
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.



Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Инструмент для пайки
Рассмотрим инструмент, который необходимо приобрести для начала радиолюбительской деятельности, для монтажа/демонтажа электронных компонентов.
Кусачки (бокорезы) – они обязательны для работы, ими удобно формовать лишние выводы, откусывать и зачищать лишние выводы. Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.
Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.
Скальпель технический со сменными лезвиями (некоторые используют медицинские или ножи) для зачистки проводов, дороже от лака, отрезания. Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.
Плоскогубцы – для обжатия/поджатия элементов радиоэлектроники. Если плоскогубцы с удлиненной рабочей частью, ими можно пользоваться как пинцетом. Очень удобно, если что-то нужно выдернуть с платы, что-то окрутить, придержать гайку, болт.
Скальпель технический со сменными лезвиями (некоторые используют медицинские или ножи) для зачистки проводов, дороже от лака, отрезания.Оловоотсос, который представляет собой шприц обратного действия. Если шприц выдавливает, то этот, наоборот, втягивает. Для снятия лишнего припоя с контактов и контактных дорожек , выпайки элементов. Для тех же целей можно использовать специальную медную оплетку, которая впитывает под действием капиллярных сил расплавленный припой. Оплетка – вещь одноразовая, которая заканчивается и выкидывается (чистить ее не получится). В отличие от оловоотсоса, который разбирается и из него можно вынуть снятый припой, закрутить обратно и снова использовать. Т.е. это универсальный инструмент многоразового использования. Если вы что-то не так припаяли можно эту пайку снять и заново все перепаять.
Есть электрический оловоотсос, который чем -то напоминает паяльник и запитывается от сети 220Вт. Он насаживается на припаянный к печатной плате вывод и под своим теплом, расплавляя припой, втягивает его в свой корпус.
Но для начинающих вполне хватит оплетки и обычного оловоотсоса.
Этот набор необходим и обязателен к применению для начала паяльных работ радиолюбительской практики, без него не обойтись ни в одном ремонте, тем более при сборке собственных конструкторов и сложных устройств.

Третья рука (механическая рука, держатель) — своеобразный помощник, рекомендуем у применению. Состоит из:
• штатива, который включает в себя зажимы в виде «крокодилов», в них можно зажимать проводник, чтобы не держать его рукой.
• небольшой ванны, в которую можно класть канифоль или припой.
• держателя паяльника
Штатив у такой руки удобный, крутится во всех направлениях, регулируется по высоте.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.Далее, спустя около минуты следует плавно повысить нагрев.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Шаг около 20 — 30 °C на каждые десятки секунд.
Обзор оборудования, которое может понадобиться
 1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются. 1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
 3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1:• паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине.• жало снимается и его можно использовать как термофен (нагрев до 600 градусов).
Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину.• меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.
 4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять. 4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
Пайка. инструмент, припои, флюсы
В процессе электромонтажа при соединении электрических цепей для получения контактного соединения чаще всего применяют пайку.
Пайка – образование соединения с помощью расплава припоя, при котором создаются межатомные связи после нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации.
Припой – материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов.
Важными свойствами припоя являются также растекаемость и способность затекать в узкие зазоры под действием капиллярных сил.
Затекание припоя в зазор – заполнение расплавленным припоем паяемого зазора.
При наличии загрязнений соединяемых поверхностей растекаемость припоя ухудшается, и возможно образование несмачиваемых зон, что снижает качество пайки (рис. 1)
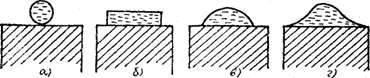
- а) отсутствие смачиваемости;
- б) полное смачивание;
- в) частичное смачивание;
- г) хорошее смачивание.
Рисунок 1 – Распределение припоя (смачиваемость) на различных поверхностях
Подготовка поверхностей деталей, подлежащих пайке, заключается в удалении загрязнений, ржавчины, окисных и жировых пленок. На смачиваемость и растекаемость припоя существенное влияние оказывает форма шероховатостей поверхности. Если неровности образуют сеть пересекающихся канавок, то смачиваемость и растекаемость припоя будет усиливаться капиллярным действием канавок.
Таким образом, способ зачистки может оказать решающее влияние на качество пайки. Зачистку с образованием пересекающихся канавок получают наждачной шкуркой (это дает лучший результат, чем травление).
Как правило, соединяемые детали перед пайкой подвергаются лужению.
Лужение заключается в покрытии поверхностей соединяемых деталей тонкой пленкой припоя. Горячее лужение выполняют паяльником или путем погружения в ванну с расплавленным припоем.
При лужении припой покрывает основной металл, поэтому при пайке луженых поверхностей соединение происходит при более низкой температуре.
Для устранения пленки окислов с поверхностей металлов и припоя при пайке, защиты поверхности металлов и припоя от окисления в процессе пайки и уменьшения сил поверхностного натяжения расплавленного припоя на границе металл-припой служат специальные материалы – флюсы.
Правильный выбор флюса обеспечивает качественное соединение и существенно влияет на скорость пайки. Выбранный флюс должен быть химически активным и растворять окислы паяемых элементов, термически стабильным и выдерживать температуру пайки без испарения и разложения, проявляя химическую активность в заданном интервале температур.
Все флюсы можно разделить на четыре группы: активные или кислотные, антикоррозионные, бескислотные – на основе канифоли (эта группа флюсов нашла наиболее широкое применение при электрическом монтаже.
Остатки бескислотных флюсов легко удаляются спиртом. Такой флюс обладает низкой химической активностью, поэтому требует особо хорошей очистки соединяемых поверхностей от окисных пленок перед пайкой) и активированные – на основе канифоли, имеющие в своем составе различные катализаторы (вещества, повышающие активность флюса).
Подготовленные поверхности покрывают флюсом непосредственно перед горячим лужением или пайкой.
Механизм действия флюса (см. рисунок 2) заключается в том, что окисные пленки металла и припоя под действием флюса растворяются, разрыхляются и всплывают на его поверхности.
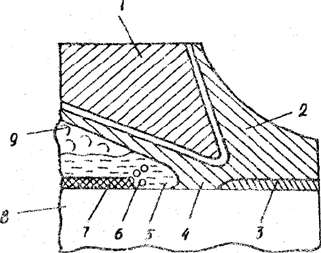
Рисунок 2 – Схема зоны лужения с помощью паяльника: 1 – наконечник паяльника; 2 – припой; 3 – сплав припоя с основным металлом; 4 – зона взаимодействия припоя с основным металлом; 5 – флюс; 6 – растворенный окисел; 7 – окисел на поверхности основного металла; 8 – основной металл; 9 – газообразный флюс.
Вокруг очищенного металла образуется защитный слой флюса, препятствующий возникновению окисных пленок. Жидкий припой замещает флюс и взаимодействует с основным металлом. Слой припоя постепенно увеличивается и при прекращении нагрева затвердевает.
В зависимости от технологии флюс может использоваться в виде жидкости (см. рисунок 3), пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом.

Рисунок 3 – Виды флюсов
Для улучшения качества пайки и повышения производительности труда при монтаже электрических цепей рекомендуется применять трубчатый припой с канифольным наполнителем. Припой представляет собой трубку из оловянно-свинцового сплава, внутри которой помещен канифольный флюс. Измененная форма сердцевины уменьшает вероятность образования пустот в трубчатом припое и перерывов в подаче флюса в процессе пайки. На рисунке 4 показаны трубчатые припои, выпущенные в виде катушек.

Рисунок 4 – Катушки с трубчатыми припоями разного диаметра
Для пайки в единичном и мелкосерийном производстве применяют электрические паяльники – см. рисунок 5. Действие таких приборов основано на выделении большого количества теплоты при прохождении электрического тока.
Основная часть паяльника – медный стержень с заостренным концом — «жалом», вставленный в металлическую трубку, вокруг которой расположен нагревательный элемент (нихромовая спираль в оболочке из жаропрочной изоляции — слюды или керамики). Концы спирали нагревательного элемента присоединены к медным изолированным проводам – шнуру, который выведен через полую пластмассовую ручку и заканчивается штепсельной вилкой. Нагревательный элемент закрыт сверху кожухом.

Рисунок 5 – Электрические паяльники
При включении паяльника в электрическую сеть ток проходит через нихромовую спираль и нагревает ее. Выделяющееся тепло передается медному стержню, который нагревается до температуры 300 — 350 °С.
Требуемую мощность паяльника выбирают в зависимости от массы и марки соединяемых деталей.
Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.
Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество. Выпускают ультразвуковое паяльное оборудование (рис. 6). Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.

Рисунок 6 — Ультразвуковое паяльное оборудование
Газовый. Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры (рис. 7).

Рисунок 7 – Газовое паяльное оборудование
С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка.
Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности. В этом случае используются другие виды оборудования.
При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять. К таким приспособлениям относятся: паяльная лампа; пинцет; набор надфилей; кусачки; увеличительное стекло и штатив; струбцины; подставки.
Один из необходимых инструментов – это пинцет (рис. 8). Он служит для того, чтобы удерживать мелкие детали в положении, в котором их нужно припаять. Кроме того, зачастую металлический пинцет, зажимая выводы, служит теплоотводом, когда происходит пайка полупроводников или иных требовательных к температуре предметов.
Рисунок 8 — Пинцет
Еще одним инструментом, часто используемым при работе, является надфиль. Плоским надфилем можно очистить жало паяльника от нагара перед тем, как облудить его. Круглым надфилем с острым концом можно аккуратно прочистить монтажные отверстия на плате. Иногда приходится зачищать выводы компонентов схем, перед тем как смонтировать их на место.
Для работы с проводами и кабелями понадобятся кусачки-бокорезы. С их помощью отрезают провода, зачищают изоляцию, иногда механически снимают лишний припой.
Очень часто приходится паять крупные детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали около места будущей пайки прогревают паяльной лампой, а после этого уже пропаивают паяльником. Паяльные лампы могут работать на бензине, керосине, газе. Некоторые модели работают на спирте. Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.
Полезное приспособление для пайки – поставка. На нее можно не опасаясь возгорания помещать горячий паяльник. Такое простейшее оборудование зачастую делают своими руками.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для дымоудаления.
Вакуумное паяльное оборудование используют для соединения изделий из сильно окисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
По причине менее высокой температуры и совершенно иного, чем при сварочных работах, воздействия на металл, паяные соединения более стойки к коррозии и к механическим воздействиям.
Контроль качества пайки проводится визуально, с использованием 4-х кратной лупы. Пайка должна быть блестящей, глянцевой или светломатовой, без пор и посторонних включений.
Похожие записи:
 Расчет нормы расхода материала на печатную плату и корпус, Нормы расхода на припой, флюс и спирт, Технические отходы, Расходы материальных ресурсов, Потребность в материальных ресурсах — Проектирование предприятия «Магический цветок» по производству и реа
Расчет нормы расхода материала на печатную плату и корпус, Нормы расхода на припой, флюс и спирт, Технические отходы, Расходы материальных ресурсов, Потребность в материальных ресурсах — Проектирование предприятия «Магический цветок» по производству и реа  Виды и способы пайки — Пайка
Виды и способы пайки — Пайка  Как отпаять провода паяльником
Как отпаять провода паяльником  ПАЙКА ФЛЮСОМ
ПАЙКА ФЛЮСОМ



")

