

Если стоит задача паять алюминий, то все что Вам потребуется Вы узнаете из нашей статьи. Мы подготовили и пошагово описали способы пайки, необходимые материалы и оборудование.
- Почему возникают проблемы с пайкой алюминия
- Подготовка к пайке алюминиевых деталей
- Как удалить оксидную пленку
- Используемые в работе материалы
- Флюсы для пайки алюминия
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Припой для пайки алюминия и его сплавов
- Отечественные припои и их качество
- Сравнение припоев для пайки алюминия
- Порошковая проволока
- Паяльник для пайки алюминия
- Горелка
- Как паять алюминий паяльником
- Доработка паяльника для пайки алюминия
- Пайка алюминия газовой горелкой
- Выбор горелки
- Пайка китайским прутком
- Способ с щеткой насадкой по металлу
- Видео пайка алюминия аргон не нужен
- Как заработать на пайке алюминия
- Как паять алюминий?
- Особенности пайки
- Способы
- Выбор необходимых инструментов и соответствующих материалов
- Технология
- Чем и как паять алюминий?
- Особенности процесса
- Что понадобится?
- Технология пайки в домашних условиях
- Пайка алюминия оловом
- Методы
- Полезные советы
- Используемые материалы
- Подготовка деталей
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Подготовка к пайке алюминиевых деталей
Прежде, чем приступить к каким-либо работам, важно тщательно подготовить поверхности деталей. Только при точных и доскональных действиях можно спаять алюминий и дюральалюминий без последующих переделок.
На первом этапе необходимо аккуратно очистить деталь от загрязнений. Далее нужно удалить образованную на поверхности материала пленку оксида. Она образуется от контакта с кислородом в воздухе, тем самым не позволяя осуществить прочное соединение спаиваемых элементов.

Как удалить оксидную пленку
Выделяют два варианта:
- Химический метод предусматривает осаждение частиц цветных металлов методом электролиза. Процесс протекает благодаря электрохимическим реакциям на электродах, под действием постоянного электрического тока. Вследствие методу электролиза напыление из частиц металлов выпадает в осадок.
- Механический метод предусматривает удаление оксида при использовании синтетического масла. Главное, чтобы оно имело минимальное содержание воды. Для дополнительного обезвоживания масло нужно провести, прогрев до + 200°С. Термическая обработка позволит испарить воду. Важно! Необходимо тщательно следить за температурой, чтобы она не повышалась и жидкость не разбрызгивалась.
На место, где будет совершаться непосредственная пайка, наносят обезвоженное масло и натирают наждачной бумагой, что позволяет удалить оксидный слой с алюминия. Вместо наждачки можно провести очистку мелкой железной стружкой, острием паяльника или любым другим острым инструментом. Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Полезная статья: Что такое режим сварки
Используемые в работе материалы
Пайка алюминия своими руками может быть выполнена на высоком уровне при условии правильного подбора расходников. Рассмотрим детальнее, чем паять этот цветной металл.

Флюсы для пайки алюминия
Флюс – высокоактивный компонент, который не позволяет появиться пленке оксида во время пайки. Кроме того, вещество обеспечивает дополнительное смачивание при использовании жидкого припоя. Это увеличивает прочность сцепления различных методов паек.
Масло, используемое для трансформаторов может заменить флюс, если последний отсутствует. Изначально поверхности зачищают наждачной бумагой. Такие манипуляции существенно замедлят процесс появления естественной пленки и улучшат лужение алюминия.
Важно! Поскольку флюсы – активные вещества, то их поверхность после пайки необходимо промывать раствором щелочи с водой.
Канифоль

Колофонская камедь, она же канифоль – распространенный вариант среди всех флюсов. Это не идеальный способ, поскольку она работает только в среде без кислорода, а это довольно проблематично выполнить дома.
Порошковый флюс
Прочная пайка алюминия выполняется горелкой, при использовании порошковых флюсов. Желательно не использовать кислород, чтобы не снизить эффективность соединения.
Типы флюса для горелки:
- Флюс Ф-34А – популярный присадочный вариант флюса. Основной компонентный состав: (K) калий и (Li) литий. В качестве дополнительных компонентов выступает фтористый натрий и хлористый цинк. Отличительная черта флюса – хорошая способность образовывать однородные системы, а также способность поглощать и отдавать влагу.
- Бура – еще один порошок. Рабочая температура 700°С. Легко смывается с поверхности лимонной кислотой.
- Аспирин. Неплохой вариант флюса, но имеет опасность для человека. При нагревании выделяет вредные вещества, которые могут обжечь глаза и слизистые оболочки.
- Паяльный жир. Позволяет достичь отличного сцепления деталей при пайке алюминия своими руками. Максимальная прочность достигается за счет предварительного прогрева швов. Обязательно после пайки, паяльный жир нужно смыть, в противном случае начнутся коррозийные процессы.
Каждый из описанных вариантов позволяет припаять алюминий или дюраль с высокой прочностью соединения. Но при использовании определенного типа обязательно следует изучить его особенности и преимущества.
Жидкий флюс
Удобный и эффективный вариант надежной фиксации деталей. Вещество наносят непосредственно на точки скрепления. Работая с жидким типом флюса, необходимо быть крайне аккуратным, поскольку в процессе могут выделяться потенциально опасные пары. Распространенные модели:
- Ф-64. Вещество позволяет разрушать оксид на металле. Возможна работа с большими деталями.
- Ф-61 – популярная модификация, которая широко применяется при лужении алюминия. Оптимальная рабочая температура не выше 250°С.
- Кастолин – еще один жидкий флюс. Для максимального эффекта температурный режим должен быть свыше 160°С.
Вышеперечисленные методы позволяют эффективно паять алюминий в домашних условиях.
Припой для пайки алюминия и его сплавов
Материал создается на базе цветных соединений металлов. Современные модификации имеют дополнительные примеси, что позволяет упростить работу.

- Высокоточный американский HTS-2000 – известный разрекламированный вариант припоя в форме стержней. Согласно отзывам пользователей, на практике материал не соответствует заявленному качеству, поскольку спаянные детали имеют низкую герметичность. Применять возможно только в комбинации с флюсом.
- Французская вариация Castolin – импортный тип припоя. Отлично помогает заварить небольшие отверстия и трещины.
- Офлюсованный припой типа Aluminium – рабочая температура превышает 640°С. Имеет форму прутков.
- Оловянно-цинковый состав ЦОП-40 используется для горячей пайки. Характеризуется высокой эффективностью.
Отечественные припои и их качество
Спаять алюминиевые детали в домашних условиях можно только с применением проверенного припоя. Высоким спросом пользуются отечественные модели. На практике не уступают иностранным образцам, при этом ценник существенно ниже.
- ПОС-61 – относительно устаревший, но по-прежнему востребованный тип, позволяющий работать с тонкостенным материалом.
- Марка А – цинково-оловянно-медный состав позволяет работать при 425 °С. Доступный и надежный материал.
- 34А – отличный вариант для работы в печи, горелкой или в растопленных солях алюминия.
Сравнение припоев для пайки алюминия
Опытные специалисты, которые в своей практике работали с американскими, французскими и отечественными моделями отмечают, что последний вариант имеет отличные характеристики.

Процесс лужения алюминия не уступает по качеству более дорогим типам материалов. Чтобы на выходе получить изделия высокой прочности, работы по спайке необходимо проводить в печи.
Более того, независимо от обширной рекламы американского припоя HTS-2000, он имеет огромное количество отрицательных отзывов от пользователей. Основная проблема – тягучесть консистенции, которая затрудняет разравнивание на поверхности.
Что касается Castolyn 192FBK, то он излишне текуч. Это хорошая альтернатива для пайки небольших трещин и отверстий. При этом вещество практически бесполезно для того, чтобы сварить больше детали.
Полезная статья: Осциллятор для сварки
Порошковая проволока

Еще одна разновидность материала, который представляет собой тонкую металлическую проволоку, заполненную порошком-наполнителем. Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Нужно отметить, что это контрастно разные варианты соединений. При использовании сварочной проволоки, процедура сцепления алюминиевых конструкций происходит без использования газа.
Для пайки принято использовать такие традиционные устройства:
- Паяльник
- Горелка.
Разберемся детальнее, как запаять алюминий с помощью данных приборов.
Паяльник для пайки алюминия

Наиболее простым и распространённым методом, который используется для работ своими руками считается пайка алюминия паяльником. При работе с данным девайсом важно учитывать габариты деталей, которые будут соединяться.
Это важно, поскольку количество тепла от источника рассеивается, что значительно снижает эффективность. Для качественного выполнения работ потребуются мощные паяльники на 90-100 ВТ. Окончательная интенсивность и нагрузка зависит от размера, места соединения и типа припоя.
Горелка

Чтобы паять алюминиевые листы большой толщины лучше использовать устройства, которые смешивают газообразное топливо с кислородом. Характерная черта газовых горелок – бесконтактная передача тепла от источника к материалу. Горелки обеспечивают максимальную скорость нагрева.
Как паять алюминий паяльником
Металлы из класса цветные, к которым относится алюминий, имеют высокую теплопроводность. Для хорошего нагрева элементов из меди или алюминия требуется мощный инструмент. К примеру, для пайки 1 м², мощность прибора должна составлять порядка 60 Вт.
При соединении и прогреве двух или больше деталей потребуется инструмент до 100 Вт. Что касается жала, то желательно выбирать широкие варианты. На кончике можно сделать зазубрины, с их помощью легче удалить оксидный слой и тем самым улучшить результативность от пайки алюминия припоем.
Доработка паяльника для пайки алюминия
Для пайки алюминия своими руками в домашних условиях рекомендовано использовать горелку. Это ускорит работу и повысит качество сцепления. Все же из-за технических причин приходиться работать паяльником, но желательно провести предварительную небольшую доработку прибора.
Пошаговая инструкция как доработать паяльник:
- Изначально нужно приобрести новое жало с диаметром в 8,5 миллиметров.
- От начала жала нужно отступить 8 миллиметров и просверлить отверстие сверлом на 2 миллиметра.
- На кончике пилкой по металлу делают продольные надрезы с глубиной в 10 миллиметров.
- Далее нужно взять полотно от ручной пилки отрезать кусок на 13 миллиметров.
- В полотне проделать отверстие в 3 миллиметра.
- Жало согнуть под прямым углом.
- После этого ввинчиваем усовершенствованное полотно в пропилы и зажимаем болтом.
Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей. Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.

Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом. Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.

Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Полезная статья — Сварочный выпрямитель
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Видео пайка алюминия аргон не нужен

Четкого ответа на данный вопрос не существует. Результат зависит от подготовки мастера и дальнейшего предназначения детали. Конечно же, сварка дюралюминия и алюминия – надежный вариант. Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
К примеру, для ремонта автомобильного радиатора лучшим решением будет пайка. Это быстро, удобно и дешево. Если речь идет о массивных конструкциях, на который возложена серьезная задача, то лучше использовать сварку.
Бесспорно, пайку дюралюминия и алюминия в домашних условиях выполнить можно, но это сложный процесс. Прогрессивные материалы, которые представлены на рынке, позволяют выполнить прочное соединение с минимальными знаниями и навыками.
А вы знаете какое давление в кислородном баллоне? Подробно по ссылке.
Как заработать на пайке алюминия
Всем известно, что сварка алюминия недешевое удовольствие, поскольку для этого используется специальное оборудование. При этом существует альтернатива – пайка.
Часто в пользователей возникает вопрос – а можно ли этим заработать? Ответ неоднозначный, поскольку все зависит от навыков, профессионализма и спроса. Конечно, можно запаять алюминиевую кастрюлю, флягу, канистру или алюминиевые трубки соседу и немного заработать, а можно поставить подобные услуги на поток и открыть собственную мастерскую.
Задавайте свои вопросы в комментариях мы Вам поможем в их решении.
Как паять алюминий?

Изначально важно отметить, что речь пойдет о металле, основными эксплуатационными показателями которого являются легкость и гибкость. Для многих актуален ответ на вопрос, как правильно и качественно паять алюминий – это объясняется одним уникальным свойством материала, а именно образованием оксидной пленки. С одной стороны, это увеличивает привлекательность алюминия в качестве сырья, но в то же время создает определенные проблемы при соединении деталей, выполненных из него.
Особенности пайки
Изначально следует напомнить, что пайка представляет собой один из эффективных способов создания неразъемных, надежных соединений элементов, выполненных из металлов. Важно при этом учесть, что в течение достаточно длительного времени технология характеризовалась сравнительно низкой производительностью. Параллельно акцентировалось внимание на том, что прочность соединений оставляет желать лучшего. Именно с учетом этих ключевых факторов описываемый тип пайки не получил широкого применения в промышленных масштабах.
На сегодняшний день существует мнение, сторонники которого утверждают, что паять и лудить рассматриваемый металл и его сплавы невозможно без использования специального оборудования. Доказательством подобных утверждений являются следующие аргументы.
- На поверхности любых алюминиевых деталей при их контакте с воздухом неизбежно формируется оксидная пленка, имеющая формулу AL2O3. Ее главные характеристики – это химическая устойчивость и тугоплавкость. Именно эти свойства создают существенные проблемы в процессе соединения алюминиевых элементов конструкций и ремонте изделий.
- Описываемый процесс также сильно осложняется из-за свойств самого металла. Все дело в том, что он начинает плавиться при температуре, достигающей 660 градусов Цельсия. При этом в ситуациях со сплавами на его основе температурный показатель варьируется в пределах от 500 до 600 градусов. Параллельно следует учесть, что при температуре металла 300 градусов, а сплавов – 250 градусов они существенно утрачивают свою прочность, что может в итоге крайне негативно отразиться на эксплуатационных показателях монтируемых конструкций.
С учетом всего перечисленного, можно сделать вывод, что стандартными методами выполнить качественную пайку алюминия практически невозможно.
Выходом в подобных ситуациях будет применение специальных сильнодействующих флюсов в тандеме с припоями, имеющими соответствующие свойства.
Способы
Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей. Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли. Допускается применение раствора упомянутого типа флюса в диэтиловом эфире. Данный метод предусматривает добавление средства без отрыва жала паяльника.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт.
Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов. Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос. Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
Выбор необходимых инструментов и соответствующих материалов
С учетом всех технических нюансов и свойств самого алюминия рассматриваемый тип пайки – это реальный и достаточно эффективный способ восстановить:
- всевозможную утварь;
- автомобильные, а также бытовые отопительные радиаторы;
- трубы различных диаметров и сечения;
- разнообразные изделия, включая сантехнические.
На предприятиях пайка деталей, выполненных из описываемого металла и сплавов, осуществляется с применением специализированных аппаратов. В домашних условиях, гараже и маленьких мастерских аналогичные процессы реализуют при помощи:
- обычных паяльников разной мощности;
- горелок (преимущественно газовых);
- специальных присадок, включая средства в виде порошков;
- магниевых карандашей;
- оловосодержащих припоев.
Прежде всего необходимо напомнить, что флюсы характеризуются повышенной активностью. Исходя из этого, после завершения пайки данные вещества следует удалять при помощи щелочных растворов и воды. В процессе выполнения работ требуется уделять внимание защите органов дыхания от испарений.
На сегодня можно выделить следующие наиболее распространенные типы флюсов.
- Канифоль, которой по праву принадлежит пальма первенства в рейтингах популярности. Данный флюс широко используют при пайке с латунью, нержавейкой и другими металлами. В ситуациях с алюминием обязательным условием является отсутствие воздуха, исходя из чего канифоль применяется редко.
- Порошковые соединения, которые используют, как правило, при пайке с применением газовых горелок. При этом специалисты не советуют добавлять кислород, который негативно отражается на эффективности флюса. На данный момент чаще всего используются бура, паяльный жир, ацетилсалициловая кислота и соединение марки Ф-34А.
- Жидкие флюсы, которые наносят тонким слоем на места будущих соединений. Важно помнить, что подобные средства в процессе выполнения работ при нагревании активно испаряются, выделяя потенциально опасные для здоровья пары. Так, в составе Ф-64 присутствуют дионизированная вода, ингибиторы коррозии, а также тэтраэтиламмоний и фториды. Это соединение эффективно разрушает злополучный слой оксида.
Флюс Ф-61 используют для лужения и качественной пайки алюминиевых сплавов при температуре в пределах 250 градусов. В свою очередь Castolin Alutin 51 L эффективен при рабочей температуре от 160 градусов. В состав данного флюса входят 32-процентное олово, свинец и кадмий.
В подавляющем большинстве случаев основные компоненты припоев с низкой температурой плавки – это олово, кадмий, цинк, свинец, а также висмут. Ключевым моментом является то, что в перечисленных металлах (исключение представляет только цинк) алюминий практически не растворяется. Это, в свою очередь, негативно отражается на качестве соединений.
С одной стороны, возможно применение активных флюсов при тщательной обработке мест спаивания. Параллельно используют припои на основе свинца и олова. Однако подобные стыки характеризуются пониженной устойчивостью к коррозии.
Частично нивелировать данный эффект поможет нанесение качественного лакокрасочного покрытия.
Оптимальным выбором станет припой, основой которого являются алюминий, медь, цинк или серебро. В перечень подобных материалов входит, к примеру, припой марки 34А, в составе которого присутствуют алюминий, медь и кремний в концентрации 66, 28 и 6 процентов соответственно. Не менее распространенный – это припой ЦОП-40, в состав которого входит 60% свинца и 40% цинка. Важно учитывать, что прочность соединений и устойчивость к коррозии прямо пропорциональны содержанию цинка.
Отдельного внимания заслуживают высокотемпературные припои, содержащие алюминий, кремний и медь. В их перечень входят уже упомянутый 34А, а также его аналог Aluminium-13. В составе последнего 87% алюминия и 13% кремния.
Подобные пропорции позволяют выполнять пайку при температурах в диапазоне 590-600 градусов.
Речь идет о трубчатом припое, который разработан специально для качественной пайки алюминия. Прутки или же проволока представляют собой гибкую трубку, внутри которой находится порошок. Последний выполняет функции флюса с повышенной активностью.
Приобрести проволоку можно в специализированных магазинах и онлайн-площадках.
Чтобы правильно выбрать оборудование, необходимо учесть ряд важных факторов. Одним из таковых является площадь соединения. Как уже было отмечено, небольшие по размерам детали можно паять при мощности паяльника в пределах 50-60 Вт. Лучше всего выбирать устройства с широким жалом.
Кстати, на нем можно сделать зазубрины, которые в процессе пайки будут удалять оксидную пленку с поверхностей.
Стоит отметить, что на сегодняшний день в процессе пайки алюминиевых изделий широко используются именно газовые горелки. Это наиболее актуально при больших площадях соединений, то есть в ситуациях, когда использование паяльника является неэффективным. Говоря о явных преимуществах, необходимо уточнить, что горелка способна очень быстро разогреть место пайки практически до температуры плавления самого алюминия.
Данный метод отличается максимальной простотой. После разогревания будущего стыка и нанесения припоя требуется тщательно обработать полученное соединение. Это необходимо для удаления остатков флюса с поверхности. Также при использовании газовых горелок ключевым моментом является соблюдение правил пожарной безопасности.
На рабочем месте не должны присутствовать легковоспламеняющиеся материалы.
Технология
Стоит принять во внимание, что процесс пайки изделий из алюминия не имеет каких-либо принципиальных отличий. По большому счету он реализуется так же, как в ситуациях со сталью, медью и другими металлами. В общих чертах алгоритм включает в себя следующие действия:
- тщательная очистка и обезжиривание поверхностей;
- надежная фиксация соединяемых элементов;
- нагревание места будущего стыка;
- нанесение флюса и припоя.
Удалить оксидную пленку с поверхности можно при помощи щетки, имеющей жесткую щетину. Именно этим максимально простым инструментом осуществляют растирание припоя по соединяемым деталям.
В домашних условиях при отсутствии специализированного оборудования широко используется альтернативный способ пайки. Он базируется на применении припоев, имеющих оловянно-свинцовую основу. В отдельных случаях функции флюса может выполнять канифоль. Для предотвращения появления новой оксидной пленки на алюминиевой поверхности ее зачищают под слоем расплавленной канифоли.
Однако стоит учесть, что это будет не самый удачный вариант.
Еще одним достаточно эффективным инструментом в борьбе с оксидным образованием может стать паяльник. С этой целью на жало можно надеть своеобразный скребок.
Не менее действенный прием – это добавление в канифоль металлических опилок. Описываемый алгоритм предусматривает следующие шаги.
- На месте соединения хорошо разогретым и предварительно залуженным паяльником плавят канифоль.
- После полного расплавления флюса жалом паяльника растирают место пайки. Скребок и металлические опилки, добавленные в канифоль, разрушают оксидную пленку на поверхности. Важно учитывать, что расплавленный флюс при этом предотвращает попадание кислорода, а следовательно, и образование нового слоя оксида алюминия.
- После завершения описанной обработки деталей они соединяются и тщательно прогреваются до начала активного плавления используемого припоя.
Подводя итог, стоит отметить, что пайка алюминиевых изделий при отсутствии специально разработанных для этого расходников представляет собой достаточно сложную процедуру. И при существенных временных затратах и трудоемкости прочность швов оказывается не на самом высоком уровне. Оптимальным решением будет приобретение флюсов с повышенной активностью, а также высокотемпературного припоя.
При их наличии описанный процесс, даже при его реализации в домашних условиях, не станет источником затруднений.
О том, как запаять алюминий оловом, вы можете узнать из видео ниже.
Чем и как паять алюминий?

Пайка алюминия – занятие непростое. Она может понадобиться для запаивания радиатора или чего-нибудь еще. Тот, кто пробовал паять алюминий, не понаслышке знает, что обычный припой его совсем не берет. Все из-за того, что на нем есть пленка, обладающая плохой адгезией к припою. Алюминий покрывается пленкой довольно быстро – без зачистки металл окисляется.
К счастью, есть надежные и простые методы, которые помогают быстро избавиться от пленки. Самый простой – приобрести в радиомагазине флакончик флюса Ф59 или Ф61. Флюсами называются вещества, применяемые в пайке для удаления окисной пленки с металлических металлов. Рассмотрим подробно варианты пайки и узнаем об особенностях процесса.
Особенности процесса
Защитная пленка показывает хорошую химическую стойкость и обладает высокой температурой плавления. В минералогии оксид также имеет второе название, его называют корундом – он состоит из прозрачных кристалликов, являющихся драгоценными камнями. Окраска корунда зависит от примесей: сапфиру свойственен синий оттенок, а красноватый хрому. Прежде чем паять алюминий, следует подготовить поверхность, очистив ее от пленки.
Пленка удаляется разными путями в условиях безвоздушной среды – с отсутствием кислорода. Для удаления корундом используют масляную краску. В случае использования других масел, помимо синтетического и трансформаторного, как правило, их предварительно выдерживают при температуре от +150 до +200°С, пока вода не испарится. Обезвоженный компонент наносится на алюминий, а затем наждачкой под нанесенным слоем его трут.
Обратите внимание! Это только один из способов удаления пленки, существуют и другие: канифоль, порошковый флюс, бура и др.
Что понадобится?
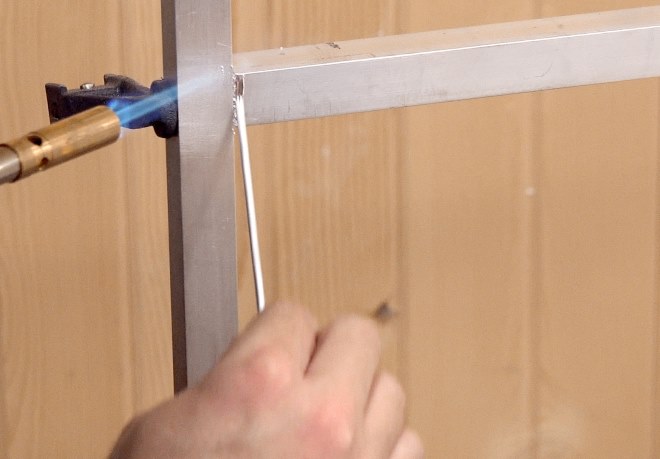
После очистки алюминия следующим этапом будет его пайка. Существуют разные способы: оловом, газовой горелкой и т. д. Технологию пайки газовой горелки рассмотрим позже, а пока необходимо подготовить необходимые компоненты: газовую горелку соответственно, струбцину, трубчатую проволоку (для пайки).
Горелку необязательно приобретать в магазинах для профессионалов, вполне подойдет насадка, которая крепится на газовый баллон. Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Технология пайки в домашних условиях
Способ пайки с газовой горелкой – самый простой, его можно осуществлять дома. Можно с легкостью делать разнообразные конструкции из алюминия и другие вещи. Первым делом берут алюминиевый профиль или отдельные детали, которые следует сварить. Предварительно делают зачистку по металлу щеткой или наждачкой. Высокие показатели шероховатости только являются преимуществом для пайки.
С помощью струбцины осуществляют соединение, затем включают горелку и ждут нагревания стыка. Далее подносят порошковый припой – расплавляясь, он растекается в шве. Припой обладает безупречной текучестью и способен попадать даже в самые миниатюрные щели в металле. Припой распределяется, затем прогревается еще немного, чтобы как можно больше расплыться во всех стыках узла.
Обратите внимание! У алюминия с медью образуется высокая конфликтность. Необходимость такой спайки возникает только в случае соединения труб или других крупных деталей.
Для припаивания изделий из алюминия дома используют электропаяльник. Это универсальное оборудование вполне неплохо подходит для припаивания проводов, небольших трубок и других элементов. Для этих изделий требуется минимум свободного пространства и электросеть. Подходит стандартная паяльная лампа.
Для пайки алюминия подходят флюсы с содержанием кислот и солей. После пайки они обязательно смываются. Активные флюсы хороши тем, что дают быстрый результат, но вдыхать их нельзя. Пары раздражают слизистые и попадают в организм через кровь. Нередко используют жидкие флюсы, их преимущество состоит в том, что их можно наносить тонким слоем. Больше они предназначены для пайки ручным инструментом – паяльником.
Обратите внимание! Флюс Ф-64 содержит в себе деионизированную воду, фториды, тэтраэтиламмоний и проч.
Он разрушает оксидную пленку даже внушительной толщины – это значит, что он подходит для большого количества заготовок. Этот флюс подходит как для алюминия, так и для меди, бериллиевой бронзы и т. д.
Припой HTS-2000 пользуется большой популярностью среди людей, потому что пайка с ним осуществляется невероятно легко. Область его применения очень велика. Для работы требуется только припой – работа с ним проходит комфортно, HTS-2000 делает очень надежные и прочные соединения.
Советы из статьи рассчитаны для людей, не являющихся электриками, и пригодятся тем, кому требуется сделать качественно и надежно. Не стоит забывать, что алюминий с медью несовместимы, получается электрокоррозия, особенно во влажной среде. В экономии денег нет ничего постыдного, поэтому необязательно обращаться за помощью, чтобы спаять алюминий – паять может научиться любой желающий.
Найти полезную информацию про пайку алюминия вы можете в видео ниже.
Пайка алюминия оловом

Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
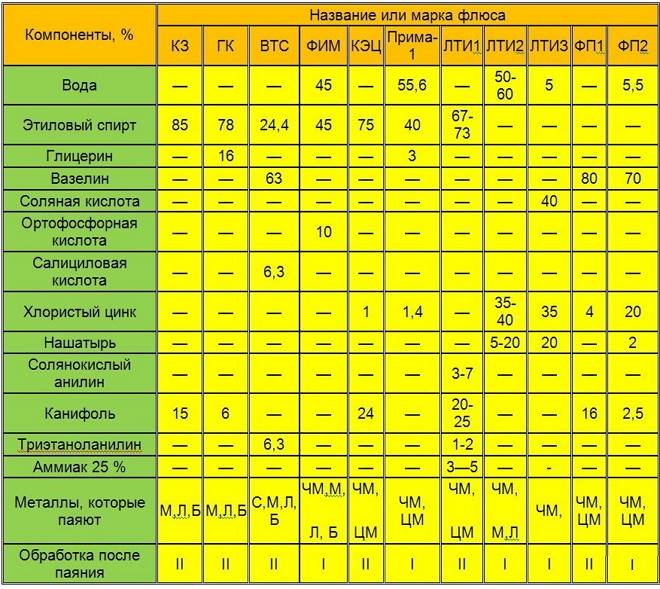
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
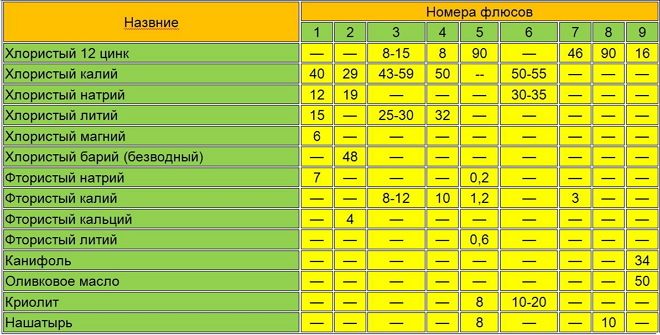
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.




")

