

- Содержимое
- PE 100 PN 12,5 (SDR 13,6)
- Нормативные документы
- От чего зависит время сварки
- Какое время нужно учитывать при сварке
- Таблица времени сварки
- Расчет времени при муфтовом методе
- Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
- Основные методы сварки
- Стыковой способ
- Электромуфтовый метод
- Особенности монтажа
- Порядок сварки стыковым способом
- Процедуры сварки по стыковой технологии согласно ГОСТ
- Требования к сварному соединению
- Контроль качества
- Технология и применение.
- Способы сварки
- Раструбный
- Встык
- Стыковая сварка пнд
- Основные требования к процессу сварки.
- Составление протокола.
- Таблицы сварки полиэтиленовых труб
- Покупка продукции на выгодных условиях
- Сварка муфт пнд
- Электромуфтовая сварка
- Особенности проведения работ
- Цена, аренда
- Электромуфтовая сварка. Последовательность проведения
- Нюансы соединения труб
- Инструмент для электромуфтовой сварки
- Подготовка трубы
- Проверка качества
- Электромуфтовая сварка. Технологический процесс
- Виды муфт по назначению
- Параметры ввода информации со штрих-кода
- Важно!
- Соединения с помощью фитингов
- Технология сварки
- Параметры сварки полиэтиленовых труб встык. Расчет
- Стоимость аппарата для сварки полиэтиленовых труб
- Описание метода
Содержимое
- PE80 (SDR 26)
- PE80 (SDR 21)
- PE80 (SDR 17)
- PE80 (SDR 13,6)
- PE80 (SDR 11)
PE 100 PN 12,5 (SDR 13,6)
Трубы из полиэтилена низкого давления используются для организации водопровода, газопровода, канализации. Применяются в быту и промышленности благодаря широкому диапазону диаметров от 20 до 1200 мм. Соединять трубы можно при помощи фитинга, но дешевле использовать сварочную технологию, особенно на прямых участках, которые не понадобится разбирать. Сварка подразумевает нагрев концов полиэтиленовой трубы до температуры плавления нагревательным элементом и сведение сторон высоким давлением для перемешивания материалов на молекулярном уровне. При этом важно правильно соблюсти время сварки труб ПНД, чтобы соединение получилось прочным и герметичным. Рассмотрим существующие нормы и правила, чтобы вы могли хорошо ориентироваться при работе с разной толщиной свариваемых труб.

Нормативные документы
Основным документом по правилам стыковой сварки полиэтиленовых труб выступает ГОСТ Р 55276. В нем описана технология сварочного процесса при низком единственном и двойном давлении, а также при высоком давлении. Приведены подробные таблицы времени сварки, температуры нагревателя, интервалы технологических пауз и пр. Другой регламентирующий документ ― ОСТ 6-19-505-79, описывающий характеристики и требования к полиэтиленовым трубам высокого и низкого давления, способы подготовки торцов. ВСН 003-88 содержит нормативы при строительстве и проектировании магистралей и трубопроводов из пластмассовых труб.
Все данные точно перекликаются с международными нормами ISO 21307:2019 и Германской ассоциацией сварщиков DVS. В России применяется технология сварки единственным низким давлением, двойным низким давлением и единственным высоким. Поэтому все последующие рекомендации по времени сварки труб ПНД будут касаться таких методов.
От чего зависит время сварки
Время сварки труб ПНД зависит от ряда факторов:
- Диаметр. Зачастую, чем больше диаметр полиэтиленовой трубы, тем дольше осуществляется нагрев и выдерживается время сварки. Но это при условии пропорционального увеличения сечения.
- Толщина стенки. С увеличением толщины пластмассы требуется дольше прогревать ее сварочным аппаратом, что продлевает время воздействия.
- SDR. Под аббревиатурой подразумевается коэффициент соотношения толщины стенки трубы к ее диаметру. Прописывается в маркировке и означает, какое давление выдержит изделие. Здесь, чем выше цифра, тем меньше потребуется времени на сварку, и наоборот ― небольшой коэффициент означает более толстое сечение пластика, поэтому время для его расплавления понадобится больше.
- Мощность аппарата. Сварочные аппараты бывают разной мощности, что сказывается на времени сварки.
Зачастую ключевые параметры соединения для распространенных диаметров ПНД труб указаны в инструкции по эксплуатации сварочного аппарата.

Какое время нужно учитывать при сварке
В зависимости от применяемого метода, потребуется учитывать следующее время сварки ПНД труб:
- период нагрева концов при помощи нагревательного элемента;
- допустимый промежуток, при котором стороны должны быть сведены вместе;
- время охлаждения изделия в сварочном аппарате для окончательного набора прочности;
- максимальное время подъема давления.
Таблица времени сварки
Сварка ПНД труб осуществляется при помощи стыковых аппаратов, электромуфтовой технологии или раструбными ручными машинами. Стыковая сварка полиэтиленовых труб наиболее дешевая по себестоимости стыка. Некоторые современные модели имеют таймер, в котором оператор выставляет время, и программа автоматически отсчитывает его назад. По окончании установленного периода прибор издает звуковой сигнал. Если таких функций нет, время придется засекать самостоятельно.
Вот таблица сварки ПНД трубы с коэффициентом SDR 7,4, которая подойдет для напорного водопровода, газопровода с давлением до 20 атм.
При работе с продукцией, маркированной SDR 13,6, используемой для оросительных систем и полива (выдерживают давление 10 атм), время сварки ПНД труб по таблице следующее.
Здесь время нагрева ПНД трубы соответствует сечению стенки, умноженному на 10. Если часто приходится работать именно с такими трубами, то легко ориентироваться без таблицы. Применяются эти относительно недорогие трубы и для прокладки системы водоснабжения в малоэтажных зданиях, поэтому такие показатели пригодятся чаще всего.
Для организации безнапорной канализации используют изделия из полиэтилена низкого давления высокой плотности с маркировкой SDR от 26. Вот время сварки ПНД трубы по таблице для пластика с коэффициентом SDR 33. Поскольку малые диаметры тут применяются редко, приводим инструкцию с более крупными размерами окружностей.
Как видно из таблицы, время нагрева тоже соответствует толщине стенки, умноженной на 10, только сечение здесь иное, поэтому показатели отличаются. Такие трубы рассчитаны на давление не более 4 атм, которое может периодически создаваться при залповом сливе, а в остальное время система работает самотеком без напора.

Расчет времени при муфтовом методе
При использовании электромуфтовой сварки вся информация о времени нагрева заложена в штрихкод муфты. Необходимо считать данные сканером или ввести цифры вручную, если штрихи стерлись. Сварочный аппарат сам определит толщину пластика и диаметр трубы для создания качественного соединения.
Компания «ПРОСВАР» выпускает качественные российские аппараты для электромуфтовой сварки полиэтиленовых труб. К товару прикладываем подробную инструкцию по эксплуатации и советы по сварке.
В наличии также аппараты для стыковой сварки. В случае приобретения стыкового аппарата с гидравлическим приводом, он будет оснащен таймером, что облегчит контроль указанного времени сварки. Мы проводим настройку проданных аппаратов и обучаем сварщиков, чтобы впоследствии они смогли самостоятельно и быстро монтировать трубопроводы из ПНД. Чтобы узнать более подробно о технологии, задать свои вопросы или получить помощь в выборе сварочного аппарата для ПНД труб, обращайтесь к нашим специалистам по телефону 8 (800) 301-11-81.
Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
Трубы из полиэтилена (ПЭ) рассчитаны на монтаж водопроводных и газопроводных сетей, вентиляционных каналов. Материал не подвержен коррозии, не накапливает отложений, морозостоек (до -70 С), безопасен для экологии. Показатели термостойкости варьируются в интервале +40+50 С, сшитый полиэтилен сохраняет свойства до +95
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные характеристики на протяжении всего контура, включая стыковые участки.
Основные методы сварки
Полиэтилен относится к материалам с расширенным диапазоном вязкотекучих состояний и характеризуется свариваемостью без ограничений. На практике используют два варианта формирования систем:
- Стыковая сварка ПЭ ГОСТ: технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.
- Электромуфтовый метод: для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.
Для каждого метода разработаны условия формирования прочных и герметичных соединений, рассчитанных на определённую сферу использования.
Стыковой способ
Условия процесса контролируются показателями давления и временными отрезками на нагревание и охлаждение соединяемых частей. Зависимости показаны в таблице.
Сварка полиэтилена ГОСТ стыковым способом применяется для соединения участков труб с диаметрами от 50 мм. Вариант не рекомендуется для изделий с меньшим сечением из–за образования внутреннего грата, уменьшающего проходной канал.
Электромуфтовый метод
Расплавление участков закладными спиралями ведётся в условиях контролируемой герметизации, создаваемой благодаря тепловому расширению материала.
- сварки ПЭ труб ГОСТ на нагревательный элемент подаётся ток, плавящий полимер.
- Нагрев передаётся на торцевые части под муфтой.
- Участок расширяется, при этом возникает необходимое для процесса давление.
После отключения подачи тока материал остывает с образованием равномерно герметичного стыка.
Особенности монтажа
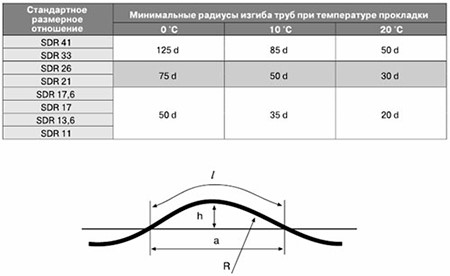
Для полиэтилена характерно изменение линейных параметров в процессе нагрева и охлаждения. У контуров подземной прокладки расширение и сжатие менее выражены. Для того чтобы снизить влияние эффекта используют схему укладки с изменением направления («змейкой»). Также необходимо учитывать снижение гибкости с понижением температуры. В таблице приводится соотношение допустимых радиусов изгиба к температуре среды.
Готовое сварное соединение проверяется по следующим критериям:
- Симметрия шва: зона выглядит одинаковым по обеим сторонам от места стыка. Отсутствие видимой симметрии указывает на отличие в вязкости частей, то есть прочность шва не соответствует ГОСТ.
- Качество грата: в стыке по требованиям оттенок совпадает с цветом трубы, поверхность не содержит трещин, пор и инородных включений.
- Положение: грат охватывает зону равномерно, смещение стенок остаётся в пределах 10% от толщины.
Порядок сварки стыковым способом
Соединение ПЭ–труб проводится в следующим порядке:
- Подготовительный этап: концевые части торцуют, после чего разогревают выровненные участки до плавления. Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
- Основной процесс: после прогрева полиэтилена нагревательный элемент аккуратно отводят от поверхности, наблюдая, чтобы размягчённые торцевые части не повредились.
- Соединение встык: сразу после удаления нагревателя торцы соединяют со сдавливанием до образования симметричного валика, контролируя, чтобы части стыковались без смещения. В результате приложения давления в зоне соприкосновения образуются прочные межмолекулярные связи.
- Завершающий этап: в процессе охлаждения полиэтилен структурируется, образуя прочный шов.
Расплавленные концы труб остаются зафиксированными в сварочном аппарате, соединяясь под давлением в течение заданного периода до полного охлаждения участка.
Процедуры сварки по стыковой технологии согласно ГОСТ
Требования к качеству соединения предусматривают три метода:
- При низком давлении (таблица 1).
- С применением двойного пониженного давления (таблица 2).
- В условиях высокого давления (таблица 3).



Требования к сварному соединению
Процесс соединения расплавленных торцов с последующим охлаждением даёт прочный стык, при этом обе части трубы должны сохранять гибкость. Для того чтобы получить преимущества стыкового метода, важно соблюдать рекомендации к каждому этапу:
- В процессе торцевания необходимо добиваться максимально ровных стыков.
- После застывания шов должен быть визуально однородным и симметричным. Если заметны дефекты и перекосы, прочность соединения окажется ниже.
- Сварочное оборудование должно выдавать необходимую температуру.
Удаление нагревателя и последующий прижим торцов выполняют быстро и аккуратно, чтобы расплавленный полимер не деформировался. Необходимо следить, чтобы на поверхность не попадала влага, пыль и другие загрязнители — всё перечисленное ослабляет шов, снижая долговечность стыка.
Контроль качества
Характеристики соединения проверяют следующими методами:
- Тест на растяжение (согласно требованиям ИСО 13953).
- Проверка на сопротивление гидростатическому давлению (ISO 1167–1,3,4 при +80 С на протяжении 1000 ч).
- Исследование показателей при высокоскоростном растяжении (регламент АСТМ Ф2634).
Неразрушаемый контроль по месту работ проводится путём визуальной оценки качества шва.
Характеристики образовавшегося соединения должны соответствовать параметрам полиэтилена, а также условиям проведения сварочных работ. Дополнительно могут использоваться методы ультразвуковой диагностики и рентгенографии для обнаружения внутренних пустот и инородных включений.
Сварка ПЭ труб с соблюдением нормативов ГОСТ гарантирует образование герметичных соединений, не уступающих по техническим характеристикам бесстыковым участкам. Аппараты для стыковой и электромуфтовой технологии представлены в каталоге ПРОСВАР. По вопросам, связанным с техническими возможностями, консультируем бесплатно, помогаем с выбором.
Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать. Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб. Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
Технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб

Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
- Обработать механическим путем зоны будущого соединения сварки пнд встык;
- Проверяется оборудование для сварки труб пнд. Тут остановимся более детально;
- следует визуально проверить устройство на исправность;
- следует отчистить скребок, торцеватель и другие узлы от прилипшего полиэтилена;
- проверьте количество масла на гидросистеме.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Стыковая сварка пнд
Сварка пнд труб встык своими руками тяжелее производится, чем электромуфтовая. Беритесь за процесс если вы уверенны в своих силах и у вас есть квалификация сварщика, а также опыт. Отметим что сварка является экономически процессом потребляющим мало электроенергии.
Аппарат стыковой сварки пнд формирует монолитный шов, равный по качеству и свойствам основному материалу. Осуществляется таким образом соединение полиэтиленовых труб, фитингов и.т.д. Этот способ применим только для одинаковых марок и диаметра, с толщиной стенок не более 4.5 мм и диаметром более 50мм. Температура сварки пнд трубопровода также имеет значение, выполнять соединение следует в диапазоне температур от- 14С до +47С.
Температура сварки пнд труб в среднем составляет 130-140 градусов.
Способ предполагает наличие спец. оборудования.

- Штангенциркуль- для измерения размеров материала;
- Центратор –для фиксациии сдавливания труб восевом направлении;
- Торцеватель-для мех.. обработки;
- Гидравлический привод –для постоянного давления на трубы с точной регулировкой.
Стыковая сварка полиэтиленового провода: процедура и план действий
- проверяют овальность полиэтиленового изделия, соответствуют ли размеры, удаляют возможные неровности электроторцевателем;
- устанавливают трубы в центратор, соблюдая 4см растояния между торцами;
- далее следует расплавление торцов аппаратом для сварки , начинается процес плавления;
- Следует нагевать трубку в течении определенного времени, в соответствии, которое поможет выбрать таблица сварки пнд тркбопровода.
- Сразу после нагрева производиться соединение пнд встык нагретыми концами труб.
- далее аппарат стыковой сварки труб производт необходимое давление, после чего создается финальный грат.
После остывания полиэтилена создается бурт-герметичный шов. Следует не допускать сдигов стенки труб более чем на 9-10% от их толщины.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).

Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Таблицы сварки полиэтиленовых труб
Рекомендуем воспользоваться специальной таблицей параметров сварки полиэтиленовых труб . В ней перечислены рекомендуемые параметры при стыковой сварке трубопровода.



Покупка продукции на выгодных условиях
реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Сварка муфт пнд

Электромуфта является фасонной деталью различных размеров из пнд материала внутри которой находятся электрические спирали. Существуют различные ее формы для различных видов соединения.
Создание сварочного шва:
- удаление загрязнения труб от жира и других нежелательных веществ;
- на сприраль муфты подается электрический ток что повышает температуру поэтилена и плавит его.
- далее нагреваються торцы под. муфтой
- трубопровод расширяется создавая тем самым необходимое для сварки давление.
- электричество отключается и свариваемая пнд труба остывает, тем самым образовывается надежное герметичное соединение. После остывания, ее извлекают и делают печать документа- протокол электросварки.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Цена, аренда
Многие фирмы в крупных городах предлагают услугу-аренду аппарата для сварки пнд труб. Пользователь избегает необходимости купить аппарат для сварки, и получить его во временное пользование, сэкономив средства.
Преимущества аренды аппарата для сварки.
- спец. оборудование довольно дорогое, аренда позволяет экономить;
- есть большой выбор техники в соответствии с вашими меняющимися запросами.
Стоимость аренды колеблется от 2 до 4 тысяч рублей в сутки.
( 2 оценки, среднее 4 из 5 )
Полиэтиленовые трубы сегодня очень часто используются в прокладке газо- и водопроводов. Соединять трубы ПНД можно разными способами, одним из наиболее эффективных и часто применяемых является – электромуфтовая сварка. Этот способ завоевал популярность благодаря своему удобству и высокой эффективности. В этой статье мы подробно расскажем, что представляет собой технология электромуфтовой сварки.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Нюансы соединения труб

Сварка труб выполняется с помощью полиэтиленовых муфт, в корпуса которых вставлены электрические спирали. При подаче на них электрического тока полиэтилен нагревается и расплавляется. Под воздействием нагревательного элемента размягчаются и концы труб, вставленных в фасонный элемент. Благодаря расширению полимера возникает давление, необходимое для фиксации свариваемых поверхностей. После остывания образуются прочные соединения, устойчивые к гидравлическим ударам.
Для муфтовой сварки полиэтиленовых труб характерны следующие преимущества:
- возможность проведения работ в условиях ограниченного пространства;
- получение сварных соединений без изменения пропускной способности отдельных участков коммуникаций;
- высокая скорость выполнения.
Применение фасонных элементов позволяет создавать развязки узлов и сооружать разветвления у действующих трубопроводов, используя изделия разной конфигурации.
Инструмент для электромуфтовой сварки
- электросварные фитинги;
- позиционер для закрепления труб;
- ручной или механический скребок для снятия аксидного слоя;
- труборез;
- обезжиривающие салфетки;
- ветош или сухая тряпка;
- маркер или восковой карандаш

Подготовка трубы
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы.


После отрезки концов труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки. Толщина снимаемого слоя зависит от допуска по диаметру трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1 — 0,2 мм.

Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль. Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению. Для облегчения одевания муфты на трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.
Проверка качества
Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.
Полученный шов не должен быть чрезмерно выпуклым или впалым. Поверхность шва должна оставаться относительно ровной по всей окружности.
Допускается смещение шва на 10% от толщины стенок трубы, выпуклость около 2,5 миллиметров при размерах стенок 5 миллиметров. Выпуклость в 5 миллиметров допустима для трубы со стенками до 20 миллиметров. Контроль проводимых работ позволит выложить магистраль, которая будет служить длительное время.
Электромуфтовая сварка. Технологический процесс
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов — одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Виды муфт по назначению
Разумеется, что для различных типов труб и для разных целей необходимо использовать определенные виды муфт. Как правило, выделяют такие варианты:
- муфты для ремонта. Они применяются тогда, когда у магистрали существует поломка, и она нарушает целостность всей системы. Она изготовлена из нескольких элементов и устанавливается непосредственно на область повреждения. Каждый отдельный элемент муфты крепится за счет сварочного процесса или специальных креплений; Разнообразие муфт
- муфты для защиты. Такого типа изделия применяются тогда, когда необходимо защитить какой-то элемент или соединение;
- муфты для соединения. Используются тогда, когда нужно соединить разные трубы, например, с напором и без напора. Как правило, это трубы, транспортирующие газ или жидкость.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Соединения с помощью фитингов

Если нужно соединить трубы неодинакового сечения, то понадобятся компрессионные фитинги. Они представляют собой соединительные детали, имеющие резьбу на внутренней или наружной поверхности. Процесс соединения участков труб с применением фитингов предусматривает:
- Разборку фитинга путем откручивания накидной гайки.
- Зачистку концов трубы и снятия фаски.
- Нанесение отметки, указывающей глубину вхождения.
- Ввод конца трубы в фитинг и затягивание накидной гайки.
Важно! Чтобы упростить фиксацию труб с помощью компрессионных фитингов, на соединяемые концы наносят жидкое мыло или силиконовую смазку.
Если при сооружении трубопровода требуется соединение труб ПНД и металлопроката, то применяют специальные переходные муфты.
( 2 оценки, среднее 4.5 из 5 )
Полиэтиленовые трубы обладают множеством неоспоримых достоинств. Самые явные из них:
- Трубы не подвержены коррозии;
- Полиэтиленовые трубы обладают высоким уровнем химической стойкости;
- В ПЭ не сформируются внутренние «зарастания»;
- Полиэтиленовые трубы прослужат длительный срок;
- Обладают высокой экологичностью.
За счет своих реологических свойств и не особо большой вязкости расплава ПЭ трубы поддаются свариваемости (интервал вязкости имеет широкий диапазон, где температурный максимум составляет 700 С).


Существует три основных способа сваривания полиэтиленовых труб:
- Сварка встык. Эта сварка наиболее популярна и востребована при сваривании неразъемных соединений. По прочности она не уступает без стыковых участков, отличается высокой степенью герметичности и гибкости.
- Электромуфтовая сварка полиэтиленовых труб. При сварке ПЭ труб этим способом используют электромуфтовой сварочный аппарат, который стоит значительно дороже стыкового. Связано это с тем, что в работе применяются более дорогие фитинги с дополнительно встроенными нагревательными элементами. Сварка полиэтиленовых труб муфтами имеет ряд достоинств, главное из которых это пространственное превосходство над стыковым аппаратом. Также он потребляет мало электроэнергии.
Сущность работы: используется муфта, которая надевается на стык, а далее при подаче напряжения на нагревательный элемент происходит сваривание.
Помимо прочего электромуфтовую сварку называют еще и терморезисторной сваркой ПЭ труб.
Может быть интересно: в качестве соединителя различного рода механизмов и деталей оборудования, трубопроводов, приборов и резервуаров применяются фланцы. Чаще всего для устройства системы трубопроводов применяют дисковой поворотный фланцевый затвор.

Технология сварки
Сварку полиэтиленовых труб можно выполнить самостоятельно, для этого необходимо следовать пошаговой инструкции. В качестве примера приведена инструкция по свариванию ПЭ труб способом встык.
Сварка полиэтиленовых труб встык происходит следующим образом:
- Выполняется оплавление торцов.
- Затем нагревают торцевую часть трубы.
- Далее необходима технологическая пауза.
- Следующий момент – осадка.
- Заключение – остывание объекта.
Технология сварки полиэтиленовых труб большого диаметра практически ничем не отличается от сварки труб одного диаметра, вот только в качестве фиксаторов используются специальные комплекты прижимных пластин.




Параметры сварки полиэтиленовых труб встык. Расчет
Для расчета параметров сварки необходимо обладать следующими данными: e — толщина трубы;Dn — номинальный (наружный) диаметр трубы;Di — внутренний диаметр (Dn — 2e);S— площадь сварки в мм2, которую можно рассчитать по формуле:S = (Dn2 – Di2)/4, где S = 3,142; Sc — площадь цилиндра машины в мм2. Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки. Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки полиэтеленовых труб. Приведенные ниже формулы для расчета давления циклов: ОПЛАВЛЕНИЕ СТЫКА и СВАРКА носят справочный характер.
Давление P1 : ОПЛАВЛЕНИЕ СТЫКА = 0,15 (S/Sc) Ч 10 (бар).
Давление P2 : НАГРЕВ = 0,02 (S/Sc) Ч 10 (бар).
Давление P5 : СВАРКА — ОХЛАЖДЕНИЕ = 0,15 (S/Sc) Ч 10 (бар) где: значение 0,15 для Р1 и P5 является постоянной величиной, соответствующей 0,15 N/mm2; значение 0,02 для Р2 является постоянной величиной, соответствующей 0,02 N/mm2. Температура нагревательного элемента во время циклов ОПЛАВЛЕНИЕ СТЫКА — НАГРЕВ должна находится в пределах от 200 °С до 220 °С. Время сварки также рассчитывается индивидуально для каждого типоразмера труб, в зависимости от диаметра трубы и толщины стенки. В качестве справочной информации временные параметры сварки приведены в таблице 2.
Таблица 2. Рекомендуемые временные параметры при сварке полиэтиленовых труб и фитингов встык при внешней температуре окружающей среды 20 °С и умеренном воздушном потоке.

Стоимость аппарата для сварки полиэтиленовых труб

Цена аппарата для сварочных труб зависит от качества и метода сварки. Диапазон цен невероятно большой. Самый доступный аппарат обойдется потенциальному покупателю в три тысячи рублей, а самый дорогостоящий может достигнуть цены в один миллион рублей.
Если финансов на покупку дорогостоящего оборудования не хватает, а хочется получить высокий уровень качества, можно взять аппарат в аренду.
Стоимость аренды оборудования обойдется от восьми ста до пятнадцати тысяч рублей.

Несмотря на разнообразие способов и методов сваривания ПЭ труб параметры при работе с материалом остаются одни и те же. Они указаны в Таблице №1
Таблица №1. Рекомендуемые временные параметры при сварке ПЭ труб и фитингов встык при внешней температуре окружающей среды 200 С и умеренном воздушном потоке.

Описание метода
Сварка встык может использоваться в случае, если монтируемые трубы имеют диаметр не меньше 50 мм и толщину стенок не менее 5 мм. По этой технологии, отрезки плотно фиксируются, края выравниваются для лучшего контакта, разогреваются при помощи специального агрегата и расплавляются, после чего трубопровод стыкуют и сваривают. Если сделать все правильно, то образуется аккуратный и ровный шов.

При стыковой сварке нужно также помнить о следующих нюансах:
- температура воздуха в помещении, где будут проводиться работы, или на улице должна быть не меньше -15° и не выше +45°;
- трубы должны быть одного диаметра и SDR, а также изготовлены из одной марки полиэтилена.
( 1 оценка, среднее 5 из 5 )




