хлористого цинка
Хлорид цинка II представляет собой бесцветные кристаллы, полученные реакцией металлического цинка с соляной кислотой. Они легко растворяются в воде, спирте и других органических растворителях, образуя раствор с сильной кислотностью. В качестве флюса используют водные растворы ZnCl₂.
Они высокоактивны, поэтому всегда нужно отмывать покрытие водой, спецрастворителями, спиртами. Неотмытые остатки имеют высокую электропроводность. Пайка радиокомпонентов и печатных плат им запрещена. Им паяют и лудят изделия из меди или произведённых из неё сплавов (даже с сильной коррозией), разных чёрных металлов (железа, стали, чугуна, никеля), цинка и оцинкованных изделий, свинца, нихрома.
Пары хлористого цинка опасны. При работах наличие дымоуловителя и системы вентиляции обязательно.
Наиболее известны: «Паяльная кислота» и ЗИЛ-1 и ЗИЛ-2.
Состав Хлористый цинк, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром
ЗИЛ — 1
Состав Хлористый цинк, двухлористое олово, хлорная смесь, соляная кислота, вода
Применимость Железо, сталь, чугун, никель, нихром
Рекомендуемый припой Оловянно — свинцовый припой с высоким содержанием свинца
Температура пайки До 400°C
ЗИЛ — 2
Состав Хлористый цинк, хлористый аммоний, хлорное железо, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром, цинк, свинец
Ортофосфорная кислота
По применимости и технологии пайки она близка к хлористо-цинковым вариантам. С ней паяют медь со сплавами, но главным применением является пайка чёрных металлов разных марок, включая нержавеющую сталь, а также изделия, подвергшиеся коррозии. В месте контакта фосфорной кислоты с металлическим изделием образуется защитный слой фосфата железа, предохраняющий от дальнейшего коррозионного разрушения. Также подходит для пайки константана.
Она средне- и высокоактивная, обязательно смывается спиртами или специальными растворителями. Запрещается паять электронные компоненты и печатные платы.
Пары H3PO4 опасны. При работах требуется применение дымоуловителя и хорошая вентиляция.
Среди известных: «Ортофосфорная кислота» и ФИМ.
Состав Ортофосфорная кислота
Применимость Железо, сталь, чугун, никель, нержавеющая сталь, константан
Состав Ортофосфорная кислота, этиловый или изопропиловый спирт, ингибиторы коррозии
Применимость Медь, медные сплавы, железо, сталь, чугун, никель, нержавеющая и жаростойкая сталь
На основе триэтиламина
Они выступают классическими органическими композитными высокоактивными флюсами для пайки низкотемпературными припоями. Основными составляющими являются триэтиламин.
Составы на его основе применимы для пайки меди и сплавов из неё, но основное применение — это трудноспаиваемые материалы, а именно бериллиевая бронза, алюминий и другие лёгкие сплавы, нержавеющие и жаростойкие стали и прочие разновидности чёрных металлов, включая корродированные и сильно загрязнённые.
Обладают средней или высокой активностью, после монтажа их смывают спиртами, либо применяют специальные растворители. Компоненты с платами им не паяют, но допускается пайка алюминиевых и медных проводов и кабелей (в том числе между собой).
Пары триэтиламина ядовиты (особенно содержащие соединения кадмия ФТКА). Пайка осуществляется с дымоуловителем и правильно организованной вентиляцией.
Наиболее известные представители: ФТКА, Ф-34 и некоторые другие.
Состав Триэтиламин, фтороборат кадмия, фтороборат аммония
Применимость Алюминий, бериллиевая бронза, нержавеющая и жаростойкая сталь
Рекомендуемый припой Низкотемпературный оловянно — свинцовый припой
Ф — 34
Состав Триэтиламин, этиловый или изопропиловый спирт, ингибиторы коррозии, присадка для улучшения смачивания
Применимость Алюминий, магниевые сплавы, нержавеющая и жаростойкая сталь
Паяльные пасты
Они занимают промежуточное положение между припоями и флюсами. Вернее, они одновременно и те, и другие. Состоят из тонкого порошка «припой+флюс», преимущественно из канифоли. Применяются только для монтажа SMD и BGA-компонентов: паяльная паста обладает высокой клейкостью, позволяющей надёжно фиксировать деталь, так и высокой температурой закипания. После расплавления превращается в припой, стабильно фиксирующей компонент на плате.
Они нейтральные и не нуждаются в отмывке, но в условиях промышленного производства её всегда проводят.
Применяются как для монтажа с помощью паяльника или паяльной станции и ручным дозированием, так и автоматической пайки.
В качестве примера качественных и популярных продуктов могут быть названы KELLYSHUN GY618B и низкотемпературная бессвинцовая паста MECHANIC WQ-50 Lead Free.
Состав Олово, свинец, серебро, безотмывочный канифольный флюс
Применимость SMD, компоненты в корпусах BGA
Рекомендуемый припой Не требуется
Температура пайки До 183°C
MECHANIC WQ-50 LF
Состав Висмут, олово, безотмывочный флюс
Температура пайки До 138°C
Паяльный флюс — архиважная составляющая качественного паяного соединения. Припой заполняет места пайки, но его химическая диффузия со спаиваемыми деталями, обеспечивающая механическую прочность, долговечность и электрическую надёжность, возможна только при использовании флюса, полностью подходящего для конкретной ситуации. Металлов и сплавов множество. И флюсовых составов для них примерно столько же.
Типы и размер упаковки SMD PCB, производственные соображения SMD PCB
SMD PCB (печатная плата с поверхностным монтажом) — это тип печатной платы, в которой используется технология поверхностного монтажа для установки электронных компонентов на плату. Печатные платы SMD широко используются в различных электронных устройствах благодаря своим компактным размерам, высокой плотности и низкой стоимости.

Типы упаковки SMD PCB и производственные соображения по размерам
Типы и размеры корпусов печатных плат SMD
1. Упаковка по технологии поверхностного монтажа (SMT)2. Пакет Ball Grid Array (BGA)3. Четырехслойный плоский пакет (QFP)4. Интегральная схема с малым контуром (SOIC)5. Тонкий малогабаритный контурный пакет (TSOP)6. Двойной рядный пакет (DIP)7. Бессвинцовый носитель микросхем (LCC)
Что касается размеров пакетов SMD PCB, то они могут варьироваться в зависимости от их типа и применения. Некоторые распространенные размеры включают:1. 0402 — 0,4 мм x 0,2 мм2. 0603 — 0,6 мм x 0,3 мм3. 0805 — 0,8 мм x 0,5 мм4. 1206 — 1,2 мм x 0,6 мм5. 1210 — 1,2 мм x 1,0 мм6. 2512 — 2,5 мм x 1,2 мм7. BGA — размером от 15 мм до более 55 мм, в зависимости от количества шариков/штырьков.
Эти размеры обычно относятся к размерам посадочного места компонента или области размещения площадки на печатной плате.
Соображения по производству печатных плат SMD

Соображения по производству печатных плат SMD
1. Размещение компонентов: Размещение компонентов на печатной плате SMD очень важно, поскольку оно влияет на производительность и надежность схемы. Компоненты должны быть размещены в соответствии с их электрическими требованиями, тепловыми соображениями и механическими ограничениями.
2. Пайка: Пайка является критическим процессом при производстве SMD печатных плат, поскольку она обеспечивает надлежащие электрические соединения между компонентами и платой. Процесс пайки должен тщательно контролироваться, чтобы избежать таких дефектов, как холодные соединения или мостики припоя.
3. Ширина дорожек: Ширина дорожек на печатной плате SMD должна быть тщательно рассчитана для обеспечения надлежащего прохождения тока, не вызывая перегрева или падения напряжения.
4. Размер площадки: Размер площадок на печатной плате SMD должен соответствовать размеру выводов компонентов для обеспечения правильной пайки и электрических соединений.
5. Материал печатной платы: Выбор материала печатной платы имеет решающее значение при производстве печатных плат SMD, поскольку он влияет на производительность и надежность схемы. Такие материалы, как FR4, керамика и полиимид, обычно используются в печатных платах SMD в зависимости от требований приложения.
Установите три реперные точки в слоях для монтажа
Для позиционирования платы в принтере трафаретной печати, установщике компонентов и системах контроля качества применяется позиционирование по реперным точкам — это круги диаметром 1 мм со вскрытием паяльной маски диаметром 2—3 мм. Оборудование находит их в заданных областях и корректирует по ним реальное положение платы. Для четкого позиционирования в каждом слое, на который будут монтироваться компоненты, нужно как минимум два, а лучше три-четыре реперных знака, расположенных на плате.
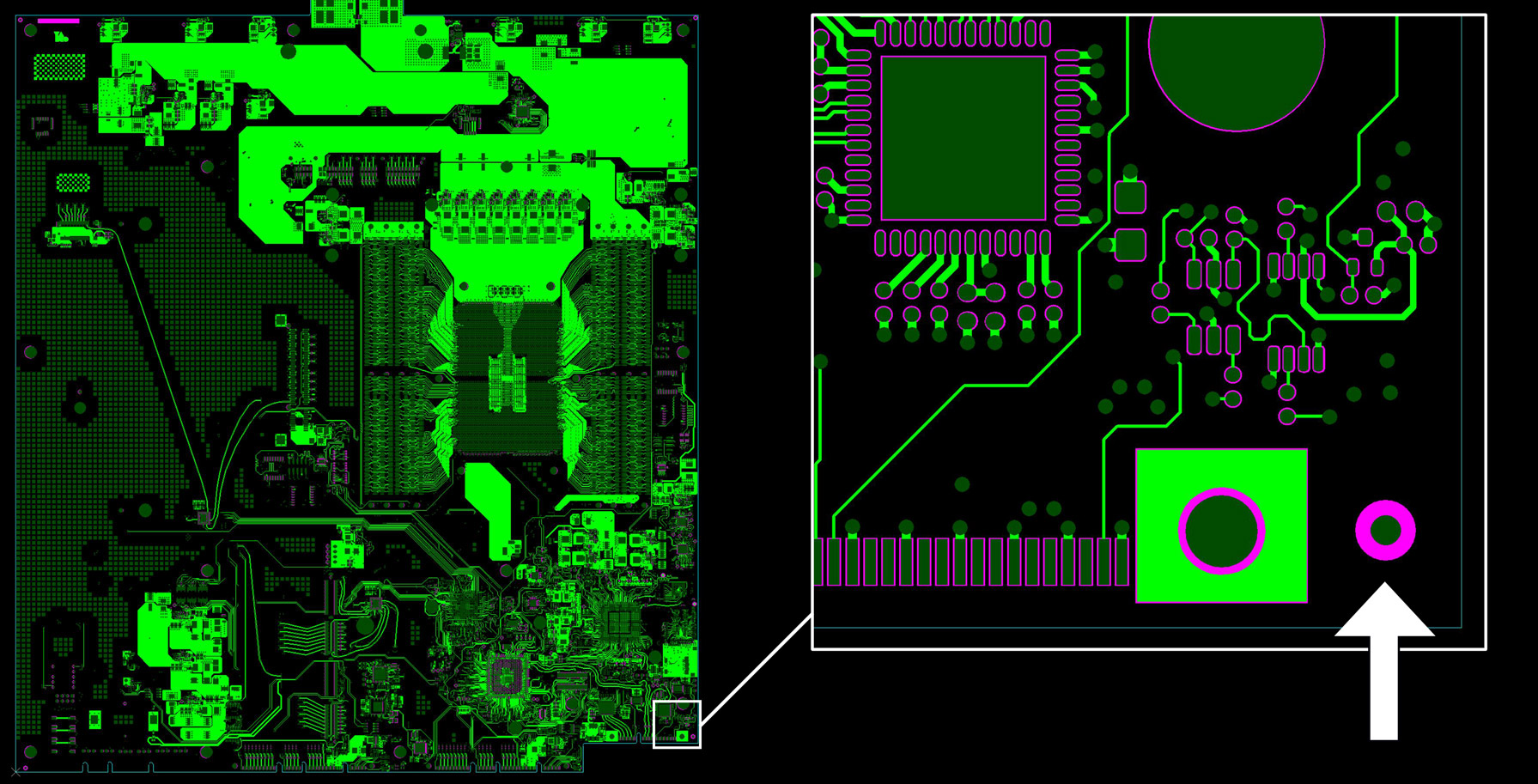
Слева — реперная точка на общем виде платы. Справа — увеличение области с точкой.
Идеально, если центры компонентов располагаются внутри прямоугольника, вершинами которого являются реперные знаки. Для крупных BGA обычно устанавливают два дополнительных репера — по диагонали, для лучшего позиционирования.
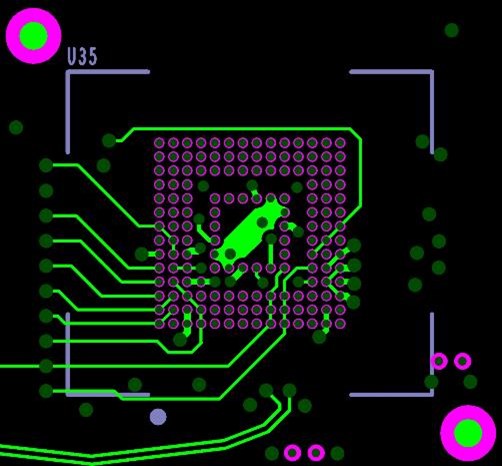
Реперные точки рядом с BGA.
Совет: процесс программирования установщиков будет намного проще, если координаты реперных точек будут выражены целыми числами.
Как изготовить печатную плату SMD?

Как изготовить печатную плату SMD
Шаг 1: Разработка Разметка печатной платы с помощью программного инструмента, такого как Eagle или Altium.Шаг 2: Закажите печатную плату у производителя, указав тип и размер SMD-пакета.Шаг 3: Нанесите паяльную пасту на площадки на печатной плате с помощью трафарета.Шаг 4: Установите SMD-компоненты на паяльную пасту с помощью машины для подбора и установки или вручную.Шаг 5: Перенесите напечатанный рисунок на плату печатной платы с помощью ламинатора или прессовальной машины.Шаг 6: Травление печатных плат-Протравите открытую медь раствором хлористого железа, пока не будет вытравлен желаемый рисунок.Шаг 7: Очистка печатной платы-Очистите плату с помощью чистящего раствора, чтобы удалить все остатки травления.Шаг 8: Просверлите отверстия для компонентов и кабелей с помощью небольшого сверла.Шаг 9: Нанесите слой флюса на плату и установите SMD-компоненты на предназначенные для них площадки.Шаг 10: Припаяйте SMD-компоненты к площадкам с помощью паяльника и тонкой паяльной проволоки.Шаг 11: Нанесите слой паяльной маски с помощью кисточки или распылителя для предотвращения короткого замыкания и окисления.Шаг 12: Отвердите паяльную маску с помощью УФ-лампы или печи для отверждения.Шаг 13: Нанесите тонкий слой финишного покрытия, например, золота, серебра или олова-свинца на открытые медные площадки для лучшей электропроводности и защиты.Шаг 14: Проверьте работоспособность платы с помощью мультиметра или осциллографа.
Все ли приемы применять?
Глубина DFA-анализа напрямую зависит от сложности печатного узла и запланированного тиража. Ниже мы приведем упрощенную схему, из которой, безусловно, возможны исключения.
Для простых узлов и небольших тиражей достаточно проверить корректность упаковки элементов, наличие поверхности под захват, реперных знаков хотя бы на мультизаготовке и отсутствие конфликтов корпусов. В случае с более сложным узлом стоит уделить внимание термобарьерам и зоне для центральной поддержки.
Если узел сложный или вы заказываете большой тираж, необходимо проверять пригодность узла к селективной пайке, автоматизированным рентгеновскому и оптическому контролям. Чем сложнее узел и больше тираж, тем более тщательной должна быть проверка топологии в процессе трассировки платы и перед отправкой конструкторской документации на производство.
Все описанное мной закреплено в ряде стандартов: IPC-M-109, IPC-A-610, IPC-7351. Если у вас появились вопросы по описанным процессам, задавайте их в комментариях!
Паяльник для пайки
PS-900 METCAL – индукционная паяльная система. Мощности паяльника 60 Вт вполне достаточно для работы с многослойными платами современной электроники. Опыт работы инженеров по ремонту телефонов именно с этим паяльником – 4 года. Какие отличительные особенности у PS-900:

Предусмотрите заглушки под вакуумный захват
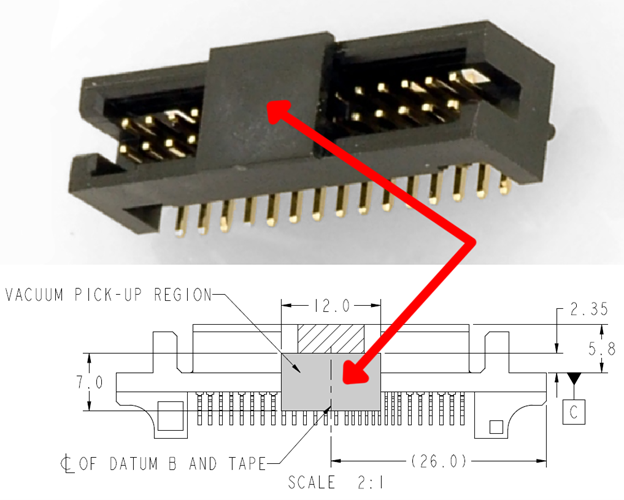
Пример разъема с центральной заглушкой для SMT-монтажа (обозначена как Vacuum pick-up region).
В процессе монтажа специальные вакуумные насадки (nozzle) захватывают компоненты за центр масс. Но не все компоненты можно ухватить такой насадкой, это относится, например, к втулкам под винты и разъемам. В таком случае используют специальные наклейки или заглушки соответственно.

Информация о заглушках и типе упаковки указывается в даташитах компонента.
В примере выше выделенный цветом пункт говорит о том, что если необходима вакуумная заглушка для разъема, то в документации должен быть указан каталожный номер с постфиксом, заканчивающимся на CLF.
Предусмотрите крепежные отверстия для ремонта и ручного монтажа
Как правило, ремонт и ручной монтаж производят на специальных термостолах, нагревающих печатные узлы снизу. Чтобы закрепить узел на такой рабочей поверхности, используются специальные фторопластовые втулки, которые устанавливаются в крепежные отверстия.

Пример использования фторопластовой втулки с крепежом за контур платы.
Предусмотрите такие отверстия для крепежа диаметром 2—3 мм со свободной зоной диаметром 6 мм. Желательно располагать отверстия по линиям, которые проходят через каждую 1/3 или 1/4 габарита платы по обеим осям. Отверстия должны быть расположены с учетом распределения массы печатного узла. Всего рекомендуется использовать не менее 5 отверстий.
Выбирайте габариты и вес плат и узлов, исходя из возможностей производства
На размеры платы могут повлиять разные ограничения: например, она должна устанавливаться в корпус конкретных размеров, соединяться с другими платами, быть пригодной для монтажа определенных механических или электрических компонентов. Если же точные параметры не оговорены, есть несколько правил, к соблюдению которых стоит стремиться.
Старайтесь минимизировать площадь платы. Это сократит расход материала и даст возможность разложить больше плат на одной мультизаготовке для монтажа, что уменьшит цикл сборки. При этом важно не переборщить: например, нет смысла делать проводники по 75 мкм исключительно ради экономии размеров платы.
Слишком широкие платы могут просто не поместиться на конвейере SMD-линии. Заранее уточните максимальные габариты, с которыми может работать линия поверхностного монтажа выбранного производителя.
Большинство конвейеров рассчитаны на работу с весом до 3 кг. Суммарный вес печатного узла вместе со всеми смонтированными деталями и паяльной пастой не должен превышать возможности конвейерных систем и/или специальных буферов охлаждения, которые используют современные линии SMT. Если узел весит больше, можно разбить его на несколько отдельных весом поменьше.
Если в проекте больше 7—10% тяжелых узлов, лучше найти производство с конвейерами, рассчитанными на 5 кг.
Подбирайте компоненты со сходными термопрофилями, если это возможно
К сожалению, не все компоненты имеют сходные рекомендации по профилю пайки.

Пример термопрофиля для поверхностного монтажа резисторов.
Например, для SMD-динамика, максимальная температура пайки которого 210—220 °C, подойдет только легкоплавкий или свинецсодержащий припой. Если производство использует бессвинцовый припой — например, SAC (температура плавления от 220 °C), то динамик придется паять вручную, а не в печи оплавления. Это увеличит трудоемкость и стоимость изготовления печатной платы. Похожая проблема случится, если динамик будет установлен на плату вместе с теплоемкими BGA-компонентами — для них также используется бессвинцовый припой.
Чтобы избежать таких ситуаций, старайтесь подбирать компоненты со сходным технологическим окном пайки. Корректно подобранный термопрофиль отвечает рекомендациям даташита используемой паяльной пасты и даташитов монтируемых компонентов.
Используйте односторонний дизайн, если это не приведет к значительному увеличению платы
Такое простое решение позволит:
Я советую этот метод для всех случаев, когда односторонний дизайн существенно не повлияет на размеры платы.



